|
|
|
|
ALTE DOCUMENTE
|
||||||||
|
|
Розрахунок необхідно 141h76b ;ї кількості обладнання та його завантаження. Побудова графіка завантаження
Організація робочого місця однієї із робітничих професій на дільниці відповідно 141h76b ; до наукової організації праці (НОП)
Організація постачання дільниці заготовками та робота внутрішньоцехового транспорту
Розрахунок необхідно 141h76b ;ї кількості обладнання та його завантаження. Побудова графіка завантаження
Розраховуючи кількість металоріжучого обладнання даної моделі та числа робочих для механічної обробки кількості деталей (необхідно 141h76b ; знати: річний об'єм випуску деталей; вид технологічного процесу з вказівкою переліку операцій та сумарні норми часу на кожній операції; ефективний річний фонд виробничого часу одиниці обладнання (в годинах).
![]()
по кожній технологічній операції базового і проектуємого варіантів механічної обробки за формулою
![]() , (
, (
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
де
![]() -
норма
штучного
часу на
операції технологічного
процесу;
-
норма
штучного
часу на
операції технологічного
процесу;
r випуску, хв.
r
формулою
 , (
, (
![]() хв
хв
де
![]() -
дійсний фонд
часу роботи
обладнання
за поточний
рік, год;
-
дійсний фонд
часу роботи
обладнання
за поточний
рік, год;
![]() -
річна
програма
випуску
деталей, шт.
-
річна
програма
випуску
деталей, шт.
![]() =
=
Дійсний
фонд часу ![]() , год
визначається
за формулою
, год
визначається
за формулою
![]() , (
, (
![]()
де ![]() -
дні,
відповідно 141h76b ;,
календарні,
вихідні,
святкові;
-
дні,
відповідно 141h76b ;,
календарні,
вихідні,
святкові;
![]() -
тривалість
робочої
зміни, год;
-
тривалість
робочої
зміни, год;
S
![]() =365 днів;
=365 днів; ![]() =104 днів;
=104 днів;
![]() =10 днів;
=10 днів; ![]()
S
![]()
r
![]() ,
,
Відно 141h76b ;шення
розрахункової
кількості
обладнання ![]() до
прийнятої
до
прийнятої
обладнання ![]() характеризує
ступінь
завантаження
обладнання
характеризує
ступінь
завантаження
обладнання
і називається коефіцієнтом завантаження обладнання.
Коефіцієнт
завантаження
обладнання ![]() визначається
за формулою 1.4
визначається
за формулою 1.4
 (1.4)
(1.4)
![]()
![]()
![]()
![]()
![]()
![]()
![]()
Визначаємо
коефіцієнт
завантаження
обладнання
для базового
варіанту ![]()
![]()
Середній
коефіцієнт
завантаження
на дільниці ![]() визначаємо
за формулою
визначаємо
за формулою
1.5
 (1.5)
(1.5)
![]()
базовому варіанту
|
|
|
|
|
|
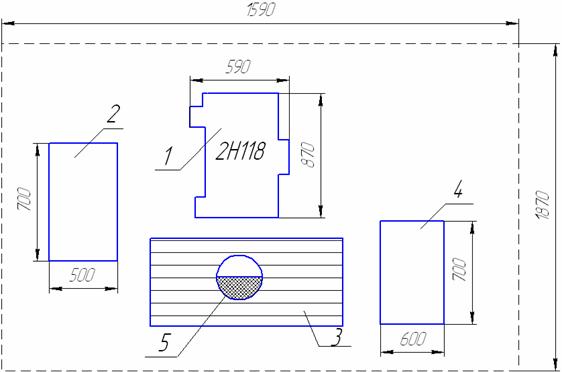
який представлено на рисунку 1.1
який представлено на кресленні
|
Площа, кв.м | |||||||||
|
Одно 141h76b ;го верстата |
Одно 141h76b ;го верстата |
Одно 141h76b ;го верстата | |||||||
|
6P81 | |||||||||
|
| |||||||||
Виходячи з цього недоцільно розміщувати поруч дільниці та лінії виготовлення деталей високої точності і відно 141h76b ;сно малої точності форми та розташування поверхонь в зв'язку з неминучим впливом вібрації цього обладнання на точність виготовлення відповідних деталей.
Визначаємо
площу
робочого
місця ![]() ,
, ![]() за
формулою 1.6
за
формулою 1.6
![]() , (1.6)
, (1.6)
![]()
![]()
![]()
![]()
![]()
![]()
![]()
де
![]() -
прийнята
кількість
обладнання, шт;
-
прийнята
кількість
обладнання, шт;
![]() -
довжина
робочого
місця, м;
-
довжина
робочого
місця, м;
![]() -
ширина
робочого
місця, м.
-
ширина
робочого
місця, м.
Попередню
довжину
дільниці ![]() , м
визначаємо
за формулою 1.7
, м
визначаємо
за формулою 1.7
 (1.7)
(1.7)
![]()
Виробнича
довжина
дільниці ![]() , м
визначається
за формулою 1.8
, м
визначається
за формулою 1.8
![]() , (1.8)
, (1.8)
![]()
![]() ;
; ![]() .
.
![]() ;
;
Загальна
ширина
виробничої
площі дільниці
![]() , м
визначається
за формулою 1.9
, м
визначається
за формулою 1.9
![]() (1.9)
(1.9)
![]()
Остаточна
виробнича
площа
дільниці ![]() ,
, ![]() визначається
за формулою
визначається
за формулою
![]() (1.10)
(1.10)
![]()
Площу
конвеєра ![]() ,
, ![]() визначаємо
за формулою 1.11
визначаємо
за формулою 1.11
![]() (1.11)
(1.11)
![]()
Загальна
площа всіх
робочих
місць ![]() ,
, ![]() визначається
за формулою 1.12
визначається
за формулою 1.12
 (1.12)
(1.12)
![]()
Площа
всіх робочих
місць разом
за конвеєром ![]() ,
, ![]() визначається
за
визначається
за
![]() (1.13)
(1.13)
![]()
Площа
місць для
складання
заготовок та
резервних
місць ![]() ,
, ![]() визначається
визначається
за формулою 1.14
![]() (1.14)
(1.14)
![]()
Площа
складських
приміщень ![]() ,
, ![]() визначається
за формулою 1.15
визначається
за формулою 1.15
![]() (1.15)
(1.15)
![]()
Кількість
майстрів на
дільниці ![]() , чол
визначаємо
за формулою 1.16
, чол
визначаємо
за формулою 1.16
![]() (1.16)
(1.16)
![]()
Площа
приміщення
для майстрів ![]() ,
, ![]() визначається
за формулою 1.17
визначається
за формулою 1.17
![]() (1.17)
(1.17)
![]()
Кількість
допоміжних
робітників
на дільниці ![]() , чол
визначаємо
за
, чол
визначаємо
за
формулою 1.18
![]() (1.18)
(1.18)
![]()
Кількість
налагоджувальників
на дільниці ![]() , чол
визначаємо
за формулою 1.19
, чол
визначаємо
за формулою 1.19
![]() (1.19)
(1.19)
![]()
Площа
ремонтно
налагоджувального
приміщення ![]() ,
, ![]() визначається
визначається
![]() (1.20)
(1.20)
![]()
Площа
інструментального
приміщення ![]() ,
, ![]() визначається
за формулою 1.21
визначається
за формулою 1.21
![]()
Загальна
кількість
робітників
на дільниці ![]() , чол
визначається
за формулою 1.22
, чол
визначається
за формулою 1.22
![]() (1.22)
(1.22)
![]()
Площа
побутових
приміщень ![]() ,
, ![]() визначається
за формулою 1.23
визначається
за формулою 1.23
![]() (1.23)
(1.23)
![]()
Загальна
площа
допоміжних
приміщень ![]() ,
, ![]() визначається
за формулою
визначається
за формулою
![]() (1.24)
(1.24)
![]()
якщо
![]() <
<
 (1.25)
(1.25)
![]()
Ширина
допоміжної
виробничої
площі ![]() , м
визначається
за формулою 1.26
, м
визначається
за формулою 1.26
 (1.26)
(1.26)
![]()
Ширину
центрального
проїзду ![]() , м
приймаємо
, м
приймаємо ![]() =3м.
=3м.
Площа
центрального
проїзду ![]() ,
, ![]() визначається
за формулою 1.27
визначається
за формулою 1.27
![]() (1.27)
(1.27)
![]()
Довжина
складських
приміщень ![]() , м
визначається
за формулою 1.28
, м
визначається
за формулою 1.28
 (1.28)
(1.28)
![]()
Довжина
побутових
приміщень ![]() , м
визначається
за формулою 1.29
, м
визначається
за формулою 1.29
 (1.29)
(1.29)
![]()
Загальна
площа
дільниці ![]() ,
, ![]() визначається
за формулою 1.30
визначається
за формулою 1.30
![]() , (1.30)
, (1.30)
![]()
де
![]() ;
;
![]() -
загальна
ширина
дільниці, м.
-
загальна
ширина
дільниці, м.
Загальна
ширина
дільниці ![]() , м
визначається
за формулою 1.31
, м
визначається
за формулою 1.31
![]() (1.31)
(1.31)
![]()
|
l b |
Площа,
| ||||
|
6P81 |
|||||
|
| |||||
Організація робочого місця однієї із робітничих професій на дільниці відповідно 141h76b ; до наукової організації праці (НОП)
відсутні нераціональні рухи та прийоми (повороти, згинання, присідання тощо).
Розглянемо робоче місце свердлувальника на верстаті 1К62, який представлений на рисунку 1.2. Воно забезпечено інструментальною шафою, в якій зберігається інструмент, засоби догляду за верстатом, стелажем для розміщення на ньому тари з заготівками і готовими деталями, трапом під ноги робочому, полицею для креслень та вимірювального інструмента
3 трап; 5 свердлувальник.
2 приймальний стіл; 4 тумбочка верстатника;
Рисунок
умов спокійності праці має вірно організоване обслуговування робочого
місця заготовками, інструментом, пристосуваннями, технологічною документацією.
Організація постачання дільниці заготовками та робота внутрішньоцехового транспорту
Інструментальне господарство на дільниці, що проектується, призначається для зберігання, видавання та заточування інструменту, а також для виготовлення пристосування. Необхідно 141h76b ; зробити короткий опис головних задач організації інструментального господарства, рекомендуючу систему забезпечення робочих місць інструментом.
Враховуючи, що витрата на інструмент складає 25% від загальної суми затрат на виготовлення виробів, необхідно 141h76b ; розрахувати споживання ріжучого інструмента на задану річну програму випуску деталей.
Річна
потреба в
різальному
інструменті ![]() , шт
визначається
за формулою
, шт
визначається
за формулою
 , (1.32)
, (1.32)
де
![]() -
сумарний
машинний час
на обробку, хв;
-
сумарний
машинний час
на обробку, хв;
N програма випуску деталей, шт;
![]() -
тійкість
інструмента,
/2, с. 268/; Т=
-
тійкість
інструмента,
/2, с. 268/; Т=
![]() -
коефіцієнт
випадкової
втрати інструмента
через
поломки
-
коефіцієнт
випадкової
втрати інструмента
через
поломки
та
недовикористання, ![]() =0,050,3; Приймаємо
=0,050,3; Приймаємо ![]() =0,
=0,
Річна
потреба в
вимірювальному
інструменті ![]() , шт
визначається
за формулою 1.33
, шт
визначається
за формулою 1.33
 ,
,
![]() (1.33)
(1.33)
де
![]() -
сума
вимірювань
на одну
заготовку даним
вимірювальним
інструментом
на всіх
технологічних
операціях;
-
сума
вимірювань
на одну
заготовку даним
вимірювальним
інструментом
на всіх
технологічних
операціях;
d - кількість вимірювань, які викликають знос прохідно 141h76b ;ї сторони калібра
на 1 мкм (для гладких скоб і пробок d
Y знос калібра або поле допуску на знос калібра, мкм;
![]() -
коефіцієнт,
який
враховує
відно 141h76b ;влення
розміру і ремонт
-
коефіцієнт,
який
враховує
відно 141h76b ;влення
розміру і ремонт
рагулюємих
калібрів, ![]() =23;
Приймаємо
=23;
Приймаємо ![]() =2
=2
Річна
потреба в
абразивному
інструменті ![]() ,шт
визначається
за формулою 1.34
,шт
визначається
за формулою 1.34
 , (1.34)
, (1.34)
де
![]() -
сумарний
основний час,
хв;
-
сумарний
основний час,
хв;
![]() -
стійкість
абразивного
інструмента,
хв.
-
стійкість
абразивного
інструмента,
хв.
![]()
Стійкість
абразивного
інструмента ![]() , хв
визначається
за формулою
, хв
визначається
за формулою
 , (
, (
де ![]() -
зовнішній
радіус
нового
шліфувального
круга, мм;
-
зовнішній
радіус
нового
шліфувального
круга, мм;
![]() -
зовнішній
радіус
зношеного
круга, мм;
-
зовнішній
радіус
зношеного
круга, мм;
В ширина шліфувального круга, мм;
j і ![]() -
коефіцієнти,
значення
яких проведені
в таблиці 24 /11 ,с.138/
-
коефіцієнти,
значення
яких проведені
в таблиці 24 /11 ,с.138/
j=635, ![]() =0,20
=0,20

![]() .
.
продукції, що перевіряється, контроль може бути суцільний і
Похибки, що виникають при виконанні зборки деталей у різні з'єднання,можуть відбуватися з різних причин, до числа яких відно 141h76b ;сяться:
неточне регулювання взаємного положення деталей, що з'єднуються;
перекоси деталей, що утворяться через неправильну посадку деталей при їхньому сполученні;
наявність залишкових деформацій, викликаних силами, прикладеними для з'єднання деталей;
д) скривлення й інші деформації й ушкодження деталей, що виникли при їх перевертанні, і переміщенні в процесі зборки, і при транспортуванні;
є) пружні деформації базової (основний) деталі об'єкту, що збирається, виникли при її закріпленні;
ж) деформації деталей через зміну внутрішніх напружень. Допуски на обробку і посадки для деталей, що сполучаються, регламентовані загальносоюзними стандартами, сукупність яких складає єдину обов'язкову державну систему; тому контрольному відділенню необхідно 141h76b ; мати всі основні дані для кожної деталі і вузла з вказівкою допусків, обраних посадок (зазорів і натягів) і їх
Для контролю окремих з'єднань і механізмів необхідно 141h76b ; встановлювати столи біля робочих місць збирачів; при зборці на конвеєрах необхідно 141h76b ; між робітниками місцями збирачів залишати місця для виконання контрольних операцій.
ескіз, що ілюструє процес виконання контрольної операції та зображуючи положення деталі, що перевіряється, і вимірювального інструмента при перевірці даного розміру;
вказівку, яким вимірювальним інструментом треба користуватися для виконання контрольної операції, його найменування, тип, номер;
вказівку, яке пристосування потрібно для виконання виміру, його найменування, номер;
6) вид контролю відповідно 141h76b ; до зазначеного вище класифікації;
вказівку, у якій стадії виготовлення даної партії деталей виконується контроль, і яка кількість деталей з партії контролюється;
В усіх випадках контрольні операції необхідно 141h76b ; включати в технологічну карту обробки деталей і зборки вузла і виробу. При докладній розробці процесу контролю карту контролю варто додавати до технологічної карти обробки деталі.
для транспортування деталей від одно 141h76b ;го верстата до іншого по технологічному циклу використовується стрічковий конвеєр, ширина якого становить 0,5м і який має накопичувальні лотки;
при необхідно 141h76b ;сті транспортування більш великих предметів, наприклад верстатів, використовується мостовий кран вантажопідємністю 10т і потужністю 8 кВт.
Технічна характеристика мостового крану вантажопідємністю 10т:
12
22,5
4,4
0,139
1,18
15,6
14
89
2000
3750
на передню вісь 1555
на ведучий міст 2195
800
3
тип електричний, постійного струму
модель ДПТ-4.0-У2
номінальна потужність, кВт 4.0
номінальна напруга, В 75
номінальна частота обертання, об/хв 1400
зварна з гнутих профілів
керуючої вісі резинові ресори
ведучого моста напівелептичні ресори
колеса одно 141h76b ;скатні з розємними дисками
розмір колеса, дюйм 3.75-13
шини пневматичні, камерні
розмір шини, дюйм (мм) 6.00-13(609х155) діагональні
кермовий механізм черв
робоче гальмо барабанного типу, з двома
внутрішніми розтискними
колодками на колесах ведучого
моста, з зусиллям на передньому
та задньому ході
привід робочого гальма гідравлічний
резервне гальмо барабанного типу, з внутрішніми
розтискними колодками на
колесах ведучого моста з зусиллям
система проводки двох провідна
номінальна напруга, В:
силової (тягової) мережі від 40 до 80
мереж освітлення та сигналізацій 24
довжина 3315
ширина 1300
висота (за дахом кабіни) 2200
Габаритні розміри вантажної платформи, мм:
довжина 2050
ширина 1300
тип КГ
ємкість, А.ч не менше 160
Система керування контакторна.
До класу втулок відно 141h76b ;сяться деталі, що мають оброблений отвір (втулки, вкладиші, гільзи і т. д.). Перевірка таких деталей проводиться аналогічно контролю валів з урахуванням конструктивних особливостей кожної з них.
До основних параметрів контролю виробу відно 141h76b ;ситься:
1 перевірка відповідно 141h76b ;сті матеріалу деталі вказаному в кресленні;
Більш детально вказується про засоби технічного контролю в додатку Б Маршрутних технологічних картах.
ДОДАТОК А
|
t |
||||
|
Фрезерно - центровальная |
6P81 | |||
|
Токарна 1я | ||||
|
Токарна 2я | ||||
ДОДАТОК Б
|
