ANALIZA SARCINII DE PRODUCTIE
CALCULUL CARACTERISTICILOR
SARCINII DE PRODUCTIE
Lungimea semifabricatelor se calculeaza din tabel ca suma a valorilor corespunzatoare timpilor de prelucrare de pe linia reperului respectiv si se exprima in [mm].
Diametrul semifabricatului la pornire (Dmax) se determina din tabel ca valoare maxima corespunzatoare timpilor de prelucrare de pe linia reperului respectiv si se exprima in [mm].
Greutatea bruta a reperului se calculeaza considerandu-se ca semifabricatul de pornire este cilindric cu dimensiunile L si Dmax determinate anterior, iar densitatea materialului (otel) este 7,8 g/cm3.
Pe baza datelor enumerate mai sus s-au obtinut urmatoarele rezultate:
|
Nr. crt. |
Tip reper |
L [mm] |
Dmax [mm] |
GB[kg] |
L/Dmax |
|
|
R1 |
|
|
|
|
|
|
R2 |
|
|
|
|
|
|
R3 |
|
|
|
|
|
|
R4 |
|
|
|
|
|
|
R5 |
|
|
|
|
|
|
R6 |
|
|
|
|
|
|
R7 |
|
|
|
|
|
|
R8 |
|
|
|
|
|
|
R9 |
|
|
|
|
|
|
R10 |
|
|
|
|
|
|
R11 |
|
|
|
|
|
|
R12 |
|
|
|
|
|
|
R13 |
|
|
|
|
|
|
R14 |
|
|
|
|
|
|
R15 |
|
|
|
|
Seria anuala de fabricatie se calculeaza din tabel ca suma a valorilor timpilor de prelucrare de la primele patru operatii cu valoarea timpului de prelucrare de la operatia a cincea si se exprima in [buc/an].
|
Nr. crt. |
Tip reper |
Tu [min/buc] |
Seria anuala [buc/an] |
CATP [min/an] |
|
|
R1 |
|
|
|
|
|
R2 |
|
|
|
|
|
R3 |
|
|
|
|
|
R4 |
|
|
|
|
|
R5 |
|
|
|
|
|
R6 |
|
|
|
|
|
R7 |
|
|
|
|
|
R8 |
|
|
|
|
|
R9 |
|
|
|
|
|
R10 |
|
|
|
|
|
R11 |
|
|
|
|
|
R12 |
|
|
|
|
|
R13 |
|
|
|
|
|
R14 |
|
|
|
|
|
R15 |
|
|
|
Se va efectua analiza ABC, urmand ca cele 15 repere sa fie sa fie ordonate descrescator, ordonare efectuata in functie de timpul de prelucrare.
95 100% → clasa C
|
Nr. crt. |
Reper |
Seria anuala [buc/an] |
CATP [min/an] |
CATP cumulat [min/an] |
CATP cumulat |
Clasa |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
R5 |
|
|
|
|
A |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
R10 |
|
|
|
|
A |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
R3 |
|
|
|
|
A |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
R7 |
|
|
|
|
A |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
R13 |
|
|
|
|
A |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
R4 |
|
|
|
|
A |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
R15 |
|
|
|
|
A |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
R1 |
|
|
|
|
B |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
R8 |
|
|
|
|
B |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
R14 |
|
|
|
|
B |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
R11 |
|
|
|
|
B |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
R9 |
|
|
|
|
B |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
R12 |
|
|
|
|
B |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
R6 |
|
|
|
|
C |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
R2 |
|
|
|
|
C |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Total |
| Ex: 1294440 : 8782080 = 0,1473 ∙ 100 = 14,73 0 65% = A 65 95% = B 95 100% = C
In urma acestei clasificari rezulta ca reperele de tip A au consistenta cea mai mare si cel mai mare avantaj in etapa de stabilire a nucleului tipologic. Reperele de clasa A sunt redate mai jos cu principalele lor caracteristici:
Pentru a aduce aceste rezultate la un numitor comun, pentru a putea fi comparate se recurge la inlocuirea valorilor din tabel cu utilitati care se vor calcula folosind formula:
UK=utilitatea calculata in cadrul criteriului pentru reperul k; ak=valoarea criteriului considerat pentru reperul k; max, min=valoarea maxima, respectiv minima inregistrata in cadrul criteriului respectiv. In cazul nostru se va acorda utilitatea situatiei celei mai favorabile si anume valorii minime a criteriului considerat. Pe baza acestor consideratii se obtine Matricea utilitatilor. Pentru lungime, calculului utilitatilor este: UR5 = (201-201) / (201-150) = 0 UR10 = (201-182) / (201-150) = 0,37 UR3 = (201-165) / (201-150) = 0,70 UR7 =(201-171) / (201-150) = 0,58 UR13 = (201-151) / (201-150) = 0,98 UR4 = (201-150) / (201-150) = 1 Pentru greutate, calculului utilitatilor este: UR5 = (8,52-8,52) / (8,52-3,19) = 0 UR10 = (8,52-8,27) / (8,52-3,19) = 0,04 UR3 = (8,52-6,95) / (8,52-3,19) = 0,29 UR7 = (8,52-7,65) / (8,52-3,19) = 0,16 UR13 = (8,52-3,89) / (8,52-3,19) = 0,86 UR4 = (8,52-5,62) / (8,52-3,19) = 0,54 Pentru rigiditate, calculului utilitatilor este: UR5 = (2,80-2,45) / (2,80-1,57) = 0,28 UR10 = (2,80-2,30) / (2,80-1,57) = 0,40 UR3 = (2,80-1,89) / (2,80-1,57) = 0,73 UR7 = (2,80-2,80) / (2,80-1,57) = 0 UR13 = (2,80-1,93) / (2,80-1,57) = 0,70 UR4 = (2,80-2,54) / (2,80-1,57) = 0,21 MATRICEA UTILITATILOR
Inmultind utilitatile obtinute la fiecare criterii cu coeficientul de importanta corespunzator criteriului respectiv si insumand produsele obtinute la nivelul fiecarui tip de reper, se obtine o nota asociata reperului. Diferenta dintre notele a doua repere este coeficientul de concordanta care se calculeaza astfel:
NR5 = (0,3∙0) + (0,3∙0) + (0,4∙0,28) = 0,112 NR10 = (0,3∙0,37) + (0,3∙0,04) + (0,4∙0,40) = 0,283 NR3 = (0,3∙0,70) + (0,3∙0,29) + (0,4∙0,73) = 0,589 NR7 = (0,3∙0,58) + (0,3∙0,16) + (0,4∙0) = 0,222 NR13 = (0,3∙0,98) + (0,3∙0,86) + (0,4∙0,70) = 0,832 NR4 = (0,3∙1) + (0,3∙0,54) + (0,4∙0,21) = 0,546 R5 |
R10 |
R3 |
R7 |
R13 |
R4 |
R15 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
R5 |
|
|
|
|
|
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
R10 |
|
|
|
|
|
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
R3 |
|
|
|
|
|
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
R7 |
|
|
|
|
|
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
R13 |
|
|
|
|
|
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
R4 |
|
|
|
|
|
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Efortul de flexibilitate exprimat prin intermediul coeficientilor de concordanta este simetric, care in realitate nu este adevarat de aceea vom apela la coeficientii de afinitate, unde sistemul va prefera un reper sau altul pe baza principiului efortului minim.
Matricea coefiCientilor de afinitate
|
|
R5 |
R10 |
R3 |
R7 |
R13 |
R4 |
R15 |
|
R5 |
|
|
|
|
|
|
|
|
R10 |
|
|
|
|
|
|
|
|
R3 |
|
|
|
|
|
|
|
|
R7 |
|
|
|
|
|
|
|
|
R13 |
|
|
|
|
|
|
|
|
R4 |
|
|
|
|
|
|
|
Stabilirea configuratiei statice a S.F.F.
Pentru determinarea configuratiei SFF folosim modelarea matematica. Astfel, ce poate imagina urmatorul model de programare matematica liniara de numere in numere intregi, avand ca obiectiv stabilirea tipului si numarului de module operatii ce compun SFF.
min
Z =![]() , supus conditiilor :
, supus conditiilor :
xi∙Ftpi
≥ ![]() , i =
1 I,
, i =
1 I,
kui
∙ xi ∙ Ftpi ≤ ![]() , i = 1 I,
, i = 1 I,
R + ![]() ≤ 0 ,
≤ 0 ,
xi ≥ 0 , xi numar intreg, i = 1 I.
unde: i = 1 5 indicele timpului de modul operatie;
j = 1 7 indicele timpului de reper;
xi - numar de masini de tipul i;
ci - valoarea unei masini de tipul i;
Ean - economiile anuale de prevazut a se realiza prin introducerea S.F.F. (lei/an);
Ftpi - fond de timp de lucru al modulului operatiei i [ore/an];
kui - grad normativ (minim) de incarcare al modulului operatiei de tipul i;
R - costuri globale pentru realizarea S.F.F. care pot fi asociate modulelor operatii, in lei;
Sj - seria anuala de la reperul j (buc/an);
ntij - norma de timp a operatiei i la reperul j (ore/buc);
trec - termenul de recuperare a investitiei (ani);
Conform acestor restrictii se va calcula functia obiectiv a S.F.F., si anume:
min Z = x1 + x2 + x3 + x4 + x5 ,
unde: x1 - centruire,
x2 - strunjire,
x3 - frezare,
x4 - gaurire,
x5 - rectificare.
Ftpi = D · S · h 10 % revizii
Ftpi = 260 · 2 · 8 10 % = 3744 ore/an efectiv
Ftpi = 224640 min/an
Conform primei inegalitati, avem:
xi · Ftpi ³ S Sj · ntij
x1*224640 ³
=> x1 ³ 165025/224640 => x1 ³
x2*224640 ³
=> x2 ³ 1333479/224640 => x2 ³
x3*224640 ³
=> x3 ³ 1947237/224640 => x3 ³
x4*224640 ³
=> x4 ³ 94886/224640 => x4 ³
x5*224640 ³
=> x5 ³ 940284/224640 => x5 ³
Cel de-al doilea termen al sistemului de inegalitatii conduce la urmatoarele rezultate:
kuixi·Ftpi £ S Sj *ntij
0.75 · x1 · 224640 £
=> x1 £ 133690/224640*0.75 => x1 £
0.75 · x2 · 224640 £
=> x2 £ 1333479/224640*0.75 => x2 £
0.75 · x3 · 224640 £
=> x3 £ 1947237/224640*0.75 => x3 £
0.75 · x4 · 224640 £
=> x4 £ 94886/224640*0.75 => x4 £
0.75 · x5 · 224640 £
=> x5 £ 940284/224640*0.75 => x5 £
Daca se considera ca toate componentele care vor materializa modulele-operatie i sunt nou achizitionate, cunoastem costurile lor Ci , atunci ecuatia de eficienta a sistemului devine:
1.66 · åCi · xi - trec · Ean £
unde: Ean = EPC + BS + EENC
EPC - economia la pretul de cost
EENC - efecte economice necuantificabile
BS beneficiul suplimentar obtinut de catre personalul disponibilizat
EPC =ååSj · (ntij · stij)/60 · (1 + CAS/100) · (1 + IMP/100) lei/an
i - indicele operatiei;
j - indicele reperului cuprins in nucleul tipologic ;
ntij-norma de timp la operatia i de le reperul j ;
Sj seria anuala de productie la reperul j din nucleul tipologic ;
stij -salariul tarifar orar brut al muncitorului care realizeaza operatia i la reperul j ;
stij = 10820 [lei/ora]
EPCC = 5* (6440+5032+4914+4440+3444+3360)*[(12/60)(1+0.25)]
EPCC = 33422.5 lei/an
EPCS=(6440*89+5032*75+4914*0+4440*0+3444*57+3360*60)* [(12/60)(1+0.25)]
EPCS = 333369.75 lei/an
EPCF=(6440*68+5032*50+4914*120+4440*114+3444*45+3360*35)* [(12/60)(1+0.25)]
EPCF = 486809.25 lei/an
EPCG=(6440*0+5032*0+4914*0+4440*11+3444*14+3360*0)* [(12/60)(1+0.25)] EPCG = 23721.5 lei/an
EPCR=(6440*37+5032*40+4914*35+4440*32+3444*29+3360*35)* [(12/60)(1+0.25)]
EPCR = 235071 lei/an
EPC = EPCC + EPCS + EPCF + EPCG + EPCR = 11112394 lei/an
BS = (ååSj · ntij) / ( 60 · Ftm) · W · ( 1 - C1000 PM/1000) lei/an
C1000 PM - costuri la 1000 lei productie marfa realizata lei
Ftm - fondul de timp de lucru mediu al unui muncitor intr-un an ore/an
W - productivitatea muncii realizata lei/an · persoana
BS = [6440 · (5+89+68+0+37) + 5032 · (5 + 75+50+0+40) + 4914 · (5 + 0+120+0+35) + 4554 · (5 +0+114+11+32) + 4440 · (5 +57+45+14+29)+ 4181 · (5+60+35+0+35)] / (60 · 1880) · 21500 · (1-750/1000)=
= 212025.452 lei/an
EENC = 200000 [lei/an]
Ean = EPC + BS + EENC = 11112394+212025.452 +200000=1524419.452 lei/an
trec = 4 ani
In urma acestor calcule se poate determina ecuatia de eficienta a sistemului:
1.66· åCi · xi - trec · Ean £
unde Ci valoarea uneoi masinide tipul i
1.66 · (7700 · x1 + 81100 · x2 + 44700 · x3 + 29200 · x4 + 64000 · x5 £
In urma rularii programului, s-au obtinut urmatoarele rezultate:
x1 = 0.595 => x1 = 1 centruire
x2 = 5.936 => x2 = 6 strunjire;
x3 = 8.668 => x3 = 9 frezare;
x4 = 0.522 => x4 = 1 gaurire;
x5 = 4.186 => x5 = 5 rectificare;
Cu aceste rezultate se calculeaza gradul de utilizare al fiecarui modul-operatie, precum si al intregului sistem:
Ku1 = 0.595/1*100 = 59.5 %;
Ku2 = 5.936/6*100 = 98.93 %; => 7 strunguri pentru ca Ku2 > 95%;
Ku3 = 8.668/9*100 = 96.31 %; => 10 masini de frezat pentru ca Ku3 > 95%;
Ku4 = 0.522/1*100 = 52.2 %;
Ku5 = 4.186/5*100 = 83.72 %;
Ku sistem = 19.907/24*100 = 83
1.66· åCi · xi - trec · Ean £
unde Ci valoarea uneoi masinide tipul i
1.66 · (7700 · 1 + 81100 · 7 + 44700 · 10 + 29200 · 1 + 64000 · 5 £ 4 ·1524419.452 => 2276856 < 6097677.809=> trec = 4
Nivelul acesta de utilizare a sistemului este mai mult decat acceptabil.
Trebuie precizat ca aceasta cinfigurare a sistemului a fost efectuata in conditii statice, netinandu-se seama de caracterul aleator al intrarii diferitelor repere in sistem si nici de carecterul aleator al prelucrarilor in cadrul modulelor.
Determinarea valorii robotilor inclusi in sistem
Din analiza statistica a sistemelor flexibile de fabricatie cu prelucrare mecanica, care prelucreaza piese de rotatie sau piese de rotatie si prismatice, structura S.F.F. cuprinde in medie un robot la 4.38 unitati de prelucrare.
Conform acestei statistici, pentru cazul nostru, vom avea: 24/4.38 = 5.47 => 6 roboti
Problema estimarii valorii robotilor este relativ dificila, data fiind diversitatea acestora ca performante si modele constructive. A aprecia insa valoarea robotilor este absolut necesar in perioada de proiectare a S.F.F. in vederea calculului necesarului de fonduri de investitii pentru introducerea S.F.F.
Estimarea pretului robotilor pleaca de la 5 sau 8 caracteristici ale acestora. Redam acest calcul in continuare, pe baza a 5 caracteristici:
mp - capacitatea portanta a robotului Kg , adica greutatea maxima a pieselor manipulate;
gm - grade de mobilitate ale robotului;
vsl - volumul spatiului de lucru al robotului;
vmed - viteza medie de deplasare pe traiectorie m/s
pp - precizia de pozitionare mm
- mp = 9.65 kg
gm = 5
vsl = 10 m3
vmed = 0.9 m/s
pp = mm
12822 coeficient determinat statistic, care tine seama de tipul de actionare si de numarul de caracteristici (actionare hidraulica, 5 caracteristici)
Ccom - cursul comercial al leului in raport cu moneda Euro.
Ccom = 3.5 lei/Euro]
Pe baza acestor date se obtine urmatorul punctaj pentru roboti:
- mp = 0.25 puncte
- gm = 3.20 puncte
- vsl = 0.80 puncte
- vmed =2.25 puncte
- pp = 4.50 puncte
Total = 11.00 puncte
Actionarea fiind hidraulica si considerand Ccom = 3.5 lei/Euro , pretul estimativ pentru un robot va fi:
Probot = 11 ∙ 12822 ∙ 3.5/2 = 246823.5 lei/buc
Sistemul de transfer:
- roboti (6 unitati) 6 ∙ 246823.5 = 1480941 lei ;
Modalitatea aceasta de calcul ne ofera mai mult o valoare orientativa, deoarece nu intotdeauna se poate face o fundamentare corecta a costurilor investitionale, cel mai adesea acestea depasind anticiparile.
Amplasarea spatiala a utilajelor in ateliere
Pentru a rezolva acest aspect se va folosi metoda Gamelor Fictive. Aceasta metoda urmareste, in principal, realizarea unor fluxuri de fabricatie fara intoarceri.
In cele ce urmeaza se va prezenta fluxul de fabricatie pentru reperele ce intra in nucleul tipologic.
R5 : C F S R
R10 : C F S R
R3 :C F F R
R7 :C F G F R
R13 :C G S F R
R4 : C S F R
R 15 : C - G - F - R
|
Modul operatie |
Nr. Op R5 |
Fluxul tehn. R5 |
Nr. Op. R7 |
Fluxul tehn. R7 |
Nr. Op. R10 |
Fluxul tehn. R10 |
Nr. Op. R15 |
Fluxul tehn. R15 |
Nr. Op. R13 |
Fluxul tehn. R13 |
Nr. Op. R4 |
Fluxul tehn. R4 |
|
C |
|
|
|
|
|
|
|
|
|
|
|
|
|
S |
|
|
|
|
|
|
|
|
|
|
|
|
|
F |
|
|
|
|
|
|
|
|
|
|
|
|
|
G |
|
|
|
|
|
|
|
|
|
|
|
|
|
R |
|
|
|
|
|
|
|
|
|
|
|
|
Asadar, din cele 6 repere din nucleul tipologic, 4 au intoarceri de flux (R4, R7, R15, R10), intoarceri ce trebuie eliminate. Pentru a face acest lucru, este necesar a completa un tabel cu incarcarea modulelor pe numere de operatie.
Pentru generarea acestui tabel se procedeaza astfel:
- se calculeaza consumul anual de timp (timpul unitar inmultit cu seria anuala de fabricatie pentru fiecare tip de prelucrare) la toate reperele cuprinse in nucleul tipologic;
- se cumuleaza timpii de prelucrare pe tipuri de operatii si pe numere de operatie. - valorile din coloana incarcare anuala (%) sunt sumele valorilor de pe fiecare linie a tabelului si reprezinta consumul anual de timp la fiecare tip de operatie;
- numarul teoretic Nt de masini se calculeaza prin impartirea valorii consumului anual de timp pe fiecare tip de operatie la 224.660, valoare ce reprezinta fondul anual de timp al unei masini.
|
Modul operatie |
Incarcarea corespunzatoare numarului curent al operatiei inj cadrul procesului tehnologic [min/an] |
Incarcare anuala toatala [min/an] |
Nr. Teoretic de masini [buc] |
Nr. Adoptat de masini [buc] |
||||
|
|
|
|
|
|
||||
|
C |
|
|
|
|
|
|
|
|
|
S |
|
|
|
|
|
|
|
|
|
F |
|
|
|
|
|
|
|
|
|
G |
|
|
|
|
|
|
|
|
|
R |
|
|
|
|
|
|
|
|
|
|
S_an [buc] |
tu [min/buc] |
S_an*tu [min] |
|
R5 |
|
|
|
|
R10 |
|
|
|
|
R3 |
|
|
|
|
R7 |
|
|
|
|
R13 |
|
|
|
|
R4 |
|
|
|
|
|
tuC |
tuS |
tuF |
tuG |
tuR |
|
R5 |
|
|
|
|
|
|
R10 |
|
|
|
|
|
|
R3 |
|
|
|
|
|
|
R7 |
|
|
|
|
|
|
R13 |
|
|
|
|
|
|
R4 |
|
|
|
|
|
R5 : C F1 S2 R1
R10 : C F1 S2 R1
R3 :C F1 F2 R1
R7 :C F1 G2 F3 R2
R13 :C G1 S2 F3 R2
R4 : C S1 F2 R1
C1: (6440+5032+4914+4554+4440+4181)*5=133690;
S1: 3500*60=210000;
S2: 6440*89+5032*75+4914*57=1123479;
F1: 6440*68+5032*50+4914*41+4554*49=1050807;
F2: 4375*79+3500*35=468125;
F3: 4160*65+3509*45=428305;
G1: 3509*14=49126;
G2: 4160*11=45760;
R1: 6440*37+5032*40+4914*35+3500*35=705403;
R2: 4160*32+3509*29=234881;
Numarul teoretic de masini = Incarcarea anuala totala / Ft
Ft = 224640 min/an;
|
Modul operatie |
Incarcarea corespunzatoare numarului curent al operatiei inj cadrul procesului tehnologic [min/an] |
Incarcare anuala toatala [min/an] |
Nr. Teoretic de masini [buc] |
Nr. Adoptat de masini [buc] |
||||||||
|
|
|
|
|
|
||||||||
|
C |
|
|
|
|
|
|
|
|
||||
|
S1 |
|
|
|
|
|
|
|
|
||||
|
F1 |
|
|
|
|
|
|
|
|
||||
|
G1 |
|
|
|
|
|
|
|
|
||||
|
S2 |
|
|
|
|
|
|
|
|
||||
|
F2 |
|
|
|
|
|
|
|
|
||||
|
G2 |
|
|
|
|
|
|
|
|
||||
|
F3 |
|
|
|
|
|
|
|
|
||||
|
R1 |
|
|
|
|
|
|
|
|
||||
|
R2 |
|
|
|
|
|
|
|
|
||||
1.66*(7700*1+81100*6+44700*10+29200*1+64000*5) <= 4*1524419.452
= > 2142230 < 6097677.809 => trec = 4
|
Modul operatie |
Nr. Op R5 |
Fluxul tehn. R5 |
Nr. Op. R7 |
Fluxul tehn. R7 |
Nr. Op. R10 |
Fluxul tehn. R10 |
Nr. Op. R15 |
Fluxul tehn. R15 |
Nr. Op. R13 |
Fluxul tehn. R13 |
Nr. Op. R4 |
Fluxul tehn. R4 |
|
C |
|
|
|
|
|
|
|
|
|
|
|
|
|
S1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
F1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
G1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
S2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
F2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
G2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
F3 |
|
|
|
|
|
|
|
|
|
|
|
|
|
R1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
R2 |
|
|
|
|
|
|
|
|
|
|
|
|
Grupare
R5 : C F1 S R
R10 : C F1 S R
R3 :C F1 F1 R
R7 :C F1 G F2 R
R13 :C G S F2 R
R4 : C S F2 R
|
Modul operatie |
Incarcarea corespunzatoare numarului curent al operatiei inj cadrul procesului tehnologic [min/an] |
Incarcare anuala toatala [min/an] |
Nr. Teoretic de masini [buc] |
Nr. Adoptat de masini [buc] |
||||||||
|
|
|
|
|
|
||||||||
|
C |
|
|
|
|
|
|
|
|
||||
|
F1 |
|
|
|
|
|
|
|
|
||||
|
G |
|
|
|
|
|
|
|
|
||||
|
S |
|
|
|
|
|
|
|
|
||||
|
F2 |
|
|
|
|
|
|
|
|
||||
|
R |
|
|
|
|
|
|
|
|
||||
1.66*(7700*1+81100*6+44700*9+29200*1+64000*5) <= 4*1524419.452
=> 2276856 < 6097677.809=> trec = 4
|
Modul operatie |
Nr. Op R5 |
Fluxul tehn. R5 |
Nr. Op. R7 |
Fluxul tehn. R7 |
Nr. Op. R10 |
Fluxul tehn. R10 |
Nr. Op. R15 |
Fluxul tehn. R15 |
Nr. Op. R13 |
Fluxul tehn. R13 |
Nr. Op. R4 |
Fluxul tehn. R4 |
|
C |
|
|
|
|
|
|
|
|
|
|
|
|
|
F1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
G |
|
|
|
|
|
|
|
|
|
|
|
|
|
S |
|
|
|
|
|
|
|
|
|
|
|
|
|
F2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
R |
|
|
|
|
|
|
|
|
|
|
|
|
Determinarea loturilor defabricatie in SFF
Problematica determinarii loturilor de fabricatie in SFF trebuie neaparat asociata cu modul de lucru al SFF. Am putea considera doua principale modalitatii de functionare a SFF:
a) tipurile de repere intra in sistem aleator in mod individual
b) tipurile de repere intra in sistem determinist in mod individual
sau grupate in loturi.
Situatia a corespunde cel mai bine ideii in baza careia s-a generat conceptul de SFF. Este o modalitate realista de functionare a SFF, cand sistemul trebuie sa raspunda rapid cererilor pietei.
In situatia b functionarea sistemului poate fi asimilata functionarii unei singure masini. Reperele intra in sistem in succesiune determinata care minimizeaza efortul de tranzitie al sistemului.
Pentru modalitatea b de functionare este adecvat calculul loturilor de fabricatie cu formula:
K* = 
Q*i = Ni/K*
unde: Q*i -marimea optima a lotului de fabricatie ; buc/lot
K* - numarul optim de loturi pe an ;
Ni - seria anuala de fabricatie ; buc/an
Ci - costul unei piese de tipul i ; lei/buc
ε- rata stocarii ;
e = 0.2 lei/an
pi - capacitatea de productie a sistemului pentru reperul de tip i buc/an
ai - costul trecerii sistemului la producerea unui lot de tip i lei/lot
Costul piesei de tip i este de fapt pretul de cost (PI) al reperului respectiv, calculat cu formula:
![]()
unde: M - valoarea materialului inclus in produs lei/buc
M = GB ∙ PM ∙ (1 + Tra/100) GN ∙ Pdes
GB - greutatea bruta ;
PM - pretul materialului ;
PM = 10.500 lei/kg
Tra - cheltuieli de transport-aprovizionare ;
Tra = 5%
Gdes- greutatea deseului ;
Gdes = GB ∙ 25%
Pdes - pretul de valorificare a deseului ;
Pdes = 1.260 lei/kg
MN - cheltuielile cu manopera incorporata in produs ; lei/buc
MN=![]() ti
∙sti ∙ (1 + IMP/100)(1 + CAS/100)/60
ti
∙sti ∙ (1 + IMP/100)(1 + CAS/100)/60
nti - timpul de prelucrare pentru reperul i ;
sti - salariul tarifar orar brut al muncitorului;
sti = 6.820 [lei/ora]
RI - regia intreprinderii;
RS - regia sectiei;
Cu aceste date se calculeaza PI pentru toate reperele din nucleul tipologic.
Parametrul ai a fost stabilit pornind de la matricea coeficientilor de afinitate. S-a calculat media pe coloana a coeficientilor de afinitate (prin impartire la numar de repere), iar pentru fiacare punct de afinitate s-a considerat un cost de 55.500 lei. Valoarea lui ai astfel calculata a fost trecuta in tabelul 12. Spre exemplu, pentru reperul R9, suma pe coloana este 16, fapt ce duce la ai = 3.2 .
Matricea coeficientilor de afinitate
|
|
R5 |
R10 |
R3 |
R7 |
R13 |
R4 |
R5 |
|
|
|
|
|
|
|
R10 |
|
|
|
|
|
|
|
R3 |
|
|
|
|
|
|
|
R7 |
|
|
|
|
|
|
|
R13 |
|
|
|
|
|
|
|
R4 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Valoarea unui punct de afinitate este de 90 lei.
ai = media aritmetica a valorilor de pe coloana aferaenta reperului i din matricea coeficientiilor de afinitate inmultita cu valoarea unui punct de afinitate.
aR5 = 4.6*90 = 414 lei/lot ;
aR10 = 1.6*90 = 144 lei/lot ;
aR3 = 3*90 = 270 lei/lot ;
aR7 = 2.2*90 = 198 lei/lot ;
aR13= 3.6*90 = 324 lei/lot ;
aR4 = 3*90 = 270 lei/lot ;
nt5 = 199 min ;
nt10 = 170 min ;
nt3 = 160 min ;
nt7 = 162 min ;
nt13 = 150 min ;
nt4 = 135 min ;
![]()

CAS = 25% ;
![]()
Pdes = 6 lei/kg;
25% pica => gradul de utilizare a materialului e de 75%;
Tra cota cheltuielilor de transport aprovizionare;
PM = 26.0 lei/kg;
Tra = 5%;
|
|
GB [kg] |
|
R5 |
|
|
R10 |
|
|
R3 |
|
|
R17 |
|
|
R13 |
|
|
R4 |
|

Ci = Pci MN ;
C5 = 582.361 - 49.75 = 532.611 lei/buc ;
C10 = 417.209 - 42.5 = 374.709 lei/buc ;
C3 = 412.929 40 = 372.929 lei/buc ;
C7 = 351.133 - 40.5 = 310.633 lei/buc ;
C4 = 294.944 - 37.5 = 257.444 lei/buc ;
C15 = 275.106 - 33.75 = 241.356 lei/buc ;
Pi capacitatea de productie a sistemului pentru reperul i ;
Coeficientul
fondului de timp =![]()
Ft = 224640 min
Numarul de masini :
Centruire (C)=1 masina ;
Ferzare (F1)= 7 masini ;
Gaurire (G)=1 masina ;
Strunjire (S)=6 masini ;
Frezare (F2)=3 masini ;
Rectificare(R)=5 masini ;
Centruire (C)
|
Reperul 0 |
S_an [buc/an] 1 |
nt [min/buc] 2 |
CATP [min/buc] 3=1x2 |
Coef. f. de timp 4 |
Capacitatea [buc/an] 5=4x1 |
|
R5 |
|
|
|
|
|
|
R10 |
|
|
|
|
|
|
R3 |
|
|
|
|
|
|
R7 |
|
|
|
|
|
|
R13 |
|
|
|
|
|
|
R4 |
|
|
|
|
|
|
|
|
|
|
|
|
Frezare (F1)
|
Reperul 0 |
S_an [buc/an] 1 |
nt [min/buc] 2 |
CATP [min/buc] 3=1x2 |
Coef. f. de timp 4 |
Capacitatea [buc/an] 5=4x1 |
|
R5 |
|
|
|
|
|
|
R10 |
|
|
|
|
|
|
R3 |
|
|
|
|
|
|
R7 |
|
|
|
|
|
|
|
|
|
|
|
|
Gaurire (G)
|
Reperul 0 |
S_an [buc/an] 1 |
nt [min/buc] 2 |
CATP [min/buc] 3=1x2 |
Coef. f. de timp 4 |
Capacitatea [buc/an] 5=4x1 |
|
R7 |
|
|
|
|
|
|
R13 |
|
|
|
|
|
|
|
|
|
|
|
|
Strunjire (S)
|
Reperul 0 |
S_an [buc/an] 1 |
nt [min/buc] 2 |
CATP [min/buc] 3=1x2 |
Coef. f. de timp 4 |
Capacitatea [buc/an] 5=4x1 |
|
R5 |
|
|
|
|
|
|
R10 |
|
|
|
|
|
|
R13 |
|
|
|
|
|
|
R4 |
|
|
|
|
|
|
|
|
|
|
|
|
Frezare (F2)
|
Reperul 0 |
S_an [buc/an] 1 |
nt [min/buc] 2 |
CATP [min/buc] 3=1x2 |
Coef. f. de timp 4 |
Capacitatea [buc/an] 5=4x1 |
|
R7 |
|
|
|
|
|
|
R13 |
|
|
|
|
|
|
R4 |
|
|
|
|
|
|
|
|
|
|
|
|
Rectificare (R)
|
Reperul 0 |
S_an [buc/an] 1 |
nt [min/buc] 2 |
CATP [min/buc] 3=1x2 |
Coef. f. de timp 4 |
Capacitatea [buc/an] 5=4x1 |
|
R5 |
|
|
|
|
|
|
R10 |
|
|
|
|
|
|
R3 |
|
|
|
|
|
|
R7 |
|
|
|
|
|
|
R13 |
|
|
|
|
|
|
R4 |
|
|
|
|
|
|
|
|
|
|
|
|
aR5 = 4.6*90 = 414 lei/lot ;
aR10 = 1.6*90 = 144 lei/lot ;
aR3 = 3*90 = 270 lei/lot ;
aR7 = 2.2*90 = 198 lei/lot ;
aR13= 3.6*90 = 324 lei/lot ;
aR4 = 3*90 = 270 lei/lot ;
C5 = 582.361 - 49.75 = 532.611 lei/buc ;
C10 = 417.209 - 42.5 = 374.709 lei/buc ;
C3 = 412.929 40 = 372.929 lei/buc ;
C7 = 351.133 - 40.5 = 310.633 lei/buc ;
C13 = 294.944 - 37.5 = 257.444 lei/buc ;
C4 = 275.106 - 33.75 = 241.356 lei/buc ;

![]()



Determinarea succesiunii de prelucrare a tipurilor de repere
Metoda descompunerii in caomponente tare conexe
Matricea coeficientiilor de afinitate
|
|
R5 |
R10 |
R3 |
R7 |
R13 |
R4 |
R5 |
|
|
|
|
|
|
|
R10 |
|
|
|
|
|
|
|
R3 |
|
|
|
|
|
|
|
R7 |
|
|
|
|
|
|
|
R13 |
|
|
|
|
|
|
|
R4 |
|
|
|
|
|
|
|
|
R5 |
R10 |
R3 |
R7 |
R13 |
R4 |
V1¹ |
V2¹ |
V3¹ |
R5 |
|
|
|
|
|
|
|
|
|
|
R10 |
|
|
|
|
|
|
|
|
|
|
R3 |
|
|
|
|
|
|
|
|
|
|
R7 |
|
|
|
|
|
|
|
|
|
|
R13 |
|
|
|
|
|
|
|
|
|
|
R4 |
|
|
|
|
|
|
|
|
|
V1 |
|
|
|
|
|
|
|
|
|
|
V2 |
|
|
|
|
|
|
|
|
|
|
V3 |
|
|
|
|
|
|
|
|
|
C1=(V1∩V1¹)U(R4)
V1= V1¹=Ø => C1=
C2=(V2∩V2¹)U(R7)
V2= V2¹= => C2=
C3=(V3∩V3¹)U(R15)
V3= V3¹= => C3=
C4= Ø U(R8) => C4=
Matricea A
|
|
C1 |
C2 |
C3 |
C4 |
|
R5 |
|
|
|
|
|
R10 |
|
|
|
|
|
R3 |
|
|
|
|
|
R7 |
|
|
|
|
|
R13 |
|
|
|
|
|
R4 |
|
|
|
|
Matricea A
|
|
C1 |
C2 |
C3 |
C4 |
|
C1 |
|
|
|
|
|
C2 |
|
|
|
|
|
C3 |
|
|
|
|
|
C4 |
|
|
|
|
Matricea A*
|
|
C1 |
C2 |
C3 |
C4 |
|
C1 |
|
|
|
|
|
C2 |
|
|
|
|
|
C3 |
|
|
|
|
|
C4 |
|
|
|
|
Matricea D
|
|
C1 |
C2 |
C3 |
C4 |
|
C1 |
|
|
|
|
|
C2 |
|
|
|
|
|
C3 |
|
|
|
|
|
C4 |
|
|
|
|
Pentru ca sa existe drum hamiltonean in graful dat de matricea conexiunilor trebuie ca numarul cifrelor 1 din matricea drumurilor sa fie egal cu :
![]()
unde n e
dimensiunea matricii drumurilor ![]()
Noi avem doua cifre de unu => ca nu exista drum hamiltonean.
Matricea coeficientiilor de afinitate
|
|
R5 |
R10 |
R3 |
R7 |
R13 |
R4 |
R5 |
|
|
|
|
|
|
|
R10 |
|
|
|
|
|
|
|
R3 |
|
|
|
|
|
|
|
R7 |
|
|
|
|
|
|
|
R13 |
|
|
|
|
|
|
|
R4 |
|
|
|
|
|
|
|
|
R5 |
R10 |
R3 |
R7 |
R13 |
R4 |
V1¹ |
V2¹ |
R5 |
|
|
|
|
|
|
|
|
|
R10 |
|
|
|
|
|
|
|
|
|
R3 |
|
|
|
|
|
|
|
|
|
R7 |
|
|
|
|
|
|
|
|
|
R13 |
|
|
|
|
|
|
|
|
|
R4 |
|
|
|
|
|
|
|
|
V1 |
|
|
|
|
|
|
|
|
|
V2 |
|
|
|
|
|
|
|
|
C1=(V1∩V1¹)U(R4)
V1= V1¹=Ø => C1=
C2=(V2∩V2¹)U(R7)
V2= V2¹= => C2=
Matricea A
|
|
C1 |
C2 |
|
R5 |
|
|
|
R10 |
|
|
|
R3 |
|
|
|
R7 |
|
|
|
R13 |
|
|
|
R4 |
|
|
Matricea A
|
|
C1 |
C2 |
|
C1 |
|
|
|
C2 |
|
|
Matricea A*
|
|
C1 |
C2 |
|
C1 |
|
|
|
C2 |
|
|
Matricea D
|
|
C1 |
C2 |
|
C1 |
|
|
|
C2 |
|
|
Exista o cifra de 1
![]()
![]()
ð exista drum hamiltonean
Drumul hamiltoneaa : C1->C2
Metoda inmultirii matricilor latine
Matricea coeficientiilor de afinitate
|
|
R5 |
R10 |
R3 |
R7 |
R13 |
R4 |
|
R5 |
|
|
|
|
|
|
|
R10 |
|
|
|
|
|
|
|
R3 |
|
|
|
|
|
|
|
R7 |
|
|
|
|
|
|
|
R13 |
|
|
|
|
|
|
|
R4 |
|
|
|
|
|
|
|
|
R5 |
R10 |
R3 |
R7 |
R13 |
R4 |
|
R5 |
|
|
|
|
|
|
|
R10 |
|
|
|
|
|
|
|
R3 |
|
|
|
|
|
|
|
R7 |
|
|
|
|
|
|
|
R13 |
|
|
|
|
|
|
|
R4 |
|
|
|
|
|
|
T=
|
|
R5 |
R10 |
R3 |
R7 |
R13 |
R4 |
|
R5 |
|
|
|
|
|
|
|
R10 |
|
|
|
|
|
|
|
R3 |
|
|
|
|
|
|
|
R7 |
|
|
|
|
|
|
|
R13 |
|
|
|
|
|
|
|
R4 |
|
|
|
|
|
|
T*=
|
|
R5 |
R10 |
R3 |
R7 |
R13 |
R4 |
|
R5 |
|
|
|
|
|
|
|
R10 |
|
|
|
|
|
|
|
R3 |
|
|
|
|
|
|
|
R7 |
|
|
|
|
|
|
|
R13 |
|
|
|
|
|
|
|
R4 |
|
|
|
|
|
|
T²=TL T*
T²=
|
|
R5 |
R10 |
R3 |
R7 |
R13 |
R4 |
|
R5 |
|
|
|
|
|
|
|
R10 |
|
|
|
|
|
|
|
R3 |
|
|
|
|
|
|
|
R7 |
|
|
|
|
|
|
|
R13 |
|
|
|
|
|
|
|
R4 |
|
|
|
|
|
|
T³= T²L T*
T³=
|
|
R5 |
R10 |
R3 |
R7 |
R13 |
R4 |
|
R5 |
|
|
|
|
|
|
|
R10 |
|
|
|
|
|
|
|
R3 |
|
|
|
|
|
|
|
R7 |
|
|
|
|
|
|
|
R13 |
|
|
|
|
|
|
|
R4 |
|
|
|
|
|
|
Matricea coeficientiilor de afinitate
|
|
R5 |
R10 |
R3 |
R7 |
R13 |
R4 |
|
R5 |
|
|
|
|
|
|
|
R10 |
|
|
|
|
|
|
|
R3 |
|
|
|
|
|
|
|
R7 |
|
|
|
|
|
|
|
R13 |
|
|
|
|
|
|
|
R4 |
|
|
|
|
|
|
|
|
R5 |
R10 |
R3 |
R7 |
R13 |
R4 |
|
R5 |
|
|
|
|
|
|
|
R10 |
|
|
|
|
|
|
|
R3 |
|
|
|
|
|
|
|
R7 |
|
|
|
|
|
|
|
R13 |
|
|
|
|
|
|
|
R4 |
|
|
|
|
|
|
T=
|
|
R5 |
R10 |
R3 |
R7 |
R13 |
R4 |
|
R5 |
|
|
|
|
|
|
|
R10 |
|
|
|
|
|
|
|
R3 |
|
|
|
|
|
|
|
R7 |
|
|
|
|
|
|
|
R13 |
|
|
|
|
|
|
|
R4 |
|
|
|
|
|
|
T*=
|
|
R5 |
R10 |
R3 |
R7 |
R13 |
R4 |
|
R5 |
|
|
|
|
|
|
|
R10 |
|
|
|
|
|
|
|
R3 |
|
|
|
|
|
|
|
R7 |
|
|
|
|
|
|
|
R13 |
|
|
|
|
|
|
|
R4 |
|
|
|
|
|
|
T²=TL T*
T²=
|
|
R5 |
R10 |
R3 |
R7 |
R13 |
R4 |
|
R5 |
|
|
|
|
|
|
|
R10 |
|
|
|
|
|
|
|
R3 |
|
|
|
|
|
|
|
R7 |
|
|
|
|
|
|
|
R13 |
|
|
|
|
|
|
|
R4 |
|
|
|
|
|
|
T³= T²L T*
T³=
|
|
R5 |
R10 |
R3 |
R7 |
R13 |
R4 |
|
R5 |
|
|
|
|
|
|
|
R10 |
|
|
|
|
|
|
|
R3 |
|
|
|
|
|
|
|
R7 |
|
|
|
|
|
|
|
R13 |
|
|
|
|
|
|
|
R4 |
|
|
|
|
|
|
![]() = T³L T*
= T³L T*
![]() =
=
|
|
R5 |
R10 |
R3 |
R7 |
R13 |
R4 |
|
R5 |
|
|
|
|
|
|
|
R10 |
|
|
|
|
|
|
|
R3 |
|
|
|
|
|
|
|
R7 |
|
|
|
|
|
|
|
R13 |
|
|
|
|
|
|
|
R4 |
|
|
|
|
|
|
![]() =
=![]() L T*
L T*
![]() =
=
|
|
R5 |
R10 |
R3 |
R7 |
R13 |
R4 |
|
R5 |
|
|
|
|
|
|
|
R10 |
|
|
|
|
|
|
|
R3 |
|
|
|
|
|
|
|
R7 |
|
|
|
|
|
|
|
R13 |
|
|
|
|
|
|
|
R4 |
|
|
|
|
|
|
134562 : R5 →R13→R15→R10→R4→R7
132456 : R5→R13→R7→R15→R10→R4
123456 : R5→R7→R13→R15→R10→R4
R5
R10
R3
R7
R13
R4
R5
R10
R3
R7
R13
R4
Pentru a invalida relatiile intre simboluirile identice, notam cu ∞ pozitiile pe diagonala principala.
|
|
R5 |
R10 |
R3 |
R7 |
R13 |
R4 |
|
R5 |
|
|
|
|
|
|
|
R10 |
|
|
|
|
|
|
|
R3 |
|
|
|
|
|
|
|
R7 |
|
|
|
|
|
|
|
R13 |
|
|
|
|
|
|
|
R4 |
|
|
|
|
|
|
Scadem din fiecare linie elementul cel mai mic de pe linia respectiva (elem= 1) => ca in fiecare linie apre cel putin un zero.
|
|
R5 |
R10 |
R3 |
R7 |
R13 |
R4 |
|
R5 |
|
|
|
|
|
|
|
R10 |
|
|
|
|
|
|
|
R3 |
|
|
|
|
|
|
|
R7 |
|
|
|
|
|
|
|
R13 |
|
|
|
|
|
|
|
R4 |
|
|
|
|
|
|
R10
R3
R7
R13
R4
R5
R10
R3
R7
R13
R4
In situatia ca nu am putut izola un sistem din atatea zerouri independente cat este rangul matricei, altgoritmul continua. Se bareaza cu o dreapta liniile respectiv coloanele care contin zero, adica se acopera zerourile. In continuare se scade din elementele neacoperite cel mai mic element neacoperit, elementele barate o singura data raman neschimbate iar la elementele barate de doua ori se aduna acest element
Daca nici acuma nu am putut izola un sistem din atatea zerouri independente cat este rangul matricei, altgoritmul continua prin acoperirea zerourilor, scaderea (sau adunarea) elementului minim ramas neacoperit s.a.m.d.
|
|
R5 |
R10 |
R3 |
R7 |
R13 |
R4 |
|
R5 |
|
|
|
|
|
|
|
R10 |
|
|
|
|
|
|
|
R3 |
|
|
|
|
|
|
|
R7 |
|
|
|
|
|
|
|
R13 |
|
|
|
|
|
|
|
R4 |
|
|
|
|
|
|
|
|
R5 |
R10 |
R3 |
R7 |
R13 |
R4 |
|
R5 |
|
|
|
|
|
|
|
R10 |
|
|
|
|
|
|
|
R3 |
|
|
|
|
|
|
|
R7 |
|
|
|
|
|
|
|
R13 |
|
|
|
|
|
|
|
R4 |
|
|
|
|
|
|
|
|
R5 |
R10 |
R3 |
R7 |
R13 |
R4 |
|
R5 |
|
|
|
|
|
|
|
R10 |
|
|
|
|
|
|
|
R3 |
|
|
|
|
|
|
|
R7 |
|
|
|
|
|
|
|
R13 |
|
|
|
|
|
|
|
R4 |
|
|
|
|
|
|
In urma acetei proceduri am am putut izola un sistem de 6 zerouri (numar egal cu rangul matricei) independente adica cate unul pe fiecare linie si coloana.
Optam pentru zerourile incadrate, celelalte zerouri le baram cu doua linii incrucisate. Pe pozitiile celor 6 zerouri independente punem cifrele din matricea initiala, iar arcele corespunzatoare acestor pozitii alcatuiesc cuplajul minim.
|
|
R5 |
R10 |
R3 |
R7 |
R13 |
R4 |
|
R5 |
|
|
|
|
|
|
|
R10 |
|
|
|
|
|
|
|
R3 |
|
|
|
|
|
|
|
R7 |
|
|
|
|
|
|
|
R13 |
|
|
|
|
|
|
|
R4 |
|
|
|
|
|
|
Elementele sistemului I au fost tipuri de produse, elementele sistemului II au fost stari ale SFF.
Cuplajul minim exprima niste legaturi intre starile sistemului. Marimena cuplajului se obtine prin insumarea marimilor arcelor car-l compun si este : 12.
Configuratia dinamica a SFF (cu teoria asteptarii)
Vom calcula pentru fiecare modul operatie μ numarul mediu de clienti serviti in unitatea de timp (intr-o ora).
μ=60/timp mediu de prelucrare [min];
|
Modul reper |
Timp de prelucrare [min/buc] |
Seria anuala |
|||||
|
C |
F1 |
G |
S |
F2 |
R |
||
R5 |
|
|
|
|
|
|
|
|
R10 |
|
|
|
|
|
|
|
|
R3 |
|
|
|
|
|
|
|
|
R7 |
|
|
|
|
|
|
|
|
R13 |
|
|
|
|
|
|
|
|
R4 |
|
|
|
|
|
|
|
|
tmed [min] |
|
|
|
|
|
|
|
|
buc/ora] |
|
|
|
|
|
|
|
|
|
|
||||||
|
Reper |
ti [ore/buc] |
Frecventa observata [buc/an] S_an |
Functia de repartitie empirica Fn(ti) |
Functia de repartitie teoretica F(ti) |
|Fn(ti)-F(ti)| |
|||||||||||||||||
|
R5 |
|
|
|
|
|
|||||||||||||||||
|
R10 |
|
|
|
|
|
|||||||||||||||||
|
R3 |
|
|
|
|
|
|||||||||||||||||
|
R7 |
|
|
|
|
|
|||||||||||||||||
|
R13 |
|
|
|
|
|
|||||||||||||||||
|
R4 |
|
|
|
|
|
|||||||||||||||||
|
|
|
|
||||||||||||||||||||
![]()
max|Fn(t)-Ft(t)|<d 0.408<0.665 => ca timpul de servire este exponential negativ
|
Reper |
ti [ore/buc] |
Frecventa observata [buc/an] S_an |
Functia de repartitie empirica Fn(ti) |
Functia de repartitie teoretica F(ti)= |
|Fn(ti)-F(ti)| |
|
R5 |
|
|
|
|
|
|
R7 |
|
|
|
|
|
|
R13 |
|
|
|
|
|
|
R15 |
|
|
|
|
|
|
|
|
|
|||
max|Fn(t)-Ft(t)|<d 0.508<0.815 => ca timpul de servire este exponential negativ

Gaurire (G)
|
Reper |
ti [ore/buc] |
Frecventa observata [buc/an] S_an |
Functia de repartitie empirica Fn(ti) |
Functia de repartitie teoretica F(ti)= |
|Fn(ti)-F(ti)| |
|
R15 |
|
|
|
|
|
|
R10 |
|
|
|
|
|
|
|
|
|
|||
max|Fn(t)-Ft(t)|<d 0.326<1.153 => ca timpul de servire este exponential negativ
![]()

Strunjire (S)
|
Reper |
ti [ore/buc] |
Frecventa observata [buc/an] S_an |
Functia de repartitie empirica Fn(ti) |
Functia de repartitie teoretica F(ti)= |
|Fn(ti)-F(ti)| |
|
R5 |
|
|
|
|
|
|
R7 |
|
|
|
|
|
|
R10 |
|
|
|
|
|
|
R4 |
|
|
|
|
|
|
|
|
|
|||
max|Fn(t)-Ft(t)|<d 0.427<0.815 => ca timpul de servire este exponential negativ
Frezare (F2)
|
Reper |
ti [ore/buc] |
Frecventa observata [buc/an] S_an |
Functia de repartitie empirica Fn(ti) |
Functia de repartitie teoretica F(ti)= |
|Fn(ti)-F(ti)| |
|
R13 |
|
|
|
|
|
|
R10 |
|
|
|
|
|
|
R4 |
|
|
|
|
|
|
|
|
|
|||
![]()
max|Fn(t)-Ft(t)|<d 0.485<0.941 => ca timpul de servire este exponential negativ
Rectificare (R)
|
Reper |
ti [ore/buc] |
Frecventa observata [buc/an] S_an |
Functia de repartitie empirica Fn(ti) |
Functia de repartitie teoretica F(ti)= |
|Fn(ti)-F(ti)| |
|
R5 |
|
|
|
|
|
|
R10 |
|
|
|
|
|
|
R3 |
|
|
|
|
|
|
R7 |
|
|
|
|
|
|
R13 |
|
|
|
|
|
|
R4 |
|
|
|
|
|
|
|
|
|
|||


max|Fn(t)-Ft(t)|<d 0.432<0.665 => ca timpul de servire este exponential negativ
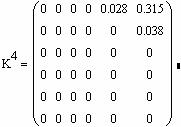
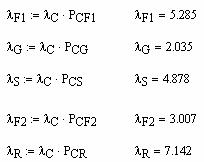
Pentru fiecare modul operatie se determina λ:
Modulul C
R5 : C F1 S R
R10 : C F1 S R
R3 :C F1 F1 R
R7 :C F1 G F2 R
R13 :C G S F2 R
R4 : C S F2 R
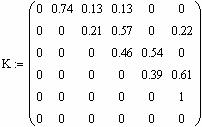
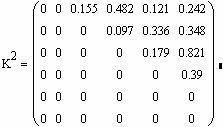
|
K= |
|
C |
F1 |
G |
S |
F2 |
R |
|
|
C |
|
|
|
|
|
|
|
|
F1 |
|
|
|
|
|
|
|
|
G |
|
|
|
|
|
|
|
|
S |
|
|
|
|
|
|
|
|
F2 |
|
|
|
|
|
|
|
|
R |
|
|
|
|
|
|
C → F1: R4+R7+R10+R13 =4181+4554+5032+4440 →0.74;
→G: R10=5032 →0.13;
→S: R4=4181 →0.13;
F1 →G: R13=4440 →0.21;
→S: R4+R7=4181+4554 →0.57;
→R: R10=5032 →0.22;
G →S: R10=5032 →0.46;
→F2: R13=4440 →0.54;
S →F2: R10+R4=5032+4181 →0.39;
→R: R4+R7=4181+5032 →0.61
F2 →R: R13+R10+R4=4440+5032+4181 →1;


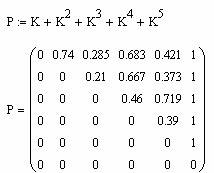
|
P= |
|
C |
F1 |
G |
S |
F2 |
R |
|
|
C |
|
|
|
|
|
|
|
|
F1 |
|
|
|
|
|
|
|
|
G |
|
|
|
|
|
|
|
|
S |
|
|
|
|
|
|
|
|
F2 |
|
|
|
|
|
|
|
|
R |
|
|
|
|
|
|






















|
Modul operatie |
C |
F1 |
G |
S |
F2 |
R |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
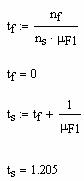
tf |
|
|
|
|
|
|
|
ts=tf+1/ μ |
|
|
|
|
|
|
|
ns |
|
|
|
|
|
|
|
nf |
|
|
|
|
|
|
|
n=ns+nf |
|
|
|
|
|
|
Modelarea functionarii SFF cu ajutorul teoriei jocurilor
Se poate interpreta ca functionarea SFF se desfasoara in concordanta cu teoria jocurilor matematice cu suma nula. Solutia va determina tipurile de repere care se vor prelucra in SFF si frecventa cu care acestea trebuie sa apara in sistem pentru a avea cost mediu de tranzitie sub o valoare numita valoarea jocului.
Pentru a obtine aceste rezultate, se porneste de la matricea coeficientilor de afinitate si se costruieste urmatorul sistem:
Matricea coeficientiilor de afinitate
|
|
X1 |
X2 |
X3 |
X4 |
X5 |
X6 |
|
|
R5 |
R10 |
R3 |
R7 |
R13 |
R4 |
|
R5 |
|
|
|
|
|
|
|
R10 |
|
|
|
|
|
|
|
R3 |
|
|
|
|
|
|
|
R7 |
|
|
|
|
|
|
|
R13 |
|
|
|
|
|
|
|
R4 |
|
|
|
|
|
|
D1→134562 : R4 →R10→R13→R10→R4→R7
D2→132456 : R4→R10→R7→R13→R10→R4
D3→123456 : R4→R7→R10→R13→R10→R4
D1 : CT= CMT=
D1 : CT= CMT=
D1 : CT= CMT=
Pentru solutia jucatorului minimizant
max(X1 +X2 +X3 +X4 +X5 +X6)
supus conditiilor :
0 ∙ X1 + 1 ∙ X2 + 2 ∙ X3 + 3 ∙ X4 +5 ∙ X5 + 4 ∙ X6 £
4 ∙ X1 + 0 ∙ X2 + 1 ∙ X3 + 2 ∙ X4 +5 ∙ X5 + 3 ∙ X6 £
4 ∙ X1 + 1 ∙ X2 + 0 ∙ X3 + 2 ∙ X4 +5 ∙ X5 + 3 ∙ X6 £
5 ∙ X1 + 2 ∙ X2 + 4 ∙ X3 + 0 ∙ X4 +1 ∙ X5 + 3 ∙ X6 £
5 ∙ X1 + 3 ∙ X2 + 4 ∙ X3 + 1 ∙ X4 +0 ∙ X5 + 2 ∙ X6 £
5 ∙ X1 + 1 ∙ X2 + 4 ∙ X3 + 3 ∙ X4 +2 ∙ X5 + 0 ∙ X6 £
unde X1 X6 - frecventele cu care trebuie sa apara in sistem reperele R4, R7, R10, R13, R10, R4;
FOB=0.5
Se pune conditia ca functia de eficienta
sa fie max Z =![]() i
. Prin rulare pe calculator se obtine solutia:
i
. Prin rulare pe calculator se obtine solutia:
Z = 0.5 ; X1 = 0 ; X2 = 0.25 ; X3 = 0 ; X4 = 0.25 ; X5 =0 ; X6 =0 ;
Daca se considera schimbarea de variabila V = 1/Z, avem urmatoarea solutie:
V = 1/0.5 = 2;
X2 = X2 ∙ V = 0.25 ∙ 2 = 0.5
X4 = X4 ∙ V = 0.25 ∙ 2 = 0.5
Solutia modelului matematic va consta in tipurile de repere si probabilitatile cu care acestea trebuie sa apara in sistem astfel incat sistemul sa functioneze economic: costul mediu de tranzitie (CMT) sa fie mai mic decat valoarea jocului (v).
X2 = R7, X4 = R15.
|