Elaborarea si turnarea metalelor si aliajelor
Procesele metalurgice se desfasoara in sisteme complexe, multifazice:
-faza gazoasa - atmosfera agregatului metalurgic;
-faze solide - componentii materiilor prime sau auxiliare;
-faza metalica - metal brut sau aliaj;
-topitura de oxizi - zgura.
2. Structura si proprietatile fizico-chimice ale topiturilor oxidice
Un rol important in acest sistem il are faza oxidica - zgura, care reprezinta un amestec de
diferiti oxizi ce pot forma compusi chimici, solutii solide sau lichide si amestecuri eutectice.
Principalele functii ale zgurelor sunt:
-colectarea si separarea sterilului materiilor prime de produsele topite;
-participa la procesele fizico-chimice avand actiune reducatoare sau oxidanta;
-determinarea temperaturii tehnologice a agregatului;
-transformarea energiei electrice in energie termica in procesele electro-metalurgice prin
efectul Joule-Lentz.
Pentru a indeplini aceste functii este necesar ca zgurele:
-sa fie usor fuzibile;
-sa nu necesite o cantitate mare de fondanti pentru formarea lor;
-sa aiba o densitate mica pentru a se separa complet de celelalte faze;
-sa permita dizolvarea impuritatilor;
-sa aiba acelasi caracter chimic cu captuseala cuptorului.
Dupa caracterul lor chimic, zgurele pot fi acide, bazice sau neutre. Caracterul chimic al
oxizilor se poate aprecia dupa atractia oxigenului: un oxid este un compus ionic in care ionul de
oxigen este legat de ionul metalic printr-o atractie predominant electrostatica. Cu cat fortele de
atractie sunt mai mari, cu atat este mai mare aciditatea.
Oxizii bazici cei mai puternici sunt cei ai metalelor alcaline si alcalino-pamantoase:
Na O,K O,CaO,MgO, BaO 2 2 . Oxizii acizi sunt , , . 2 2 5 2 5 2 5 SiO P O Sb O As O
Bazicitatea zgurelor se defineste ca raportul dintre cantitatea procentuala a compusilor cu
caracter bazic si acid.
Zgurele metalurgice se caracterizeaza prin aceea ca nu au un punct fix de topire ci un
interval care este direct proportional cu marimea componentilor si cu viteza de incalzire si invers proportional cu numarul componentilor.
Prin elaborare se intelege totalitatea operatiilor de obtinere in diferite agregate a aliajelor
lichide cu compozitia, gradul de puritate si temperatura prescrisa, prin topirea incarcaturii solide,
supraincalzirea si prelucrarea acesteia in stare lichida.
Ca agregate de elaborare in turnatoriile de fonta se utilizeaza: cubiloul, cuptoarele cu
flacara fixe sau rotative, cuptoarele electrice cu incalzire prin inductie sau cu arc.
2.1.Elaborarea fontelor in cubilou
Incarcatura cubiloului este formata din doua parti principale: patul de cocs (la partea
inferioara a cuvei) si o zona ocupata de mai multe portii de incarcatura, pana la gura de incarcare.
O portie de incarcatura contine incarcatura metalica la partea de jos, iar deasupra cocs si calcar.
Incarcatura metalica a cubiloului este formata din: fonta de prima fuziune (de furnal), fonta veche si deseuri de otel.
Corectarea compozitiei chimice se face cu feroaliaje.
2.1.1. Procesul de topire si supraincalzire a fontei
Arderea combustibilului are loc in strat, ca urmare a introducerii aerului la partea inferioara a coloanei de cocs (patul de cocs).
Modul de deplasare a gazelor si a incarcaturii in cuva cubiloului precum si pozitia
diverselor zone termodinamice reies din figura 6.1.
Procesele de ardere au loc in cuva cubiloului, in zona ocupata de cocs, in timp ce procesele de schimb de caldura se desfasoara pe intreaga inaltime a cubiloului.
Din punct de vedere termodinamic se disting cateva zone pe inaltimea cubiloului:
-zona de ardere sau oxidare;-zona de reducere;-zona neutra.
Fig.1.Zonele termodinamice din cubilou: Hc -inaltime creuzet; Hu-inaltime utila;Hpk-pat
cocs;hm,hk-portii metal sicocs;ha-zona ardere;hrzona reducatoare;hn-zona neutra;hs-zona
supraincalzire;ht-zona topire;hp-zona preincalzire.
Zona de ardere sau oxidare. Prin introducerea oxigenului (21% in aer) se produc reactiile:
C + O 2 = CO 2 + 33.561 kJ/kg C
2C + O 2 = 2CO + 10.019 kJ/kg C.
Deoarece arderea la CO este incompleta ea poate continua
CO + ½ O 2 = CO 2 + 12.600 kJ/Nm 3 CO.
Arderea la CO2 duce la cresterea randamentului arderii de 3 ori fata de arderea la CO.
Aceasta zona se termina la o anumita inaltime din patul de cocs unde oxigenul liber este
practic nul.
La nivelul superior al zonei de oxidare proportia de CO 2 atinge valori maxime iar CO este la nivel de 7-10%.
Zona de reducere. In aceasta zona reactia principala este reducerea CO2 de catre cocsul
incandescent, deci CO 2 scade si creste CO. Reactia este endoterma, deci temperatura gazelor scade de la 1550-1670 C la 1350-1400 C.
In prezenta cocsului CO este instabil la temperaturi scazute in timp ce CO 2 este instabil la temperaturi ridicate, conditii de echilibru neexistand la temperaturi mai mari de 900 C.
In cubilou se tinde la o reducere cat mai mica a CO 2 pentru a avea temperaturi ridicate.
Zona neutra. Deasupra patului de cocs nu au loc procese importante care sa duca la
schimbarea substantiala a compozitiei gazelor.
In figura 2 sunt prezentate variatiile continuturilor de gaze, a temperaturii si a
coeficientului de ardere pe inaltimea cubiloului.
Fig.2. Caracterizarea zonelor cubiloului, prin intermediul compozitiei gazelor (a), temperaturii gazelor (b) si coeficientului de ardere (c).
Daca se tine seama de variatia temperaturii incarcaturii metalice pe inaltimea cubiloului se pot deosebi trei zone:
-zona de preincalzire;
-zona de topire;
-zona de supraincalzire.
In cubilou are loc o circulatie in contracurent: incarcatura metalica coboara, p 353h79d e masura ce
are loc consumarea patului de cocs iar gazele rezultate din procesele de ardere din patul de cocs au o miscare ascendenta.
Sqchimbu(Tl de cTald)u, rWa a/rem l2o c in principal prin convectie: c g m
unde c este coeficientul partial de transmitere a caldurii prin convectie; g T -temperatura gazelor; m T -temperatura incarcaturii metalice.
Incalzirea este insotita de degajarea partiala a hidrogenului, de dilatarea bucatilor metalice, de transformari fazice, fisurari.
Topirea incepe la nivelul cuvei cubiloului unde temperatura gazelor depaseste cu 50-70 C temperatura de topire a metalului.
Se urmareste ca topirea sa se produca pe o zona cat mai mica prin introducerea unor bucati mici de metal.
Supraincalzirea fontei in cubilou are loc in timpul coborarii picaturilor de fonta printre
bucatile de cocs din patul de cocs. Caldura necesara este preluata de la gazele de ardere si de la bucatile de cocs in zona cuprinsa intre sfarsitul zonei de topire si nivelul gurilor de aer.
Picaturile parcurg zona ocupata de cocs in 15-60 secunde si ajung in creuzet, unde
temperatura sistemului metal-gaz-cocs nu este determinata de arderea cocsului, ci in primul rand de continutul de caldura a metalului si zgurei lichide.
Aproape intreaga cantitate de otel destinata turnarii pieselor se elaboreaza in prezent in
cuptoare electrice cu arc si numai o mica parte in cuptoare Martin sau in cuptoare cu inductie.
Avantajele cuptoarelor electrice cu arc sunt multiple:
-sunt agregate simple, cu functionare discontinua;
-asigura obtinerea unor calitati superioare de oteluri;
-permite folosirea dezoxidarii prin difuziune;
-durata de elaborare scazuta.
Principalul dezavantaj consta in necesitatea unei incarcaturi curate. Din punct de vedere
fizic, elaborarea otelului in cuptoare cu vatra (electrice sau Martin) poate fi impartita in doua etape:
-topirea otelului;
-supraincalzirea lui in stare lichida.
Principalele procese metalurgice care au loc in perioada de topire sunt adsorbtia gazelor din atmosfera, oxidarea elementelor, formarea zgurei, iar in perioada de supraincalzire: oxidarea carbonului (fierberea), dezoxidarea, desulfurarea, alierea si adsorbtia gazelor.
La otelurile aliate, supraincalzirea urmareste dizolvarea si eliminarea oxizilor si nitrurilor,
fiind cu atat mai mare durata cu cat gradul de aliere este mai mare.
Perioada de topire a incarcaturii reprezinta de obicei 30-65% din durata intregii sarje si
consuma 60-70% din totalul de energie electrica si termica.
Asupra duratei de topire si supraincalzire influenteaza mai multi factori:
-compozitia si proprietatile incarcaturii;
-parametrii constructivi ai cuptoarelor;
-regimul electric si termic de elaborare.
Influenta compozitiei si proprietatilor incarcaturii. Compozitia chimica influenteaza direct temperatura de inceput si sfarsit de topire.
Carbonul micsoreaza cel mai mult temperatura lichidus si prin aceasta temperatura de
topire.
Durata de topire creste pe masura ce creste gradul de impurificare a incarcaturii metalice
(rugina, oxizi, nisip).
De asemenea , cu cat valoarea raportului dintre greutatea incarcaturii si capacitatea
nominala a cuptorului creste, cu atat durata de topire se micsoreaza ca urmare a scaderii
pierderilor de caldura raportate la o tona de otel. Compactitatea incarcaturii, cu cat este mai redusa cu atat durata de topire este mai mare. Proportia de fier vechi usor si voluminos din incarcatura nu trebuie sa fie mai mare de 10%. Parametrii optimi ai perioadei de topire se obtin in cazul unei greutati volumice a incarcaturii de 3-4 t/m3 .
Intre viteza de incarcare si puterea de incalzire a cuptorului trebuie sa existe o anumita
corelatie care sa permita o viteza de absorbtie a caldurii cat se poate de mare.
Conditiile de ajustare a cuptorului influenteaza durata de topire si elaborare precum si
calitatea otelului. Ajustarea reprezinta o perioada neproductiva si poate atinge 5-10% din durata elaborarii.
Cu cresterea pauzelor dintre sarje se inrautatesc parametrii perioadei de topire, cu atat mai mult cu cat greutatea incarcaturii si compactitatea ei sunt mai mici.
Durata perioadei de topire si supraincalzire precum si natura si intensitatea proceselor
metalurgice care se desfasoara in aceste perioade sunt puternic influentate de parametrii
constructivi ai cuptoarelor.
Cei mai importanti sunt inaltimea baii, suprafata specifica si inaltimea boltii.
Influenta regimului termic. In cazul cuptoarelor electrice, sursa principala de caldura este
arcul electric. Cu cat tensiunea arcului arc U este mai mare, arcul electric este mai lung si mai subtire.
In perioada ajustarii, temperatura in cuptor este relativ scazuta. In perioada de incarcare
absorbtia de caldura de catre incarcatura rece este puternica iar in perioada de topire regimul termic este maxim. Spre sfarsitul acestei perioade se micsoreaza incarcarea termica pana la 80- 85% din cea maxima.
Pentru a realiza regimul termic indicat, cuptorul electric trebuie condus in mod adecvat si
anume:
-in perioada de topire, arc lung si concentrat, utilizand tensiuni si puteri ridicate, ceea ce
asigura o dezvoltare maxima de caldura in craterele formate in incarcatura;
-in perioada de fierbere este necesar sa se asigure temperaturi ridicate pentru desfasurarea
proceselor de oxidare. Se aplica tensiuni si puteri cuprinse intre 70 si 100% din cele folosite la topire si numai dupa inceperea fierberii active, ele se micsoreaza;
-in perioada de reducere, consumul de caldura este mai mic decat la topire. Se lucreaza cu
un arc scurt si gros, care mentine si o atmosfera reducatoare.
La cuptoarele Martin, pe tot parcursul elaborarii sub actiunea flacarii, se incalzesc
captuseala cuptorului si incarcatura. 90% din caldura flacarii se transmite incarcaturii si baii prin radiatie si numai 5-15% prin convectie.
Regimul termic la cuptoarele Martin variaza in acelasi mod ca si la cuptoarele electrice,
cantitatea de caldura fiind maxima la incalzire si topire si cea mai mica in perioada de reducere.
Caracteristica proceselor metalurgice.La cuptoarele electrice cu arc, atmosfera din spatiul
de lucru poate fi slab oxidanta sau reducatoare, ca urmare a influentei reducatoare a electrozilor de grafit.
Cantitatea de oxigen din atmosfera este limitata, ducand la o oxidare partiala a elementelor; pentru o oxidare completa se adauga minereu de fier.
In cuptorul electric, procesul de elaborare se poate desfasura fara oxidare, deci ca o retopire simpla.
La cuptoarele Martin sunt patru mari particularitati:
-caracterul oxidant al atmosferei gazoase din cuptor;
-caldura este transmisa catre baie de sus si apoi, spre vatra, temperatura zgurei fiind mai
mare decat a otelului. Uniformizarea temperaturii baii este favorizata de procesul de fierbere a baii;
-participarea vetrei la desfasurarea proceselor metalurgice, deoarece elaborarea dureaza
mai multe ore;
-otelul lichid se gaseste tot timpul sub un strat de zgura. Practic, toate adausurile ce se
introduc in cuptor patrund prin stratul de zgura.
Pentru a micsora trecerea oxigenului din atmosfera in otel:
-se micsoreaza FeO din zgura prin adaugarea de CaO sau nisip;
-adaugare de aluminiu si ferosiliciu;
-micsorarea procesului de amestecare a baii cu zgura, marind vascozitatea zgurei;
-micsorarea concentratiei de oxigen din atmosfera.
Variatia continutului de carbon si fierberea baii. In perioada de topire carbonul se poate
oxida direct in prezenta oxigenului sau indirect prin intermediul zgurei pe masura ce aceasta se formeaza:
C FeO Fe Q
Viteza de decarburare poate fi intensificata prin:
-marirea temperaturii otelului si zgurei;
-cresterea bazicitatii zgurei ca urmare a maririi proportiei de FeO liber, deci a puterii de
oxidare a zgurei;
-cresterea continutului de carbon si de oxid feros.
Fierberea este singurul mijloc de amestecare puternica a baii care urmareste o transmitere
mai mare a caldurii, deci supraincalzirea otelului lichid, uniformizarea compozitiei si temperaturii baii, indepartarea partiala a gazelor si incluziunilor nemetalice, precum si a unor elemente (P, S).
Prin folosirea oxigenului in perioada de fierbere se obtine o scurtare a acestei perioade.
Perioada de fierbere se termina cu o fierbere linistita in care se consuma oxigenul din atmosfera sau a (FeO) in exces.
Variatia continutului de gaze. Principalele gaze dizolvate in otel sunt hidrogenul si azotul.
Ele provin din incarcatura metalica, din adaosuri precum si din atmosfera cuptorului.
Maselotele si fierul vechi ruginit aduc in incarcatura o proportie ridicata de hidrogen si
incluziuni nemetalice.
Continutul de hidrogen si azot creste pana la sfarsitul topirii cu atat mai mult, cu cat durata acestei perioade este mai mare, cu cat proportia si presiunea partiala a acestor gaze in atmosfera sunt mai ridicate, cu cat temperatura este mai ridicata si cu cat continutul unor elemente de aliere (Cr, Mn, V), care favorizeaza dizolvarea hidrogenului si azotului este mai mare.
In perioada de afinare, cu cat viteza de decarburare este mai mare, cu atat creste gradul de
eliminare a hidrogenului din baia metalica.
In cazul folosirii oxigenului pentru afinare se realizeaza o indepartare mai avansata a
gazelor.
Otelurile acide au un continut mai scazut de gaze in comparatie cu otelul bazic, deoarece:
-incarcatura are puritate mai ridicata;
-se foloseste o cantitate mica de fondanti;
-zgurele cu continut ridicat de SiO 2 au permeabilitate scazuta la gaze.
Variatia continutului de siliciu se explica prin afinitatea pentru oxigen mai mare decat a
fierului si a celorlalte elemente de baza din compozitia otelului.
Deci oxidarea siliciului se face cu degajare de caldura si are loc mai intens la temperaturi
scazute. La cuptoarele bazice, oxidarea siliciului este ireversibila ca urmare a formarii silicatilor de calciu si se micsoreaza activitatea 2 SiO din zgura (siliciu remanent sub 0 %).
In cazul cuptoarelor acide au loc concomitent doua procese:
-oxidarea siliciului datorita prezentei FeO din zgura;
-regenerarea siliciului din 2 SiO din zgura si din vatra.
Intensificarea oxidarii siliciului se poate face prin:
-adaugarea minereului de fier si mangan;
-adaugarea varului sau calcarului;
-marirea excesului de aer;
-suflarea oxigenului in baia metalica.
Intensificarea regenerarii la temperaturi ridicate se face prin adaugare de nisip pe zgura,
micsorarea consumului de aer si marirea temperaturii baii.
Regenerarea siliciului duce la dezoxidarea si calmarea otelului.
Variatia continutului de mangan. Depinde de natura si temperatura zgurei.
MnO este practic insolubil in baia de otel si se ridica in zgura. Regenerarea manganului
poate avea loc la raporturi ridicate MnO/FeO.
Defosforarea. Fosforul se gaseste dizolvat sub forma elementara in procent de 0 -
0 %P.
La elaborarea otelurilor trebuie coborat continutul de fosfor sub 0 %.
Defosforarea se face prin marirea continutului de (FeO) liber si de (CaO) liber din zgura
(deci se introduce minereu de fier si var).
Desulfurarea.
In otelurile acide se gaseste sub forma de
0 -0,04%S. Este necesara o desulfurare avansata pana la 0,01%, in cazul otelurilor aliate.
La cuptoarele Martin are loc o sulfurare datorita sulfului din combustibil.
La cuptoarele electrice, are loc o desulfurare deoarece nu exista combustibili gazosi sau
lichizi ce contin sulf, are loc o formare timpurie a zgurei si o oxidare partiala a sulfului din incarcatura.
Are loc desulfurare la zgure cu bazicitate si temperaturi ridicate.
Un rol important il are CaO din zgura.
Dezoxidarea. In otelul lichid oxigenul se gaseste dizolvat in proportii de 0 -0,06% sub
forma de FeO. In otelul solid, solubilitatea oxigenului este foarte mica (sub 0,005%), in rest se formeaza sufluri la solidificare si incluziuni nemetalice la marginea grauntilor, la racirea in forma.
Dezoxidarea otelurilor se poate realiza prin precipitare sau difuziune.
Dezoxidarea prin precipitare se realizeaza prin introducerea in baia de otel a unor elemente care au afinitate fata de oxigen mai mare decat fierul (Mn, Si, Al, Ca, Zr, Mg). Produsele de dezoxidare au dimensiuni foarte mici dar prin coalescenta isi maresc volumul si urca mai usor in zgura.
Ordinea de introducere a feroaliajelor este FeMn-FeSi-Al.
Dezoxidarea prin difuziune consta in dezoxidarea zgurei prin adaugarea la suprafata
acesteia a cocsului, ferosiliciului sau aluminiului.
Prin micsorarea continutului de oxigen din zgura se deranjeaza echilibrul si este necesar
pentru restabilirea lui, trecerea oxigenului din otel in zgura.
Dezoxidarea prin difuziune se utilizeaza cu succes numai in cazul zgurelor bazice, la care
FeO se gaseste in stare nelegata. Prin dezoxidare culoarea zgurei trece de la cafeniu la alb (zgura alba).
Prin marirea cantitatii de cocs se formeaza carbidul si zgura devine cenusie (zgura
carbidica):
(CaO) 3(C) (CaC ) Q 2
Dezoxidarea prin difuziune, in comparatie cu dezoxidarea prin precipitare, dureaza mai
mult si prezinta pericolul carburarii otelului. In schimb, otelurile au un continut mai scazut de incluziuni nemetalice.
Dezoxidarea combinata a otelului se face prin precipitare (cu Mn, Si) si partial prin
difuziune (prin zgura).
Se mai poate face dezoxidarea otelului in oala prin introducerea de FeMn, FeSi si Al in
proportie de 1-2% din greutatea otelului, pierderile de caldura fiind neinsemnate (10-150 C).
Alierea otelurilor. In timpul alierii otelului lichid au loc cateva procese fizico-chimice
complexe: topirea feroaliajului (elementului), dizolvarea elementelor de aliere in faza lichida, oxidarea lor datorita oxigenului continut in baia metalica sau in zgura, schimbarea temperaturii sistemului precum si formarea de compusi ai elementelor de aliere cu elemente din baia metalica.
La alierea otelului in cuptor, momentul introducerii elementelor de aliere se alege in
functie de afinitatea lor fata de oxigen. Din acest punct de vedere, elsementele se impart in trei grupe:
-elemente care nu se oxideaza: Ni, Cu, Mo, Co;
-elemente care se oxideaza ca si fierul: Mn, Cr, Si, W, V;
-elemente care se oxideaza mai puternic ca fierul: Ti, B, Al, Ca, Zn, Mg.
Cele din grupa I se introduc inainte de fierberea linistita, pentru eliminarea hidrogenului
dizolvat in ele, iar cele din grupa a III-a se introduc in baia de otel imediat inaintea evacuarii din cuptor sau chiar in oala.
Elaborarea otelurilor aliate cu elemente din grupa a II-a , care se oxideaza partial si care pot fi regenerate partial din oxizii lor din zgura, se poate desfasura in trei moduri:
-elaborare cu oxidare totala;
-elaborare cu oxidare partiala;
-elaborare fara oxidare (retopire).
In primul caz, in incarcatura nu se utilizeaza deseuri proprii din otel aliat, in prima faza
elaborandu-se un otel carbon de calitate, dupa care urmeaza alierea in ordine: Co, Fe, Mo, FeW, FeCr si FeV.
In al doilea caz se utilizeaza in incarcatura deseuri din otel aliat, oxidarea redusa a
elementelor de aliere si regenerarea ulterioara a lor se poate obtine in cazul folosirii oxigenului.
La elaborarea fara oxidare, atmosfera din cuptor trebuie sa fie reducatoare pentru a proteja elementele de aliere impotriva oxidarii.
Perioada de topire trebuie sa fie scurta iar dezoxidarea se face prin difuziune, prin
adaugarea pe zgura a cocsului macinat si a ferosiliciului marunt.
Turnarea
Piesele-semifabricat turnate trebuie sa aiba o astfel de forma incat sa preintampine posiblitatea aparitiei diferitelor defecte in timpul turnarii care ar face imposibila prelucrarea prin aschiere sau, oricate precautii ar fi luate la prelucrarea prin aschiere, sa rezulte in final piese finite care sa nu-si poata indeplini rolul functional pentru care au fost proiectate.
Pentru piesele-semifabricat turnate se recomanda urmatoarele:
- planul de separatie este economic sa fie un plan drept, cu un contur simplu si pe cat posibil plan de simetrie. Un plan de separatie in trepte mareste costul manoperei si complica sculele iar uneori poate conduce la dezaxarea piesei-semifabricat;
- adaosurile de inclinare, tehnologice si de prelucrare sa fie cat mai mici
posibile deoarece ele vor fi indepartate in urma prelucrarii prin aschiere si vor constitui deseuri sub forma de aschii conducand la costuri suplimentare;
maselotele
sa fie amplasate in zonele cele mai groase ale piesei pentru
a evita aparitia golurilor de contractie si pentru a permite o solidificare
dirijata
fara defecte de umplere a piesei-semifabricat;
- marimea adaosurilor tehnologice ce apar la amplasarea maselotelor sa fie cat mai mica dar sa asigure o solidificare dirijata si sa evite aparitia golurilor de contractie si a nodurilor termice;
- colturile si muchiile pieselor-semifabricat trebuie sa fie rotunjite pe ambele fete deoarece partea exterioara a colturilor si muchiilor se raceste mai repede decat zona interioara corespondenta putand conduce la apartia golurilor de contractie interioare;
- unghiurile si inclinatiile peretilor sa fie cat mai mari deoarece efectul nodurilor termice creste cu micsorarea unghiurilor;
- intersectiile de pereti trebuie sa se faca dupa unghiuri drepte pentru a se evita ingrosarea si aparitia de noduri termice, respectiv goluri de contractie.
in zona de racordare a nervurilor sau a peretilor interiori nu trebuie sa rezulte o acumulare de material deoarece aceasta constituie nod termic si poate conduce la aparitia golurilor de contractie;
numarul de nervuri sau de pereti interiori care se intersecteaza intr-un singur punct trebuie sa fie cat mai mic, pentru a se evita intarzierea solidificarii si aparitia retasurilor interne;
grosimea peretelui piesei trebuie sa fie cat mai uniforma, raportul sectiunilor nu trebuie sa depaseasca valoarea 1:2, trecerile sa se faca progresiv si nu brusc;
gaurile cu diametrul ɸ < 20 mm, nu se vor realiza prin turnarea cu miezuri deoarece este mai economica prelucrarea ulterioara prin gaurire, iar zonele cu gauri strapunse trebuie intarite folosind bosajele, deoarece ele constituie concentratori de tensiune;
- zonele cu bosaje sau proeminente sa nu constituie factori favorizanti pentru aparitia nodurilor termice respectiv a golurilor de contractie;
- optimizarea formei piesei-semifabricat obtinuta prin turnare se face tinand cont ca trebuie realizale: usurarea modului de formare si dezbatere; solidificarea dirijata in forma de turnare; adaosurile de prelucrare, tehnologice si de inclinare cat mai mici si reducerea efectelor contractiei de solidificare, in special tensiunile interne;
- modificarea formei construcuve a piesei -semifabricat obtinuta prin turnare in asa fel incat sa permita usurarea prelucrarilor ulterioare ale piese
Piesa analizata indeplineste conditiile de turnare, deci are o tehnologicitate buna pentru a putea fi obtinut semifabricatul prin turnare.
De corecta executie a formelor de turnare depinde in cea mai mare masura calitatea piesei turnate, deoarece prin metoda de formare folosita se influenteaza nemijlocit: calitatea suprafetei piesei turnate; precizia dimensionala a piesei; compactitatea masei metalice; structura de cristalizare a aliajului turnat; pretul de cost al piesei fabricate.
Procesul tehnologic de obtinere a pieselor prin turnare in forme temporare presupune realizarea urmatoarelor etape:
prepararea amestecului de formare si a amestecului de miez;
realizarea modelului si a cutiilor de miez, pe baza desenului piesei brut turnate sau a desenului de executie a modelului si a cutiilor de miez;
realizarea formei de turnare si a miezurilor;
asamblarea formelor si a miezurilor in forma;
-elaborarea aliajului, transportul si alimentarea formelor, tratamente aplicate la umplerea formei, solidificarea piesei;
-dezbaterea
formelor, extragerea piesei solidificate si scoaterea
miezurilor din piesa;
separarea retelei de turnare si a maselotelor, curatirea;
tratamente termice si de suprafata;
controlul final al piesei, remedierea defectelor;
-marcarea,
conservarea, depozitarea, ambalarea si livrarea catre
beneficiar.
In vederea intocmirii desenului piesei brut turnate trebuie parcurse urmatoarele etape:
. stabilirea metodei de formare: in cazul productiei de unicate si de serie mica se recomanda ca operatia de formare sa se execute manual;
. stabilirea pozitei de turnare: pozitia piesei in forma de turnare si suprafata de separate a acesteia trebuie sa asigure: calitatea solicitata a piesei turnate, consumuri minime pentru realizarea si prelucrarea mecanica. La alegerea pozitiei de turnare in forma trebuie sa se tina seama de urmatoarele recomandari: la turnarea pieselor de forma complicate, partile cele mai importante trebuie sa fie amplasate in parte inferioara a formei, cunoscand faptul ca incluziunile de nisip, zgura si gaze au tendinta de ridicare spre partile superioare ale piesei;
. alegerea planului de separatie: pentru extragerea modelului din forma, acesta se realizeaza din doua sau mai multe bucati. In cazul piesei studiate planul de separatie a fost ales planul foii.
. stabilirea adaosurilor de prelucrare, Ap: adaosurile de prelucrare se prevad pe toate suprafetele piesei ale caror precizii dimensionale si rugozitati nu pot fi obtinute prin turnare. Marimea adaosului de prelucrare depinde de urmatorii factori: de natura aliajului care se toarna, in general adaosurile de prelucrare la piesele turnate din otel fiind cu circa 50% mai mari decat la cele din fonta, iar la piesele din fonta sunt mai mari decat la cele din aliaje neferoase; pozitia suprafetei: datorita faptului ca incluziunile de nisip si de zgura se aduna la partea superioara a piesei, aici trebuie prevazut un adaos de prelucrare mai mare decat pe suprafetele de jos sau laterale; metoda de formare: la formarea manuala modelul se ciocaneste, pentru a se desprinde de amestecul de formare. Din aceasta cauza cavitatea obtinuta are dimensiuni ma mari decat dimensiunile modelului, ceea ce face ca adaosurile de prelucrare si fie mai mari la piesele formate manual, decat la cele formate mecanizat, dimensiunea piesei: sub actiunea temperaturii aliajului lichid, peretii formei se pot deforma, iar ca urmare, peretii piesei turnate prezinta ondulatii sau denivelari; in toate cazurile deformarile sunt mai pronuntate la piesele cu dimensiuni mari; din aceasta cauza adaosurile de prelucrare cresc cu dimensiunea piesei turnate.
. stabilirea adaosurilor tehnologice, At: se prevad pe toate suprafetele a caror configuratie sau pozitie nu poate fi obtinuta direct din turnare sau in vederea cresterii tehnologicitatii piesei turnate. Adaosurile tehnologice se plaseaza: in scopul evitarii formarii retasurilor, urmarindu-se eliminarea nodurilor termice interioare la piesa brut turnata; atunci cand apar dificultati la executarea gaurilor, canalelor, adanciturilor sau a peretilor subtiri ai piesei ce trebuie turnata; sub forma de nervuri pe piesa turnata pentru a evita aparitia crapaturilor sau sa impiedice deformarea piesei la racire.
. stabilirea adaosurilor de inclinare: pentru usurarea extragerii modelului din forma, se admite ca peretii perpendiculari pe planul de separatie sa fie construiti cu inclinari, asa-numite inclinari constructive, chiar daca nu sunt prevazute pe desenul piesei finite.
. stabilirea racordarilor constructive: racordarile constructive sunt rotunjiri ale unghiurilor interioare sau exterioare intre doi pereti ai piesei turnate. Scopul racordarilor constructive este multiplu: de a preveni formarea nodurilor termice; de a preveni ruperea formei la extragerea modelului.
|
|
Intocmirea desenului modelului
Constructia desenului modelului se face pornind de la desenul piesei brut turnate, care se completeaza cu adaosurile de contractie si cu marcile pentru sustinerea miezurilor.
Modificarea volumului si implicit, a dimensiunilor, care are loc la incalzirea sau racirea aliajelor metalice, nu poate fi eliminata, ea avand loc ca urmare a proprietatilor fizice, specifice fiecarui aliaj. Aceasta modificare de volum poate si trebuie sa fie compensate (sau diminuata) in cadrul proiectarii tehnologiei de turnare prin aplicarea adaosului de contractie.
Contractia pieselor la solidificare si racire depinde de viteza de racire in portiunea respectiva, de compresibilitatea formei, de existenta anumitor armaturi in forma, de franarea contractiei de catre maselote, de temperature de turnare a aliajului precum si de o serie de alti factori.
Modelele nu se pot construi absolut exacte, conform cotelor de pe desen, oricata atentie s-ar acorda la confectionarea lor. In plus, urmarirea construirii unui model deosebit de precis mareste pretul de cost in mod nejustificat. De aceea, se admite in practica constructia de modele cu anumite tolerante.
De corecta executie a formei de turnare depinde in cea mai mare masura calitatea piesei turnate deoarece prin metoda de formare folosita se influenteaza nemijlocit: calitatea suprafetei piesei turnate; precizia dimensionala; compactitatea masei metalice; structura de cristalizare a aliajului turnat; pretul de cost al piesei fabricate.
Cochila reproduce forma si configuratia piesei turnate, la dimensiuni majorate corespunzator cu valoarea contractiei liniare a materialului turnat.
Pe langa configuratia interioara a cavitatii generatoare a piesei din forma de turnare, proiectantul formelor permanente (cochilelor) trebuie sa aiba in vedere rezolvarea umatoarelor probleme:
-dimensionarea optima a grosimii peretilor, astfel incat sa se asigure atat solidificarea in bune conditii a piesei cat si durabilitatea maxima a cochilei;
evacuarea eficientei a gazelor din cavitatea cochilei;
inchiderea si etansarea semicochilelor;
deschiderea semicochilelor si extragerea usoara a piesei;
asamblarea si extragerea miezurilor permanente.
La constructia cochilelor trebuie avut in vedere in primul rand grosimea peretilor cochilelor care se determina din calculul tehnic, pornind de la ipoteza ca intreaga cantitate de caldura cedata de aliajul lichid este preluata de forma metalica. O determinare rapida a grosimii peretelui cochilei se poate face cu ajutorul unor relatii empirice, plecand de la grosimea minima a peretelui piesei tunate,
sf = k sp,[mm],
unde: sf este grosimea minima a peretelui formei de turnare, in mm;
sp este grosimea medie a peretelui piesei turnate, in mm;
k - coeficient de corectie (k<1)
O grosime mare a peretelui cochilei duce la acumularea mare a caldurii in partea interioara a acesteia, cauzand aparitia tensiunilor termice si fisurarea cochilei, iar o grosime prea mica a peretelui duce la deformarea si oxidarea acesteia.
Pozitia piesei in cochila trebuie sa permita umplerea linistita a cavitatii de turnare. De regula, piesele se aseaza vertical, iar alimentarea cavitatii de turnare se face in sifon.
Dimensiunile minime recomandate pentru configuratia interioara a cochilei sunt: distanta dintre cavitatile pieselor (daca se executa o cochila cu mai multe locasuri de turnare) sa fie de 10-20 mm; distanta dintre piciorul palniei si cavitatea generatoare a piesei: 25-30 mm; distanta dintre cavitatea generatoare a piesei si marginea exterioara a formei, 25-30 mm; distanta dintre canalele retelei de turnare si marginea exterioara a formei, 75-100 mm; distanta dintre cavitatea de turnare si pozitia palniei de turnare 40-65 mm.
Evacuarea gazelor din cavitatea cochilei metalice se face prin rasuflatori, a caror amplasare este similara celor folosite la formele temporare. Rasuflatorii se executa de forma tronconica cu baza in planul de separatie, avand sectiunea ovala, pentru a usura extragerea din forma.
Dimensionarea rasuflatorilor se face punand conditia ca viteza de evacuare a gazelor sa fie superioara vitezei de umplere a cavitatii formei de turnare.
Constructia cochilelor trebuie sa asigure inchiderea sigura si etansa.
Pentru micsorarea vitezei de racire, cat si pentru protectia cochilei de actiunea directa a metalului lichid, suprafata de lucru a cochilei se acopera cu un strat subtire de vopsea.
Cochilele se fac din bucati articulate cu balamale si incuietoare. Formele permanente metalice pentru piesele simple se executa din doua bucati. Materialul din care se fac cochilele este in general de calitate superioara pentru ca sa reziste la actiunea coroziva a metalului turnat si la temperaturile ridicate ale acestuia.
Deformare plastica
Deformarea plastica este metoda de prelucrare dimensionala fara aschiere prin care, in scopul obtinerii unor semifabricate sau produse finite, se realizeaza deformarea permanenta a materialelor fara fisurare, prin aplicarea fortelor exterioare.
Avantajele metodei de prelucrare a metalelor prin deformare sunt:
imbunatatirea proprietatilor din cauza structurii mai omogene sau mai dense care rezulta in urma acestor prelucrari;
consumul minim de material:
precizia mare de prelucrare mai ales la rece;
reducerea duratei prelucrarii ulterioare prin aschiere;
posibilitatile de obtinere a unor forme complexe cu un numar minim de operatii si manopera simpla;
marirea productivitatii muncii.
Necesitatea aplicarii unor forte mari pentru deformare, face ca investitiile initiale sa fie mari, ceea ce poate fi considerat ca un dezavantaj al acestei metode.
Procedeul de deformare plastica acceptabil pentru piesa studiata este forjarea libera, procedeu ce trebuie folosit numai in cazul pieselor foarte mari, care pentru matritare depasesc puterea utilajului sau a pieselor ce se executa in serie mica sau sunt unicate.
Forjarea permite realizarea celor mai variate forme de piese, de la cele mai simple pana la unele complexe, cu mase variind de la cateva sute de grame pana la sute de tone.
Pe langa faptul ca permite obtinerea unor piese cu forme si dimensiuni variate, asigura si imbunatatirea substantiala a proprietatilor mecanice ale materialului, fapt ce face ca procedeul sa se utilizeze si pentru obtinerea unor piese care in exploatare vor fi supuse la solicitari deosebit de mari: arbori in trepte, axe, biele, arbori cotiti, supape etc.
Pentru realizarea unei piesei prin forjare libera trebuie parcurse urmatoarele etape:
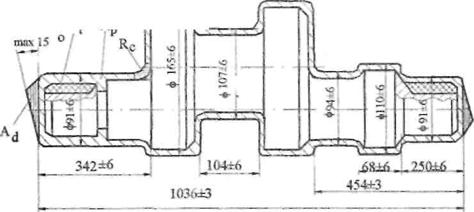
Constructia desenului piesei brut forjate se realizeaza pornind de la desenul de executie al piesei finite, pe care se trec:
1. adaosurile de prelucrare, AP: se prevad pe toate suprafetele a caror precizie dimensionala si rugozitate nu poate fi obtinuta direct din forjare libera. Marimea adaosurilor de prelucrare si abaterile limita la semifabricatele forjate liber se stabilesc in functie de dimensiunile transversale si de lungimea maxima piesei finite, precum si de tipul piesei.
2. adaosurile tehnologice, At: se amplaseaza pe toate suprafetele ce nu pot rezulta din forjarea libera sau in vederea cresterii tehnologicitatii la forjare.
3. adaosurile de debitare, Ad: se prevad la capetele arborelui si au maxim 15
4. racordarile constructive, Rc: racordarile constructive sunt rotunjiri ale unghiurilor interioare sau exterioare intre doi pereti ai piesei forjate
Stabilirea masei semifabricatului initial
Masa semifabricatului initial msf, la inceputul prelucrarii prin forjare se calculeaza cu relatia:
msf = mpf + ma + m d + m cp+ map + m at + m rc
in care: mpf -este masa piesei finite;
ma-masa pierderior prin ardere, care este cuprinsa intre 1 - 3% din masa piesei finite;
md-masa pierderilor prin debitare;
mcp - masa pierderilor cu capetele de prindere;
map- masa pierderilor prin adaosul de prelucrare;
mat-masa pierderiior prin adaosul tehnologic;
mrc- masa pierderilor prin racordarile constructive.
Masa piesei finite se calculeaza cu relatia:
mpf = ρ . V
in care este densitatea materialului, iar V este volumul piesei finite.Volumul se calculeaza dupa impartirea piesei in corpuri geometrice simple.
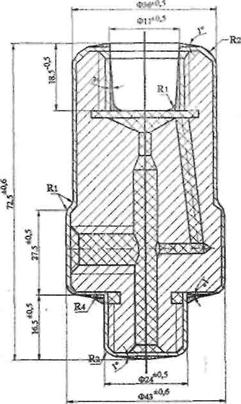
Densitatea otelului este ρ = 7,85 kg/dm3. Pentru cilindru volumul se calculeaza cu relatia: V = π . R2 . h.
V = Vps = (V1 - 2V4 ) + (V2 - 2V5 - 2V6 ) + (V3 - 2V4 ).
Calculand, rezulta pentru piesa finita urmatorul volum:
V = (25000 - 2*250 π ) + (35000 - 2*160 π - 2*250 π) + (25000 - 2*250 π) = 85000 - 1820 π = 79282,4 mm3
mpf = ρ . V = 7,85 . 0,079282 = 0,622kg
Alegerea semifabricatului initial
Ca semifabricate initiale pentru forjarea libera se folosesc lingourile turnate, pentru piesele de dimensiuni mari, barele sau placile turnate continuu pentru piesele de dimensiuni medii, sau semifabricate laminate pentru piese de dimensiuni mici.
Debitarea semifabricatului la dimensiuni
In sectiile sau atelierele de debitare se utilizeaza mai
multe metode de
debitare,
cele mai raspandite fiind: debitarea prin forfecare, debitarea cu
ferastaul,
debitarea prin rupere si debitarea cu flacara.
Forta maxima, F, in functie de care se alege utilajul de debitat, este data de relatia:
F = τr-S
in care: S este suprafata forfecata; τr - rezistenja la forfecare (τr ≈ 0,8. Rr
Cele mai utilizate masini pentru forfecarea semifabricatelor laminate destinate forjarii sunt presele si foarfecele de diverse tipodimensiuni.Cum in general atelierele de debitare au in dotare utilaje care pot dezvolta, in functie de marimea lor, forte diferite, alegerea celui la care urmeaza sa se debiteze un anumit semifabricat, se poate face pe baza diagramei de lucru a utilajului respectiv.
Controlul initial
Inaintea inceperii operatiilor de forjare este recomandat sa se execute
operatia
de control defectoscopic nedistructiv, pentru punerea in evidenta a
eventualelor
defecte interne ale semifabricatului (fisuri, crapaturi, suprapuneri
de material,
incluziuni, defecte de tipul fulgilor etc). Alegerea metodei de
control se face in functie de natura materialului semifabricatului si de
echipamentele de control ale
intreprinderii.
Tratamentul termic initial
In scopul imbunatatirii deformabilitatii materialului semifabricatului se poate efectua un tratament termic de recoacere de inmuiere.
Recoacerea de inmuiere (globulizare) se poate realiza in mai multe variante. Procedeul cel mat simplu de recoacere este incalzirea pana la o temperatura sub punctul Ac1, de pe diagrama de echilibru Fe-C, de obicei 680- °C; mentinere 2-10 ore; racire lenta cu cuptorul.
In vederea forjarii, malerialele metalice trebuie sa aiba o deformabilitate ridicata. Acest lucru impune ca plasticitatea sa fie maxima, iar rezistenta la deformare minima. Pentru atingerea acestui deziderat semifabricatele destinate forjarii se incalzesc. Pentru stabilirea regimului termic la forjare trebuie determinati urmatorii parametrii: temperatura de inceput si de sfarsit de deformare, viteza de incalzire, durata de mentinere si mediul de incalzire.
Temperatura la care se efectueaza forjarea influenteaza tensiunile interne existente in material. Astfel, daca temperatura de sfarsit de forjare este suficient de mare, tensiunile se echilibreaza prin temperatura proprie din piesa forjata. Daca, forjarea se termina la o temperatura prea scazuta, atunci tensiunile interne nu se echilibreaza.
Viteza de incalzire depinde de o serie de factori, cum ar fi: tipul instalatiei de incalzire folosita, proprietatile fizice ale materialului, starea naturala inainte de incalzire, temperatura din spatiul de lucru al cuptorului, actiunea reciproca dintre mediul de incalzire si material etc. Din punct de vedere economic este de dorit ca viteza de incalzire sa fie cat mai mare, insa ea este limitata de pericolul aparitiei crapaturilor ca urmare a dilatarii diferite a straturilor de material situate pe directia de transmitere a caldurii. Viteza de incalzire trebuie sa fie in concordanta cu compozitia chimica a otelului
Durata incalzirii este un parametru care depinde de ceilalti doi enumerati mai sus. In principal insa durata incalzirii depinde de forma si dimensiunile semifabricatelor, de modul de asezare a acestora pe vatra cuptorului si de tipul instalatiei de incalzire. In practica, pentru determinarea rapida a duratei incalzirii , se utilizeaza relatia:
in care:k1 este un coeficient ales in functie de masa semifabricatului, k1 20; k2 -coeficient in functie de modul de amplasare a semifabricatelor pe vatra cuptorului;
k2 = 1 4; d- grosimea sau diametrul semifabricatului, in m.
Incalzirea se realizeaza in cuptoare de incalzire cu flacara sau in cuptoare electrice.
In practica, pentru forjarea libera se folosesc presele cand forta necesara depaseste 500000 daN, respectiv pentru deformarea semifabricatelor cu diametrul mai mare de 500 mm. Pentru valori mai mici se recomanda ciocanele, care au de obicei masa partii cazatoare pana la 5000 kg, cel mai frecvent pana la 3000 kg.
Pentru alegerea utiliajului trebuie calculate forta necesara operatiei de intindere prin forjare libera. Aceasla se determine cu relatia:
F = Rd l0 b [daN]
in care: Rd este rezistenta la deformare, in daN/mm2;
l0 - lungimea initiala a portiunii din semifabricat, in mm;
b0 - latimea initiala a semifabricatului, in mm.
Daca intinderea se efectueaza pe utilaje care lucreaza cu lovituri de soc (ciocane) atunci masa partii cazatoare, G, se determina cu relatia:
G = (2g/v2η) . Rd V ln(S0/S)
in care: g este acceleratia gravitationala;
v - viteza de impact dintre scula si material ( v = 6 8m/s);
η - randamentul utilajului (0.85 0,95);
Rd - rezistenta la deformare, in daN/mm2. (Rd = 46daN/mm2);
V - volumul de material prins intre nicovale la o deformare, in mm;
S0 /S- raportul sectiunilor transversale ale semifabricatului.
Forjarea libera se face pe verticala, semifabricatul fiind asezat pe nicovala ciocanului si lovit de un berbec, direct sau prin intermediul unei scule speciale aplicata succesiv, in pauzele miscarii de avans.
Pentru realizarea corecta a unei operatii de intindere, trebuie avute in vedere urmatoarele aspecte: prima trecere trebuie realizata cu presiuni mai mici de 50% din gradul de reduce admis la forjare, pentru a evita fisurile si crapaturile; - pentru a evita formarea suprapunerilor de material trebuie ca lungimea de prindere sa fie mai mare decat reducerea pe inaltime; - pentru evitarea fisurarii se recomanda ca forjarea sa se faca cu scule profilate. Vitezele de deplasare a pieselor trebuie sa fie destul de mari, fiind necesara o corelare buna intre deplasarea piesei si aplicarea fortei. Forjarea libera este o prelucrare cu productivitate foarte scazuta; se realizeaza prin deplasarea succesiva a semifabricatului cu miscari de avans corelate cu miscarile berbecului, ceea ce face sa fie totodata o prelucrare dificila si cu conditii grele pentru operator.
In urma procesului de deformare, dar mai ales in timpul incalzirii, piesele forjate raman la suprafata cu arsuri si alte defecte superficiale, motiv pentru care se supun operatiei de curatire. Pentru aceasta se folosesc tobe rotative (pentru piese mici si mijlocii), instalatii de curatire cu jet de alice (pentru piese mici si mijlocii), instalatii de sablare (pentru orice tip de piesa), instalatii de decapare chimica etc.
Se poate efectua o recoacere de detensionare, pentru micsorarea tensiunilor interne acumulate in timpul forjarii. Pentru piesele din otel se recomanda incalzirea lenta a pieselor pana la temperatura de 650 - 700°C, mentinerea 1h/25 mm de grosime maxima a sectiunii piesei urmata de racirea cu cuptorul pana la 200- 300°C, iar apoi racirea in aer.
Controlul final
Se efectueaza controlul dimensional al piesei si un control nedistructiv.
Ambalare si trimitere la sectiile de prelucrari mecanice
Sudarea
Sudarea
prin frecare cap la cap + forjarea in matrita . Obtinerea pieselor-semifabricat
prin combinarea diferitelor metode de
semifabricare imbina avantajele si dezavantajele fiecarei metode in parte.
Sudarea prin frecare cap la cap consta in aducerea in stare plastica a capetelor elementelor ce urmeaza a fi imbinate datorita frecarii de contact asigurata de miscarea relativa dintre elemente si existenta unei forte de apasare initiala. In momentul atingerii temperaturii necesare curgerii plastice a materialului se aplica o forta suplimentara de refulare concomitent cu intreruperea miscarii de rotatie. In urma solidificarii cordonului de sudura rezulta imbinarea sudata.
Ca avantaje ale sudarii prin frecare cap la cap pot fi enumerate:
posibilitatea obtinerii unor
piese-semifabricat cu proprietati total
diferite in zone diferite;
realizarea
unor insemnate economii de materiale.
Ca dezavantaje ale acestei metode se
pot enumera:
necesitatea
prelucrarii precise a capetelor elementelor ce urmeaza a fi
inbinate astfel incat sa se asigure
perpendicularitatea suprafetelor frontale fata de axa de rotatie;
- costul utilajului necesar sudarii.
Pentru a se putea alege
procedeele tehnologice acceptabile de realizare a piesei-semifabricat este necesara o analiza succinta a procedeelor
tehnologice posibile care permit obtinerea acesteia.
Tehnologicitatea piesei-semifabricat sudate
Prin tehnologicitatea constructiei sudate se intelege acea forma prin care se asigura confectionarea sa rationala, cu aplicarea procedeelor tehnologice de sudare cunoscute, de inalta productivitate si care usureaza mecanizarea si automatizarea proceselor de executie a structurilor sudate.
Proiectarea formei constructive a pieselor-semifabricat obtinute prin sudare trebuie sa tina cont de o serie de cerinte specifice acestui procedeu tehnologic, de volumul de productie ce trebuie realizat si de comportarea in exploatare, asa fel incat adaosurile de prelucrare prin aschiere sa fie cat mai mici, si sa fie preintampinata aparitia diferitelor defecte specifice procedeului.
Pentru proiectarea formei constructiei pieselor-semifabricat sudate se recomanda urmatoarele:
- derminarea sudabilitatii materialelor din care este alcatuita piesa sau constructia sudata deoarece functie de aceasta se vor determina: tehnologia de sudare; procedeul de sudare; posibilele defecte ce pot apare in timpul si dupa realizarea sudurilor; posibilele adaosuri de prelucrare ce urmeaza a fi indepartate prin aschiere. Sudabilitatea unui material este proprietatea tehnologice definita de aptitudinea acestuia de a forma o imbinare nedemontabila prin sudare, in anumite conditii date, care sa corespunda conditiilor impuse in exploatare din trei puncte de vedere: metalurgic, constructiv si tehnologic. Sudabilitatea este conditionata atat de proprietatile materialului (compozitie chimica, structura, stare, tehnologia de prelucrare ulterioara etc.) cat si de modul in care se realizeaza imbinarea sudata (configuratia geometrica, schita structurii, conceptia imbinarii sudate, procedeul tehnologic, volumul de productie si executia propriu-zisa).
Comportarea metalurgica la sudare se refera la transformarile structurale si schimbarile proprietatilor fizice, chimice si mecanice care au loc in imbinarea sudata. Comportarea constructiva la sudare se refera la influenta configuratiei geometrice a ansamblului sudat si a sudurilor asupra rezistentei la solicitari termice si corozive. Comportarea tehnologica la sudare se refera la complexitatea conditiilor tehnologice ce trebuie indeplinile in faza de pregatire si de executie a sudurii, precum si in fazele de tratament termic si prelucrarea dupa sudare. Pentru determinarea comportarii la sudare a unui metal sau aliaj nu exista o metoda cantitativa stiintifica, existand insa o serie de criterii si prescriptii pentru aprecierea ei.
O metoda general valabila de apreciere calitativa a comportarii la sudare este determinarea duritatii in zona influentata termic si de apreciere cantitativa este determinarea continutului de carbon echivalent ce pune in evidenta influenta fiecarui element de aliere.
- pregatirea rostului imbinarii prin prelucrarea marginilor pieselor de sudat sa permita patrunderea completa a sudurii pe intreaga grosime a piesei, sa evite diferentele de sectiune si sa reduca la minimum adaosurile de prelucrare prin aschiere;
- conceperea variantei constructive in asa fel incat sa se evite aparitia tensiunilor interne si a deformatiilor dupa sudare sau in timpul exploatarii. Pentru reducerea tensiunilor si a deformatiilor datorita sudurii trebuie luate urmatoarele masuri: folosirea unui regim de sudare si aplicarea unei ordini de sudare bine derminata; folosirea creerii deformatiilor mecanice inverse; proiectarea rationala a constructiilor sudate si a imbinarilor sudate in asa fel incat sa nu fie suduri suprapuse si pe cat posibil, sa fie asezate simetric in sectiunea transversala a elementelor sudate; folosirea dispozitivelor de sudare, care fie ajuta la aplicarea unor tehnologii rationale de sudare, fie impiedica deformarea elementelor sudate; aplicarea unor tratamente termice inainte si dupa sudare, mai ales la elementele sudate de sectiune mare;
evitarea pe cat posibil a aparitiei defectelor in imbinarile sudate
(crapaturile, fisurile, porii, suflurile, incluziunile, lipsa de patrundere, lipsa de topire, supraincalzirea, arderea, formarea unor compusi cu fragilitate ridicata si rezistenta mica la coroziune, latimea neregulata a cusaturii, suprainaltarea si convexitatea excesiva, abateri ale pozitiei relative, crestaturi, retasuri, deformatii etc.) printr-o proiectare corecta a formei constructive, o tehnologie corespunzatoare, o alegere corecta a materialului de adaos si evitarea totala a greselilor de executie;
proiectarea si executia constructiilor sudate necesita luarea in considerare a particularitatilor caracteristice ale imbinarii sudate si acordarea unei atentii deosebite problemelor tehnologice de realizare a preciziei cerute de (adaosurilor de prelucrare minime si micsorarii cantatii de material ce trebuie turnat sau deformat plastic, forjat, matritat, laminat etc.; rezistenta mai mare) rolul functional;
conceperea unor structuri sudate cat mai flexibile, astfel incat efectul negativ al tensiunilor remanente generate de catre deformatiile termice formate sa fie cat mai mic posibil sau complet inlaturat;
evitarea aglomerarii sau intersectarii de cordoane de sudura si a trecerilor bruste de la o sectuine la alta (concentratori de tensiune) in zonele puternic solicitate ale constructiei sudate;
- numarul de treceri pentru formarea cordoanelor de
sudura si
mai ales a acelora executate pe santier
sa fie cat mai mic posibil;
- orientarea elementelor in construtia sudata sa fie astfel aleasa incat directia fortei de solicitare sa coincida cu directia liniilor de curgere de la deformarea plastica a pieselor-semifabricat ce compun constructia sudata;
realizarea imbinarilor, sudate, pe cat posibil, numai cu cordoane continue de sudura, chiar daca conditiile de rezistenta nu impun acest lucru;
evitarea imbinarilor sudate cu concentratori puternici de tensiuni prin folosirea unor raze de racordare mari sau prin prelucrarea corespunzatoare a zonei adiacente cordonului de sudura;
evitarea imbinarilor realizate cu cordoane convexe de sudura, deoarece acestea favorizeaza formarea unor concentratori puternici de tensiuni remanente;
- se va alege ordinea optima de realizare a cordonului de sudura la elementele componente ale constructiei sudate pentru ca deformatiile termice si terisiunile remanente sa fie minime, evitandu-se folosirea ulterioara a unor tratamente termice de detensionare sau normalizare care conduc la cresterea pretului de cost si la aparitia altor categorii de defecte;
- in cazul unor solicitari perpendiculare pe
cordonul de sudura
se vor alege numai imbinarile cap la cap;
- adoptarea unor forme geometrice pentru elementele constructiei sudate si a calitatii materialului astfel incat sa se anihileze efectul negativ al cocentatorului de eforturi maxime asupra rezistentei la solicitarile din exploatarea constructiei sudate proiectate (se vor alege materiale cu tenacitate ridicata).
Se poate concluziona ca procedeul tehnologic de sudare manuala nu este adecvat realizarii piesei suport.
|