METALE DE BAZĂ SUDURA
Cel mai usor metal este Litiu Li.
Cel mai greu metal este iridiu Ir.
Temperatura de topire cea mai scazuta are cesiul Cs 88,6 0C.
Temperatura de topire cea mai ridicata o are Wolframul 34200C
Materiale fabricate de om cu temperatura de topire cea mai ridicata este carbura de tantal 40000C
Metalul cel mai plastic este aurul Au din 28,35g se poate face o sârma lung 323e42d a de 70 km
Rezistenta la rupere cea mai mare o are zafirul (oxid de aluminiu cu crom) tine pe 1 mm2 4,36 tonne.
Cel mai raspândit element este Al 8,13% din scoarta terestra
Cel mai rar element este astatium
3.1 Oteluri pentru structuri sudate
Formeaza 85% din ceea ce se sudeaza sub aceasta denumire exista cca. 500 marci de otel.
Otelurile nu contin în mod voit alte elemente chimice în afara de Fe si de C doar acele elemente care sunt impuse de conditiile de elaborare Si, Mn, Al. etc
Exista o multime de oteluri carbon care sunt standardizate de exp.
Oteluri de uz general pentru constructii sudate OLS
Oteluri de calitate
Oteluri carbon pentru scule
Otel turnat
Otel beton
Otel pentru tevi
Oteluri pentru arcuri, etc.
Prin oteluri pentru structuri sudate întelegem oteluri care sunt folosite în structuri sudate solicitate mai ales mecanic si exploatate în interval de temperatura -500 -+500C. Exemple de astfel de structuri sunt pentru autovehicule, vagoane de cale ferata, avioane, structuri pentru constructii industriale si civile, poduri , recipiente, utilaje agricole, tevi etc.
Având în vedere volumul mare al structurilor definite rezulta ca otelurile pentru structuri sudate trebuie sa satisfaca trei conditii:
sa fie ieftine,
sa se sudeze cu cât mai putine probleme si cu cât mai multe procedee;
sa aibe rezistenta mecanica ridicata
3.2. COMPORTARE LA SUDARE A OŢELURILOR CARBON
Comportarea la sudare a unui otel carbon depinde de continutul în carbon ale acestuia si caracteristicile mecanice ale otelurilor sunt influentate de continutul în Carbon. Cu cresterea continutului de carbon creste caracteristicile de rezistenta adica limita de curgere si rezistenta la rupere si scad caracteristicile plastice.
Exemplu o crestere a continutului de carbon cu 0,1% rezulta o crestere a rezistentei la rupere de cca. 50N/mm2
Continutul de carbon influenteaza comportare la sudare.
În cazul sudarii unui otel cu continut mai mare de carbon exista pericolul durificarii Zonei influentate termic (ZIT) aceasta devine fragil si chiar la solicitari relativ scazute poate fisura
Duritate mare conduce la producerea unei structuri fragile
În general se considera ca valoarea maxima a duritatii în ZIT acceptat pentru oteluri carbon si slab aliate est de 350 HV 5/10
HVmax ≤ 350 HV5/10 (3.1)
Aceasta duritate de 350 HV5 reprezinta duritatea pe care un otel cu 0,22% C o are în cazul în care structura contine în proportie de 50% martensita.
Concluzie. Se considera ca un otel carbon are o comportare la sudare corespunzatoare daca are un continut de C sub 0,22%
Daca continutul de C>0,22% se vor impune anumite precauti la sudare care favorizeaza evitarea durificarii metalului. Dintre acestea amintim:
sudarea se va face cu preâncalzire si viteza de racire sa fie mai mica. Valoare temperaturii de preîncalzire depinde de continutul de carbon al otelului fiind influentat si de grosimea acestuia, de tipul îmbinarii.
Tabelul 3.1 Temperatura de preîncalzire
|
Nr. crt |
Continutul de carbon (%) |
Temperatura de preîncalzire (0C) Tpr |
Grosimea minima (mm) smin |
|
|
|
|
>50 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
sudarea cu energie liniara mare, curenti mari de sudare, procedeu de sudare energointensive, pendularea electrodului.
Realizarea unor suduri având plasticitate buna prin folosirea unor materiale de adaos adecvate
Cu cât plasticitatea este mai mare cu atât cusatura poate sa suporte tensiuni ridicate.
si celelalte elemente chimice prezentate în otel influenteaza comportare la sudare si caracteristiciile mecanice ale metalului.
Un procent de mangan Mn conduce la cresterea rezistentei cu 120N/mm2. Manganul are rolul de dezoxidant în otel. El leaga sulful rezulta ca scade pericolul de fisurare la cald. Se recomnada ca raportul
Mn/S>20 (3.2)
Siliciu Si este un element cu efect dezoxidant, influenteaza mai putin caracteristicile mecanice. Lipsa siliciului într-un otel arata ca otelul nu a fost calmat.
Fosforul P conduce la marirea rezistentei de rupere, înrautateste prelucrabilitatea materialului. Afecteaza fragilizarea la rece a otelului. Este prezent în factorul de apreciere a sensibilitatii la fisurare la rece.
Sulful S daunator, accentueaza rezistenta la fisurare la cald. Sulful este activ în micsorarea rezistentei la destramare lamelara.
În cazul sudarii otelurilor carbon este recomandat ca sa se limiteze concentratia în sulf si fosfor adica:
P+S ≤ 0,05% (3.3)
Azotul N influenteaza rezistenta la îmbatrânire. Se limiteaza continutul de azot. Efectul azotului poate fi redus prin aliere cu aluminiu Al care are efect dezoxidant
Aluminiu Al ofera otelului o structura stabila în timp si de granulatie fina
Cupru Cu îmbunatateste rezistenta otelului la coroziune atmosferica daca este în proprotie de 0,15%, 0,2%
Comportarea la sudare a otelurilor carbon este influentat, în afara de compozitia chimica si de modul de elaborare. Din acest punct de vedere se mentioneaza particularitatile comportarii la sudare a otelurilor necalmate, a otelurilor deformate plastic la rece si a otelurilor turnate
3.2.1 OŢELURI NECALMATE
Otelurile necalmate se remarca prin faptul ca zona din apropierea suprafetei este curata si are proprietati plastice bune, neridicând probleme la sudare, în timp ce zona centrala este bogata în segregatii si are un continut ridicat de carbon, fosfor, sulf, mangan. Neuniformitatea compozitiei chimice a unui otel necalmat este exemplificata în tabelul 3.2.
Tabelul 3.2. Neuniformitate a compozitiei chimice a unui otel necalmat
|
Caracteristica mecanica |
Continutul de element (%) care are acelasi efect ca 0,1% C |
|||||
|
P |
Mn |
Si |
Cr |
Cu |
Ni |
|
|
Limita de curgere |
|
|
|
|
|
|
|
Rezistenta la rupere |
|
|
|
|
|
|
|
Alungirea |
|
|
|
|
|
|
Reguli de sudare
Se va incerca sudarea astfel încât sa nu sa topeasca zona centrala pe cât posibil. Este simplu la o sudura de colt. Patrunderea sudurii trebuie sa fie cât mai mica. La cap la cap nu se poate evita sudura zonelor centrale, cu segregatii.Se recomanda alegerea unor procedee care dau patrunderi relativ mici (sudarea cu electrozi inveliti SE), utilizarea unor materiale de adaos cu caracter bazic cu plasticitate ridicata,
Coeficientul de participare a materialului de baza poate fi redus prin forma rostului.
Electrozii cu invelis bazic produc o patrundere mica au continut mai înalt de Mn ce leaga sulful în zgura elimina o parte din fosfor. Produc un metal depus cu plasticitate înalta si cu rezistenta la îmbatrânire.
3.2.2. Oteluri deformate plastic la rece
În cazul sudarii otelurilor deformate plastic la rece apar urmatoarele probleme:
a) În zona sudurii (ZIT) se anihileaza efectul deformarii la rece asupra limitei de curgere a materialului (prin recristalizare), deci are loc o scadere a acestei caracteristici
b) În portiunile încalzite la temperaturi de 200-4000 C se produce îmbatrânirea materialului.
Din aceste motive, la sudare se impune reducerea cât mai mult a volumului ZIT prin utilizarea unor procedee de sudare cu energie concentrata respectiv folosirea unor energii liniare de valoare redusa. În general se recomanda ca la depasirea unei deformari plastice la rece de cca. 5% materialele sa fie normalizate înainte de sudare.
3.2.3. Oteluri turnate
Otelurile turnate au o comportare la sudare mai slaba decât otelurile laminate din urmatoarele cauze:
în general, au un continut mai ridicat de carbon si de elemente de aliere;
metalul este mai putin compact si prezinta numeroase incluziuni de gaze, având o structura de turnare
La acestea se mai adauga faptul ca, în mod obisnuit, materialele turnate au grosimi ridicate. De cele mai multe ori, sudarea acestor oteluri se face în scopul remanierii unor defecte de turnare.
3.2.4.RECOMANDĂRI TEHNOLOGICE DE SUDARE
În principiu toate procedeele de sudare prin topire pot fi utilizate la sudarea otelurilor carbon.Cele mai frecvent utilizate procedee sunt;
Sudarea manuala cu electrozi inveliti;
Sudarea sub strat de flux;
Sudarea MIG/MAG în atmosfera de CO2 , corgon sau alte amestecuri de gaze, etc
Sudarea WIG se utilizeaza, datorita costului ridicat, numai în cazul în care este necesara obtinerea unei radacini a sudurii de calitate foarte buna si nu exista posibilitatea resudarii din partea opusa (la sudarea tevilor)
La sudarea otelurilor carbon, regimurile de sudare se aleg, de obicei astfel încât sa asigure o productivitate cât mai mare, lucru care se realizeaza prin depunerea unui numar cât mai mic de straturi.
În cazul otelurilor destinate functionarii în temperaturi negative si a celor deformate plastic la rece, se recomanda utilizarea unor regimuri de sudare cu straturi multiple, deci caracterizate prin energie liniara mica. Prin aceasta, se asigura o încalzire mai redusa a materialului, ceruta de comportarea la sudare a acestuia si în plus, fiecare trecere produce un tratament termic al materialului din vecinatate.
În cazul sudarii otelurilor turnate se impune utilizarea unor regimuri de sudare cu energie mare (rânduri late, viteza mica). Aceste râmduri produc însa o amestecare masiva a materialului de baza lucru care trebuie evitat. Pentru a reduce pericolul de fisurare, compozitia chimica a cusaturii trebuie sa fie cât mai apropiat de cea a materialului depus. Contradictia se rezolva prin aplicarea unei tehnici combinate, placarea rostului cu straturi subtiri si apoi umplerea sa cu straturi late (figura 3.4)
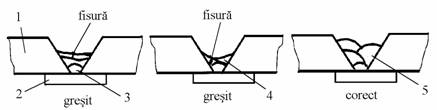
Figura 3.1. Influenta convexitatii sudurilor asupra pericolului de fisurare la sudarea în mai multe treceri a otelulurilor carbon
1 - suport la radacina; 2 - material de baza; 3 - radacina cusaturii;
4.- rând concav; 5 - rând convex
Pentru reducerea riscului de fisurare, la sudarea otelurilor carbon trebuie aleasa tehnica de lucru astfel încât sa se obtina cusaturi convexe figura 3.1. problema este mai acuta la realizarea stratului de radacina.
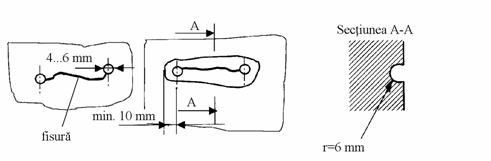
În cazul îmbinarilor de colt de grosime mare riscul de fisurare se reduce daca între cele doua piese se lasa un spatiu de cca.1 mm pentru a permite miscarea lor în timpul contractiei la racire. Acest lucru poate fi realizat prin întroducerea între piese a unor sârme subtiri din otel moale.(vezi figura 3.2)
Materialele de sudare se aleg astfel încât caracteristicile mecanice ale metalului depus în primul rând rezistenta la rupere, sa fie cât mai aproape de cele ale metalului de baza.
3.3. Sudarea otelurilor slab aliate
În general, în categoria otelurilor slab aliate intra acele oteluri la care suma continuturilor elementelor de aliere este sub 5%
Comportarea la sudare a acestor materiale, având o utilizare deosebit de larga, este determinata în primul rând de compozitia lor chimica. Ea este apreciata în mod uzual pe baza marimii carbon echivalent
Exista un numar mare de formule de determinare a unui carbon echivalent. Dintre formulele folosite frecvent este formula IIW (Institutul International de Sudura)
![]() (3.4)
(3.4)
Cu cât otelul are un carbon echivalent mai redus, cu atât el va prezenta o comportare la sudare mai favorabila.
În principiu sudarea otelurilor slab aliate poate fi realizata cu orice procedeu de sudare prin topire. În cazul otelurilor care prezinta pericolul de înmuiere a ZIT-ului, se vor evita procedeele de sudare energointensive (baie de zgura).
Sudarea se face conform recomandarilor specificate în cazul sudarii otelurilor carbon. În functie de carbonul echivalent si grosimea materialului se va suda cu preîncalzire, de obicei utilizând regimuri termice care sa asigure o productivitate cât mai mare (energie liniara mare, numar mic de straturi).
În cazul îmbinarilor sudate de grosime mare, precum si la depasirea continuturilor unor elemente de aliere, dupa sudare este obligatorie efectuarea unui tratament termic de detensionare.
Efectuarea tratamentului termic dupa sudare este favorabila si sub aspectul reducerii pericolului de coroziune fisuranta sub tensiune, respectiv al asigurarii stabilitatii dimensionale a structurilor sudate la prelucrari mecanice ulterioare.
Sudarea otelurilor slab aliate se face folosind materiale de acelasi tip cu materialul de baza. În cazul sudarii unor oteluri de rezistenta mai mare sau exploatate la temperaturi negative se vor utiliza materiale de adaos cu caracter bazic. Ele vor fi uscate înainte de sudare pentru îndepartarea umiditatii.
Otelurile cu granulatie fina contin elemente de aliere care formeaza nitruri legând azotul. Ele sunt insensibile la procesul de îmbatrânire. Otelurile cu granulatie fina prezinta o comportare la sudare corespunzatoare, fiind sudabile practic prin orice procedeu. Pentru a reduce pericolul de fisurare la rece se vor folosi materiale de sudare cu un continut redus de hidrogen. Ciclul termic la sudare este caracterizat, prin marimea care reprezinta, durata de racire a sudurii în intervalul de temperatura 800-5000C (t8/5 ). Marimea t8/5 are influenta asupra duritatii si temperaturii de tranzitie ale unui metal depus la un otel cu granulatia fina. Pentru a obtine o duritate corespunzatoare este necesara sudarea cu energie liniara controlata.
Sudarea se va realiza în mai multe treceri, temperatura între treceri se limiteaza la cca.220C. Amorsarea se va efectua în mod obligatoriu în rostul de sudare (figura 3.3.).
La sudarea sub flux se va evita utilizarea unor fluxuri cu cantitati mari de praf, întrucât acestea pot conduce la continuturi diferite de elemente de aliere în cusatura si ca urmare la caracteristici mecanice diferite si la o crestere a pericolului de fisurare transversala.
Otelurile microaliate de înalta rezistenta cu carbon scazut sunt oteluri cu granulatie fina, care au fost dezvoltate pentru a raspunde necesitatilor din tehnica de executie a conductelor magistrale.
Otelurile termorezistente sunt destinate exploatarii la temperaturi înalte (500-600C).
În Tabelul 3.3 se indica câteva recomandari pentru sudare în functie de carbonul echivalent al otelului, datele fiind valabile la oteluri cu C<0,5%, Mn<1,6%, Cr<1,0%, Ni<3,5%, Mo<0,6%, si Cu<1,0%.
Temperatura de preîncalzire poate fi determinata în functie de carbonul echivalent si grosimea piesei. (conform bibliografiei)
Tabelul 3.3. Recomandari de sudare pentru oteluri slab aliate
|
Ce, % |
Recomandari tehnologice |
|
<0,40 |
Nu sunt necesare precautii speciale Se poate suda cu electrozi sau fluxuri cu caracter nebazic |
|
|
Se sudeaza cu:
|
|
|
Se sudeaza cu:
|
|
>0,55 |
Se sudeaza cu:
|
În cazul otelurilor tratate termic, respectiv a otelurilor exploatate la temperaturi negative, sudarea se va face cu limitarea încalzirii materialului, adica folosind o energie liniara relativ scazuta, un numar mare de straturi. Depunerea rândurilor se va face dinspre flancurile îmbinariii spre centru, iar ultimul rând se va depune central, fara a atinge metalul de baza (figura 3.4.)
În felul acesta,se va asigura efectuarea unui tratament termic trecerilor anterioare si în special zonelor influentate termic ale acestora.
În cazul îmbinarilor sudate de grosime mare, precum si la depasirea continuturilor unor elemente de aliere, dupa sudare este obligatorie efectuarea unui tratament de detensionare. În tabelul 3.4. sunt exemplificate câteva situatii în acest sens.
Efectuarea tratamentului termic dupa sudare este favorabila si sub aspectul reducerii pericolului de coroziune fisuranta sub tensiune, respectiv al asigurarii stabilitatii dimensionale a structurii sudate la prelucrari mecanice ulterioare
În situatii speciale, cu un risc mare de fisurare, se pot utiliza si materiale de adaos inoxidabile austenitice sau înalt aliate cu nichel, materiale care au o capacitate de deformare foarte buna. Astfel de situatii pot sa apara, spre exemplu, în cazul reconditionarii prin sudare a unor structuri complicate la care nu exista posibilitatea efectuarii unui tratament termic post-sudare.
Tabelul 3.4. Valorile limita ale compozitiei chimice, respectiv mecanice si grosimeii metalului pentru obligativitatea tratamentului termic dupa sudare
|
Compozitia chimica, % |
Rm min N/mm2 |
Grosime Limita Mm* |
|||||||
|
C |
Mn |
Si |
Cr |
Mo |
Ni |
V |
S+P |
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Obs. * valoarea peste care este necesara detensionarea
Pregatirea rosturilor pentru sudare se poate executa atât mecanic, cât si termic. În cazul taierii termice nu este necesara, ca regula generala, o prîncalzire a pieselor. Aceasta se recomanda însa în cazul unor piese de grosime mare sau daca suprafetele taiate sunt supuse unor deformari la rece. Temperatura de preîncalzire la taiere este, în aceste cazuri ,120-2000 C
3.4. Sudarea otelurilor aliate
Structura otelurilor aliate depinde în primul rând de compozitia lor chimica. În functie de efectul lor asupra structurii, principalele elemente de aliere pot fi împartite în:
O apreciere a structurilor otelurilor aliate dupa o racire rapida de la temperatura de cca. 900C, poate fi efectuata cu diagrama Schffler (figura 3.5.).
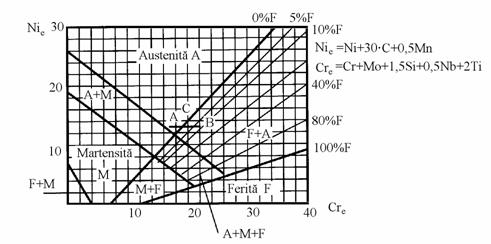
Figura 3.5 Diagrama Schaeffler
Actiunea elementelor de aliere asupra structurii este apreciata prin marimile Cre, Nie. Cu ajutorul diagramei Schaeffler este posibila determinarea compozitiei chimice si a structurii cusaturii. Un material de baza se afla în diagrama Schaeffler pe baza compozitiei chimice în punctul A (figura 3.4.) trebuie sudat cu un material de adaos care pe baza compozitiei chimice îl situeaza în punctul B.
Daca cele doua materiale se topesc împreuna, compozitia chimica a aliajului rezultat (cusatura) se va plasa pe linia AB. Luând în considerare o dilutie (participare a metalului de baza la formarea cusaturii) de 20%, se obtine prin regula balantei punctul C, care caracterizeaza compozitia chimica a cusaturii. În exemplul considerat, acesta va avea o structura austenitica cu cca. 6% ferita.
În cazul sudarii sub strat de flux, compozitia chimica a metalului depus este influentata pe lânga sârma de sudare si de activitatea fluxului.
În diagrama Schaeffler sunt marcate domeniile uzuale în care se plaseaza principalele tipuri de oteluri inoxidabile:
Otelurile austenitice au ca principale elemente de aliere: Cr 16-26% si Ni 6-26%, cel mai cunoscut fiind 18Cr8Ni cu carbon C
Se remarca prin rezistenta ridicata la coroziune, tenacitate si rezistenta la temperaturi negative, rezistenta la oxidare la temperaturi ridicate, plasticitate înalta. Ele
nu sunt magnetice.
Datorita plasticitatii bune, otelurile austenitice sunt usor de sudat si nu necesita preîncalzire sau tratament termic dupa sudare. Se sudeaza în special prin procedeele de sudare WIG, MIG, sub flux si cu electrozi înveliti. Materialele de adaos utilizati trebuie sa fie de acelasi tip cu materialul de baza adica inoxidabil austenitic. Se aleg regimuri de sudare în asa fel ca racirea în domeniul 800 - 6000C sa se faca rapid.
Otelurile feritice contin ca principale elemente de aliere cromul în proportie de 13-17%. Ele au o rezistenta ridicata la oxidare si coroziune în diferite medii, inclusiv în cele care contin sulf. Sunt magnetice si nu se pot cali. Au o plasticitate mai mica decât otelurile austenitice.
Sudarea otelurilor feritice este mai dificila decât a otelurilor austenitice. Se face cu procedeele: WIG, MIG, manual cu electrozi înveliti, respectând urmatoarele conditii:
Ca materiale de sudare se recomanda utilizarea materialelor austenitice, iar la ultimele 2-3-straturi materiale feritice.
Otelurile martensitice contin cca.12-18% Cr, sunt magnetice si pot fi calite. În general au un continut de carbon mai înalt decât celelalte inoxidabile si ca atare se caracterizeaza prin plasticitate mai scazuta.
Datorita continutului ridicat de carbon, la sudarea otelurilor inoxidabile martensitice apare o tendinta de fragilizare la rece, respectiv de formare a carburilor de crom, ambele fenomene având efecte negative. De aceea se recomanda evitarea, pe cât posibil, a sudarii acestor oteluri. Daca totusi este necesara sudarea lor, se vor lua urmatoarele masuri:
Otelurile duplex au o structura austenito-feritica, cele doua faze fiind prezente în proportii aproximativ egale. O asemenea structura rezulta daca otelul are cca. 21-25%Cr si 5-7%Ni.
Fata de otelurile inoxidabile feritice sau austenitice, otelurile duplex prezinta o limita de curgere si o rezistenta la coroziune mai înalte.
În general, aceste oteluri nu ridica probleme speciale la sudare.
Otelurile austenitice manganoase contin 1-1,4%C si 12-14%Mn. Sunt plastice, nemagnetice si au o rezistenta la uzura excelenta, având proprietatea de a se ecruisa prin socuri mecanice.
Sudarea otelurilor austenitice-manganoase se face astfel încât sa se produca o încalzire cât mai redusa a materialului si o racire rapida dupa sudare. În caz contrar se produce martensita, care este dura si fragila fiind sensibila la fisurare. Sudarea se executa manual cu electrozi înveliti de tip austenitic manganos.
3.5. FONTE
Fontele sunt aliaje fier-carbon în care continutul de carbon depaseste 2%, având valori uzuale în domeniul 2,5-4,5%.
În functie de modul de prezentare al carbonului fontele se împart în:
Dupa forma sub care se prezinta grafitul în structura sa, se deosebesc:
Fontele sunt materiale fragile. Sudarea lor este dificila, comportarea lor la sudare fiind conditionata de urmatoarele:
Datorita acestor dificultati sudarea fontelor se aplica aproape exclusiv în operatii de remaniere. Se sudeaza numai fontele cenusii, fontele albe neputând fi sudate.
Pentru sudarea fontelor se utilizeaza, de obicei, sudarea manuala cu electrozi înveliti sau sudarea cu gaz. Sunt de evitat procedeele de sudare care asigura o încalzire masiva a materialului, precum si cele caracterizate prin viteze de racire ridicate.
Înainte de sudare defectele existente în material trebuie îndepartate integral prin prelucrare mecanica (vezi figura 3.5.).
Sudarea fontelor poate fi realizata în doua variante:
la cald
la rece.
C, temperatura care se mentine pe tot parcursul sudarii. Sudarea se face utilizând material de adaos din fonta. Dupa sudare trebuie asigurata o racire lenta, locul sudarii se acopera în acest scop cu materiale izolante.
Prin sudare la cald se poate realiza o îmbinare sudata omogena, cu caracteristici la nivelul materialului de baza. În acest timp însa, sudarea la cald are o productivitate scazuta si impune conditii grele de munca pentru sudor.
Sudarea la rece se efectueaza fara preîncalzire, iar încalzirea piesei în timpul sudarii trebuie sa fie cât mai redusa, temperatura între treceri fiind de 70-100C. Se sudeaza cu electrozi din aliaj de nichel cu diametrul mic si cu curent redus. Dupa sudare piesa se raceste lent.
Sudarea la rece nu poate fi realizata utilizând materiale de sudare din fonta, deoarece se topesc repede si curg înainte ca materialul de baza sa fie topit.
3.6. MATERIALE NEFEROASE
Se considera materiale neferoase acele metale în care drept component de baza apare orice alt element în afara de fier. În grupa materialelor neferoase sudarii se considera aluminiu, cupru si magneziu
Particularitatile sudarii metalelor si aliajelor neferoase sunt:
Pentru sudarea metalelor neferoase se utilizeaza într-o masura mai mare sau mai mica toate procedeele de sudare cunoscute.
3.6.1. ALUMINIUL sI ALIAJELE SALE
Sunt materiale frecvent utilizate la realizarea unor structuri sudate. Comparativ cu otelul aluminiul are greutatea specifica de cca. trei ori mai mica, conductibilitatea termica de sase ori mai mare si coeficientul de dilatare liniara de doua ori mai mare.
Cele mai raspândite aliaje de aluminiu sunt aliajele: Al-Cu, Al-Si, Al-Mg, Al-Cu-Mg, Al-Mg-Si, etc.
Comportarea la sudare a aluminiului este conditionata de:
a) Pelicula de oxid de aluminiu Al2O3 care se formeaza în mod natural la suprafata materialului, are o grosime de 0,01m, este rau conducator de curent si se topeste la 2050C (aluminiul la 660C). Deci înainte de sudare este necesara îndepartarea acestei pelicule, care se face chimic sau mecanic.
b) Conductibilitatea termica ridicata a aluminiului impune utilizarea unor surse termice puternice si concentrate.
c) Datorita coeficientului de dilatare mare la sudare apar tensiuni si deformatii mai pronuntate decât la sudarea otelurilor. Se vor lua masuri pentru limitarea acestora.
d) Anumite aliaje de aluminiu (Al-Mg, Al-Cu) prezinta susceptibilitate ridicata la aparitia fisurilor la cald.
Cele mai bune rezultate se obtin prin sudarea WIG, MIG, cu electrozi înveliti, si sudare cu fascicul de electroni. Se poate utiliza sudarea cu gaz si sudarea cu plasma.
Pregatirea pieselor pentru sudare se face exclusiv prin procedee mecanice.
Cel mai des utilizat este procedeul WIG. Materialul de adaos are compozitia chimica asemanatoare cu a materialului de baza. Gazul este argon cu puritatea minima de 99,9%. Sudarea se face în curent alternativ, mai rar în curent continuu polaritate inversa.
Amorsarea arcului se realizeaza prin suprapunerea unor impulsuri de înalta tensiune. Amorsarea prin atingerea directa a electrodului de piesa este interzisa. La generatiile noi de surse de sudare care sunt prevazute cu un sistem de comanda "lift arc" se poate amorsa arcul electric direct pe piesa. În acest caz amorsarea se realizeaza la un curent mic, iar comanda electronica stabileste dupa amorsare regimul de sudare reglat în prealabil.
Este important ca în timpul sudarii capatul vergelei de sudare sa fie mentinut permanent în zona protejata cu gaz de protectie.
Sudarea MIG se desfasoara în curent continuu, polaritate inversa. Mai ales la sudarea în pozitie se prefera sudarea în impulsuri.
Sudarea cu electrozi înveliti se aplica din ce în ce mai rar, mai ales la aliajele de aluminiu cu pâna la 5% magneziu sau siliciu. Electrozii se calcineaza înainte de utilizare la o temperatura de 200C, timp de o ora.
|
