ALTE DOCUMENTE |
Optimizarea proceselor tehnologice
4.1.Proces tehnologic, aspectul proiectare-optimizare
În orice situatie reala, pentru prelucrarea unui anumit reper pot fi utilizate mai multe variante tehnologice. Chiar daca toate aceste variante ar fi valabile, numai una din acestea este optima. Se preconizeaza în tehnologia moderna cautarea pe baza stiintifica a solutiei sau solutiilor c 737o1424h are duc la desemnarea variatiei optime.[34]
Orice tendinta de optimizare trebuie sa plece de la anumite cerinte numite în cazul de fata criterii. Acestea pot fi de natura diferita, în functie de specificul procesului de fabricatie. Astfel de criterii ca: precizia dimensionala si calitativa, costul de prelucrare, productivitatea, recuperarea investitiilor s.a. sunt cele mai des întâlnite.
|
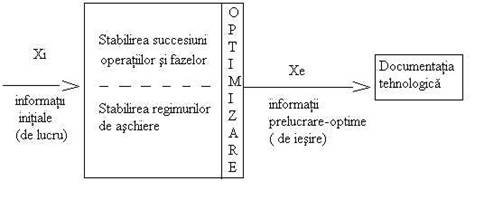
Fig. 4.1. |
Pentru optimizare reala a proceselor tehnologice trebuie sa porneasca de la elaborarea pe baze stiintifice a unui sistem de proiectare -optimizare, care pornind de la informatiile de intrare (cunoscute), trecând prin stabilirea succesiunii operatiilor si fazelor si a regimurilor de aschiere, dau marimi prelucrate (noi) care constituie informatiile necesare documentatiei tehnologice.
Un asemenea sistem de proiectare-optimizare este dat în schema din fig. 4.1.
Una din caile prin care se poate asigura optimizarea proceselor tehnologice este tipizarea acestora.
4.2.Tipizarea proceselor tehnologice
Prin tipizarea proceselor tehnologice trebuie înteles generalizarea unor solutii tehnologice la cât mai multe piese, putând efectua la nivel intern (de întreprindere, centrala, ramura etc.) o normalizare a tehnologiilor.
Tipizarea presupune:
gruparea pieselor pe familii de piese
proiectarea piesei reprezentative a familiei, numita piesa complexa. Piesa complexa poate fi o piesa reala sau fictiva.
proiectarea unui proces tehnologic-tip, optim pentru piesa complexa
procesul tehnologic optim pentru fiecare piesa reala din familie se poate deduce usor din procesul tehnologic tip al piesei complexe.
este necesara utilizarea unui anumit sistem de codificare (cum ar fi de exemplu cotarea literara a pieselor din familie).
În concluzie, tipizarea proceselor tehnologice, cere un proces tehnologic unic pentru piese asemanatoare.
Avantajele proceselor tehnologice tip s-au dovedit a fi:
proiectare rapida, usoara si eficienta
se scurteaza mult timpii de proiectare a tehnologiilor si S.D.V.-urilor
executia S.D.V.-urilor este optimizata astfel prin câstigul de experienta obtinut anterior.
4.2.1.Tehnologia de grup
Este una din cele mai eficiente metode de tipizare a tehnologiilor, verificate în practica. De data aceasta însa, principiile tipizarii sunt aplicate în cadrul productiilor de serie mica, ducând la o considerabila crestere a productivitatii si a costului prelucrarii. Într-un fel se poate afirma ca astfel se împrumuta productiilor de serie mica avantajele fabricatiei organizate conform productiilor de serie mare si masa.
Tehnologia de grup urmareste urmatoarele:
reducerea necesarului de variante tehnologice existente;
folosirea avantajelor proceselor tehnologice din productia de serie mare si masa, prin utilizarea unor echipamente tehnologice de mare productivitate.
Tehnologia de grup permite marirea loturilor de fabricatie, precum si lucrul în flux. Trebuiesc realizate urmatoarele etape:
clasificarea pieselor pe grupe si tipuri (pornind de la clase si subclase);
proiectarea si realizarea dispozitivelor de grup si schema lor de reglare a sculelor;
modernizarea echipamentelor existente sau proiectarea si realizarea masinilor unelte speciale, în vederea cresterii productivitatii;
|
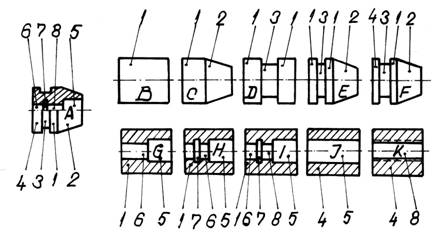
Fig. 4.2. |
normalizarea semifabricatelor.
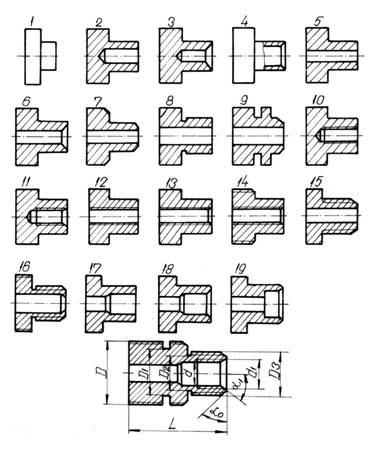
În fig. 4.2. se arata o grupa de piese, iar fig. 4.3. contine un grup de piese cu piesa conventionala (complexa).
Exista diverse sisteme de clasificare a pieselor, dintre care amintim cele mai semnificative: OPTIZ (Germania), VPTIT, LITMO, PTNII (Rusia), BRISH-COMBINSKI (Anglia), ZAFO-ZAOME (Franta) si UHBv (România). Toate au la baza o clasificare pe baza de coduri.
Întregului sistem de tipizare a proceselor tehnologice, inclusiv tehnologiei de grup trebuie acordata o mare importanta. Motivul principal este acela ca în conditiile actuale, chiar si în tarile puternic industrializate, productiile de serie mare si masa nu sunt predominante. (De exemplu în S.U.A., productia de serie mica are o pondere de cca. 75% - în industria constructiilor de masini - ceea ce permite schimbarea cu rapiditate a produsului fabricat).
|
Fig. 4.3. |
|