GRUP sCOLAR
"TRAIAN VUIA
P R O I E C T
EXAMEN DE CERTIFICARE A COMPETEN ELOR PROFESIONALE PENTRU OB INEREA CERTIFICATULUI DE CALIFICARE PROFESIONAL
CALIFICAREA : TEHNICIAN MECATRONIST
TEMA : POMPA SERVO-DIRECTIE
CLASA : XII C
---CUPRINS--- Pag.:
1. SERVODIRECŢIA.......... ..... ...... .......... ..... ...... .......... ..... ...... ...... 3
2. SISTEMUL DE DIRECŢIE...................... 3
2.1. SISTEMUL DE DIRECŢIE ZF 8065................ 3-4
2.1.1. SISTEMUL DE DIRECŢIE ZF 8065 CU SERVOMECANISM
HIDRAULIC.......................... 4
2.1.2. CASETA DE DIRECŢIE PROPRIU-ZISĂ ZF 8065......... 5-6-7
2.1.3. FUNCŢIONAREA SISTEMULUI DE DIRECŢIE ZF 8065 CU
SERVOMECANISM HIDRAULIC................ 7-8
2.2. ÎNTREŢINEREA SISTEMULUI DE DIRECŢIE.......... 8
2.2.1. REZERVORUL DE ULEI.................. 8-9
3. ALEGEREA MATERIALULUI sI SEMIFABRICATULUI : OLC 45..... 10-11
4. CALCUL REGIM DE AsCHIERE.......... ..... ...... .......... ..... ...... ..........11-12-13
5. CALCUL 12112b111m NORMA DE TIMP.......... ..... ...... .......... ..... ...... ....................13
6. DETERMINAREA ADAOSURILOR DE PRELUCRARE sI A DIMENSIUNILOR
INTERMEDIARE.......... ..... ...... .......... ..... ...... .......... ..... ...... ......14-15
7. DESENUL DE EXECUŢIE.......... ..... ...... .......... ..... ...... ......................16
8. PROGRAMUL DE PRELUCRARE AL PIESEI PE MUCN.............................17
1. SERVODIRECŢIA
Servo-directia sau directia asistata este o directie obisnuita prevazuta cu un mecanism care produce o forta suplimentara ce se aplica mecanismului de comanda ,pentru reducerea fortei exercitate de catre sofer pentru rotirea volanului.Aceste mecanisme sunt actionate hidraulic,folosind din energia furnizata de motor.
Directia cu servomecanism,în afara de reducerea efortului soferului,mai prezinta si avantajul ca socurile produse de denivelarea terenului nu se mai transmit la volan.
Se deosebesc servo-directii ale caror servo-mecanisme sunt construite în bloc cu caseta de directie si servo-directii ale caror servo-mecanisme sunt construite separat de caseta de directie.
Dintre sistemele de directie prezentate,au si varianta cu servo-mecanism instalatiile:cu melc globoidal si rola;cu circuit de bile si instalatia cu pinion si cremaliera.
2. SISTEMUL DE DIRECŢIE
Directia unui automobil cuprinde o serie de mecanisme prin intermediul carora conducatorul auto poate schimba , dupa necesitate , directia de miscare a automobilului.
În ansamblu , sistemul de directie al unui autovehicul trebuie sa asigure o rostogolire pura (fara alunecare) a rotilor în viraj , sa nu influenteze pozitia corecta a rotilor , sa nu fie influentat de oscilatiile suspensiei , sa nu transmita la volan socurile primite de roti si sa asigure schimbarea directiei de înaintare a automobilului cu un efort minim din partea conducatorului auto.
2.1. Sistemul de directie ZF 8065
Sistemul de directie ZF 8065 este cu piulita , bile si servomecanism hidraulic ( fig. 1.1. ) si se compune din : coloana de directie 1 , caseta de directie , pompa de înalta presiune 14 , rezervorul de ulei 10 , conductele de ulei 11 , 13 , 8 si 9 , racordurile 12 , 3 si 4 si bara de directie longitudinala. Caseta de directie cuprinde patru parti distincte functional , si anume : caseta de directie propriu-zisa 7 , cu angrenajul de directie ; caseta mecanismului supapelor de dirijare a uleiului sub presiune pentru servodirectie 6;trompa 5 cu axul de transmitere a miscarii imprimata de volan; caseta angrenajului de unghi 2. Sistemul de directie este completat cu bara de directie transversala ( v. 17. fig. 16.4 ) care însa constructiv tine de puntea din fata.
La acest sistem de directie conducatorul auto depune efort la volan numai pentru actionarea supapelor servomecanismului , care de fapt este foarte mic în comparatie cu efortul necesar conducerii automobilului.
Prin rotirea volanului se permite intrarea în caseta de directie 7 a uleiului împins de pompa de înalta presiune 14 , prin actionarea supapelor aflate în mecanismul servodirectiei 6. Uleiul sub presiune actioneaza asupra pistonului casetei , care se gaseste în angrenare cu un sector dintat , pe al carui arbore este fixat levierul de directie ( comanda ) al casetei ( v. 1 , fig. 12.2 ). Acesta actioneaza bara longitudinala ( v. 3 , fig. 12.2 ) care roteste fuzeta pe pivot prin levierul de directie al fuzetei ( v. 5 , fig. 12.2 ) , efectuând virarea.
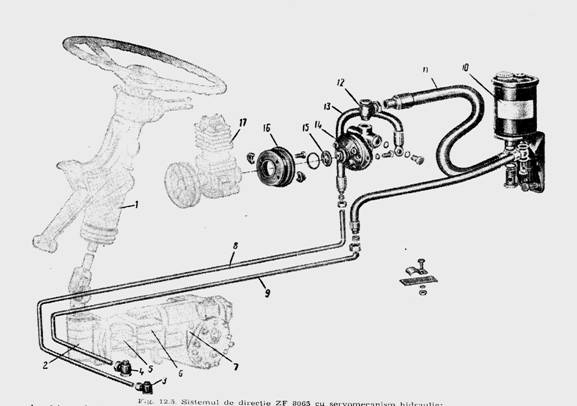
Fig.2.1.1. Sistemul de directie ZF 8065 cu servomecanism hidraulic :
1-coloana de directie 10-rezervor ulei
2-caseta angrenajului de unghi 11-tub flexibil alimentare pompa
3-racord alimentare ulei sub presiune 12-racord alimentare pompa
4-racord evacuare ulei 13-tub flexibil alimentare caseta de directie cu
5-trompa ulei sub presiune
6-mecanismul supapelor servodirectiei 14-pompa de înalta presiune EATON
7-caseta de directie propriu-zisa 15-antrenor pompa
8-conducta alimentare ulei sub presiune 16-suport pompa presiune
9-conducta evacuare ulei 17-compresor.
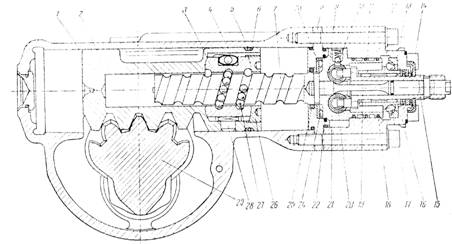
Fig. 2.1.2. Caseta de directie propriu-zisa ZF 8065
1-carcasa casetei de directie
2-piston
3-piulita de directie
4-canal de recirculare a bilelor
5-garnitura de etansare
6-garnitura pentru înlaturarea uleiului
7-surub conducator
8-capac interior
9-cilindru pentru supapele sertaras
10-supapa de semicircuitare
11-rulment cu ace
12-inelul interior al rulmentului17
13-inelul exterior al rulmentului 17
14-manseta de obturare
15-ax de antrenare
16-carcasa mecanismului supapelor
17-rulment cu bile
18-garnitura de etansare inelara
19-bara de torsiune
20-supapa tip piston
21-blocul portsupape
22-garnitura etansare
23-saiba protectoare
24-rulment axial cu ace
25-garnitura inelara
26-piulita inelara
27-bile
28-bolt de protectoare
29-sector dintat
Caseta de directie propriu-zisa ( fig. 1.2. ) este formata din carcasa 1 , în interiorul carora este executat un cilindru în care culiseaza pistonul 2 , ce transforma miscarea de rotatie a arborelui volanului într- o miscare de translatie axiala si o transmite sectorului dintat 29 , pe al carui arbore se monteaza levierul de comanda. Pentru aceasta pistonul este prevazut în exterior , la partea inferioara , cu dinti care angreneaza cu sectorul dintat 29 , iar in interior - cu un cilindru în care intra surubul conducator 7 . Transformarea miscarii de rotatie a surubului în miscare axiala a pistonului se face cu ajutorul bilelor 27 si a piulitei de directie 3 , montat în interiorul pistonului cu ajutorul piulitei inelare 26 .
 1.3.-imaginea de sus
1.3.-imaginea de sus
1.4.-imaginea de jos
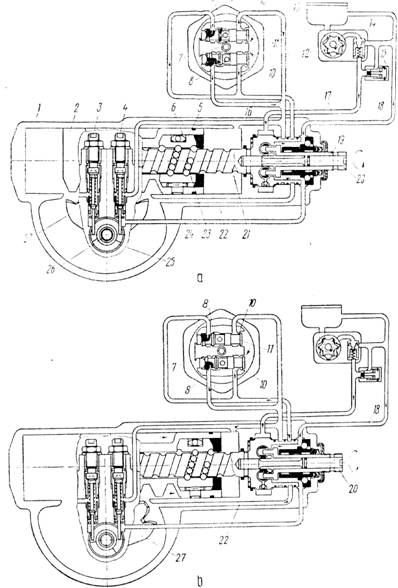
Tot în interiorul casetei de directie propriu-zise , în partea opusa levierului de comanda , sunt montate supapele 3 si 4 ( v. fig. 1.3. ) , care au rolul de a scurtcircuita patrunderea uleiului sub presiune , fie in fata pistonului ( virare la stânga ) , fie în spatele pistonului ( virare la dreapta ) , atunci cand unghiurile de virare ( bracare ) respective ating limita prescrisa. Ambele supape sunt actionate de arborele sectorului dintat , prevazut în acest scop cu doi umeri de împingere.
La carcasa casetei de directie propriu-zise este montata carcasa 16 , în care se gaseste mecanismul supapelor pentru obtinerea servodirectiei , etansata prin capacul interior 8 si garniturile de etansare 22 si 25. Acest mecanism se compune din :
blocul portsupape 21 ( executat dintr-o bucata cu surubul conducator 7 ) , în care sunt executati , în plan transversal , doi cilindrii 9 , unul superior si altul inferior , corespunzator celor doua supape;
supapele 20 , de tip piston-sertaras , cea de sus permitand dirijarea uleiului în spatiul dintre caseta de directie si partea din dreapta pistonului 2 , pe fig. 1.4. , iar cea de jos permitând dirijarea uleiului în spatiul dintre caseta de directie si partea din stânga a pistonului 2;
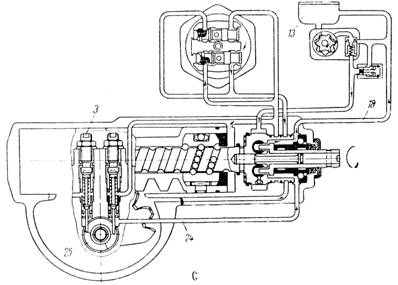
Fig. 2.1.3. Functionarea sistemului de directie ZF 8065 cu servomecanism hidraulic:
a-mersul în linie dreapta 18 si 24-conducta refulare ulei ( retur )
b-virare la stânga 19-bara de torsiune
c-sfarsitul virarii 20-arbore de antrenare
1-carcasa casetei de directie 21-surub conducator
2-piston 22-canal pentru trecerea uleiului în spatiul din stânga
3-supapa de limitare bracaj stânga pistonului
4-supapa de limitare bracaj dreapta 23-bile
5-piulita de directie 25-umar pentru actionarea supapelor de limitare a
6-canal pentru recircularea bilelor virarii
7-canal trecere bara torsiune 26-surub pentru reglare
8-orificiu refulare ulei 27-sector dintat directie.
9-orificiu radial pentru actionarea supapei
10-orificiu de debitare
11-supapa sertaras
12-pompa de înalta presiune
13-rezervor de ulei
14-supapa pentru reglarea debitului
15-supapa pentru reglarea presiunii
16-canal pentru trecerea uleiului în spatiul din dreapta pistonului
17-conducta debitare ulei
2.2. ÎNTREŢINEREA SISTEMULUI DE DIRECŢIE
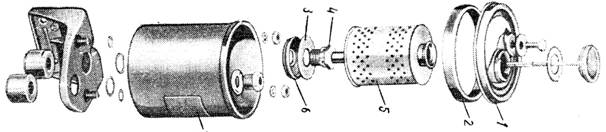
Fig. 1.6. Rezervorul de ulei
1-capacul rezervorului
2-garnitura
3-arc de presiune
4-suportul filtrului
5-filtrul de ulei
6-supapa de asigurare
7-carcasa rezervorului de ulei
Operatiile de întretinere ale sistemului de directie si periodicitatea acestora sunt prezentate în tabelul 12.1.
Reglarea jocului axial al melcului ( jocul în rulmenti ) la mecanismul de directie Gemmer GD 68 se face cu ajutorul garniturii 6 ( v. fig.1.6.). În acest scop se demonteaza capacul 4 si , dupa ce se îndeparteaza garnitura , se remonteaza strângandu-se numai în doua suruburi în diagonala , pâna când arborele de directie se roteste usor , respective cu un cuplu de rasucire 3-6 daN* cm ( kgf *cm ). Pentru determinarea cuplului de rasucire se foloseste o pârghie de metal usor , lunga de 10 cm , care se fixeaza pâna în locul rotii dintate a transmisiei casetei , iar la capul liber se agata o greutate de 0,4 kg. Când capacul 4 este strans ca mai înainte , pârghia de metal trebuie sa se roteasca usor. Cu lera se masoara de jur împrejur distanta dintre capacul 4 si carcasa 11 ( v. fig. 12.3 ) , care de fapt trebuie sa fie grosimea garniturii 6 , care asigura jocul axial prescris.
Reglajul jocului între melc si rola se face în doua feluri. Cand caseta este demontata , se aduce angrenarea melc-rola în pozitia neutral ( de mijloc ) , prin rotirea arborelui de transmisie al casetei. Se monteaza cheia dinamometrica VLC 547-D pe arborele transmisiei si se strânge sau desface surubul de reglaj 14 ( v. fig. 1.2. ) , pana când cuplul de rotire masurat cu cheia dinamometrica este cuprins intre 25 si 40 daN*cm ( kgf*cm ).
Când caseta este montata , se suspenda rotile din fata si se roteste volanul pana la refuz într-o parte si apoi pâna la refuz în partea opusa , stabilindu-se numarul de ture între cele doua pozitii extreme. Din pozitia extrema , se roteste volanul cu jumatatea numarului de ture stabilit mai înainte ( ceea ce corespunde pozitiei de mers înainte a rotilor ) si se strange surubul de reglaj 14 ( v. fig. 12.3 ). Jocul este bine stabilit daca la volan se simte o mica rezistenta când unghiul efectuat de volan este cuprins intre 10 si 30 de grade.
Odata cu înlocuirea uleiului se schimba si filtrul de ulei din rezervor , înainte de asezarea filtrului trebuie sa se unga suportul.
Pentru scurgerea uleiului trebuie suspendata axa din fata si desfacut busonul de închidere de sub carcasa. Directia se rasuceste astfel încat pistonul casetei de directie sa loveasca în sus. Dupa aceea se porneste motorul pentru scurt timp , maximum 10 s , pâna cand este absorbit tot uleiul din pompa si rezervor. Dupa oprirea motorului se controleaza directia înca o data prin rasucirea maxima stânga-dreapta a volanului , pâna nu se mai scurge ulei.
Umplerea instalatiei si a pompei se face prin stutul de pe rezervorul de ulei. Pentru umplerea initiala cât si la schimbarea uleiului se desface capacul rezervorului si se umple cu ulei pâna la marginea superioara. Motorul se va învarti scurt cu demarorul. În acest caz , nivelul uleiului scade si trebuie recompletat în permanenta prin adaogarea continua a uleiului , evitându-se posibilitatea ca pompa sa absoarba aer.
Cand uleiul ramane în rezervor pâna la marcajul superior al jojei de masura , se porneste motorul si se suceste de mai multe ori volanul spre stânga si dreapta la maxim , spre a se umple complet spatiile cilindrului , astfel ca aerul care ar mai fi ramas în instalatie sa poata iesi prin rezevorul de ulei. Se observa apoi nivelul uleiului. În cazul în care acesta scade imediat , se recompleteaza1. Aceasta se face de atâtea ori pâna cand nivelul uleiului ramâne constant , la indicatia superioara a jojei , iar la rasucirea volanului nu vor mai aparea bule de aer în rezervorul de ulei. Pentru îndepartarea aerului închis în cilindrul casetei , se scoate capacul de protectie a surubului de aerisire si se desface surubul de aerisire.
Dupa 1000 km rulati se verifica nivelul uleiului cu joja , când motorul nu functioneaza. Pentru a nu permite aspiratia aerului se va completa pâna ce se depaseste nivelul superior cu 1-2 cm . Dupa aceea , cu motorul în mers , se observa scaderea uleiului si imediat se recompleteaza. Dupa oprirea motorului , nivelul uleiului poate sa creasca 1-2 cm deasupra marcajului superior al jojei.
Temperatura maxima a uleiului în directia hidraulica poate fi de 100 grade C. De aceea trebuie masurata temperatura uleiului. Când se depaseste 100 grade C , inelele de etansare se întaresc , devin neetanse si permit pierderi de ulei. Din aceste motive este necesar a se izola partile supraîncalzite ca :esapament ,conducte de apa fierbinte etc.
În cazul în care pompa nu functioneaza , de exemplu la tractarea autovehiculului , este necesara o putere marita la volan pentru ca întregul ansamblu trebuie miscat pana se efectueaza cursa totala a sertaraselor. Aceasta virare provoaca jocuri mari la volan.
Atât caseta de directie , cât si pompa trebuie sa fie revizuite în starea montata , la un atelier de specialitate dupa 100 000 km. Cu aceasta ocazie se va face înlocuirea uleiului si a filtrului de ulei , o examinare functionala a întregului ansamblu si reglajele necesare. Revizia a doua se face dupa 180 000 km parcursi de la terminarea rodajului. Ambele revizii se fac fara demontarea instalatiei. Revizia a III-a se face dupa 250 000 km parcursi de la terminarea rodajului , cand se demonteaza caseta directie pentru a fi verificata. Este bine ca în locul casetei demontate sa se monteze o alta , pentru a se elimina imobilizarea îndelungata a automobilului.
Reparatiile la mecanismele de directie trebuie facute numai de ateliere specializate.
În cazul unor defectiuni trebuie sa se verifice nivelul uleiului în rezervor , cu motorul în functiune , deoarece foarte multe dintre deranjamente apar din cauza uleiului spumat , cu continut mare de aer.
ALEGEREA MATERIALULUI sI SEMIFABRICATULUI
Materialul piesei "Bucsa ghidare matrita" este OLC 45, care este un otel pentru tratamente termice, de rezistenta ridicata si tenacitate medie, cum r fi: discuri, arbori, biele, coroane dintate, piese supuse la uzura axe, suruburi, piulite) si pieselor fara rezistenta mare în miez. Acest otel se mai numeste si otel carbon de calitate, pentru ca are un grad ridicat de puritate si o compozitie chimica fixata în limite strânse, asigurând o constanta a caracteristicilor de calitate obtinute prin tratamente termice (de îmbunatatire - calire si revenire). Notarea marcilor de otel de uz general se face prin simbolul OLC (otel carbon de calitate) urmat de doua cifre care reprezinta în sutimi de procente, continutul mediu de carbon (astfel, OLC 45 are continutul mediu de carbon 0,45 %).
a) Compozitia chimica a materialului
Conform STAS 880 - 80, compozitia chimica a otelului OLC 45 este indicata în tabelul urmator:
|
Marca otelului |
Compozitia chimica % |
|||
|
C |
Mn |
P |
S |
|
|
OLC 45 |
|
|
Max. 0,045 |
Max. 0,040 |
b) Caracteristici mecanice si tehnologice (conform STAS 880 - 80)
|
Marca otelului |
Tratament termic |
Limita de curgere Rp0,2 [N/mm2] |
Rezistenta la rupere Rm [N/mm2] |
Alungirea la rupere A |
Rezilienta KCU J/cm2 |
|
OLC 45 |
CR |
|
|
|
|
Semifabricatul este o bucata de material sau o piesa bruta care a suferit o serie de prelucrari mecanice sau tehnice, dar care necesita în continuare alte prelucrari pentru a deveni o piesa finita.
Piesa finita rezulta în urma prelucrarii semifabricatului cu respectarea tuturor conditiilor impuse prin desenul de executie (forma, dimensiune, toleranta, calitatea suprafetelor).
Semifabricatul supus prelucrarii prin aschiere are una sau mai multe dimensiuni mai mari decât al piesei finite.
Surplusul de material care trebuie îndepartat de pe suprafata semifabricatului poarta denumirea de adaos de prelucrare. Un semifabricat bun re cât mai multe suprafete identice cu ale piesei finite, iar adaosul de prelucrare este redus la minimum.
Principalele tipuri de semifabricate folosite la prelucrarea prin aschiere sunt:
bucati debitate din produse laminate (bare, profile, sârme);
piese brute obtinute prin turnare;
piese brute forjate liber;
piese brute forjate în matrita (matritate);
produse trase la rece.
Din semifabricatele enumerate, unele sunt caracterizate de o precizie ridicata, cum ar fi cele matritate, cele presate, din pulberi si cele turnate (în special cele turnate sub presiune).
Alegerea unui anumit tip de semifabricat este legata de seria de fabricatie.
Semifabricatele turnate sau matritate nu pot fi folosite decât atunci când numarul pieselor de acelasi tip prelucrat este mare.
În cazul piesei "Bucsa ghidare matrita" unde avem o productie individuala vom alege ca semifabricat bara laminata Ø32.
- CALCULUL REGIMULUI DE AsCHIERE
a) Adancimea de aschiere
Daca unghiul de atac principal = 90 si lungimea taisului principal= 8,atunci t1 = 6,40.(tab. 5.10 pag. 120)
Daca diametrul exterior este = 25 mm si lungimea de prelucrare este= 50 mm atunci t2 = 2,51.(tab. 5.13 pag. 124)
Daca diametrul exterior este = 25 mm si clasa de precizie = 11 atunci t3 = 2,50.(tab. 5.18 pag. 127)
Daca diametrul este = 25 mm atunci t4 = 2,59.(tab. 5.21 pag 131)
Nu avem placuta si nu alegem t5.(tab. 5.24. pag. 131)
Daca duritatea materialului este = 60 si raza de varf 2 atunci t6 = 0,06.(tab. 5.28. pag. 133)
Daca diametrul exterior este = 25 mm si lungimea = 50 mm atunci tr = 4,3.(tab. 5.30. pag. 134-139)
t 6 < t < t 1 ,t 2, t 3,t 4,t 5,tr
t = 2,5
b)Avansul
Daca unghiul de atac al cutitului este = 90 de grade si raza la varf = 2,5 atunci s1 = 0,35.(tab. 5.33. pag. 141)
Daca diametrul exterior = 25 mm si adancimea de aschiere t = 3,2 atunci s2 = 0,30.(tab.5.34. pag. 142)
Nu avem deformare locala deci s3 nu se alege.(tab. 5.39. pag. 147)
Daca caracteristica cutitului = 25 si adancimea de aschiere = 64 mm atunci s4 = 1,56.(tab. 5.42 pag. 151)
Nu avem placuta si atunci nu alegem s5.(tab. 5.45. pag. 152)
Daca adâncimea de aschiere este = 4,0 mm si clasa de precizie 11 atunci sr = 0,07.(tab. 5.48. pag. 153-156)
s < s1 , s2 , s3 , s4 , s5 , sr
S=0,07
c)Viteza de aschiere
Daca subgrupa de otel este 1.2 atunci Kv11= 1,40.(tab. 5.51. pag. 162)
Daca piesa este cu crusta si fara incluyiuni atunci Kv12= 0,80 (tab. 5.52. pag. 163)
Daca avem otel rapid marca Rp2 atunci Kv13= 1.11(tab. 5.53. pag. 161)
Daca unghiul de atac principal este = 90 grade si calitatea taisului este OR atunci Kv14 =0,74.(tab. 5.54. pag. 163)
Daca raza la vârf este de 2 mm atunci Kv15= 1(tab. 5.55. pag. 163)
Daca înclinarea pragului sau canalului pentru sfarmarea aschiilor este
atunci Kv16 = 1.(tab. 5.56. pag. 163)
Daca profilul taisului este atunci Kv17 = 0,90.(tab. 5.57. pag. 163)
Daca calitatea taisului este fara lichid de aschiere atunci Kv18 = 0,80.(tab. 5.58. pag. 163)
d)Turatia
e)Recalculam viteza
- Calculul normei de timp -
Tpî este ales din tab. 5.65. pag. 193
Tpî= 53 min conform tab. 5.65. pag. 193
N=
l = 22mm
l1 =
l2 = 3mm
l3 = 4mm
s = 0,07
n = 101
i = numarul de treceri care este 3
l-i-conform tab. 5.10. pag. 118-C.Picos
ta = ta1(tab.5.68.pag.196)+ta2(tab.5.73.pag. +ta3(tab.5.75.pag.203)+ta4(tab.5.78.pag.205) = 0,3+0,005+0,3+0,22 = 0,87.
Daca masa piesei este de pâna la 0,5 kg si numarul curentului este 1 atunci ta1 = 0,3.
Daca schimbarea turatiei este cu o maneta si diametrul piesei este de pâna la 250 mm atunci ta2 = 0,05.
Daca piesa este reglata la cota si procedeul de strunjire este longitudinal interior si exterior atunci ta3 = 0,3.
Daca instrumentul de masurat este sublerul si lungimea de masurare este 50 mm atunci ta4 = 0,22.
Top = tb+ta = 12+0,87 = 12,9.
Daca tipul masinii unelte este strung paralel si frontal si valoarea 250 atunci alegem 2,5.
tdt = % tb
|
