Prelucrari executate pe masini de rabotat
2.1 Prinderea si fixarea semifabricatului
Strangerea si verificarea pieselor pe masa masinii sunt operatii care au o influienta mare asupra preciziei prelucrarii.
La masinile de rabotat transversale si verticale,piesele se pot aseza si stringe direct pe masa, in dispozitive universale sau speciale .
Direct pe masa masinii se strang piesele cu dimensiuni mai mari.In acest scop se folosesc bride si suruburi de stringere .
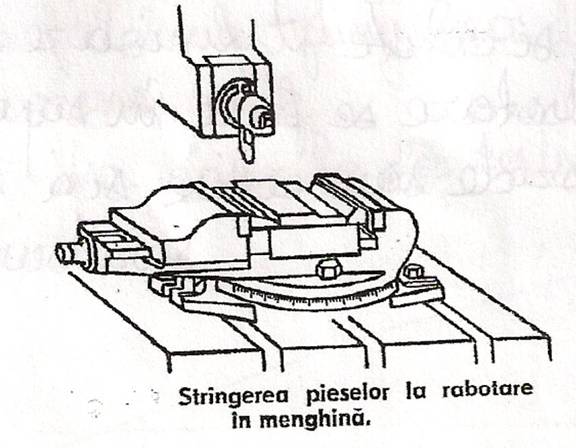
Ca dispozitive universale de stringere a pieselor se folosesc menghine coltate,suporturi si prisme .
Dispozitivele speciale se folosesc la prelucrarea suprafetelor inclinate sau profilate.La masinile de rabotat longitudinale, piesele de dimensiuni mari si grele se srang direct pe masa cu ajutorul bridelor sau cu tampoane limitatoare,iar cele subtiri cu placi tesite si pene cu surub.
Dupa asezarea si strangerea pieselor trebuie sa se verifice pozitia piesei si sa se regleze masina.
Pozitia piesei se verifica cu acul de trasat si cu echerul ,prin coordonate cu liniare gradate sua cu comparatorul cu cadran.Se regleaza prin aschii de proba,dupa trasaj sau dupa sabloane.
Adancimea de aschiere se stabileste corect cu ajutorul calibrelor sau a liniatorului gradat.
Alegerea sculelor pentru rabotare este o operatie foarte importanta,ea realizandu-se in functie de urmatorii factori:
-apasarea principala de aschiere pentru rabotare si apasarea de respingere;
-lungimea libera a cutitului;
-forma si pozitia suprafetei de prelucrat;
-duritatea materialului de prelucrat;
-operatia de executat;
-calitatea suprafetei;
Fata de valoarea apasarii principale de aschiere sau de respingere precum si a lungimii libere a cutitului se alege secsiunea corpului cutitului.Se mentioneaza ca in caz de subdimensionare,apar vibratii care duc la scaderea calitatii suprafetei prelucrate si in unele cazuri la ruperea sculei si deteriorarea piesei.
Tinand cont de forma si pozitia suprafetei de prelucrat cutitele pot fi: drepte,inconvoiate,cotite profilate, late, pentru canale de pana sau pentru canelare.Avand in vedere duritatea materialului deprelucrat cutitele pot fi executate din otel rapid sau otel obisnuit, prevazute cu placute din carburi metalice.
La operatia de degrosare se folosesc cutite cotite pentru degrosare iar la finisare se folosesc cutitele inconvoiate si cotite pentru finisare.
Fixarea cutitelor la rabotare se face in suportul port cutit cu ajutorul unor bride sau eclise si a unor suruburi speciale
2.2 Prelucrarea suprafetelor plane
Suprafetele plane prelucrate prin rabotare pot fi orizontale,verticale sau inclinate. suprafetele plane orizontale se executa pe masinile de rabotat longitudinal cand piesele sunt de dimensiuni mici.Suprafetele ce urmeaza a fi prelucrate se aseaza si centreaza astfel incat lungimea de rabotat sa fie pe diretia miscarii principale.
La masinile de rabotat longitudinal,piesa executa miscarea principala.iar cutitul miscarea de avans si adancimea de aschiere.La masinile de rabotat transversal(sepinguri), miscarea principala o executa cutitul iar miscarea de avans o executa piesa.Adancimea de aschiere se poate regla fie cu suportul portpiesa fie cu suportul portcutit.
Atunci cand adaosul de prelucrare este mare se poate aplica metoda divizarii adancimii de aschiere.
Suprafetele plane verticale se pot executa pe toate tipurile de masini de rabotat si mortezat.
Pe masinile de rabotat longitudinal se pot prelucra suprafete verticale si laterale.In acest caz, piesa va executa miscarea principala iar cutitul o miscare de avans vertical.Prin folosirea suporturilor laterale,se imbunatateste calitatea prelucrarii deoarece se elimina vibratiile.
La prelucrarea suprafetelor verticale pe sepinguri,miscarea principala se executa de catre cutit.Avansul in directie verticala se executa fie de catre piesa,fie de catre cutit in functie de dimensiunile suprafetei de prelucrat.
La masinile de mortezat miscarea principala se executa de catre cutit iar piesa realizeaza avansul si adancimea de aschiere prin miscari longitudinale si transversale.
Suprafetele plane inclinate se prelucreaya prin urmatoarele metode:
-inclinarea suportului portcutit;
-fixarea in dispozitive speciale.
Pot exista dispozitive speciale confectionate in functie de valoarea inclinarii suprafetelor piesei.
2.3 Prelucrarea canalelor
Rabotarea canalelor si profilelor se executa prin mai multe metode si anume:
-cu cutite profilate,atunci cand sectiunea profilului nu impiedica accesul cutitului.
-dupa trasaj cu cutite standardizate,folosind si inclinarea suportului portcutit
-prin copiere dupa sabloane
-prin combinarea miscarilor suporturilor si mesei masinii de rabotat
Dintre lucrarile specifice ce se pot axecuta prin rabotare sunt:canale de pana ,canalarea si executarea gaurilor poligonale strapunse sau infundate.
Adancimea de aschiere la rabotarea de degrosare se va adapta in masura in care este posibil,egala cu adaosul de prelucrare.
Atunci cand indepartarea adaosului de prelucrare se face in doua operatii si se va stabili un numar minim de trecere.
La operatia de semifinisare adancimea de aschiere nu trebuie sa depaseasca 3 mm.
La finisarea cu cutitele late,adancimea de aschiere se ia 0,2.0,5 mm in functie de latimea cutitelor.
|
