PRINCIPII GENERALE
Sudarea cu arc electric in mediu de gaze protectoare, prin toate variantele cunoscute isi gaseste o aplicatie extinsa in domeniul particular al operatiilor de incarcare intrucat asigura in primul rand o protectie a arcului electric si a baii metalice fata de actiunea mediului inconjurator in mod special a aerului prin componentele sale cele mai periculoase: oxigenul, hidrogenul, azotul, etc. Procedeele de sudare care fac parte din aceasta categorie sunt prezentate sintetic in fig.
SAEMGP-sudarea cu arc electric in mediu de gaze protectoare.
SAEENF-sudarea cu arc electric cu electrod nefuzibil.
SAEEF-sudarea cu arc electric cu electrod fuzibil.
SHA-sudarea cu hidrogen atomic (arc-atom).
SGI-sudarea in gaze inerte.
SGI-MIG-sudarea in gaze inerte-metal activ gaz.
SGA-MAG-sudarea in gaze active-metal activ gaz.
SAGIA-sudarea in medii de gaze inerte si active.
Gazele inerte protejeaza baia de metal topit, nu intra in combinatii chimice cu alte el 434b19e emente si nu raman in cordonul depus.
Gazele active se dizolva si formeaza cu metalul lichid compusi chimici, ele influentand procesele metalurgice din spatiul arcului.
Electrodul nefuzibil are rolul de a forma arcul electric cu suprafata de incarcare, el neconsumandu-se fiind confectionat de regula din Wolfram sau thoriu, materialul de adaos introducandu-se din exterior in baia metalica, fiind formati din sarme, baghete, vergele tubulare etc. Pentru cazul de fata se poate aplica numai sudarea in medii de gaze inerte.
PROCEDEUL WIG
Sudarea WIG este un procedeu de sudare manual, sau poate fi mecaniat mai ales la operatii de incarcare.
Arcul electric se amorseaza intre un electrod nefuzibil (1) din W aliat cu Th, Zr, Ce, La si piesa de incarcat, ambele fiind conectate la un transformator (sursa) de sudare.
Contactul electric la electrodul de W se face printr-o piesa de contact din cupru montata in corpul pistoletului de sudare dand posibilitatea sa se deplaseze electrodul pe masura consumarii acestuia in timp. Concentric cu electrodul gazul de protectie (Ar, He) este adus da la butelie la duza (2) care asigura un debit constant de gaz protector necesar pentru protectia arcului de sudare si zona de sudare.
Schema de principiu a incarcarii prin procedeul de sudare W.I.G:
1-electrod de wolfram;2-duza insuflare argon; 3-vergea material de adaos; 4-arc electric; 5-depunere.
Se formeaza astfel o baie metalica provenita din topirea superficiala a suprafetei de incarcat si care se completeaza cu materialul de adaos provenit din vergeaua (3) introdusa in baia metalica (4) si mentinut permanent in jetul de gaz protector de catre operator. Acesta urmareste (prin masca de sudura) si regleaza in permanenta volumul de material de adaos necesar mai ales la operatii de incarcare, precum si adancimea de patrundere, implicit dilutia.
Electrodul din W este racit cu jetul de gaz sau apa, pentru a evita supraincalzirea sau deteriorarea sa.
Arcul se poate alimenta in c.a si c.c. in curent continuu exista doua modalitati de alimentare:
-polaritate directa c.c-, electrodul la catod si piesa la anod
-polaritate inversa c.c.+, electrodul la anod si piesa la catod.
La operatiile de incarcare prin procedeul WIG se lucreaza de obicei cu c.c.+, unde bilantul termic pe piesa e mai redus; ca rezultat baia metalica este larga si mai putin adanca.
Electrodul fiind bombardat de electroni, care-i cedeaza energia, se incalzeste puternic motiv pentru care se utilizeaza diametre mai mari ale electrodului de W sau obligatoriu racirea cu apa a acestuia. Ionii de Ar, fiind grei la impactul lor cu piesa, ei sparg pelicula de oxizi de pe suprafata piesei, iar jetul de gaz o inlatura, producandu-se o sablare electrica a piesei, fenomen deosebit de favorabil la piese acoperite cu oxizi greu fuzibili (Al, Hg).
Alimentarea in c.a. (utilizata mai ales la piese din Al) favorizeaza o situatie intermediara, fenomenele se amelioreaza in conditiile de curatire superficiala a suprafetelor.
Se mai utilizeaza si curent pulsat, in polaritate directa, situatie in care deformatiile sunt reduse.
Materialele pentru sudare constau din:
-electrodul de W aliat cu 2%Th, Zr, Ce, pentru imbunatatirea conditiilor de emisie, amorsare mai usoara a arcului, stabilitate mai buna a acestuia, incarcare mai mare de curent. Are lw=175 mm si dw=0,8;1,2;1,6;2;3;4;5;6 mm.
-gazul de protectie poate fi argonul sau heliul.
Este preferat argonul (puritate 99,9%, umiditate 0,03%) datorita avantajelor pe care le prezinta: ardere mai limitata a arcului; amorsare mai usoara, tensiune de ionizare mai scazuta la aceiasi lungime a arcului si curent de sudare, curatire mai eficienta a oxizilor din cauza greutatii mai mari a ionilor; pret de cost mai scazut mai accesibil.
-materialele de adaos sunt constituite de cele mai multe ori din vergele metalice de lungime 1000 mm, diametre 0,8; 1,2; 1,6; 2; 2,5;3,2;4mm din aliaje de tip CuNiAl .
Se utilizeaza pentru operatii speciale de incarcare vergele tubulare, benzi striate sau paste continand elementele de aliere necesare depunerii. Alierea in acest caz se face cu preponderenta din fluxul (pulberea) continuta in vergele. Alierea este posibila si din materialul metalic a vergelei (benzii). In aceste cazuri operatia de sudare WIG fiind un procedeu manual (oarecum similar cu sudarea cu flacara de gaze), arcul si baia metalica sunt vizibile sudorul are posibilitatea controlului procesului de incarcare. Se practica o pendularea electrodului de W, pentru obtinerea unor depuneri mai late.
Procedeul poate fi automatizat in cazul unor operatii speciale de incarcare, utilizandu-se materiale de adaos sub forma de sarma rece sau calda introdusa direct in spatiul arcului-baia metalica, urmand traiectoria pistoletului de sudare WIG.
In aceste situatii capul de sudare (pistoletul) WIG se pozitioneaza intr-un dispozitiv specializat care asigura deplasarea mecanizata (robotizata) a acestuia, concomitent cu alimentarea cu materiale de adaos-sarma (rece sau calda), piesa de incarcat fiind fixa sau deplasandu-se si aceasta intr-un sistem sincronizat cu pistoletul.
Forma, dimensiunile si configuratiile geometrice ale pieselor (subansamblelor) care se pot incarca (reconditiona) prin procedeul WIG sunt foarte diversificate. Incepand de la piese din domeniul mecanicii fine (aparatura medicala), scule aschietoare, scule pentru prelucrari la cald(stante, matrite, poansoane, etc), supape, vane, pana la piese de dimensiuni considerabile procedeul este folosit cu mare succes.
In unele situatii procedeul WIG de sudare este folosit pentru realizarea straturilor tampon (de legatura) in combinatie cu incarcarea prin sudare cu electrozi inveliti sau alte procedee.
PROCEDEUL SE SUDARE MIG
Stabilirea tehnologiei de incarcare prin procedeul MIG urmareste doua aspecte si anume:
- aspectul calitativ, asigurarea calitatii impuse incarcarii la cel mai inalt grad;
- aspectul economic, pretul de cost cat mai redus;
Aceasta presupune cunoasterea in primul rand a comportarii materialului de baza la incarcare, cunoasterea performantelor procedeului de incarcare utilizat, a parametrilor tehnologici si recomandarilor tehnologice specifice, cunosterea performantelor echipamentelor de sudare (incarcare) si exploatarea acestora.
Schema de principiu a procedeului de incarcare MIG este prezentata in figura.
 Principiul instalatiei de sudare
MIG
Principiul instalatiei de sudare
MIG
1 pistoletul pentru incarcare ;2 dispozitivul de avans al sarmei ;3 rola de sarma ; 4 butelia pentru gazul deprotectie ;5 piesa ;6 sursa ;7 contactor ; 8 dispozitivul de control pentru avansul sarmei,curentul de sudare, gazulde protectie si lichidul de racire al pistoletului.
Forma si dimensiunile picaturii de metal topit cat si tipul transferului, este determinat de o serie de factori:
- tipul curentului de sudare
- densitatea curentului de sudare
- compozitia chimica a sarmei electrod
- lungimea libera a sarmei electrod
- gazul de protectie
- caracteristicile sursei de sudare
Variatia volumului si a ratei de transfer a picaturii in functie de curentul de sudare este ilustrata in figura
Variatia volumului si a ratei de transfer a picaturii in functie de curentul de sudare.
Principiul de functionare al pistoletului pentru incarcare MIG :
- pistoletul este prevazut cu un tub electric de contact ce are rolul de a transmite curentul de sudare la sarma electrod.
- de asemenea asigura directionarea gazului de protectie prin intermediul conductei de gaz si a duzei
- la actionarea butonului de comanda se actioneaza curentul de sudare, sarma electrod si gazul de protectie asigurand astfel o productivitate mai ridicata.
Schema de principiu a pistoletului de incarcare cu arc dublu este prezentat in figura.
 Principiul instalatiei de sudare
MIG
Principiul instalatiei de sudare
MIG
1 pistoletul pentru incarcare ;2 dispozitivul de avans al sarmei ;3 rola de sarma ; 4 butelia pentru gazul deprotectie ;5 piesa ;6 sursa ;7 contactor ; 8 dispozitivul de control pentru avansul sarmei,curentul de sudare, gazulde protectie si lichidul de racire al pistoletului.
Procedeul prezinta o productivitate ridicata, o buna stabilitate a arcului electric si o participare redusa a metalului de baza la sudura.
Elaborarea tehnologiei de incarcare presupune parcurgerea unor etape cum ar fi:
Stabilirea cuplului sarma gaz de protectie pe baza criteriilor de alegere a sarmei, respectiv a gazului de protectie. Se precizeaza marca sarmei electrod si a gazului de protectie utilizate.
Stabilirea diametrului sarmei electrod. Diametru sarmei electrod poate fi dS = 0,6; 0,8;1,0; 1,2; 1,6;2;(2,4) mm. Alegerea diametrului se face in fuctie de grosimea metalului de baza, valoarea curentului de sudare, pozitia de incarcare, forma rostului.
Diametrul de sarma cel mai utilizat si care acopera o plaja mare de necesitati tehnologice la incarcare este 1,2 mm.
Stabilirea numarului de treceri. Depinde in principal de natura materialului de baza (sensibil sau insensibil la supraincalzire), de pozitia de incarcare. Pe baza acestor factori se stabileste aria trecerilor care poate lua valori cuprinse in domeniul 5 40 mm2.
nt = At/Atu unde:
At aria trecerii;
Atu aria trecerilor de umplere ale rostului;
nt numarul de treceri;
Gazul de protectie
Gazul de protectie are in principal rolul de a asigura protectia baii metalice si a picaturii de metal topit din varful sarmei electrod sau la trecerea acesteia prin coloana arcului impotriva interactiunii cu gazele din atmosfera, oxigen, hidrogen, azot, etc. In acelasi timp insa gazul de protectie are o mare influenta asupra desfasurarii procesului de sudare in ansamblul lui, actionand supra stabilitatii arcului, parametrilor tehnologici de sudare, transferul picaturii de metal topit prin coloana arcului, reactiilor metalurgice la nivelul baii si picaturii de metal, transformarilor structurale, proprietatilor mecanice si de tenacitate ale imbinarii, formei si geometriei cusaturii sudate, stropilor, productivitatii la sudare, etc.
Aceste influente complexe sunt determinate de proprietatile termo-fizice si de activitatea chimica a gazelor de protectie, care difera mult de la un gaz la altul. Prin urmare pentru alegerea corecta a gazului de protectie este necesara cunoasterea acestor proprietati si efecte pe care acestea le au in procesul de sudare.
►Stabilirea principalilor parametrii pentru realizarea operatiei de incarcare
a) diametrul sarmei electrod
b) calculul Is
c) calculul Ua
d) felul si polaritatea curentului
e) energia liniara
f) alegerea gazului de protectie
a) Diametrul sarmei electrod (de).
Diametrul electrodului se stabileste in functie de scopul urmarit, de grosimea depunerii si de accesibilitatea in zona de incarcat.
La sudarea in mediu de gaze protectoare MIG diametrele standardizate sunt: 0,8 ; 1 ; 1,2 ; 1,4 ; 1,6 .
Tinand cont de configuratia depunerii se poate folosi pentru MIG o sarma cu de = 1,2 mm.
Sarmele trebuie sa aiba suprafata neteda si curata, fara tunder, rugina si ulei. Pentru o mai buna conservare ea se acopera cu un strat de cupru lucios.
b)Calculul Is.
Ismin = 200 [A]
Ismax = 400 [A]
de =1,2 mm
c)Calculul Ua.
Ua Is V
d)Felul si polaritatea curentului.
Se va folosi sudarea in curent continuu, polaritatea directa (polul negativ la electrod) cc-.
e) Alegerea gazului de protectie
Se alege din tabele sau din recomandarile producatorilor de gaze protectoare.
CONCLUZII
Cercetarile efectuate au evidentiat posibilitatile de depunere a aliajelor de tip CuNiAl prin sudare preferential prin procedeele :
Sudare electrica manuala cu electrozi inveliti constituiti din vergea plina si invelis compozit sau din vergea de tip tubular cu autoprotectie sau cu protectie de invelis. In situatiile aratate alierea depunerilor se poate realiza din vergea sau mixt din vergea si invelis.
Sudarea electrica in mediu de gaz protector, inactiv, cu sirma tubulara, cu camasa din Cu trefilabil si miez pulverulent constituit din pulberi de tip CuNiAl sau amestecuri de pulberi specifice aliajului si componenti de protectie fata de oxidare de tip criolitic si/sau fluoroborici.
Tehnicile de incarcare si parametri tehnologici de sudare sunt specifici operatiilor de realizat (fabricare de piese noi; reconditionare; realizare de imbinari; etc.) .
PROCEDEUL MAG
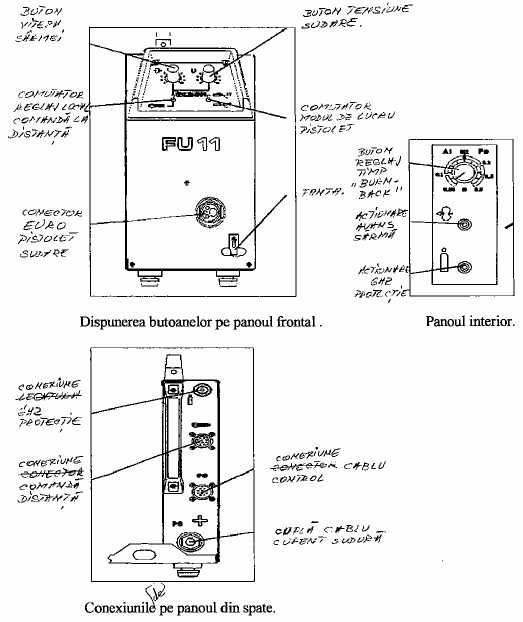
ECHIPAMENT DE SUDARE
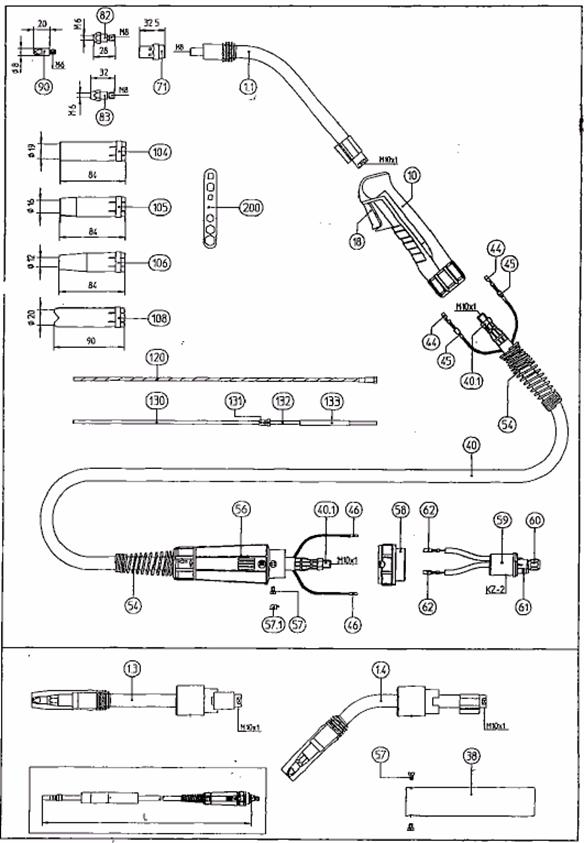
11 Gatul de labada (indoit Ia 50 grade).
13.Gatul de lebada drept.
14.Gatul de lebada (indoit Ia 45 grade).
10.Corpul pistoletului cu intrerupator.
18. Intrerupator.
38. Corpul pistoletului fara intrerupator
40.Cablul de putere (3m,4m,5m).
40.1 .Piulita hexagonala M 10*1 mm.
44. Cablurile cu conectori ale intrerupatorului.
45 Izolator plastic conector,
46. Cablurile cu conectori ale intrerupatorului.
54.Cablu suport arcuit.
56.Suport cablu.
57.Surub M4*6 mm.
58.Adaptor.
5Bloc adaptor central.
60.Surub M 10*1mm.
61.O-ring 4*1 mm.
62.Cablurile cu conectori ale intrerupatorului.
71.Difuzor de gaz.
82.Suportul duzei de contact M 6 28 mm (scurta).
83.Suportul duzei de contact M6 28 nm (lunga).
90.Duza de contact M 6 Ø 1.2 mm E-Cu (CuCrZr).
104.Duza de gaz cilindrica,ND Ø 19 mm.
105.Duza de gaz conica,ND Ø 16 mm.
106.Duza de gaz ND Ø 12 mm.
108.Duza de gaz, sudura in puncte, ND Ø 20 mm.
120.Ghidaj de sarma albastru,diametre sarma Ø 0.6.. .0.8 mm. Ghidaj de sarma rosu,diametre sanna Ø 1 1.2 mm.
130.Ghidaj sarma din teflon albastru Ø o.61.0 mm.
Ghidaj sauna din teflon rosu Ø 1 1.2 mm.
Ghidaj sarma din carbon teflon 0.6 1 mm.
Ghidaj sauna din carbon teflon Ø 1 1.2 mm.
INTRETINEREA PISTOLETULUI BE SUDARE:
Inainte de conectarea ansamblului de cabluri ale pistoletului verificati daca ghidajul sarmei corespunde diametrului si tipului sarmei utilizate.
Suflati prin ghidajul sarmei cu aer comprimat de fiecare data cand schimbati rola de sarma.
Verificati daca duza de contact montata sau cea inlocuita corespunde cu tipul si diametrul sarmei.
Inlocuiti componentele deformate sau uzate.
Capatul sarmei care se introduce spre pistolet trebuie sa nu aiba muchii ce formeaza unghiuri ascutite.
Curatati de stropi de cate ori este necesar, in interiorul si exteriorul duzei de gaz si a celorlalte componente (duza de contact, suportul duzei de contact). Utilizati pasta sau spray antistropi.
Probleme intalnite la utilizarea pistoletelor:
|
Lipsa arcului electric |
Intreruperea circuitului curentului de sudare la pistolet sau la piesa de lucru |
|
Aparitia arcului electric intre duza de gaz si piesa |
Stropi de metal in interiorul duzei de gaz |
|
Corpul pistoletului sau cablului incalzite puternic |
Curent de sudare prea mare Duza de contact nu este stransa corect Legatura la piesa nu are contact perfect |
|
Sarma de sudura topita in duza de contact |
Sarma de sudura porneste cu intarziere (butonul 'burn back') Sarma de sudura aluneca greu prin ghidajul de sarma datorita impuritatilor acumulate sau cablul este curbat prea mult Viteza de avans a sarmei este prea mica Duza de contact este mentinuta prea departe de piesa 'Burn-back' este pozitionat la o valoare prea mare |
|
Viteza inconstanta a sarmei de sudura |
Rolele de antrenare a sarmei sunt presate prea putin sau prea tare Depuneri in ghidajul sarmei Defecte in unitatea de avans sarma Tipul rolelor de antrenare a sarmei ales necorespunzator cu tipul si marimea sarmei Rolele de antrenare a sarmei uzate |
MATERIALE UTILIZATE
Sarma plina sau tubulara.
Gazul de protectie.
Bioxidul de carbon utilizat la sudarea MAG trebuie sa aiba puritatea de min. 99 %.
El se livreaza in butelii de malta presiune (sau baterii de butelii) sau inmagazinat in stocatoare si distribuit catre locurile de munca prin reteaua de distributie.
Bioxidul de carbon este un gaz mai greu decat aerul depunandu-se Ia partea inferioara a spatiilor inchise. Acest fàpt impune ventilarea spatiilor inchise.
Placutele de ceramica.
POZITII DE SUDARE
Sudarea in pozitie orizontala
 sudura in pozitie orizontala pe perete vertical
sudura in pozitie orizontala pe perete vertical
sudura in pozitie verticala
 sudarea in pozitie peste cap
sudarea in pozitie peste cap
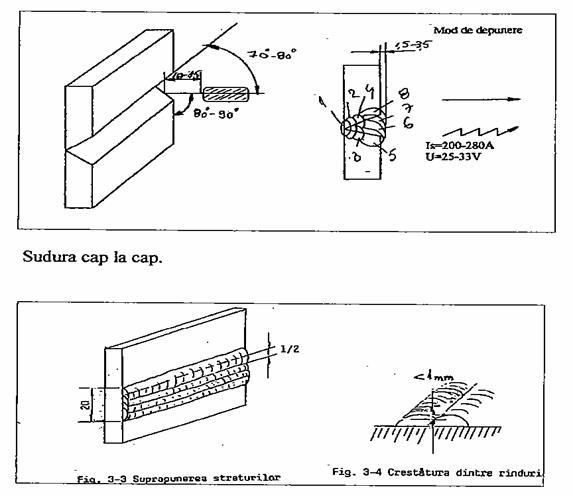
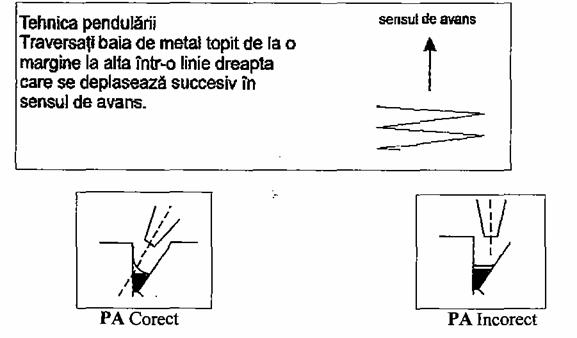
TEHNICA PENDULARII
Pendularea poate fi utilizata dar incalzirea Ia o temperatura prea ridicata (straturi groase) este insotita de o scadere a rezistentei sudurii. Zgura, daca se raceste rapid, formeaza suportul baii de metal topit si permite coeficienti ridicati de depunere.
REGULI DE LUCRU GENERALE
La racordarea buteliei de gaz protector, deschideti pentru scurt timp ventilul buteliei pentru purjare, inainte de a racorda la reductorul de presiune.
Curatati sursa de curent la intervale regulate de timp conform instructiunilor de utilizare, prin suflare cu aer comprimat uscat si fara urme de ulei; inainte de deschiderea sursei se scoate fisa din priza de alimentare
Verificati de mai multe ori pe zi ca legatura de masa la piesa sa fie facuta corect astfel incat sa nu existe caderi de tensiune prin contacte imperfecte
Verificati de mai multe ori pe zi daca indicatia debitului de gaz protector este corespunzatoare cu cea din instructiunea de lucru; verificarea se va face la reductorul de presiune si cu debitmetru manual la pistolet
Dupa stingerea arcului, mentineti pistoletul inca putin timp, in directia cusaturii in curs de racire, astfel incat curentul gazos sa actioneze inca asupra capatului metalului depus
Inainte de a incepe sudarea cu gaz protector, indepartati cu grija resturile de zgura de la prinderile provizorii, sudate manual
De la rolele de avans ale unitatii de avans sarma si pana la duza de contact, sarma de sudura este condusa printr-un dispozitiv (furtun de teflon sau spirala din otel); la montarea lui, de mai multe ori, este necesara scurtarea acestuia la dimensiunea potrivita iar muchia interioara trebuie debavurata dupa taiere
Purjati la intervale regulate de timp (dupa fiecare rola de sarma consumata) spirala din otel sau furtunul de teflon, cu aer comprimat uscat, in scopul eliminarii particulelor acumulate in interior
Stropiti in mod regulat duza de gaz cu o substanta de separare care impiedica aderarea pe ea a stropilor metalici, fara a ineca orificiul de iesire a gazelor din pistolet; se pot utiliza spray-uri antistropi sau pasta antistropi (in acest caz, capul duzei se afunda 2 3mm in pasta)
Indepartati, ori de cate ori este cazul, stropii metalici care s-au lipit in interiorul duzei de gaz; nu este permisa formarea de punti de stropi metalici in interiorul duzei de gaz
Reglati in asa fel timpul de ardere al arcului electric incat dupa stingerea arcului, sarma sa nu se lipeasca de baia de sudura solidificata, dar arcul sa nu arda pana la iesire sarmei din duza de contact
Reglarea gresita a parametrilor de sudare au drept rezultat un arc instabil si improscarea de stropi metalici care pe langa faptul ca reclama o prelucrare ulterioara pentru indepartarea lor mai perturba si formarea corecta a perdelei de gaz protector; se vor respecta parametrii de sudare din instructiunile de lucru si WPS
Respectati distanta dintre piesa de sudat si capatul duzei de contact (lungmea libera a sarmei electrod); in cazul arcului cu pulverizare (spray arc) ea trebuie sa fie de 18 20mm; in cazul arcului scurt (short arc) de aprox. 14mm
Luati in considerare efectul de 'cos' la sudarea in pozitie verticala si ascensiunea perdelei de gaz ca urmare a efectului termic provocat de o baie de dimensiuni mari
Nu lasati distanta prea mare intre duza de gaz si suprafata pieselor de sudat; daca distanta este prea mare, atmosfera de gaz protector nu mai este asigurata corespunzator in spatiul arcului si la suprafata baii de sudare; o marire a debitului de gaz doar partial eficienta in acest caz si duce la marirea costurlor
Pozitia pistoletului de sudare are o importanta influenta asupra patrunderii
Arcul electric trebuie sa topeasca flancurile rostului si stratul de radacina si nu are voie sa rada pe baia de sudare care se formeaza; in caz contrar se produce lipsa de topire laterala; acesta se poate intampla si daca unghiul rostului este prea mic; nu este permisa curgerea in avans a baii de sudura
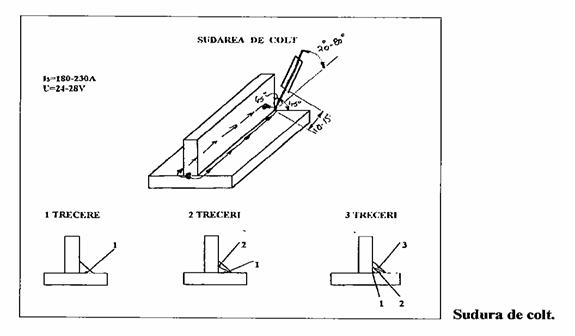
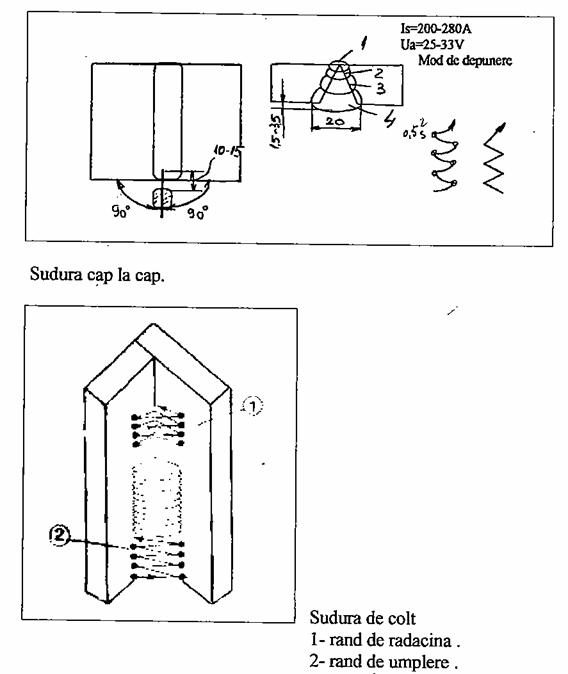
La executia sudurilor de colt din table de grosimi diferite, trebuie modificata in asa fel inclinatia pistoletului astfel incat acesta sa fie indreptat mai mult spre tabla mai groasa (sarma fiind indreptata spre punctul de radacina) sau se va mentine unghiul de inclinare de 450 dar sarma se va indrepta cu 2 3mm spre tabla mai groasa
La sudurile realizate intr-un singur strat si la sudurile de radacina, o pozitionare simetrica a pistoletului fata de marginile rostului asigura o patrundere suficienta a flancurilor fara producerea defectelor cum ar fi lipsa de topire; la sudurile de umplere si de acoperire trebuie luate in considerare si cusaturile deja depuse
O suprainaltare prea mare a cusaturii se produce atunci cand: viteza de sudare este prea mica, respectiv randamentul de topire este prea mare, inclinatia pistoletului este prea mare, tensiunea arcului de sudare este prea mica si/sau avansul sarmei este prea mare
Polizarea suprainaltarii excesive duce la cresterea costurilor
Adancitura in stratul de acoperire apara atunci cand:
la pendulare se asteapta prea mult la marginile rostului
stratul realizat printr-o singura trecere este prea lat
sectiunea stratului de acoperire este prea mare
Crestaturile marginale iau nastere atunci cand:
s-a asteptat prea mult la marginile rostului
tensiunea arcului este prea mare
cusaturile de colt realizate dintr-o singura trecere sunt prea groase
s-a adoptat o pozitie incorecta a pistoletului de sudare
Craterul final apare atunci cand arcul electric este indepartat prea devreme sau prea rapid, in momentul cand baia de sudare este inca prea mare; evitarea formarii craterului final:
prin umplerea craterului cu o miscare de dute-vino a pistoletului de sudare
utilizarea unei placute de capat
Incluziunile de zgura pot apar cand:
zgura (tunderul, arsura de laminare) este antrenata in baia de sudare
zgura produsa in cursul taierii termice nu a fost indepartata din rost
zgura ramasa de la straturile anterioare nu a fost indepartata total
Desprinderea zgurei se face mai usor daca suprafata cordonului de sudura este concava
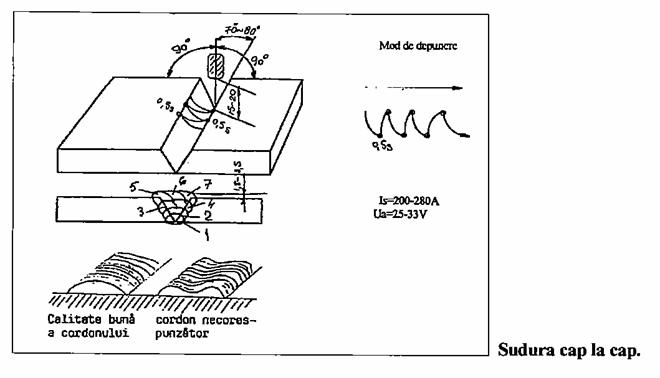
RECOMANDARI PRIVIND SUDAREA
Pentru a asigura patrunderea corespunzatoare si pentru a evita incluziunile de zgura si lipsa de topire - sudati intotdeauna spre dreapta (metalul topit ramane mereu in urma).
In felul scesta este mai usor sa se asigure o buna patrundere si sa se previna intinderea zgurei pe directia de avans pe directia de avans a baii de metal topit.
Sudarea spre stanga poate sa aiba ca rezultat o zona de legatura cu aspect rezonabil, dar patrunderea este deseori superficiala. Exista si riscul ca zgura sa se deplaseze inaintea frontului baii de metal topit, dand nastere unor incluziuni de zgura si a lipsei de topire.
Unghiul corect de inclinare este de 70-900. Daca unghiul este mai mic exista riscul patrunderii insuficiente si a lipsei de topire.
Important: Un defect care poate sa para la orice sarma tubulara rutilica, este incluziunea de zgura, la pozitia PC.
In acest caz, unghiurile inguste ale rostului stimuleaza formarea unor dare de zgura pe marginea superioara a placii, acestea fiind deseori asociate cu lipsa de topire. Sarmele rutilice au o predispozitie catre acest fenomen deoarece, datorita naturii lor, arcul electric are o putere mai mica. De asemenea,
sudura are tendinta de a curge, in special la pozitia PC, astfel incat apar cu usurinta incarcari convexe. Pentru prevenirea acestui fenomen, se poate mari unghiul rostului iar sudorul trebuie sa respecte distanta corecta dintre duza de contact si piesa de lucru si sa mentina un arc electric scurt pentru ca forta de penetrare sa fie optima.
DEFECTE
|
DEFECTE DE PROCES |
CAUZE PROBABILE |
|
Imersarea sarmei in metalul topit |
Parametri de sudare gresiti |
|
Arderea sarmei spre interior |
Dispozitivul de presare a sarmei este prea tensionat Parametri gresiti Duza de contact deteriorata / uzata |
|
Improscare cu metal topit |
Parametri de sudare gresit selectati Gaz protector neadecvat / debitul de gaz prea scazut Alimentare neuniforma cu srama a capului de sudare Duza de contact uzata Vopsea, rugina sau muradarie pe suprafata rostului |
|
Alimentare neuniforma cu sarma / arc electric instabil / incurcarea sarmei |
Tensionarea prea mica a rolei Duza de contact uzata / deteriorata Duza de contact de dimensiuni nepotrivite Invelis deteriorat / uzat / indoit Sarma murdara sau ruginita / bucle in sarma Nealinierea rolelor si tuburilor de conducere a sarmei / role uzate Bobina de sarma este franata Debit neeuniform de gaz |
|
