SUDAREA CU ARC ELECTRIC
5.1.Definitii
Conform SR EN4063 notarea numerica a celor mai importante procedee de sudare cu arc electric prezentam mai jos
11 Sudarea cu electrod fuzibil cu arc electric descoperit (autoprotectie)
111 Sudarea manuala cu electrod invelit
12. Sudarea cu arc acoperit
121 Sudarea sub strat de flux
13. Sudarea cu arc electric protejat
131. Sudarea cu sârma electrod fuzibil în mediu de gaz protector inert MIG
135. Sudarea cu sârma electrod fuzibil în mediu de gaz protector activ MAG
136 Sudarea cu sârma tubulara în mediu de gaz protector activ
137. Sudarea cu sârma tubulara în mediu de gaz protector inert
138. Sudarea cu sârma tubulara autoprotectoare
14. Sudarea cu electrod nefuzibil cu arc protejat
141 Sudarea cu electrod de wolfram în mediu de gaz protector inert TIG/WIG
15. Sudarea cu arc electric strangulet
151. Sudarea cu plasma
18 Alte procedee de sudare cu arc electric
5.2 SUDAREA CU ARC ELECTRIC
Arcul electric este o descarcare electrica stabila între doi electrozi la densitati mari de curent în mediu gazos.
Etapele amorsarii si formarii arcului electric sunt prezentate în figura 5.1.
Punctele de contact între electrod si piesa (figura 5.1.a), care constituie locurile de strangulare a liniilor de curent se vor încalzi pâna la temperatura de topire, datorita curentului de scurtcircuit mare. Sub influenta fortei de apasare F numarul punctelor de contact va creste continuu si zona de trecere electrod si piesa va fi formata dintr-o punte de metal lichid (figura 5.1.b). La ridicarea electrodului de pe piesa (figura 5.1.c) odata cu alungirea puntii de metal, datorita fortelor electromagnetice Fe se produce si o strangulare a ei. Aceasta determina o crestere a rezistentei electrice care conduce la cresterea temperaturii acestei portiuni. La atingerea temperaturii de fierbere a metalului are loc ruperea puntii metalice si formarea vaporilor metalici care fiind usor ionizabili asigura trecerea curentului în continuare sub forma unei descarcari în arc (figura 5.1.d).
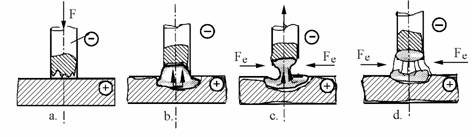
Figura 5.1. Etapele amorsarii si forarii arcului electric
Procesul de formare a arcului electric d 636d32g ureaza doar câteva fractiuni de secunda si se caracterizeaza prin fenomene fizice complexe:
Datorita transportului de ioni de la anod la catod, anodul va aparea sub forma unui crater iar catodul sub forma unui con.
Partile componente ale arcului electric sunt prezentate în figurile 5.2. si 5.3.
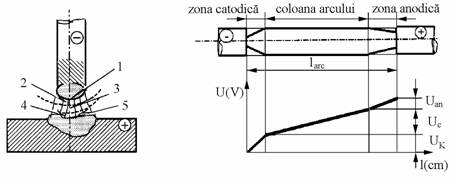
Figura 5.2 Delimitarea zonelor arcului Figura 5.3. reprezentarea simplificata a arcului
electric electric
5.2.1 SUDAREA CU ELECTROZI INVELIŢI
Sudarea cu arc electric, la care arcul se mentine între electrod si piesa fiind protejat numai de gazele si/sau zgura rezultate prin topirea electrodului, electrodul constituie metalul de adaos.
Se deosebesc:
sudarea manuala cu electrod învelit, la care electrodul este fixat într-un portelectrod care este condus manual de catre sudor,
sudarea gravitationala cu electrod învelit, la care acesta se aseaza înclinat în rost si care pe masura consumarii, se deplaseaza sub actiunea fortei de gravitatie,
sudarea mecanizata cu electrod învelit, la care electrodul se deplaseaza sub actiunea fortei de apasare a unui resort,
sudarea cu sârma tubulara autoprotectoare,
sudare cu electrod culcat
Sudarea cu arc electric cu electrozi (înveliti) fuzibili este procedeul cel mai des aplicat, deoarece prin utilizarea arcului electric poate fi concentrata o mare cantitate de caldura, iar operatia de sudare începe din momentul amorsarii arcului electric.
Curentul de sudare este furnizat de o sursa de curent care poate fi:
a) transformator
b) convertizor
c) redresor
d) invertor
a) Transformatoarele -sunt surse de curent alternativ coborâtoare de tensiune (valorile aproximative ale tensiunii si curentului în secundar sunt 70V si 500A). Pot fi racite natural sau în ulei.
Avantaje: - este simplu si are constructie ieftina
- nu are parti în miscare care se uzeaza
- are durata mare de viata
- randamentul este ridicat 70 - 90%
- pierderile de mers în gol sunt foarte reduse
- suflajul magnetic este foarte slab.
Dezavantaje: - factor de putere foarte slab, cos φ = 0,3-0,45
fiind monofazat încarca neuniform reteaua trifazata.
Partile constructive principale ale unui transformator electric sunt:
miezul feromagnetic, care este sediul câmpului magnetic principal
înfasurarile
partile de asamblare si accesorii
Schema unui transformator monofazat cu doua înfasurari este prezentata în figura 5.4.
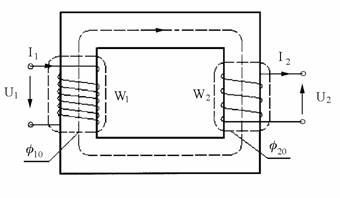
Figura 5.4. Schema transformatorului monofazat
Curentul de scurtcircuit este:
Din aceasta relatie rezulta ca, curentul de scurtcircuit poate fi modificat fie prin modificarea raportului de transformare al transformatorului:
în care: W1= numar spire primare
W2= numar spire secundare
fie prin modificarea reactantei XT (cu înfasurare mobila, reglare în trepte a numarului de spire în primar, cu sunt magnetic, cu bobina de reactanta separata, etc.).
b) Convertizoarele de sudare - sunt surse de curent continuu si se compun dintr-un motor de antrenare care poate fi motor cu ardere interna sau motor electric asincron si un generator de curent continuu cu caracteristica coborâtoare.
Avantaje: - încarca uniform reteaua de curent trifazata
- are randament ridicat 50-65%
- au factor bun de putere
- stabilitatea arcului este mai buna în curent continuu decât în curent alternativ
Dezavantaje: - cost ridicat
- consum mare de energie la mersul în gol
- întretinere costisitoare si pretentioasa.
Generatoarele cele mai des utilizate sunt:
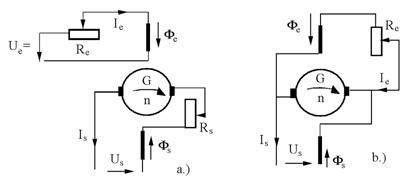
Reglarea curentului se face prin doua moduri:
cu reostatul Rs care modifica Isc.
c) Redresoarele - sunt surse de sudare de curent continuu compuse dintr-un transformator de putere si un redresor (de seleniu, diode sau tiristoare de putere).
Avantaje: - lucreaza fara zgomot, si asigura suduri uniforme de calitate;
- are factor de putere ridicat cos φ = 0,6-0,7;
- este mai simplu si mai ieftin decât convertizorul.
Dezavantaje: - este un utilaj scump;
- se defecteaza usor (elementele semiconductoare
d.) Invertoarele -Masa acestor surse este mult mai mica decât a surselor clasice. De exemplu pentru a produce un curent de sudare de 10 A în cazul surselor clasice aceasta sursa va avea o masa cuprinsa între 8 - 10 kg, iar în cazul surselor cu invertor masa acestora va fi cuprins între 1 - 1,2 kg.
Principiul de functionare a sursei cu invertor este prezentat în figura 5.6.
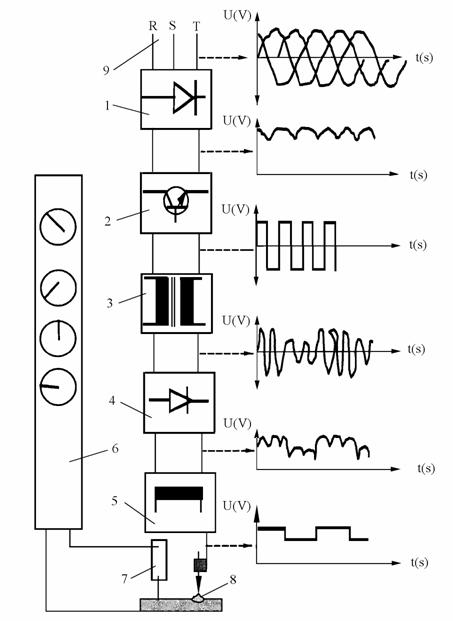
Figura 5.6. Schema sursei cu invertor
1 - redresor; 2 - comutator cu tranzistor; 3 - transformator cu înalta frecventa;
4 - redresor; 5 - bobina de netezire; 6 - pupitru de comanda; 7 - sunt;
8 - electrod si arc electric; 9 - reteaua trifazata
Curentul alternativ dat de reteaua de alimentare trifazica este redresat (1) si prin intermediul comutatorului cu tranzistor (2) este transformat în curent alternativ de înalta frecventa f > 20 kHz.
Pentru obtinerea unei tensiuni de frecventa înalta este necesar un transformator (3) mult mai mic decât la frecventa de 50 Hz. Dupa transformator un redresor (4) produce din nou curent continuu. Pentru netezirea acestui curent este introdusa în circuit o bobina de netezire (5) a carei masa la fel este mult mai mica decât la o sursa de sudare clasica.
Forma caracteristicii sursei în timpul operatiei de sudare cu impulsuri se modifica cu ajutorul celor doua tranzistoare aflate în comutatorul (2)
greutatea sursei este micsorata de circa 10 ori fata de cea specifica sursele precedente;
reducerea puternica a greutatii transformatorului si a inductantei de netezire;
posibilitatea oricarei forme de puls pentru curent de sudare;
Dezavantajele principale sunt:
necesitatea utilizarii unor tranzistoare de putere la tensiuni ridicate (800 - 1000 V)
sensibilitatea tranzistoarelor fata de supratensiunile ce apar pe reteaua de alimentare datorita altor masini electrice de forta, racordate la aceeasi retea de alimentare;
necesitatea montarii unui filtru de retea de constructie mai deosebita (cât mai usor) care sa protejeze reteaua fata de tensiunile transmise prin diferite cuplaje, cu frecventa de 300 Hz care este frecventa maxima a impulsurilor de curent la sudare.
Electrozii folositi la sudarea manuala cu arc electric pot fi:
-nefuzibili - carbune;
- wolfram;
-fuzibili - neînveliti;
- înveliti.
Învelisul trebuie sa asigure:
Arcul electric la sudare cu electrod învelit este prezentat în figura 5.7..
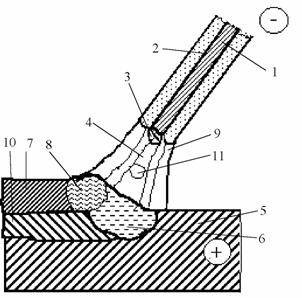
Figura 5.7. Arcul electric protejat
1 - inima metalica a electrodului; 2 - învelisul electrodului; 3 - picatura în formare;
4 - coloana luminoasa a arcului; 5 - metalul de baza; 6 - baia topita;
7 - zgura solidificata; 8 - zgura lichida; 9 - curentul de gaz în jurul arcului;
10 - metalul depus, cusatura; 11 - picatura de metal topit
În functie de rolul pe care îl au substantele care intra în compozitia învelisului se pot grupa în:
Substante ionizante, care la temperaturi ridicate se ionizeaza usor.
Substante zgurifiante, care produc zgura abundenta de greutate specifica mai mica decât a otelului. Asigura racirea înceata a cusaturii.
Substante dezoxidante care intra usor în combinatie cu oxigenul. Compusii lor intra în zgura.
Substante fluidizante si fondante care separa zgura si impuritatile din metalul topit, au punct de topire scazut.
Substante gazefiante care produc gaze cu o suprapresiune în spatiul arcului împiedicând patrunderea aerului în zona metalului topit.
Liantii care asigura rezistenta, elasticitatea si mentinerea învelisului pe sârma.
Plastifiantii care plastifica învelisul.
Substante de aliere si de adaos.
Dupa tipul învelisului electrozii de sudare pot fi:
oxidanti
acizi
titanic-rutilici
celulozici
bazici.
Alegerea electrozilor se face pe baza a doua criterii principale:
a) compozitia chimica sa fie cât mai apropiata de cea a materialului de baza;
b). caracteristicile mecanice sa fie cel putin egale cu cele ale materialului de baza (limita de curgere, rezistenta la rupere, alungirea, rezistenta la încovoiere prin soc).
5.2.2. TEHNICA SUDĂRII CU ARC ELECTRIC
Se parcurg urmatoarele etape:
Alegerea diametrului electrozilor si a valorii parametrilor de sudare.
Pentru sudarea stratului de radacina se recomanda utilizarea diametrelor de electrozi (de) mici: 2,5 mm sau 3,25 mm (pentru usurarea accesului la radacina se va evita folosirea electrozilor cu învelis gros).
Alegerea diametrului electrodului se va corela cu dimensiunile efective ale rostului (vezi figura 5.8.)
Pentru executarea straturilor de umplere a rostului se recomanda utilizarea electrozilor de diametru mai mare (4 mm, 5 mm) sau chiar utilizarea electrozilor cu învelis gros cu pulbere de fier în învelis.
Recomandarile sunt valabile în cazul îmbinarilor sudate cap la cap si a îmbinarilor sudate de colt.
În functie de tipul învelisului electrodului se stabileste natura si polaritatea curentului de sudare Is (curent alternativ sau continuu) În cazul curentului continuu aceasta poate fi cu polaritate directa adica electrodul legat la polul negativ al sursei sau cu polaritate inversa când electrodul este legat la polul pozitiv al sursei.
Curentul de sudare depinde de tipul (marca) si diametrul electrodului, pozitia de sudare, felul trecerii, grosimea componentelor etc.
Pentru stabilirea curentului de sudare se folosesc diferite relatii [5] dar toate sunt functie de diametrul electrodului
Is = f (de) (5.3.)
Tensiunea arcului (Ua) depinde de lungimea arcului, tipul învelisului electrodului, curentul de sudare, diametrul electrodului, etc.
Pentru stabilirea tensiunii arcului se utilizeaza relatia (5.4.)
Ua = f (Is) (5.4)
Viteza de sudare vs depinde de metalul de baza prin energia liniara admisa sa se introduca la sudare, aria trecerii, tipul si diametrul electrodului, pozitia de sudare, etc. Calculul vitezei de sudare se executa cu o relatie care este functie de Is
![]() (5.6)
(5.6)
unde η este randamentul arcului electric
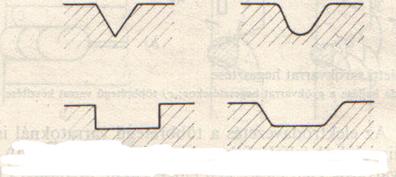
Pregatirea materialelor înainte de sudare. Ea consta în curatirea locului care se îmbina prin sudare de oxizi, rugina si pete de grasime prin sablare cu peria de sârma sau prin aschiere. Rosturile se pregatesc prin aschiere conform desenului de executie al constructiei metalice (vezi figura 5.8.). Se pot pregati si prin taiere termica.
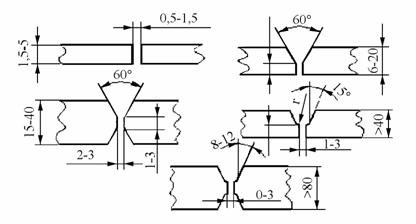
Figura 5.8. Forme de rosturi
Aprinderea si conducerea arcului. În functie de pozitia în spatiu a sudurilor, electrodul trebuie tinut într-o pozitie corespunzatoare,
Metodele de amorsare a arcului sunt prezentate în figura 5.9.
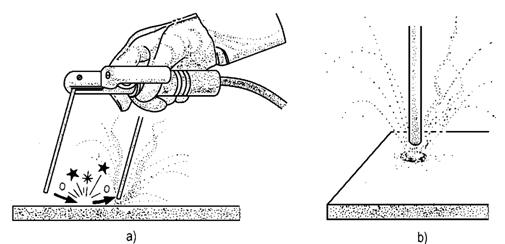
Figura 5.9. Metodele de amorsare a arcului electric
a.) aprindere de chibrit b.) prin atingere
Operatorul
trebuie sa fie preocupat totdeauna ca pozitia electrodului sa
fie înscrisa într-un plan perpendicular pe suprafata baii de
metal necesara realizarii sudurii (vezi figura 5.10). 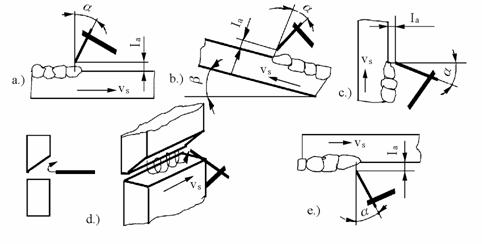
Figura 5.10. Pozitionarea electrodului
a).
pozitie orizontala ![]() pendulare; b).
pozitie înclinata
pendulare; b).
pozitie înclinata ![]() ;
;
c).
pozitie verticala ![]() ; d). pozitie cornisa;
; d). pozitie cornisa;
e.).
pozitie peste cap ![]()
5.2.2.1.Imbinari cap la cap în jgheab
Electrodul se conduce perpendicular pe cele doua componente în sectiune transversala, si la un unghi de 60-900 fata de perpenduculara sectiunii longitudinale în directia de sudare ( vezi figura 5.11)
Electrodul poate fi condus în linie dreapta (cazul cel mai simplu) sau prin pendulare, pendulare sub forma de arce de cerc si prin tesere vezi figura 5.12.
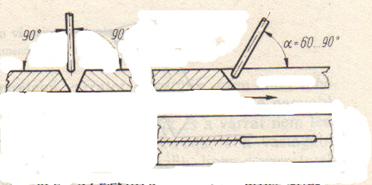
Figura 5.11. Pozitia electrodului în cazul sudarii cap la cap în jgheab
În general sudarea cu electrod invelit se utilizeaza la table peste 4 mm. Se poate suda si table mai subtiri pâna la 1 mm. În acest caz prinderea de sudura provizorie se va face la o distanta de 50 mm pentru ca la distante mai mari tablele se deformeaza si tablele dupa sudare nu vor fi în plan.
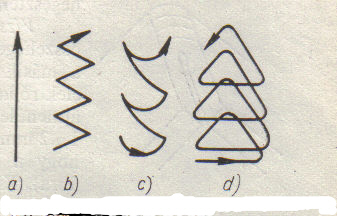
Figura 5.12. Conducerea electrodului în rost
a.) linie dreapta b)pendulare în zig-zag c.)pendulare dupa arc de cerc
d.) tesere
În cazul sudarii radacinii arcul se conduce în linie dreapta. Pentru straturile de umplere electrodul poate fi condus în doua feluri în linie dreapta si pendulat. Daca se utilizeaza pendularea atunci latimea pandularii trebuie sa cuprinda toata latimea rostului vezi figura 5.13.
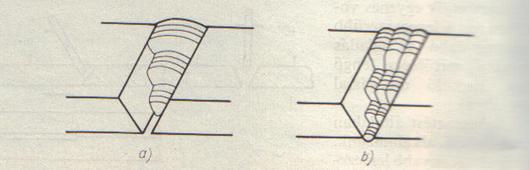
Figura 5.13. Cordoane de umplere
a.) prin pendulare b.) conducerea electrodului în linie dreapta
Tablele între 15-25 mm se sanfreneaza în X. În acest caz cantitatea de material de adaos topit este pe jumatate fata de senfren în V sau Y la acelasi grosime de material, dar presupune acces la tabla din amblele parti. Peste 25 mm se recomanda utilizarea sanfrenului în U sau dublu U.
Obs. Radacina în toate cazurile se executa cu electrozi de diametru 2,5 mm
5.2.2.2. Sudarea în jgheab a îmbinarilor de colt exterior
Ca sa avem patrundere corespunzatoare, radacina se va suda cu electrod cu diametru de 2,5 mm . În functie de grosimea componentelor se va suda în mai multe straturi (vezi figura 5.14)
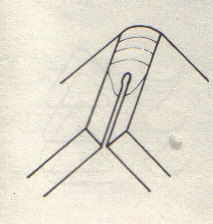
Figura 5.14. Sudarea îmbinarii de colt exterior în jgheb
5.2.2.3. Sudarea îmbinarilor de colt interior în pozitie orizontala
În acest caz pozitia relativa a celor doua componente este una orizontala ceaalalta verticala. În cazul unui cordon de colt pozitia electrodului trebuie sa fie în bisectoarea unghiului. În cazul placii verticale de trecere pozitia electrodului este tot în bisectoarea unghiului dar cu 1-2 mm mai sus de colt în vederea repartizarii mai uniforme a caldurii. ( ca placa orizontala sa nu se supraîncalzeasca) vezi figura 5.15
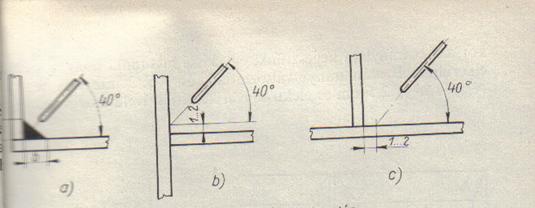
Figura 5.15. Conducerea electrodului în cazul realizarii unor cordoane de colt orizontal
a.)cordon de colt simplu b si c.) cordon de colt când una din table trece peste colt
Cordoanele de colt pâna la 5 mm se realizeaza dintr-un singur strat peste din mai multe functie de grosime.
Sudarea în jgheb a cordonului de colt este reprezentat în figura 5.16.Radacina se va suda cu un electrod cu diametru mic de exemplu 2,5 mm sau maxim 3,25 mm. Un exemplu de realizare a unui cordon de colt mai mare de 5 mm este prezentat în figura 5.17.. În acest caz se urmareste realizarea unui triunghi isoscel adica a=b figura 5.17.
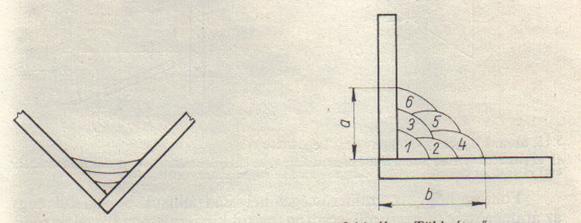
Figura 5.16. Sudarea în jgheab Figura 5.17. Sudarea unei îmbinari
a unei îmbinari de colt de colt din mai multe rânduri
5.2.2.4. Sudarea verticala a unor îmbinari cap la cap
Electroda se conduce pe un plan perpendicular pe suprafata tablelor componentelor. În cazul sudarii radacinii sau realizarea unui cordon dintr-o singura trecere, electroda va fi condus sub forma de triunghi conform figurii 5.18.a.. Radacina se va suda cu electrod cu diametrul de Ø2,5 mm
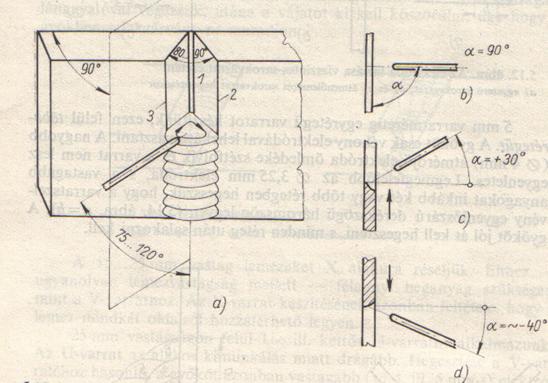
Figura 5.18. Conducerea electrodului în cazul sudarii verticale a unui cordon cap la cap
a.)conducerea electrodului în cazul sudarii verticale ascendent b ) suderea verticala a tablelor subtiri
c si d) sudarea verticala a tablelor mai groase cap la cap ascendent si descendent
Radacina se va suda cu un electrod cu diametrul de Ø2,5 mm. Important este alegerea curentului de sudare. La curenti prea mari apare curgerea baii, la curenti prea mici se lipeste electrodul de piesa, respectiv apar defecte în îmbinare.
În cazul sudarii unui cordon din mai multe straturi tehnica de conducere a electrodului este reprezentat în figura 5.19
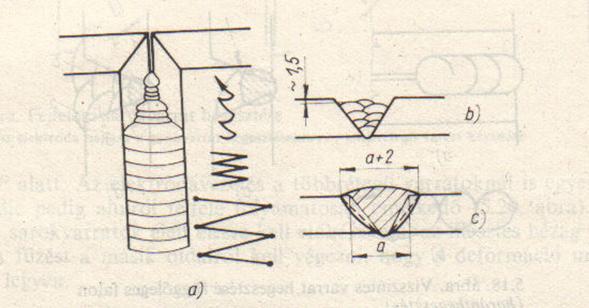
Figura 5.18. Sudarea verticala a unei îmbinari cap la cap din mai multe straturi
a) conducerea electrodului în cele trei straturi (punctul reprezinta oprire) b) sectiunea cordonului inaintea ultimului strat c) dupa ultimul strat
5.2.2.5. Sudarea verticala a unor îmbinari de colt interior
Cordonul se realizeaza prin pendularea sub forma truinghiulara ascendent. Aceasta miscare trebuie sa fie cât se poate de uniforma. Diametrul electrodului folosit va fi de Ø2,5 mm
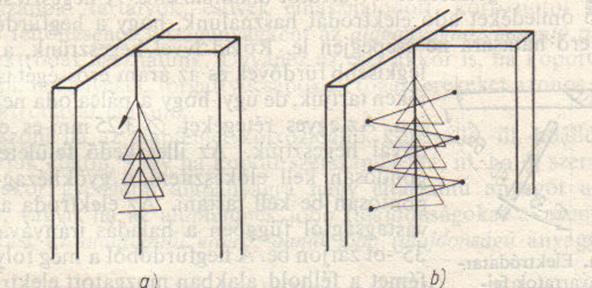
Figura 5.19. Conducerea electrodului la sudarea verticala a cordoanelor de colt
a.) sudarea radacinii sau a unui cordon de colt b.) sudarea cordonului de colt vertical din mai multe treceri
5.2.2.6. Sudarea cap la cap orizontala pe perete vertical (cornisa)
Este o pozitie destul de dificil de executat. Radacina se executa cu electrod de diametru de Ø2,5 mm descriind cercuri.vezi figura 5.20.
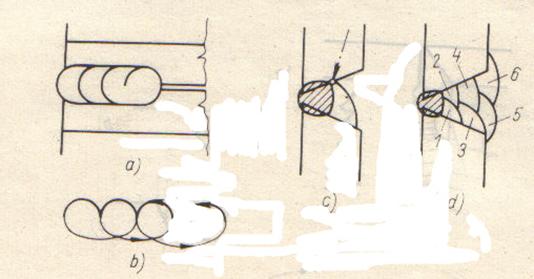
Figura 5.20Sudarea cap la cap orizontala pe perete vertical( cornisa)
a.)executarea radacinii. b.)conducerea electrodului prin miscare de rotatie
c.)sudare gresita d.)straturile de umplere
Cordoanele de umplere se realizeaza de jos în sus.
5.2.2.7. Sudarea peste cap (cap la cap si de colt)
Se utilizeaza electrod special pentru aceasta pozitie ca baia de metal topit sa nu se desprinde din cauza fortei gravitationala. Se sudeaza cu arc cât mai scurt, baia de metal topit trebuie sa fie cât mai mica. Radacina se sudeaza cu electrod de diametru Ø2,5 mm iar restul straturilor cu Ø3,25 mm. Pregatirea rosturilor în acest caz se va executa mai pretentios, Pozitia electrodului se va conduce conform figurii 5.21
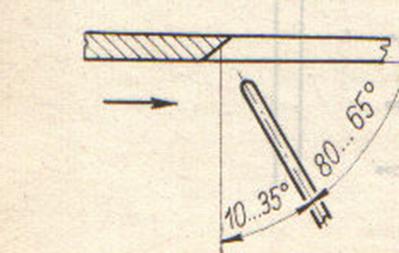
Figura 5.21 Pozitia electrodului la realizarea unui cordon cap la cap în pozitia peste cap
La sudarea cordoanelor de col' peste cap radacina se sudeaza cu electrod cu diametrul de Ø2,5 mm Electrodul se conduce pe bisectoarea unghiului adica la 450 respectiv 700 la directia de avans a electrodului. Vezi figura 5.22
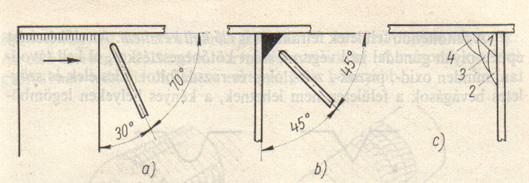
Figura 5.22. Sudarea peste cap a îmbinarilor de colt.
a.)si b) pozitia electrodului la sudarea radacinii c)realizarea straturilor
5.2.2.8. Încarcare prin sudura
În cazul pieselor reperelor care au suferit coroziune în adâncime. Se utilizeaza material de adaos identic cu material de baza. În cazul când materialul de baza trebuie acoperit cu un strat care sa reziste la coroziune sau de o rezistenta mai mare, materialul de adaos va fi mult diferit de material de baza. În acest caz prima data se sudeaza un strat de tampon filiform cu un material de adaos intermediar din punct de vedere a caracteristicilor.
Pregatirea suprefetelor înainte de încarcare se prezinta pe figura 5.23
Incorect corect
5.23. Pregatirea materialului de baza pentru încarcare
Ordinea de încarcare se face conform figurii 5.24
Rândurile trebuie trase paralel.
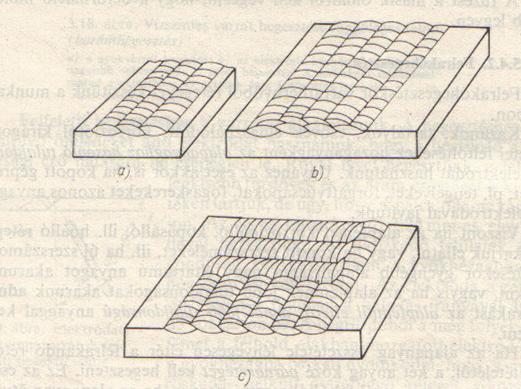
Figura 5.24. Încarcarea suprafetei
a) într-un strat longitudinal b) în mai multe straturi longitudinal
c). Longitudinal transversal
|
