Utilizarea robotilor industriali.
Robotii se utilizeaza in toate domeniile activitatii umane. Ele urmaresc satisfacerea unor necesitati individuale, de grup sau sociale, realizand economia. Economia se imparte in sectoare si domenii.
|
NR CRT |
DOMENIUL ECONOMIC |
SECTORUL |
|
|
Agricultura si silvicultura, zootehnie si piscicultura |
Primar |
|
|
Gospodarirea energiei, alimentarea cu apa, extractia materiilor prime |
Secundar |
|
|
Activitati de prelucrare |
|
|
|
Activitati de constructii |
|
|
|
Comert |
Tertiar |
|
|
Circulatie si transport |
|
|
|
Institutii de credit si asigu 212g66c rare |
|
|
|
Prestari de servicii fara scop de castig |
|
|
|
Gospodarii private |
|
|
|
Institutii regionale si asigurari sociale |
Productia apare in toate sectoarele economiei si anume in sectoarele primare si secundare, productia materiala, iar in sectoarele tertiare preponderenta devine productia nemateriala si anume a serviciilor.
Robotul industrial poate manipula:
- obiecte de lucru
- scule
2.1Domeniile de aplicatie ale robotilor industriali
|
Robotul industrial manipuleaza |
|||
|
Nr crt |
Obiecte de lucru |
Nr crt |
Scule |
|
Domeniul de aplicatie |
Domeniul de aplicatie |
||
|
|
Servirea unor masini utilaje/instalatii/dispozitive |
|
Furnal (desfundare canal de turnare) |
|
|
Cuptoare de otelarie (incar-care, manipulare lingouri) |
|
Formare |
|
|
Laminoare (manipulare lin-gouri, laminate) |
|
Prelucrarea unor semifabri-cate |
|
|
Utilaje de miezuit |
|
Turnate, demaselotare |
|
|
Cubilouri (incarcare, ma-nipulare oale de turnare) |
|
Turnate, curatire |
|
|
Masini de turnat sub presiune |
|
Turnate, forjate, aschiate, debavurare si polizare |
|
|
Utilaje de turnare de precizie |
|
Sablare |
|
|
Utilaje de tratament termic (cuptoare, bai) |
|
Prelucrarea unor semifabricate |
|
|
Ciocane si prese de forjare |
|
Prin aschiere |
|
|
Ciocane si prese de matritare la cald |
|
Prin fascicul laser |
|
|
Masini de forjat orizontale |
|
Prin jet de apa cu inalta presiune |
|
|
Prese de matritare si stantare la rece |
|
Sudare |
|
|
Utilaje de presat materiale plastice |
|
Prin presiune in puncte |
|
|
Cuptoare de uscat |
|
Cu arc in mediu de gaz protector |
|
|
Utilaje fixe pentru deba-vurare, demaselotare, cu-ratire, sablare sudare, vop-sire |
|
Lipire |
|
|
Metalizare |
||
|
|
Masini unelte de prelucrat prin aschiere |
|
Vopsire |
|
|
Umeda |
||
|
|
Masini unelte de prelucrat prin procedee neconven-tionale |
Uscata |
|
|
|
Masini de lucru in industria alimentara, textila, de pielarie, de incaltaminte, a lemnului, etc. |
|
Masurare, control de calita-te, testare |
|
|
Dispozitive ale instalatiei aducatoare / de evacuare |
|
Operatii in "camere curate" |
|
|
Paletizare / depaletizare |
|
|
|
|
Montaj |
||
2.2Definitii utilizate la roboti industriali sunt:
Prin "paletizare / depaletizare" se intelege operatia de asezare / scoatere a obiectelor din locasurile depozitelor tip paleta.
Prin "montaj" ("asamblare") se intelege operatia de constructie a unui ansamblu prin imbinarea mai multor obiecte de lucru componente.
Prin "faza de operatie" se intelege secventa componenta a operatiei aferenta unui obiect de lucru din multimea obiectelor de lucru manipulate
In timpul fazei de montaj propriu-zis, robotul industrial trebuie sa fie condus dupa un program de traiectorie continua.
Prin "servire" se intelege operatia de introducere a obiectului de lucru in masina / utilajul / instalatia / dispozitivul in care se produce operatia de prelucrare si extragerea lui dupa terminarea prelucrarii.
In timpul operatiilor robotizate de prelucrare cu scule purtate se necesita reglarea / ascutirea / curatirea periodica a sculelor. De acesta, in componenta sistemului de fabricatie robotizat se vor prevede posturi de lucru automate care permit executarea operatiilor amintite, cuprinse in ciclogramele de lucru ale sistemului si in programele de comanda aferente.
Flexibilitatea robotului in aplicatiile in care acesta manipuleaza scule este asigurata prin reprogramare, respectiv prin posibilitatea schimbarii efectorului final, inclusiv automat, robotul conlucrand in acest caz cu un depozit automat de scule / capete de forta cu scule.
Sistemele de fabricatie in care robotul executa operatii tehnologice cu scule purtate pot cuprinde si instalatii aducatoare / de evacuare cu dispozitive de transfer si roboti de manipulare a obiectelor si dispozitivelor de lucru in operatii de "servire".
Domenile de aplicatie in care robotul manipuleaza scule, sunt:
Destuparea manuala a canalului de turnare la furnale este o operatie cu un inalt grad de dificultate fizica si periculoasa pentru integritatea operatorului uman care executa operatia. El poate fi inlocuit de o instalatie de teleoperare, care manipuleaza un ciocan de perforat actionat pneumatic (un cap de forta), cu care operatia de destupare se realizeaza prin lovituri mecanice.
confectionarea formelor de turnatorie, unele dintre ele nu se pot executa prin vibrare si necesita indesarea pamantului de turnare prin batere. Aceasta operatie poate fi executata de robot (instalatii de teleoperare), care manipuleaza un cap de forta cu scula de indesare (de "batere") actionata pneumatic.
Demaselotarea si curatirea pieselor turnate, debavurarea si polizarea pieselor turnate, forjate sau prelucrate prin aschiere se realizeaza folosind scule adecvate, actionate prin capete de forta manipulate de roboti. Dificultatea operatiei consta in geometria neregulata, imprevizibila a obiectelor de lucru supuse prelucrarii. Se folosesc instalatii de teleoperare cu reactie de forta / moment sau roboti industriali condusi adaptiv, pe baza informatiilor furnizate de senzori de forta / moment.
Sudarea prin presiune in puncte utilizeaza ca efector final al robotului un cleste de sudare, al carui electrozi sunt presati pe componentele de tabla care urmeaza a fi asamblate.Robotul trebuie sa pozitioneze electrozii in punctul de sudura de executat si sa orienteze axa comuna a acestora, normala pe suprafetele componentelor de tabla. Transferul clestilor de la un punct de sudura la altul poate fi realizat dupa un program punct cu punct (PTP).Dispozitivul de ghidare al robotului de sudare prin presiune in puncte trebuie sa aiba cel putin 5 grade de mobilitate, sa asigure acceleratii mari la trecerea de la un punct la altul iar mecanismul generator de traiectorie trebuie sa asigure realizarea unui spatiu de lucru mare. Sistemul de fabricatie in care exista un post de sudare prin presiune in puncte trebuie sa contina si un post de corectare (prin frezare) a formei geometrice a electrodului.
Repetabilitatea robotilor utilizati pentru sudare prin presiune in puncte este cuprinsa intre 0,5 1 mm.
Robotii industriali utilizati in operatii de acoperire a suprafetelor prin vopsire, manipuleaza scule de tip "pistol". Acestea contin o duza prin care realizeaza pulverizarea vopselei lichide sau imprastierea vopselei sub forma de pulbere. Pulverizarea se realizeaza fie sub actiunea unui jet de aer comprimat, fie sub presiunea care se exercita asupra suprafetei lichidului aflat intr-un rezervor din care se alimenteaza pistolul (procedeul "airless"). In acelasi rezervor se realizeaza la nevoie si preincalzirea vopselei.
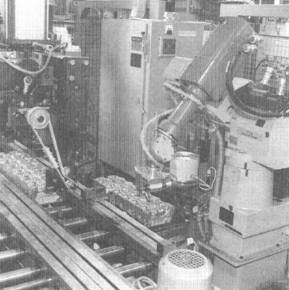
Mai jos se prezinta diferiti roboti care manipuleaza scule
Post de lucru robotizat pt.
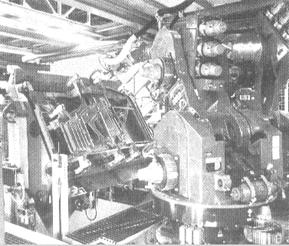
debavura-rea chiulaselor de motor cu 6 cilindri Post de lucru
robotizat pentru sudarea prin puncte a unei usi de autocamion
Sistemul robotizat de vopsire trebuie sa contina un dispozitiv automat de curatire a pistolului, cu functionarea inclusa in ciclul de functionare al robotului. In cazul in care robotul trebuie sa vopseasca cu vopsele de diferite culori / calitati, el va fi prevazut cu un dispozitiv de schimbare automata a efectorului final, care va conlucra cu un depozit de scule (pistoale) amplasate in periferia robotului. Comanda robotilor de vopsire se face prin programe multipunct (MP) sau de traiectorie continua (CP).
In componenta sistemului de acoperire robotizata mai intra o instalatie aducatoare / de evacuare, cu miscarile dispozitivelor fata de care robotul isi sincronizeaza propriile miscari.
Prelucrarea prin aschiere a unor obiecte cu ajutorul unor scule purtate de robot se utilizeaza in cazul obiectelor de dimensiuni mari, care nu pot fi montate in dispozitivele de lucru ale masinilor unelte. Senzori de forta - moment controleaza desfasurarea procesului de aschiere. Robotul trebuie sa aiba o exactitate de repetabilitate de 0,01 0,05 mm.
Eficiente tehnico-economice deosebite prezinta robotizarea proceselor de prelucrare prin tehnologii neconventionale: cu fascicul laser sau cu jet de apa de inalta presiune.
Cu ajutorul fasciculului laser se pot efectua operatii de sudare, de taiere si de tratament termic superficial de precizie, cu influentarea minimala a structurii metalului din zona de prelucrat. Scula manipulata de robot este in acest caz un cap laser (Fig. 16), continand un sistem optic, care asigura concentrarea puterii fasciculului pe o suprafata mica a obiectului.
In figura de mai jos se prezinta principiul de functionare al robotului manipuland un "instrument de zero", in cadrul operatiei de masurare a unei caroserii de automobil.
Deseori, operatiile de control de calitate si inspectie se realizeaza cu ajutorul unor capete de lucru echipate cu senzori video (metode "ochi in mana"). Robotii utilizati in operatii de masurare, control de calitate, testare si inspectie, manipuleaza ca si scule capete de lucru, care realizeaza operatiile respective in diferite zone ale obiectului de lucru. Constructia capetelor de lucru in cauza este adecvata tipului de operatie de realizat.
|
