ALTE DOCUMENTE
|
||
Varianta 56
SUBIECTUL I (30 puncte)
I.1. Pentru fiecare din cerintele de mai jos (1 - 5), scrieti pe foaia de examen, litera
corespunzatoare raspunsului corect.
(10p)
1 Dintre metodele de masurare de mai jos este metoda de masurare indirecta:
a. masurarea unei lungimi cu ajutorul unei rigle gradate;
b. masurarea densitatii prin masurarea masei si a volumului ;
c. masurarea masei folosind o balant& 424x2313e #259;;
d. masurarea tensiunii electrice cu voltmetru digital;
2 Calele plan paralele sunt folosite pentru:
a. verificarea si reglarea instrumentelor de masurare;
b. verificarea rugozitatii suprafetelor ;
c. controlul conicitatilor interioare;
d. controlul pozitiei relative a pieselor;
3 Arcurile formate din bare înfasurate dupa o elice pe o suprafata directoare sunt arcuri:
a. lamelare;
b. cu foi;
c. elicoidale;
d. bara de torsiune;
4 Precizia de masurare a sublerelor poate fi:
a. 0,1mm; 0,2mm; 0,5mm;
b. 0,01mm; 0,002mm; 0,001mm;
c. 0,1mm; 0,05mm; 0,02mm;
d. 0,1mm; 0,01mm;
5 Prin metoda goniometrica unghiul este determinat direct în grade, minute si secunde
utilizând:
a. raportoare, microscopul universal;
b. rigla de sinus ;
c. cale unghiulare, echere;
d. calibre;
I.2. În coloana A sunt indicate diferite Marimi iar in coloana B, Mijloace de masurare ale
acestora. Scrieti pe foaia de examen asocierile corecte dintre fiecare cifra din colana A si
litera corespunzatoare din coloana B.
(10p)
I.3. Transcrieti pe foaia de examen, litera corespunzatoare fiecarui enunt (a, b, c) si notati în
dreptul ei litera A, daca apreciati ca raspunsul este adevarat sau litera F, daca apreciati ca
raspunsul este fals. În cazul în care considerati ca raspunsul este fals, transformati raspunsul
în asa fel încât aceasta sa devina adevarat.
(10p)
a. Tensiunea electrica este lucrul mecanic efectuat de sursa pentru deplasarea sarcinii
electrice pe întregul circuit.
b. Sferele sunt bile calibrate de diametre diferite utiolizate la verificarea interstitiei dintre doua suprafete
c. Ruletele sunt masuri terminale pentru masurarea lungimilor
SUBIECTUL II (30 puncte)
II.1 Definiti rezolutia mijloacelor de masurare
(4p)
II.2. Scrieti, pe foaia de examen, informatia corecta care completeaza spatiile libere:
(6p)
a. Asamblarile nedemontabile sunt asamblarile pentru a caror desfaceri este
necesara ...(1)..partiala sau totala a organului de asamblare sau a
pieselor componente.
b. Operatia de înlaturare a materialului prins de capetele nitului se numeste
c. La asamblarea prin presare, presiunea necesara transmiterii momentului de
torsiune se realizeaza printr-un ajustaj cu ....(3)....între arbore si butuc.
II. 3. În schema de mai jos se prezinta o clasificare a proceselor de productie.
(10p)
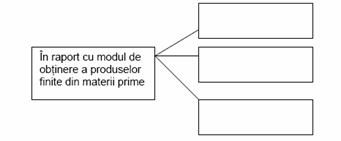
a. Completati spatiile libere cu tipurile de procese specifice acestei clasificari
b. Dati cate un exemplu pentru doua dintre aceste tipuri de procese.
II.4. Se considera procedeul de asamblare din figura de mai jos.
(10p)
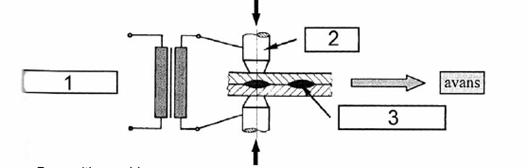
a. Denumiti asamblarea .
b. Precizati un domeniu de utilizare al acestui proces.
c. Identificati elementele 1, 2 si 3.
SUBIECTUL III (30 puncte)
Realizati un eseu structurat cu tema "Asamblarea pieselor", dupa urmatoarea
structura:
a. Definirea asamblarii;
b. Enumerarea documentelor tehnologice necesare proiectarii operatiei de
asamblare.
c. Precizarea metodelor de asamblare
d. Identificarea metodei de asamblare care se poate aplica în cazul asamblarii a 5
elemente a caror tolerante sunt:
T =0,002mm, T =0,002mm, T =0,004mm, T =0,012mm, stiind ca valoarea
tolerantei elementului de închidere este Tinc=0,02mm
e. Precizarea tipul de productie la care se poate aplica metoda identificata la
punctul d.
Asamblarea este operatiunea de reunire, intr-o succesiune bine determinata, a elementelor constituente ale unul sitem ethnic, in scopul de a indeplini cerintele tehnologice impuse.
Dupa modul de demontare, cu sau fara deteriorarea a cel putin unuia dintre elementele componente, se pot defini urmatoarele grupe de asamblari:
-Asamblari Nedemontabile prin nituire
prin sudare
prin lipire
prin presare
-Demontabile prin filet
prin pene
canelate
cu elemente elastice
La asamblarile prin presare, forta de frecare care apare intre cele doua suprafete creaza o presiune de contact. Cand deformatiile suprafetelor in contact sunt elastice, asamblarea este demontabila. Daca apar si deformatii plastice, asamblarea va intra in categoria asamblarilor nedemontabile.
METODE DE ASAMBLARE
Piesele componente ale unui produs trebuie sa aiba la asamblare o anumita pozitie reciproca in limite de precizie date care sa indeplineasca conditiile de functionare.
La asamblarea pieselor se folosesc doua feluri de metode de asamblare:
. Bazate pe interschimbabilitatea totala
. Bazate pe interschimbabilitatea partiala.
Metoda interschimbabilitatii totale permite asamblarea fara nici un fel de sortare sau ajustare prealabila.
Avantajele metodei:
. se aplica in productia de serie mare si masa
. nivelul de pregatire profesionala al muncitorilor poate fi scazut
. la asamblare nu sunt necesare ajustari
. productivitatea muncii la asamblare este ridicata
. piesele sunt interschimbabile fara sortare
Dezavantajele metodei:
. precizia de prelucrare este ridicata
. piesele se executa cu tolerance foarte mici
. la prelucrare se utilizeaza dispozitive si utilaje specializate
. pretul de cost al pieselor este ridicat
|
