ME 400P
Practical Training
About the Organization:
Punjab Tractors
Limited is an Indian Tractor manufacturing company that was established on
PTL began its commercial operations in April 1974 In the 28 years till March
2003, it has sold more than 500,000 tractors. While the journey commenced in
the north, PTL today has an all
After disinvestments of its shares by P.S.I.D.C. shareholding patterns as on December, 2003 are as follows
|
Punjab Tractors Limited consists of following divisions: -
1. SWARAJ TRACTORS DIVISION, SAS Nagar, Capacity of 300000 tractors p.a.
2. SWARAJ FOUNDRY DIVISION, Majri, Capacity 8000 M.T. castings
3. SWARAJ COMBINE DIVISION, Chhapar Cheri, Capacity of 300000 tractors p.a.
These plants set
up at most economic outlays, also represent the most productive tractor
facilities in the country, with concept and the technology in the new plant
matching global standards. Today PTL stands as a multi product multi location
unit manufacturing Tractors, Harvester Combines, Industrial Forklifts, Agricultural Implements and Automotive castings. PTL is
actively participating in the industrial scene of
On the social front also, PTL has always risen to the occasion and assumed the social responsibility by contributing to national causes like floods, Kargil War and in the matters of community development. In the wake of Kargil conflict, the members, business associates and employees contributed a total of Rs. 10551000 for Armed Forces Welfare Fund and a cheque of like amount handed over to army authorities.
Products:
The major products of Punjab Tractors limited are divided into two categories i.e. for domestic consumption and overseas consumption.
The domestic products include the following:
Swaraj 855
Swaraj 939 FE
Swaraj 834 FE
Swaraj 744 FE
Swaraj 735 FE
Swaraj 733 FE
Swaraj 724 FE
Swaraj 722
Forklift 15
Forklift 20
Forklift 30
Electric Forklift 15
Swaraj 8100-Harvester Combine
The products for overseas consumption include:
Swaraj 978 FE, 4 Wheel drive
Swaraj 978 FE, 2 Wheel drive
Swaraj 855 FE, 4 Wheel drive
Swaraj 939 FE, 4 Wheel drive
Hierarchy of the Organization:
Board of Directors (B.O.D)
Working Directors: Vice Chairman and Managing Director
Executive Directors: Finance, Human Resource and Development, Manufacturing, International Business Division, Material Services, Swaraj Automotive Limited, Swaraj Motors Limited, Senior Vice-President (Marketing)
Vice Presidents: 3-4 under each Executive Director in level 3
Assistant Vice President
General Manager
Chief Manager
Senior Manager
Manager
Assistant Manager
Senior Engineer
Engineer
Assistant Engineer
Junior Engineer
Operating Class
The level 5-15 are under each vice president of level 4.
Employee Strength:
The total numbers of employees currently under the Mohali division of PTL are around 1600. These comprise of 500 in management staff and rest is working staff.
Financial Information:
Annual Turnover for the financial year 2003-04 = Rs. 641.44 crores
Net Profit = Rs. 43.11 crores
%age turnover spent on Research and development = 1.28%
Market Share = 15 %
Earning per share = Rs. 7.10
Inputs:
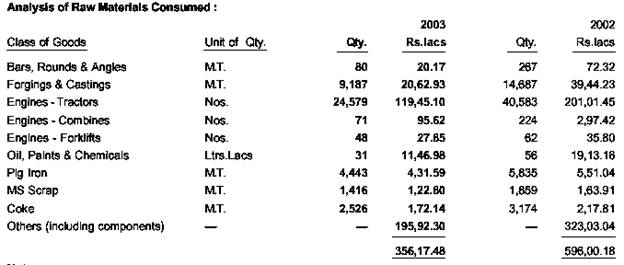
Raw Materials: The following table shows a detailed analysis of raw material consumption during the financial year 2003-2004.
Power Consumption: The total power consumption last year was 117.83 lakh units.
Water consumption: No records were kept for water consumption as the net amount spent on water resources was negligible.
Diesel Consumption: The average amount of diesel consumed per tractor last year was 619.11 Rupees. This includes consumption in both assembly and paint shop.
Technical Collaborations:
P.T.L. entered into
technical and financial collaboration with Mazda Motor Corporation of
For Forklifts
The company entered into
technical collaboration with KOMATSU FORKLIFTS COMPANY of
For Diesel Engines
P.T.L. set up Swaraj Engines Ltd. (S.E.L.) in technical and financial collaboration with Kirloskar Oil Engines for the manufacture of diesel engines.
Competition within
The
major competitors for PTL in
On
the international scene, Swaraj is now a recognized name in the
developing world. Swaraj Tractors find an important place in countries like
![]()
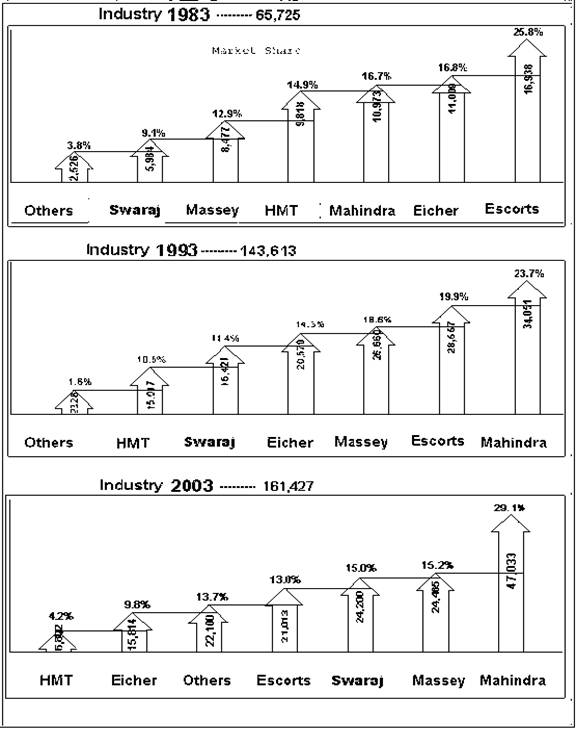
Market share percentages and Volumes
Pollutants and Pollution control measures:
Water Pollution: There are two kids of effluent waste that pollutes water
Industrial effluent: Process water after use is discharged as effluent. Industrial effluent is contaminated with pH imbalance, sulphates, chlorides, dissolved solids, suspended solids, oil and grease.
Domestic effluent: Domestic use consists of drinking and canteen water consumption apart from toilets. Domestic effluent is discharged into public sewer directly.
Air Pollution: Major contributors to air pollution are:
Shot-blasting section
Painting booths
Baking oven
D.G. sets
Major air pollutants include SPM, NOx, SO2.
Paint waste scum, sludge from ETP
Steel scrap
Pollution Control Measures:
Expenditure of 5 lakh rupees per year for environmental management and pollution control activities.
Effluent Treatment Plant for Industrial Effluent Treatment.
Bag House Filter for the Shot Blasting Sections.
Fume Extraction System for the pre-treatment process.
Filter press for the extraction of water contents from the effluent sludge.
Training Program and Project Details:
I spent the first 15-20 days of my training period for observational part. I spent time at various shops and tried to understand the various aspects of manufacturing.
The manufacturing includes the following departments:
1. Production
Light machine shop (LMS)
Heavy machine shop (HMS)
Assembly shop
Heat treatment shop
Paint shop
2. Product services
Tool room
Tool Design
Tool Control
Research & Development
Production planning & control (PPC)
Material Management & control (stores)
Quality Engineering
Maintenance
Industrial Engineering
3. Support Services
Management systems
Finances.
Purchase
I was assigned as a trainee in tool design cell. It is a part of Manufacturing Aids unit of Technology department. Designing of various Jigs and Fixtures, gauges, special tools, trolleys (material handling), shop equipment and dies etc. is done here.
The design is based on design requests from Customer Department. After designing the drawings are sent to engineering tool room for fabrication.
My Project:
To begin with design I was asked to learn AutoCAD and Micro station. For doing that I was given smaller projects, which included designing of lead testing mandrel, which is used in standard testing room for testing the lead of gears.
Then I was asked to make casting drawings of left and right cages from their component drawings. These cages are used in assembly of differential. This helped me to understand the various aspects of AutoCAD package and it gave me a fair idea about the allowances and drafts that are required in castings
After I had learnt to use AutoCAD, I was asked to redesign the punch holder for blanking die
And reduce its weight.
Now I have been allotted a bigger project involving design of top bonnet blanking die.
Origin:
The increased need for aesthetics in any design led to a total redesigning of bonnet and side panel designs of tractors. Swaraj does not want to lag behind. It understands the need of modern day agriculture which is not only based on performance (which off-course is the most important part) but also the aesthetics of the design.
Methodology:
The methodology of designing includes the following. The R & D department sends component drawings of the new part. They take care of all the design and aesthetic parameters. It is the job of tool design cell to make the necessary component before the deadlines. So the following steps are involved
After above steps, the actual components are manufactured and sent to R & D who suggest possible modifications and also check the design.
Once the design is cleared, the large scale manufacturing is done and new models are rolled out.
New Knowledge:
On the whole my experience with industry has provided a lot of insight into the details of manufacturing and designing. There were so many things that I could learn out of this experience. The following is the brief information about what is being done at PTL, Mohali.
For the manufacture of tractors following procedures are performed
Chassis Painting Line
Chassis Washing
Drying
Primer Painting
Flash Off
Final Painting
Baking
Tractor Dismounting
Tires
Sheet Metal
Electrical components
Final Accessories or assemblies
Roller Testing
Heat Treatment
The transmission components (manufactured at LMS) after undergoing machining operation are subjected to heat treatment. Heat treatment is carried out in sealed quench furnaces where gas carburising takes place at 920 C. Hot components are cooled in quenching oil. This treatment helps to enhance strength and hardness of the component and thus increases its lifetime. It is also known as case hardening.
Shot Blasting
After heat treatment the components are treated in the shot- blasting to remove the scaling of the components.
Pre-Treatment
Sheet metal are pretreated before painting. Pre-treatment takes place in the following stages:
Degreasing
De-rusting
Phosphating
Surface-Activation
Passivation
An alkaline solution is used for degreasing. Rinsing in water is done after degreasing. After rinsing, the sheet metal is sent for de-rusting and finally it is sent transferred for passivation.
Tractor components are properly washed before assembling and painting. There is a separate washing system for small components as well as for large components like chassis. Chassis washing is done by auto spray at 55 C in washing zone area of chassis paint booth. After proper washing, components are transferred into drying section for drying. Small components are also washed in the washing machine installed at different locations before their assembling. In some components temporary seals are provided to prevent water penetration in critical places and crevices, which might not be removed while drying. These seals also prevent paint from penetrating inside.
Painting is done on chassis and sheet metal frames in different sections. Chassis painting take place in following four stages. Baking is carried out at 120 C after painting.
Primer coating
Finish Painting
Flash off
Oven Drying
Journals and Trade magazines:
The important journals and magazines that are related to the organization are
Metal Working World
Motion
Gear Exchange
Industrial Automation
Professional Practices:
|
