Oala de turnare
|
Dm =Ho
B = 0,8Di; a + b = Di; b=1,5 a |
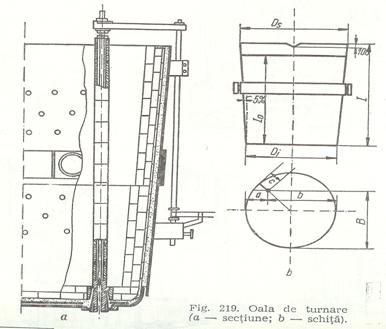
Unde: P este capacitatea cuptorului, t; este greutatea specifica, t/m; Dm este diametrul mediu al oalei iar Ho este inaltimea coloanei de otel in mm.
la turnarea clasica pe sus, direct ansamblul de turnare este format din lingotiere, maselotiere, placi de fund pentru lingotierele deschise (fig. 5a) ;
pentru turnarea clasica pe sus, indirect ansamblul de turnare este format din palnia intermediara, lingotiere, maselotiere, placi de fund;
pentru turnarea clasica pe jos (prin sifon) ansamblul de turnare este format din podul de turnare (3) pe care se aseaza lingotierele (4), maselotiere, palnie de alimentare a podului (2), (fig.5b);
la turnarea continua ansamblul de turnare este format din distribuitor, cristalizator, instalatie de tragere si de racire secundara, instalatie de taiere a semifabricatului.
|
Fig. 5. Metode clasice de turnare a - turnarea directa; b - turnarea prin sifon |
nu se pot turna lingouri mici din cuptoare de capacitate mare;
lingoul poate prezenta stropi si scoarte;
crusta marginala este subtire pentru viteza de turnare este mare,
nu se poate urmari bine umplerea lingotierelor si deci lingourile pot avea inaltimi diferite;
se pot turna mai multe lingouri deodata reducand durata turnarii si se pot turna lingouri mici din oale mari;
lingourile au toate aceeasi inaltime si structura;
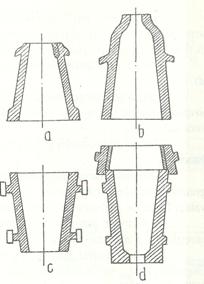
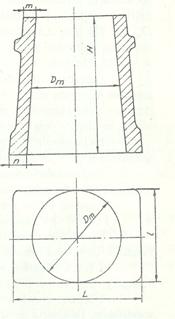
Fig.6. Tipuri de lingotiere Fig.7. Dimensionarea lingotierelor
|
Fig. 8. Exemple de lingotiere cu pereti ondulati, curbi si plani |
marimea corespunzatoare obtinerii unui lingou de greutate impusa de calitatea otelului, marimea agregatului de elaborare, nevoilor si posibilitatilor forjelor;
forma corespunzatoare pentru a permite striparea lingourilor fara dificultate si un grad de deformare pe lungime cat mai uniform;conditii de racire corespunzatoare unei solidificari fara defecte;
o durabilitate cat mai mare a lingotierelor.
Dimensionarea lingotierelor
grosimea crustei marginale care trebuie sa fie suficient de mare pentru a rezista presiunii hidrostatice a coloanei de otel. Aceasta depinde si de parametrii turnarii, temperatura de turnare si de viteza de turnare, precum si de grosimea peretilor lingotierei;
viteza de solidificare ( daca viteza de solidificare este mare , iar lingoul este inalt si subtire exista pericolul formarii unei retasuri adanci si chiar a formarii de retasuri secundare);
continutul de gaze din otel (daca este mare exista pericolul ca centrul lingoului sa fie poros).
Ultimele doua defecte se accentueaza pentru valori ale raportului H/Dm > 3. Deci se poate spune ca cu cat creste greutatea lingoului cu atat trebuie sa scada valoarea raportului H/Dm.
De aceea, valorile raportului H/Dm recomandate sunt:
2,3 3,5 pentru lingourile < 8 tone si Dm < 800 mm indicate pentru otelurile calmate destinate forjarii;
~ 3 pentru lingourile de > 8 tone si Dm > 800 mm;
2,7 1 pentru lingouri mari si foarte mari.
Grosimea peretilor lingotierelor este un factor foarte important deoarece determina greutatea lingotierelor si influenteaza durata solidificarii, structura lingoului si durabilitatea lingotierei. Grosimea peretilor lingotierelor scade cu cresterea marimii acestora si are valori diferite la cap si la picior. De regula la picior peretele lingotierei este mai gros pentru a permite o racire mai intensa la inceputul solidificari in vederea obtinerii unei cruste marginale groase si pentru cresterea durabilitatii lingotierelor. De aceea se recomanda ca n sa fie cu 10 15% mai mare decat m si uneori chiar cu 20 35%, deci n = 1,15 1,35 m.
Valoarea lui m reprezinta :
26 30% Dm pentru lingouri cu Dm > 400 mm;
32 50% Dm pentru lingouri cu Dm < 400 mm.
Conicitatea trebuie sa asigure striparea usoara a lingoului, dar si conditii optime pentru deformarea plastica. De asemenea, la lingourile invers conice, conicitatea favorizeaza formarea si amplasarea golului de contractie (retasura) pe capul lingoului. De aceea valorile conicitatii depind de destinatia lingoului, de marimea lui si de gradul de calmare al otelului. Astfel,conicitatea recomandata este de:
- 0,9
1,2 % pe fiecare latura pentru
lingourile direct conice, mici;
- 0,7 0,9 % pentru lingourile direct conice, mari;
- 2,5 3 % pentru lingourile invers conice destinate laminarii;
- 3 4 % pentru lingourile invers conice destinate forjarii.
In cazul lingourilor foarte mari, direct conice, pentru laminare se pot lua conicitati mai mici 0,5 1%.
Raza de curbura a peretilor lingotierelor, r, dreptunghiulare sau patrate, este egala cu 10 30% din diametrul mediu, Dm, adica:
![]()
La colturi peretii lingotierelor se subtiaza pentru a evita aparitia crapaturilor in aceasta zona cu circa 20%, adica m1 =0,8 m.
Un
factor important de apreciere a consumului de lingotiere este raportul intre greutatea lingotierei, Glgt si
greutatea lingoului Glg , ![]() . Valorile acestui raport sunt diferite functie de gradul de
calmare al otelului:
. Valorile acestui raport sunt diferite functie de gradul de
calmare al otelului:
0,7 1,3 pentru otel necalmat;
1,0 1,3 pentru otel calmat.
Intre sectiunea transversala a lingotierei, Slgt si sectiunea lingoului Slg , trebuie sa existe urmatoarea relatie:
![]() .
.
Valoarea constantei k este diferita pentru capul si piciorul lingoului si depinde de marimea acestuia, dupa cum urmeaza:
lingouri mari: pentru capul lingoului: k = 0,65 0,75
- pentru piciorul lingoului: k = 0,9 1,4
lingouri mici: - la capul lingoului: k = 0,6 0,7
- la piciorul lingoului: k = 0,8 0,9.
Calitatea lingotierei influenteaza calitatea suprafetei lingoului. Astfel, suprafata interioara a lingotierei trebuie sa nu fie fisurata sau cu denivelari, deoarece acestea se imprima pe suprafata lingoului, el se poate incastra in lingotiera si nu mai poate fi extras din ea si atat lingoul cat si lingotiera se rebuteaza, fie la scoaterea lingoului prin fortare lingotiera se poate sparge. Calitatea lingotierei influenteaza si cheltuielile cu obtinerea lingoului prin durabilitatea ei.
In cursul exploatarii, lingotiera este supusa la incalziri si raciri repetate (egal cu numarul de turnari la care rezista o lingotiera).
Durabilitatea unei lingotiere este de 60 100 de turnari, functie de metoda de turnare utilizata, conditiile de turnare, de grosimea peretilor lingotierei, de calitatea materialului din care este construita lingotiera, de calitatea otelului turnat.
Lingotierele se confectioneaza de regula din fonta si mai rar din otel, deoarece pentru usurarea striparii lingoul si lingotiera trebuie sa aiba coeficienti de dilatare si respectiv de contractie diferiti de cei ai otelului. Cel mai des se foloseste fonta cenusie cu 3,3-3,9% C, 1,0-2,25 Si si 0,6-1,0% Mn. Continuturile de sulf si fosfor nu trebuie sa depaseasca 0,1%.
Lingotierele sunt supuse in timpul functionarii la socuri termice (datorate incalzirilor si racirilor repetate) si mecanice (in special in timpul striparii si al manipularii) care le influenteaza semnificativ durata de viata.
Durabilitatea lingotierelor mai depinde de structura initiala a fontei si de modificarile structurale care au loc in timpul utilizarii lor.
Daca structura initiala este feritica sau predominat feritica lingotiera rezista bine la crapaturi, deoarece la incalziri si raciri repetate nu au loc modificari structurale importante.
Daca structura initiala este predominant perlitica fonta rezista bine procesele de ardere a carbonului (decarburarea fontei) dar sufera o serie de transformari structurale (cu modificare de volum) care pot duce la deteriorarea prematura a lingotierei. Ca remediu se recomanda stabilizarea perlitei cu mangan (element antgrafitizant) in proportie de peste 1% si micsorarea siliciului(grafitizant) la circa 1%. In aceste conditii transformarile de faze, care au loc cu modificare de volum, se produc in proportie mult mai mica.
Tensiunile termice care apar in peretii lingotierei in timpul utilizarii se datoreaza gradientilor mari de temperatura pe grosimea peretelui lingotierei si deformarii peretilor.
La inceperea turnarii otelul cu temperatura de 1550-1600 ºC in lingotiera cu temperatura de 50-60 ºC produce o incalzire brusca a peretilor interiori ai lingotierei si deci un gradient foarte mare de temperatura pe grosimea peretilor. Dupa 10-15 minute cand, datorita transmiterii caldurii spre exterior coroborata cu desprinderea crustei marginale formate datorita contractiei , temperatura peretilor exteriori creste la 450-700 ºC iar cea a peretilor interiori scade la circa 970-1000 ºC gradientii de temperatura sunt mai mici, dar raman inca destul de mari pentru a favoriza aparitia tensiunilor termice, transformarilor de faza cu variatii de volum si decarburarii fontei, toate avand ca rezultat scaderea durabilitatii lingotierelor.
Marimea tensiunilor termice nu trebuie sa depaseasca o anumita valoare care se poate calcula cu formula:
![]()
in care:
E este modulul de elasticitate al fontei si are valori de 6000-11000 kgf/mm2 (functie de marimea lamelelor de grafit; valori mici pentru lamele grosolane si valori mari pentru lamele fine);
α este coeficientul de dilatatie al fontei, 12-13.10-6 mm/ºC;
ΔT = Ti-Te este gradientul de temperatura, ºC/mm.
- pentru turnarea indirecta 300-600 mm/min.
|

