UNIVERSITATEA "VALAHIA" DIN TARGOVISTE
FACULTATEA DE INGINERIA MEDIULUI SI BIOTEHNOLOGII
MASTER: CONTROLUL SI EXPERTIZA PRODUSELOR ALIMENTARE
IMPLEMENTAREA SISTEMULUI HACCP PENTRU CORNURI CU LAPTE
Coordonator:

I. Prezentarea generala a cornurilor cu lapte
Definirea cornurilor cu lapte
Cornurile cu lapte se obtin prin coacerea unui aluat fermentat preparat din faina alba de grau, drojdie, sare, zahar, margarina, lapte si apa. Produsele se fabrica in greutate de 0.080 kg si sunt simple sau presarate cu mac sau susan.
Clasificarea cornurilor cu lapte
Cornurile cu lapte se clasifica dupa mai multe criterii, precum:
A. Dupa materia prima presarata pe suprafata acestuia in:
Cornuri simple;
Cornuri cu susan;
Cornuri cu mac.
B. Dupa valoarea nutritiva detinuta:
Normal;
Dietetic.
Valoarea energetica, valoarea nuritiva si valoarea biologica a cornurilor cu lapte
Tabelul nr. 1. Valoarea energetica si valoarea nuritiva a cornurilor cu lapte
|
Caracteristica |
Cantitate raportata la 100 g |
U.M. |
|
Proteine |
g |
|
|
Lipide |
g |
|
|
Glucide |
g |
|
|
Valoare energetica |
kcal |
Tabelul nr. 2. Valoarea biologica a cornurilor cu lapte
|
Caracteristica |
Cantitate raportata la 100 g |
U.M. |
|
Ca |
g |
|
|
P |
g |
|
|
Fe |
mg |
|
|
A |
mg |
|
|
B1 |
mg |
|
|
B2 |
mg |
|
|
C |
mg |
II. Conditii de calitate ale cornurilor cu lapte
2.1. Proprietati senzoriale
Tabelul nr.5. Proprietatile senzoriale ale cornurilor cu lapte
|
Caracteristica |
Conditii de admisibilitate |
|
Coaja |
Fara zbarcituri sau crapaturi, rumena, galben- aurie, uniforma |
|
Aspectul |
Bine crescut, neaplatizat |
|
Miezul |
Bine crescut, cu pori uniformi; elastic, la usoara apasare cu degetul sa revina la starea initiala |
|
Semne ale alterarii microbiene |
Lipsa, prin ruperea produselor sa nu se formeze fire mucilaginoase |
|
Aroma |
Placuta, caracteristica, fara miros strain (de mucegai, de ranced, de statut, etc.) |
|
Gustul |
Placut, caracteristic, potrivit de sarat, fara gust acru sau amar, fara scrasnet datorita impuritatilor minerale (nisip, pamant) |
|
Corpuri straine |
Lipsa |
Proprietati fizico-chimice
Tabelul nr. 6. Proprietatile fizico-chimice ale cornurilor cu lapte
|
Produsul |
Umiditatea,% |
Porozitatea,% min. |
Volum, cm3/100g, min. |
Aciditatea, grade max. |
Dimensiuni, in cm |
|||
|
Lungime |
Latime |
Inaltime |
Diametru |
|||||
|
Cornuri cu lapte simple | ||||||||
Proprietati microbiologice
Cornurile cu lapte trebuie sa fie lipsite de microorganisme patogene care pot provoca imbolnaviri.
III. Tehnologia fabricarii cornurilor cu lapte
 Schema
tehnologica de obtinere a cornurilor cu lapte
Schema
tehnologica de obtinere a cornurilor cu lapte
![]()
Malaxor τ= 8-12 min
Preparare aluat
A= 2.5- 3 grade aciditate
τ=50-60'
τ= 0.5-1'
Masina de divizat
Manual
Prelucrare aluat
Dospitoare t= 30-35˚C/ τ= 20-90'
Cuptoare de panificatie tinterioara= 93- 97˚C
Manual
Materiale de ambalat
t= 18-20˚C/ φ= 65-70%
Figura nr 1. Schema tehnologica de obtinere a cornurilor cu lapte
Materii prime, materii auxiliare si materiale folosite la obtinerea cornurilor cu lapte
Calitatea produsului este data de calitatea materiei prime folosite in procesul de fabricatie, astfel valoarea alimentara, caracteristicile fizico-chimice si microbiologice sunt date de cele ale materiei prime si auxiliare folosite in procesul de fabricatie si se definesc conform standardelor.
Faina alba de grau reprezinta principala materie prima utilizata pentru fabricarea produselor de panificatie. Faina de grau este obtinuta prin macinarea graului pentru panificatie, dupa o prealabila curatire.
Tabelul nr. 3. Proprietatile organoleptice si fizico- chimice ale fainii albe de grau
|
Caracteristici |
Conditii de admisibilitate |
|
|
Culoare- aspect |
Alb- galbui, cu nuanta slab cenusie si fine particule de tarate |
|
|
Miros |
Placut, specific fainii, fara miros de mucegai, de incins sau alt miros strain |
|
|
Gust |
Normal, putin dulceag, nici amar, nici acru, fara scrasnet la mestecare (datorita impuritatilor minerale: pamant, nisip, etc.) |
|
|
Umiditate, %max | ||
|
Aciditate, grade de aciditate, max. | ||
|
Continut de gluten umed, % min. | ||
|
Indice de deformare al glutenului, mm | ||
|
Continut de cenusa raportat la substanta ucata, %, max. | ||
|
Continut de substante proteice raportat la substanta uscata, %, min | ||
|
Granulatie, %, max |
-rest pe sita metalica cu latura ochiului de 500 mm | |
|
-rest pe sita din tesatura tip "matase" cu latura ochiului de 180μm (nr. 8) | ||
|
-trece prin sita din tesatura tip "matase" cu latura ochiului de 180μm (nr. 8) | ||
|
-trece prin sita din tesatura tip "matase" cu latura ochiului de 125μm (nr. 10) | ||
|
Impuritati metalice |
-sub forma de pulbere, mg/ kg, max | |
|
-sub forma de aschii |
Lipsa |
|
Sarea, respectiv clorura de sodiu (NaCl) se utilizeaza la fabricarea produselor de panificatie atat pentru gust, cat si pentru a imbunatati proprietatile aluatului, facandu-l mai elastic, ceea ce contribuie la obtinerea unor dezvoltate, cu coaja rumena, miez elastic si porozitate uniforma. Legislatia in vigoare prevede pentru industria de panificatie numai utilizarea sarii iodate.
Sarea se utilizeaza numai dupa ce este dizolvata, iar solutia obtinuta filtrata, atat cu scopul de a se repartiza uniform in masa de aluat, cat si pentru eliminarea eventualelor impuritati pe care le contine.
Drojdia. Afanarea aluatului destinat produselor de panificatie se realizeaza cu ajutorul drojdiei de panificatie Saccharomyces cerevisiae. Ea poate fi sub forma comprimata, uscata sau lichida. Drojdia produce in aluat fermentatia alcoolica, cu degajare de dioxid de carbon (CO2), ceea ce conduce la afanarea aluatului.
Drojdia comprimata se transforma in suspensie cu scopul de a se realiza o distributie uniforma a celulelor in masa semifabricatului supus fermentarii, ceea ce va duce la afanarea uniforma a aluatului, respectiv a produselor.
Apa tehnologica. La prepararea produselor de panificatie se utilizeaza numai apa potabila, in cantitati ce variaza in functie de capacitatea de hidratare a fainii, cantitatea celorlalti componenti lichizi (lapte, oua, grasimi) functie de retete, sortiment etc. In prezenta apei particulele de faina se hidrateaza si se formeza glutenul care conditioneaza obtinerea aluatului. O cerinta speciala impusa apei utilizate la fabricarea produselor de panificatie este ca aceasta nu trebuie sa fi fost in prealabil fiarta, pentru a nu indeparta oxigenul necesar dezvoltarii drojdiei.
Apa tehnologica trebuie incalzita la o temperatura care variaza de obicei intre 25- 35˚ C, in functie de temperatura necesara pentru aluat, de temperatura fainii si anotimpul de lucru.
Materii auxiliare.
La fabricarea produselor de panificatie se folosesc, functie de sortiment, diferite materii auxiliare cu rol in imbunatatirea caracteristicilor senzoriale, nutritive si fizico- chimice ale produselor. In cazul cornurilor cu lapte este vorba despre:
Grasimi: margarina;
Substante dulci: zahar;
Produse lactate: lapte.
Margarina este topita pentru a putea fi corect dozata. In cazul malaxoarelor cu viteza mare este suficienta doar temperarea acestora. Introdusa in aluat, ea influenteaza:
a) Proprietatile reologice ale aluatului, datorita absorbtiei lor la suprafata proteinelor si granulelor de amidon, reducand hidratarea acestora, ceea ce intarzie formarea glutenului si aluatului si reduce cantitatea de apa folosita la framantare, in prezenta grasimilor este imbunatatita prelucrabilitatea mecanica a aluatului, prin reducerea lipirii lui de organele de lucru ale masinilor de prelucrat;
b) Activitatea fermentativa a drojdiei, care este inhibata atunci cand cantitatea de grasimi depaseste 10%, datorita absorbtiei lor la suprafata celulelor de drojdie;
c) Calitatea produsului, deoarece toate grasimile imbunatatesc elasticitatea miezului si a cojii si mentinerea prospetimii. Fiind un bun solvent pentru substantele de aroma, ele ajuta la retinerea acestora in produs.
Zaharul introdus in aluat influenteaza:
a) Proprietatile reologice ale aluatului; in prezenta zaharului, aluatul isi reduce consistenta ca urmare a actiunii de deshidratare exercitate de acesta;
b) Activitatea fermentativa a drojdiilor; pana la 10% zaharuri, calculate fata de faina prelucrata, este stimulata. Peste aceasta valoare, activitatea drojdiei scade datorita procesului de plasmoliza;
c) Calitatea produsului; zaharul intensifica culoarea cojii, imbunatatesc aroma si gustul daca faina are capacitate buna de retinere a gazelor de fermentare si volumul produsului.
Laptele. Se foloseste laptele lichid si laptele praf, integral sau degresat. Laptele se incalzeste ( la 30-34˚C) in functie de reteta de fabricatie.
Descrierea operatiilor din schema tehnologica de obtinere a cornurilor cu lapte
Receptia calitativa si cantitativa a materiilor prime si ingredientelor consta in determinarea gravimetrica si aprecierea calitatii pe baza indicatorilor senzoriali si fizico-chimici.
Depozitarea materiilor prime si auxiliare are rolul de a crea un stoc tampon pentru fabrica de panificatie, care sa asigure fabricatia independent de conditiile de aprovizionare. In cazul fainii, depozitul are de cele mai multe ori si rolul de a asigura maturizarea ei.
Tabelul nr. 4. Caracteristicile depozitelor de materii prime si auxiliare
|
Denumirea materiei prime sau auxiliare |
Parametrii depozitului |
Timpul de stocare, zile |
Incarcarea specifica a depozitului, kg/m2 |
|
|
Temperatura, ˚C |
Umiditatea relativa a aerului, % |
|||
|
Faina de grau | ||||
|
Drojdie comprimata | ||||
|
Sare | ||||
|
Zahar | ||||
|
Margarina | ||||
|
Lapte lichid | ||||
Pregatirea materiilor prime si auxiliare
Pregatirea fainii consta in operatiile de amestecare, cernere, retinere impuritati metalice feroase, incalzire. Amestecarea fainurilor se face in scopul obtinerii unui lot omogen de faina din punct de vedere al insusirilor de panificatie. Cernerea urmareste indepartarea impuritatilor grosiere ajunse accidental in faina dupa macinare. Se realizeaza cu site nr. 8- 20. Indepartarea aschiilor metalice ajunse in faina de la valturi, in timpul macinarii, se realizeaza cu ajutorul magnetilor.
Pregatirea apei consta in aducerea ei la temperatura necesara pentru obtinerea aluatului cu temperatura dorita.
Pregatirea drojdiei consta in transformarea ei in suspensie cu o parte din apa folosita la prepararea aluatului, incalzita la 30-35˚C, folosind proportii de drojdie: apa de 1:3, 1:5, 1:10.
Pregatirea sarii in sensul ca sarea este dizolvata in vederea folosirii la prepararea aluatului. Se folosesc, de obicei, solutii saturate.
Pregatirea materiilor auxiliare comporta operatii diferite de pregatire specifice fiecareia dintre ele: zaharul se dizolva iar, margarina si laptele se incalzesc.
Dozarea materiilor prime si auxiliare are drept scop obtinerea aluatului cu insusiri reologice optime si respectarea compozitiei produsului care se fabrica.
Framantarea aluatului are drept scop obtinerea unui amestec omogen din materiile prime si auxiliare si, in acelasi timp, a unui aluat cu structura si proprietati fizico- reologice specifice, care sa ii permita o comportare optima in cursul operatiilor ulterioare din procesul tehnologic. Procesul de framantare consta dintr-un proces de amestecare si unul de framantare propriu- zisa.
Faza de amestecare dureaza 4-5 minute si se executa, pentru malaxoarele prevazute cu mai multe trepte de viteze, la prima treapta de viteza.
Faza de framantare propriu- zisa dureaza mai mult decat faza de amestecare. Ea este de 8- 12 min., necesita un consum mai mare de energie si se executa pentru malaxoarele prevazute cu trepte de viteza, la treapta a doua de viteza.
Fermentarea aluatului. Operatia are loc dupa framantare si reprezinta o fermentare in vrac. Scopul operatiei de fermentare este maturizarea aluatului. Un aluat matur trebuie sa aiba la sfarsitul fermentarii capacitate buna de formare a gazelor, capacitate buna de retinere a gazelor si sa contina cantitati suficiente de substante de gust si de aroma. Timpul de fermentare variaza cu faza tehnologica si cu o serie de factori: temperatura, cantitatea de drojdie, tehnologia de preparare a aluatului, proportia maia/ aluat. Temperaturi si cantitati de drojdie scazute, tehnologia directa de preparare a aluatului si un raport maia/ aluat mic maresc timpul de fermentare a aluatului.
Reframantarea aluatului este o framantare de scurta durata ce se executa in timpul fermentarii aluatului. Se face in scopul imbunatatirii structurii aluatului. Durata si intensitatea operatiei depind de calitatea si de extractia fainii si de durata de fermentare a aluatului.
In cazul fainurilor albe si de calitate foarte buna, se pot face doua reframantari, fiecare cu durata de 0.5- 1 min.
Divizarea are rolul sa imparta masa de aluat fermentat in bucati de masa dorita.
Premodelarea ( rotunjire) se aplica in scopul imbunatatirii structurii porozitatii produselor. Se obtine in acelasi timp inchiderea sectiunii poroase rezulate la divizare. Datorita actiunii mecanice exercitate asupra bucatii de aluat, o parte din gaze se elimina, peliculele de gluten se lipesc intre ele si in operatiile ulterioare se reia procesul de formare a unei structuri poroase, ceea ce conduce la o structura uniforma si fina a porozitatii.
Repausul intermediar intervine intre rotunjire si modelare finala si are rolul de a reduce tensiunile interne care apar in bucata de aluat in timpul operatiilor de divizare si premodelare. Are durata de 1-8 min. si se realizeaza in spatii neclimatizate. Durata repausului intermediar depinde de intensitatea actiunii mecanice realizate la pemodelare, de consistenta aluatului si de calitatea fainii.
Modelarea este operatia prin care se urmareste sa se dea bucatii de aluat forma pe care trebuie sa o aiba produsul finit. Se obtine o forma ordonata a bucatii de aluat, ceea ce face ca la dospire si la coacere aceasta sa se dezvolte uniform. Operatia se face manual sau cu masini de divizat.
Fermentarea finala (dospirea finala) are drept scop acumularea gazelor in bucata de aluat, in vederea obtinerii unui produs afanat, bine dezvoltat. Operatia este indispensabila, deoarece gazele de fermentare formate in fazele anterioare sunt indepartate in urma actiunii mecanice, exercitate asupra aluatului, in timpul operatiilor de divizare- modelare.
Parametrii optimi de dospire sunt: temperatura de 30-35˚ C, umiditatea relativa a aerului de 70- 85%. Temperatura de 30- 35˚C asigura o intensitate buna a procesului de fermentare si, in acelasi timp, protejarea insusirilor reologice ale aluatului. O temperatura mai mare, de circa 40 ˚ C, nu se recomanda decat in cazul fainurilor puternice. Umiditatea relativa a aerului de 70- 85% este necesara pentru evitarea uscarii suprafetei produsului sau umezirii acestuia.
Durata de dospire variaza in limite foarte largi, de la 20 la 90 de min., in functie de masa produsului, de compozitia si consistenta aluatului, de calitatea fainii, de gradul de fermentare a aluatului in cuve.
Momentul de terminare a dospirii finale se stabileste organoleptic, pe baza modificarii volumului, formei si pe baza proprietatilor fizice ale bucatii de aluat.
Coacerea este operatia prin care aluatul este transformat in produs finit. Se realizeaza cu aport de energie termica in cuptoare speciale numite cuptoare de panificatie.
Incalzirea bucatii de aluat se produce ca urmare a transmiterii energiei termice de la cuptor la suprafata bucatii de aluat si de aici in interiorul ei. Temperaturi mai mari in prima parte a coacerii si mai mici in cea de a doua si crearea unei atmosfere umede de vapori in primele minute accelereaza incalzirea. Masa mica a bucatii de aluat, formatul lung, umiditatea si gradul de afanare mari ale acesteia accelereaza incalzirea si scurteaza duarata coacerii.
Modificarea umiditatii aluatului in timpul coacerii este rezultatul schimbului de umiditate a acestuia cu mediul camerei de coacere si al deplasarii interioare a umiditatii.
Procesele coloidale, coagularea proteinelor si gelatinizarea amidonului sunt determinante pentru transformarea aluatului in miez. Coagularea proteinelor incepe in jurul temperaturii de 50- 55˚C si decurge cu viteza maxima in intervalul 60-70˚C; la incalzirea in continuare a aluatului, denaturarea termica a proteinelor se accentueaza.
Datorita incalzirii si in prezenta apei puse in libertate de proteinele care coaguleaza, amidonul se gelatinizeaza. Procesul are loc in doua etape: in prima etapa granulele de amidon se umfla datorita patrunderii moleculelor de apa, atingand volumul maxim la 40- 60˚C, dupa care, in a doua etapa, granulele se transforma intr-un gel amorf.
Procesele biochimice. Amiloliza si proteoliza continua si la coacere. Intensitatea lor este determinata de modificarea substratului si de influenta temperaturii aluatului asupra enzimelor.
Procesele microbiologice sunt provocate de microbiota aluatului, si continua in prima parte a coacerii, pana la distrugerea termica a acesteia. La inceput, activitatea ei se accelereaza o data cu atingerea optimului de temperatura situat, pentru drojdie si bacteriile lactice mezofile, in jurul valorii de 35˚C si, pentru bacteriile lactice termofile, la 48- 54˚C, dupa care isi reduce activitatea si inceteaza complet, drojdia la 50˚C, bacteriile la 60˚C.
Formarea cojii are loc dupa evaporarea apei din straturile exterioare ale bucatii de aluat. Ea contribuie la fixarea formei si a volumului produselor. Pentru ca produsele sa rezulte cu coaja normal colorata, este necesar ca aluatul sa contina in momentul introducerii in cuptor 2-3% zaharuri nefermentate fata de substanta uscata.
Modificarea volumului aluatului in timpul coacerii. La introducerea in cuptor aluatul isi mareste volumul. Apoi cresterea devine mai lenta si la un moment dat se opreste.
Regimul optim de coacere. Din punct de vedere al regimului de coacere, procesul de coacere poate fi impartit in doua perioade. Prima perioada cuprinde perioada de coacere pana cand in centrul bucatii de aluat se atinge temperatura de 5- 60˚C. Ea dureaza 2-3 min si decurge la o atmosfera umeda, φ= 70- 80% si la o temperatura relativ scazuta a mediului camerei de coacere, 110- 112˚C. Scopul acestei prime parti a coacerii este prelucrarea hidrotermica a aluatului, respectiv condensarea vaporilor introdusi in camera de coacere pe suprafata bucatii de aluat pentru mentinerea cojii in stare extensibila, care sa permita cresterea in volum a aluatului.
Perioada a doua de coacere are rolul sa desavarseasca procesul de coacere, de formare si colorare a cojii. Temperatura optima pentru aceasta perioada de terminare a coacerii este de 180- 200˚C.
Durata de coacere este un parametru important al regimului tehnologic. Ea influenteaza calitatea produsului, pierderile la coacere si, deci, randamentul in produse, productivitatea cuptorului si consumul de combustibil. Durata de coacere este influentata de masa si forma produsului; insusirile si compozitia aluatului supus coacerii; caracteristicile cuptorului si regimul de coacere.
Determinarea sfarsitului coacerii se face organoleptic si prin determinarea temperaturii centrului miezului.
Spoirea se realizeaza manual cu ajutorul unei pensule si reprezinta ungerea cu o solutie de zahar sau miere a produselor finite. Se realizeaza in scopul imbunatatirii aspectului exterior, conferindu-i un aspect lucios.
Ambalarea produselor se face manual sau cu ajutorul unei masini de ambalat. Cornurile sunt ambalate in pungi de celofan sau de material plastic.
Depozitarea. Depozitul trebuie sa indeplineasca toate conditiile unei pastrari sigure si avantajoase. Parametrii optimi din depozit sunt: temperatura 18- 20˚C si φ= 65- 70%.
IV. Sistemul HACCP
Generalitati
HACCP este un acronim de provenienta engleza " HAZARD ANALYSIS AND CRITICAL CONTROL POINTS" si este un sistem de identificare, evaluare si control al riscuriloe asociate produselor alimentare. Sistemul HACCP este cel mai eficacemod de a administra si controla pericolele asociate produselor alimentare atat pe parcursul prepararii cat si al manipularii, avand avantajul ca este general acceptat de institutiile legislative, de organismele de control si de asociatiile profesionale din domeniul alimentar.
Aplicarea sistemului HACCP este obligatoriu potrivit legislatiei romane si se adreseaza in principiu intreprinderilor care produc si comercializeaza produse alimentare si echipamente pentru industria alimentara (ex: societati producatoare de alimente, de distributie si comercializare a produselor alimentare, societati gastronomice, cantine si furnizorii acestora, inclusiv cei de ambalaje).
Aplicarea HACCP necesita respectarea a 7 principii de baza:
Identificarea riscurilor asociate cu obtinerea sau recoltarea materiilor prime si ingredientelor, prelucrarea, manipularea, depozitarea, distributia, prepararea si consumul produselor alimentare;
Determinarea punctelor critice prin care se pot tine sub control riscurile identificate;
Stabilirea limitelor critice care trebuie respectate in fiecare punct critic de control;
Elaborarea procedurilor de monitorizare;
Stabilirea actiunilor corective ce vor fi aplicate atunci cand in urma monitorizarii punctelor critice de control se constata o deviatie de la limitele critice;
Stabilirea procedurilor de verificare;
Elaborarea documentatiei si pastrarea inregistrarilor.
Beneficiile sistemului HACCP sunt urmatoarele:
riscurile curente si potentiale pot fi identifiacte si eliminate
ofera o mai mare incredere in siguranta produsului alimentar
controlul paramentrilor e mai usor de monitorizat
costuri mai eficiente decat cele pentru analize microbiologice si chimice
recunoastere intrenationala
compatibilitatea cu alte sisteme de management (de ex- ISO 9001)
asistarea in ceea ce priveste respectarea prevederilor legale aplicabile
scopul HACCP este de a concentra controlul la punctele critice de control (PCC). HACCP trebuie sa fie:
aplicat in mod separat pentru fiecare proces de productie;
flexibil unde este cazul;
luat in consideratie domeniul de activitate si marimea companiei/ organizatiei;
capabil sa se ajusteze la schimbari, cum ar fi proictarea echipamentelor, procedurie de prelucrare si dezvoltarile tehnologice;
revizuit si modificat atunci cand s- au facut modificari in produs, proces sau orice alta etapa.
Sistemele HACCP trebuie sa fie elaborate pe o baza ferma in conformitate cu Bunele Practici de Productie (GMP), Procedurile Sanitare Standard Operationale (SSOPs) acceptabile, cat si practicile industriale corespunzatoare.
4.1. Analiza si evaluarea riscurilor la obtinerea cornurilor cu lapte
|
Nr. Crt. |
Etapa din proces |
Pericole potentiale |
Origine |
Evaluare risc |
Masuri preventive |
||
|
G |
F |
GxF | |||||
|
Receptie materii prime si materiale |
B- prezenta mucegaiurilor Bacillus mezentericus |
-Conditii improprii de transport; -utilizarea utilajelor si masinilor contaminate cu microorganisme |
M |
S |
2 |
-asigurarea unor conditii optime de transport ; -igienizarea corespunzatoare a masinilor si utilajelor de lucru; -selectarea furnizorilor; -instruirea personalului privind regulile de bune practici de lucru si igiena. |
|
|
F- aschii metalice, cuie, suruburi, impuritati minerale, infestari cu insecte moarte/ vii si rozatoare. |
-utilaje vechi de procesare; -nerespectarea conditiilor de depozitare. |
S |
S |
-efectuarea analizelor fizico- chimice la receptie; -selectarea si evaluarea furnizorilor; -respectarea bunelor practici de lucru si igiena; -verificarea starii de functionare a utilajelor. |
|||
|
C- pesticide, metale grele, substante chimice (carburanti, lubrifianti, uleiuri) |
-utilizarea irationala a ingrasamintelor chimice si a pesticidelor; - depozitarea in depozite neigienizate corespunzator. |
S |
S |
-selectarea si evaluarea furnizorilor; -efectuarea analizelor de laborator la selectarea furnizorilor si periodic la receptie; -intocmirea unei proceduri pentru controlul starii de igiena a mijloacelor de transport si a depozitelor. |
|||
|
Drojdie |
B- microorganisme patogene; inactivarea drojdiei |
-conditii de depozitare improprii |
M |
S |
-efectuarea analizelor microbiologice; -respectarea bunelor practici de lucru; -selectarea furnizorilor |
||
|
Sare |
C- impurificare cu substante chimice |
-conditii improprii de depozitare |
S |
S |
-selectarea furnizorilor; -respectarea bunelor practici de lucru si igiena. |
||
|
F- impuritati minerale |
-nerespectarea conditiilor de manipulare |
S |
S |
-respectarea bunelor practici de lucru |
|||
|
Apa tehnologica |
B- bacterii patogene |
-nerespectarea conditiilor de epurare. |
S |
S |
-respectarea conditiilor de epurare; -analize microbiologice periodice |
||
|
C- pesticide |
-nerespectarea conditiilor de epurare; -nerespectarea dozelor de pesticide in agricultura si care pot afecta sursa de apa. |
S |
S |
-respectarea dozelor recomandate de pesticide ce sunt utilizate in natura; -analize periodice |
|||
|
F- impuritati minerale, rugina |
-neverificarea starii de functionalitate a conductelor de apa |
S |
S |
-observare vizuala permanenta -folosirea doar a surselor de apa avizate; -utilizarea instalatiilor de filtrare |
|||
|
Depozitare materii prime |
B- incarcatura microbiana |
-nerespectarea conditiilor optime de depozitare |
R |
S |
-asigurarea unei amplasari si a unei dotari corespunzatoare a spatiilor de depozitare; -asigurarea conditiior de microclimat corespunzatoare fiecarui produs; -respectarea principiului primul intrat- primul iesit; -instruire personal. |
||
|
C- substante chimice ce pot contamina produsele depozitate |
-utilizarea necorespunzatoare a substantelor de dezinsectie, dezinfectie -manipulare necorespunzatoare. |
S |
S |
-controlul periodic al conditiilor de depozitare si a starii de igiena a spatiilor; -dotarea spatiului de depozitare cu rafturi, paleti, gratare, etc.; -urmarirea tratamentelor care implica folosirea agentilor chimici (substante de dezinfectie, dezinsectie, etc. |
|||
|
F-impuritati, infestare cu daunatori |
-neutilizarea solutiilor de dezinsectie, deratizare in spatiile de depozitare; -neigienizarea spatiilor de depozitare. |
S |
S |
-intocmirea unei proceduri pentru efectuarea activitatilor de dezinsectie si deratizare a spatiilor de depozitare; -verificarea starii de igiena a spatiilor de depozitare. |
|||
|
Cernere faina |
F- aschii metalice, cuie, suruburi, sarme, etc. cioburi de sticla, impuritati minerale, infestare cu insecte moarte sau in diferite stadii de dezvoltare si prezenta rozatoarelor |
-neverificarea starii tehnice a sitelor de cernere si a magnetilor si necuratirea acestora; -nerespectarea bunelor practici de lucru. |
S |
S |
-verificarea starii tehnice a sitelor de cernere si a magnetilor si curatarea acestora; -instruirea si testarea personalului cu privire la modul de efectuare a activitatii de cernere si evacuare a impuritatilor rezultate; -cernere cu cernator (sau manuala) prevazut cu sistem de magneti. |
||
|
Pregatire apa tehnologica |
B- incarcatura microbiana peste limitele admise (Escherichia coli) |
-neverificarea starii de igiena corespunzatoare a instalatiei de apa. |
M |
S |
-efectuarea periodica a analizelor de laborator si solicitarea buletinelor de analiza la furnizori; -mentinerea starii de igiena corespunzatoare a instalatiei de apa. |
||
|
F-contaminarea cu impuritati provenite de la sare |
--nefiltrarea apei si utilizarea filtrelor incarcate cu impuritati. |
S |
S |
-asigurarea starii de igiena corespunzatoare si efectuarea periodica de curatare a actiunilor de curatare a traseelor de aductiune; -filtrarea apei inainte de utilizare; -curatarea periodica a filtrelor. |
|||
|
Emulsionare drojdie |
F- prezenta impuritatilor provenite de la ustensilele cu care se realizeaza emulsionarea |
-ustesile neigienizate corespunzator |
S |
S |
-igienizare corespunzatoare a ustensilelor de emulsionare |
||
|
Preparare saramura |
F- prezenta impuritatilor provenite de la sare |
-sare purificata necorespunzator |
S |
S |
-selectarea furnizorilor |
||
|
Dozare materii prime si materiale de adaos |
F- prezenta impuritatilor provenite de la ustensilele cu care se realizeaza dozarea si de la mediul de lucru |
-ustensile neigienizate corespunzator |
S |
S |
-inspectii ale graficelor de igienizare -respectarea GMP |
||
|
Framantare aluat |
B- prezenta sporilor de mucegai, bacterii patogene |
-contaminare de la personal, de la masa de lucru, etc |
S |
S |
-inspectii ale graficelor de igienizare -respectarea GHP si GMP -instruire personal |
||
|
F- prezenta unor impuritati provenite de la malaxor sau din mediul de lucru |
-utilaj neigienizat corespunzator |
M |
S |
-inspectii ale graficelor de mentenanta si igienizare a utilajelor |
|||
|
Fermentare aluat |
B- cresterea incarcaturii microbiene datorita conditiilor necorespunzatoare de microclimat din mediu si de personal |
--nerespectarea parametrilor la fermentare |
S |
S |
-monitorizarea parametrilor din camera de fermentare |
||
|
F- contaminarea cu impuritati provenite de la personal si malaxor |
-utilaj neigienizat corespunzator -nerespectarea conditiilor de lucru de catre personal |
S |
S |
-inspectii ale graficelor de mentenanta si igienizare a utilajelor -instruire personal |
|||
|
|
Reframanta-re |
B- cresterea incarcaturii microbiene datorita conditiilor necorespunzatoare de microclimat din mediu si de personal |
--nerespectarea parametrilor si a conditiilor de lucru la reframantare |
S |
S |
-monitorizarea parametrilor -instruire personal |
|
|
F- contaminarea cu impuritati provenite de la personal si malaxor |
-utilaj neigienizat corespunzator -nerespectarea conditiilor de lucru de catre personal |
S |
S |
-inspectii ale graficelor de mentenanta si igienizare a utilajelor -instruire personal |
|||
|
Divizare |
F- prezenta unor impuritati provenite de la gripca, cantar si mediul de lucru |
-aparatura |
S |
M |
-inspectii ale graficelor de mentenanta ale aparaturii |
||
|
Modelare finala |
F- prezenta impuritatilor provenite din mediul de lucru, resturi de aluat intarit |
-contaminare de la masa de lucru |
S |
M |
-inspectii ale graficelor de igienizare si respectarea bunelor practici de lucru |
||
|
Dospire finala |
B- cresterea incarcaturii microbiene datorita conditiilor necorespunzatoare de microclimat din dospitor |
-nerespectarea parametrilor de la dospire: temperatura, umiditate, durata |
S |
M |
-monitorizarea parametrilor din dospitor |
||
|
F- contaminarea cu impuritati provenite din spatiul de dospire |
-dospitor neigienizat corespunzator |
S |
M |
-inspectii ale graficelor de mentenanta ale dospitoarelor |
|||
|
Coacere |
B- insuficienta distrugere a microorganismelor |
-rezistenta microorganismelor la temperaturi inalte |
R |
R |
-teste microbiologice |
||
|
F- contaminarea bucatilor de aluat cu impuritati provenite din cuptor si cu arsuri de faina |
-cuptoare vechi, deteriorate |
S |
S |
-inspectii ale graficelor de mentenanta ale cuptoarelor |
|||
|
Ambalare |
B- contaminare cu microorganisme provenite de la cutii, saci, sarma, sfoara, personal, atmosfera |
- cutii, saci, sarma, sfoara, personal, atmosfera contaminate |
S |
M |
-inspectarea graficelor de igienizare a materialelor -respectarea bunelor practici de lucru si igiena |
||
|
F- contaminare cu impuritati provenite de la cutii, saci, sarma, sfoara si/ sau personal |
- cutii, saci, sarma, sfoara, personal, atmosfera contaminate |
S |
S |
-inspectarea graficelor de igienizare a materialelor -respectarea bunelor practici de lucru si igiena |
|||
|
Depozitare |
B- prezenta microorganismelor |
-nerespectarea parametrilor de depozitare |
S |
M |
-inspectarea parametrilor de depozitare |
||
|
C- prezenta substantelor chimice |
-nerespectarea conditiilor de depozitare si/ sau igienizare -depozitarea produselor impreuna cu agentii de curatenie |
S |
S |
-verificari in depozit cu privire la conditiile de depozitare ale produselor finite |
|||
|
F- infestare cu daunatori |
-nerespectarea conditiilor de deratizare si dezinsectie |
S |
S |
-efectuarea actiunilor de deratizare si dezinsectie |
|||
|
Livrare |
B- contaminarea cu microorganisme de la personal si de la mijloacele de transport |
-nerespectarea parametrilor de livrare |
S |
S |
-respectarea bunelor practici de lucru si igiena |
||
|
C- contaminare cu substante chimice de la mijloacele de transport |
-transportul produselor impreuna cu agentii de curatenie |
S |
S |
-transportul separat, cu alte masini, al agentilor de curatenie fata de produse |
|||
|
F- contaminarea cu aschii de lemn, sarme, suruburi, etc., de la mijloacele de transport, infestare cu diversi daunatori |
-nerespectarea conditiilor de dezinsectie si deratizare din mijloacele de transport |
S |
S |
-efectuarea actiunilor de deratizare si dezinsectie |
|||
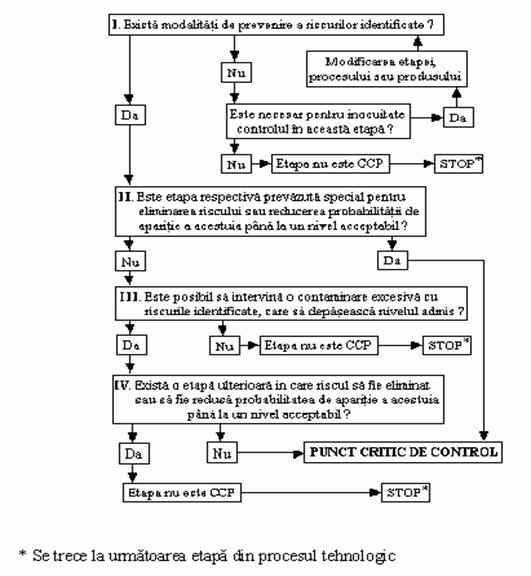
4.2. Identificarea punctelor critice de control
Pentru identificarea punctelor critice de control am utilizat arborele decizional cu 4 intrebari.
|
Materie prima/ Etapa de proces |
Tip de risc |
Denumire |
Clasa de risc |
Q1 |
Q2 |
Q3 |
Q4 |
PCC/ PA |
Concluzii |
|
Receptie materii prime si materiale |
B |
prezenta mucegaiurilor Bacillus mezentericus |
DA |
NU |
NU |
PA |
Receptia materiei prime- faina este consideratapunct de atentionare si necesita activitati de tinere sub control a mucegaiurilor, bacteriilor patogene, micotoxinelor, pesticidelor, metalelor grele, substanxelor chimice, aschiilor metalice, suruburilor, cioburilor de sticla si infestarii. Receptia celorlalte materii prime este considerata punct de control si necesita actiuni de verificare a buletinelor de analiza ce insotesc materia prima |
||
|
F |
aschii metalice, cuie, suruburi, impuritati minerale, infestari cu insecte moarte/ vii si rozatoare |
DA |
NU |
NU |
PA |
||||
|
C |
pesticide, metale grele, substante chimice (carburanti, lubrifianti, uleiuri) |
DA |
NU |
NU |
PA |
||||
|
Drojdie |
B |
microorganisme patogene; inactivarea drojdiei |
DA |
NU |
NU |
PA |
|||
|
Sare |
C |
impurificare cu substante chimice |
DA |
NU |
NU |
PA |
|||
|
F |
impuritati minerale |
DA |
NU |
NU |
PA |
||||
|
Apa tehnologica |
B |
bacterii patogene |
DA |
NU |
NU |
PA |
|||
|
C |
pesticide |
DA |
NU |
NU |
PA |
||||
|
F |
impuritati minerale, rugina |
DA |
NU |
NU |
PA |
||||
|
Depozitare materii prime |
B |
incarcatura microbiana |
DA |
NU |
DA |
NU |
PCC1 |
Etapa intruneste conditiile pentru a fi punct critic de control (doar pentru riscurile B si F), deoarece riscurile care s- au identificat necesita activitati de tinere sub control pentru limitarea prezentei mucegaiurilor, a prezentei impuritatilor si a infestarii |
|
|
C |
substante chimice ce pot contamina produsele depozitate |
DA |
NU |
NU |
PA |
||||
|
F |
impuritati, infestare cu daunatori |
DA |
NU |
DA |
NU |
PCC1 |
|||
|
Cernere faina |
F |
aschii metalice, cuie, suruburi, sarme, etc. cioburi de sticla, impuritati minerale, infestare cu insecte moarte sau in diferite stadii de dezvoltare si prezenta rozatoarelor |
DA |
DA |
PCC2 |
Cernerea este consideratd punct critic de control si necesita activitati de tinere sub control a prezentei impuritatilor si a infestarii |
|||
|
Pregatire apa tehnologica |
B |
incarcatura microbiana peste limitele admise (Escherichia coli) |
DA |
NU |
NU |
PA |
Etapa nu intruneste conditiile pentru a fi punct critic de control deoarece riscurile care s- au identificat nu sunt majore si pot fi tinute sub control |
||
|
F |
contaminarea cu impuritati provenite de la sare |
DA |
NU |
NU |
PA |
||||
|
Emulsionare drojdie |
F |
prezenta impuritatilor provenite de la ustensilele cu care se realizeaza emulsionarea |
DA |
NU |
NU |
PA |
Etapa nu intruneste conditiile pentru a fi punct critic de control deoarece riscurile care s- au identificat nu sunt majore si pot fi tinute sub control |
||
|
Preparare saramura |
F |
prezenta impuritatilor provenite de la sare |
DA |
NU |
NU |
PA |
Etapa nu intruneste conditiile pentru a fi punct critic de control deoarece riscurile care s- au identificat nu sunt majore si pot fi tinute sub control |
||
|
Dozare materii prime si materiale de adaos |
F |
prezenta impuritatilor provenite de la ustensilele cu care se realizeaza dozarea si de la mediul de lucru |
DA |
NU |
NU |
PA |
Etapa nu intruneste conditiile pentru a fi punct critic de control deoarece riscurile care s- au identificat nu sunt majore si pot fi tinute sub control |
||
|
Framantare aluat |
B |
prezenta sporilor de mucegai, bacterii patogene |
DA |
NU |
NU |
PA |
Etapa nu intruneste conditiile pentru a fi punct critic de control deoarece riscurile care s- au identificat nu sunt majore si pot fi tinute sub control |
||
|
F |
prezenta unor impuritati provenite de la malaxor sau din mediul de lucru |
DA |
NU |
NU |
PA |
||||
|
Fermentare aluat |
B |
cresterea incarcaturii microbiene datorita conditiilor necorespunzatoare de microclimat din mediu si de personal |
DA |
NU |
NU |
PA |
Etapa nu intruneste conditiile pentru a fi punct critic de control deoarece riscurile care s- au identificat nu sunt majore si pot fi tinute sub control |
||
|
F |
contaminarea cu impuritati provenite de la personal si malaxor |
DA |
NU |
NU |
PA |
||||
|
Reframanta-re |
B |
cresterea incarcaturii microbiene datorita conditiilor necorespunzatoare de microclimat din mediu si de personal |
DA |
NU |
NU |
PA |
Etapa nu intruneste conditiile pentru a fi punct critic de control deoarece riscurile care s- au identificat nu sunt majore si pot fi tinute sub control |
||
|
F |
contaminarea cu impuritati provenite de la personal si malaxor |
DA |
NU |
NU |
PA |
||||
|
Divizare |
F |
prezenta unor impuritati provenite de la gripca, cantar si mediul de lucru |
DA |
NU |
NU |
PA |
Etapa nu intruneste conditiile pentru a fi punct critic de control deoarece riscurile care s- au identificat nu sunt majore si pot fi tinute sub control |
||
|
Modelare finala |
F |
prezenta impuritatilor provenite din mediul de lucru, resturi de aluat intarit |
DA |
NU |
NU |
PA |
Etapa nu intruneste conditiile pentru a fi punct critic de control deoarece riscurile care s- au identificat nu sunt majore si pot fi tinute sub control |
||
|
Dospire finala |
B |
cresterea incarcaturii microbiene datorita conditiilor necorespunzatoare de microclimat din dospitor |
DA |
NU |
NU |
PA |
Etapa nu intruneste conditiile pentru a fi punct critic de control deoarece riscurile care s- au identificat nu sunt majore si pot fi tinute sub control |
||
|
F |
contaminarea cu impuritati provenite din spatiul de dospire |
DA |
NU |
NU |
PA |
||||
|
Coacere |
B |
insuficienta distrugere a microorganismelor |
DA |
NU |
NU |
PA |
Coacerea este considerata punct critic de control si necesita activitati de verificare si monitorizare a temperaturii si timpului de coacere |
||
|
F |
contaminarea bucatilor de aluat cu impuritati provenite din cuptor si cu arsuri de faina |
DA |
DA |
PCC3 |
|||||
|
Ambalare |
B |
contaminare cu microorganisme provenite de la cutii, saci, sarma, sfoara, personal, atmosfera |
DA |
NU |
NU |
PA |
Etapa nu intruneste conditiile pentru a fi punct critic de control deoarece riscurile care s- au identificat nu sunt majore si pot fi tinute sub control |
||
|
F |
contaminare cu impuritati provenite de la cutii, saci, sarma, sfoara si/ sau personal |
DA |
NU |
NU |
PA |
||||
|
Depozitare |
B |
prezenta microorganismelor |
DA |
NU |
NU |
PA |
Etapa nu intruneste conditiile pentru a fi punct critic de control deoarece riscurile care s- au identificat nu sunt majore si pot fi tinute sub control |
||
|
C |
prezenta substantelor chimice |
DA |
NU |
NU |
PA |
||||
|
F |
infestare cu daunatori |
DA |
NU |
NU |
PA |
||||
|
Livrare |
B |
contaminarea cu microorganisme de la personal si de la mijloacele de transport |
DA |
NU |
NU |
PA |
Etapa nu intruneste conditiile pentru a fi punct critic de control deoarece riscurile care s- au identificat nu sunt majore si pot fi tinute sub control |
||
|
C |
contaminare cu substante chimice de la mijloacele de transport |
DA |
NU |
NU |
PA |
||||
|
F |
contaminarea cu aschii de lemn, sarme, suruburi, etc., de la mijloacele de transport, infestare cu diversi daunatori |
DA |
NU |
NU |
PA |
Planul HACCP pentru cornuri cu lapte
|
Etapa de proces |
Riscuri identificate |
Masuri de control |
PCC |
Limite critice |
Proceduri de monitorizare |
|||||
|
Metoda |
Frecventa |
Masuri corective |
Executant |
Verifica |
Documente |
|||||
|
Depozitare materii prime |
B- incarcatura microbiana F- infestare cu daunatori, nisip, tencuiala, urme de rozatoare |
Inspectare si control al procesului de afumare |
PCC1 |
Conditii de depozitare in spatii igienizate, lipsite de accesul daunatorilor |
Analize vizuale si microbiologice |
Continua |
Monitorizarea conditiilor de depozitare |
Operatorul |
Sef de sectie |
Registru la punctul de control PCC1 |
|
Cernere faina |
F- aschii metalice, cuie, suruburi, sarme, etc. cioburi de sticla, impuritati minerale, infestare cu insecte moarte sau in diferite stadii de dezvoltare si prezenta rozatoarelor |
Executarea activitatilor de deratizare, dezinsectie si dezinfectie |
PCC2 |
Lipsa totala a impuritatilor |
Observare vizuala |
La fiecare sarja |
Respectarea conditiilor de depozitare |
Operator |
Sef de sectie |
Registru la punctul de control PCC2 |
|
Coacere |
B- insuficienta distrugere a microorganismelor F- contaminarea bucatilor de aluat cu impuritati provenite din cuptor si cu arsuri de faina |
Respecta-rea temperatu-rii, a umiditatii si a timpului si de coacere |
PCC3 |
Parametrii de coacere t=93÷97˚C |
Masura-tori fizice ale parame-trilor de coacere |
Continua |
Monitori-zarea umiditatii si a tempera-turii de coacere |
Operator |
Sef de sectie |
Registru la punctul de control PCC3 |
Bibliografie
*** Colectie de standarde pentru industria alimentara, vol. II, Bucuresti, 1989, pag. 417- 455;
*** Colectie de standarde pentru industria de morarit si panificatie, vol. II, Bucuresti, 1989, pag. 108- 112,;
Banu, C., s.a. Calitatea si controlul calitatii produselor alimentare, Ed. Agir, Bucuresti, 2002, pag. 426- 427;
Banu, C., s.a. Tratat de industrie alimentara, Tehnologii alimentare, Ed. Asab, Bucuresti, 2009, pag. 713- 790;
Despina, Bordei. Tehnologia moderna a panificatiei, Ed. Agir, Bucuresti, 2004, pag. 345- 356 ;
Rasenescu, I., Otel, I. Indrumar pentru industria alimentara, Lexicon, vol. I, Ed. Tehnica, Bucuresti, 1987, pag. 346;
Rasenescu, I., Otel, I. Indrumar pentru industria alimentara, Lexicon, vol. II, Ed. Tehnica, Bucuresti, 1988, pag. 154, 267.
https://www.globalcertification.ro/certificare-iso-22000-haccp.php
ftp://ftp.moldova.cnfa.org/REPORTS/Business/Basic_Guide_to_HACCP_Principles_ROM.pdf
|
