Mecanismul motor
1. Destinatie si parti componente
a- nedemontabil
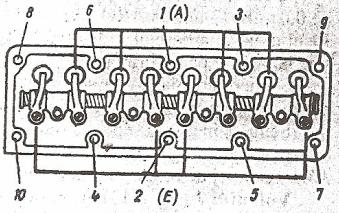
Fig. 16. Ordinea de strangere a suruburilor
chiulasei
la motorul autoturismului
4.2. Defectele in exploatare ale organelor fixe
Arderea garniturii de chiulasa, datorita S prelucrarii incorecte a suprafetelor de etansare dintre blocul motor si chiulasa , strangerii incorecte sau insuficiente a chiulasei (cea mai frecventa), montarii necorespunzatoare a garniturii, detonatiilor motoruli etc.
Depistarea fenomenului se constata prin:
-scaderea niveluli apei din instalatia de racier, care va aparea in baia de ulei, al caruia creste, insa emulsionat
-prezenta uleiului in bazinul superior al radiatorului, datorita impingerii lui de pe cilindri in camasa de racier cu apa, de catre gaze
-rateuri ritmice in carburetor (la MAS), cand arderea s-a produs la garniture intre doi cilindri alaturati, datorita imprumutului de gaze de la un cilindru la celalalt
-existenta gazelor comprimate in instalatia de racier (bule in bazinul superior al radiatorului sau in vasul de expansiune, la acceleratia motorului)
-intreruperi la aprindere, ca urmare a depunerii apei pe electrozii bujiei (la MAS).
Remedierea consta in demontarea chiulasei si inlocuirea garniturii de chiulasa de catre sofer, sau in atelier, respectand regulile de montaj si strangere.
Fisurarea sau spargerea chiulasei sau blocului motor, fie in peretii exteriori, fie in zona supapelor, datorita: supraincalzirii motorului ca urmare a functionarii indelungate la turatii si sarcini mari; reglajelor incorecte sau infundarii partiale a canalelor apei de racier; turnarii apei reci cand motorul este supraincalzit din lipsa de apa de nivel in instalatia de racier sau pornirii motorului fara apa; inghetarii apei in instalatie, cand, pet imp rece, nu a fost golita.
Depistarea fenomenului se constata prin:
-functionarea neregulata a motorului, cand datorita fisurilor interioare dintre peretii cilindrilor sau din zona supapelor, se depune apa pe electrozi bujiilor si se produc intreruperi la aprindere ; se pbserva, totodata, scaderea nivelului lichidului de racier, cresterea nivelului uleiului (emulsionat, datorita apei) si picaturi de ulei in apa din instalatia de racier
-supraincalzirea motorului (pana la gripare), pierderi de apa in instalatia de racier, datorita fisurilor exterioare ale peretilor; se pot observa prelingeri de apa si emanare de vapori.
Remediera consta in repararea fisurilor prin diverse metode, in ateliere specializate.
4.3. Repararea organelor fixe
Repararea blocului motor (vezi fig. 4.5.). Dupa demontare, blocul se curate si se spala intr-un solvent, canalele de ungere se desfunda (dupa scoaterea depurilor) si se sufla cu aer comprimat, apoi se supune unui control pentru depistarea defectiunilor. Acestea pot fi:
Deformarea sau corodarea suprafetei 7 de asamblare a blocului cu chiulasa. Planeitatea se verifica cu o rigla de control (prin fata de lumina) si introducerea unei lame calibrate intre rigla si suprafata blocului; se admite abaterea maxima 0,1 mm pe toata lungimea. Verificarea se poate face si cu ceasul comparator cu support sau cu placa de control (pata de vopsea sa fie de minimum 80% din suprafata). Totodata, se verifica suprafetele de prelucrare daca nu au coroziuni, zgarieturi, bavuri, fisuri. Defectiunile mici se inlatura prin slefuire cu o piatra abraziva de granulatie foarte fina. Deformatiile si coroziunile accentuate se rectifica pe masini de rectificat plan, se poate indeparta un strat maxim 0,25 mm.
Fisuri, crapaturi sau spargeri de diferite forme si
marimi pe suporafetele laterale 8.
depistarea se face prin proba hidraulica pe stand special, la presiunea de 4
Repararea se poate realize prin mai multe procedee cand fisurile nu depasesc lungimea de 15-20 cm:
-sudarea
oxiacetilenica cu bare de fonta FC 20 cu diametrul de 8 mm, dupa preincalzirea
blocului ![]() , apoi racirea lenta in cuptor
, apoi racirea lenta in cuptor
-sudarea electrica (la rece) discontinua, cu current continuu de I =120-130 A si tensiunea U =20-25 V, cu electrozi monel sau bimetalici din cupru cu otel si invesis de calcar
-acoperirea
cu rasini epoxidice. Operatia consta in : curatirea locului, limitarea
extinderii fisurii prin stifturi filetate la capete, tesirea fisurii,
degradarea cu solvent, uscarea preincalzirea la 70.![]() , umplerea cu un material ternary format din rasina epoxidica
(dibutilfalat si material de adios), apoi uscarea timp de 4-6h la
, umplerea cu un material ternary format din rasina epoxidica
(dibutilfalat si material de adios), apoi uscarea timp de 4-6h la ![]() si prelucrarea de
finisare
si prelucrarea de
finisare
-etansarea cu solutii usor fuzibile (pentru fisuri mici). Solutia, formata din particule fine de metal si liant, se toarna in instalatia de racier, se reporneste motorul la turatie mica, in timp in care se depun particule; se opreste motorul dup ace nu mai supureaza pe la fisuri, timp de o jumatate de ora; se pune din nou motorul in functiune, iar dupa cinci minute se inlocuieste solutia cu apa deracire
-etansarea fisurilor mici de suprafata prelucrate, cu solutii metalice speciale sau cu apa de sticla
-metalizarea
cu zinc topit (pulverizat cu aer la 6
-teserea cu stifturi filetate din cupru, pe toata lungimea fisurii
-sparturile se pot suda oxiacetilenic sau electric; se pot repara si prin peticire. Peticul, din tabla de otel (OL 34) de grosime 2-4 mm, se plaice cu suruburi filetate, sub el montandu-se o garniture de panza imbibata cu miniu de plumb.
Dupa
reparare, se face din nou proba hidraulica, pe stand, la presiunea de 4
Uzura gaurilor filetate pentru prezoane sau suruburi se inlatura prin refiletare la cota de reparatie sau montarea de bucse speciale (filetate la exterior majorat iar interiorul la cota normala).
Prezoanele rupte in bloc se extrag prin diverse metode: defiletare cu ajutorul unor dornuri conice sau zimtate , extractoare, piulite sudatee etc.
Locasurile cuzinetilor pentru lagarele paliere 2 uzate sau deformate (conicizate si ovalizate) se remediaza prin alezare la treapta de reparatie, pe masina de alezat orizontala; prelucrarea se face simultant la toate locasurile lagarelor, cu capacele montate. Baza de prelucrare se ia in raport cu suprafata de imbinare cu chiulasa sau in baia de ulei. Cand uzurile sunt prea mari locasurile lagarelor se incarca prin sudare electrica, se monteaza capace noi si se alezeaza la cota nominala.
Lagarele arborelui cu came 3 prin uzare, vor avea conicitate si ovalitate fata de fusurile arborelui.
Remedierea consta in demontarea si montarea altora corespunzatoare cotei de reparatie, incapand cu cele intermediare.
Daca vor avea joc in locasurile, acestea se alezeaza simultant pe masina speciala si se monteaza bucse cu diametrul majorat, la cota de reparatie.
Locasurile tachetilor care se uzeaza se alezeaza la cota de reparatie sau se preseaza bucse, iar alezarea se face la cota nominala.
La cele amovibile, procesul este asemanator.
Blocul motor se rebuteaza daca are fisuri sau crapaturi mai mari de 200-250 mm lungime , fisuri intre camasile de cilindru, crapaturi sau sparturi la locasurile lagarelor paliere sau ale camasilor de cilindru.
Repararea cilindrilor (fig. 17.). Forma geometrica interioara a cilindrilor se modifica fie datorita cauzelor termodinamice in timpul functionarii motorului ( conicitate 2 si ovalitate 3), fie unor agenti chimici (coroziunea ) sau abraziunii impuritatii (rizuri). Uzura este aceentuata in partea superioara a cilindrului, formand un prag 1.
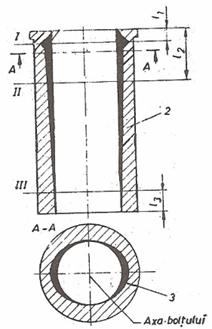
Fig. 17. Uzura normala a unei camasi de cilindru:
![]() - plane de masurare a ovalitatii si conicitatii
- plane de masurare a ovalitatii si conicitatii
![]() - distantele planelor
demasurare uzurilor
- distantele planelor
demasurare uzurilor
1- prag de uzura, 2 conicitate, 3 ovalitate.
Constatarea
se poate face visual si prin masurarea cu ceasul comparator cu cadran. Se
admite, in general, conicitate si
ovalitate maxima de 0,150 mm. Ovalitatea de dermina in trei planuri
perpendiculare pe axa cilindrului,in cruce, iar conicitate ni partea
superioara, la mijloc si partea inferioara. Remedierea consta in alezarea si
hoinuirea cilindrilor. Camasile de cilindru se deincrusteaza in solutii
alkaline la temperatura de ![]() , dup ace, se curate, in prealabil , de calamine.
, dup ace, se curate, in prealabil , de calamine.
Blocul motor cu cilindri nedemontabili se fixeaza direct sau pe masa masinii de alezat, iar camasile de cilindru cu ajutorul unor dispozitive. Masina de alezat este vertical si poate lucra cu unul sau doua cutie (al doilea pentru finisare).
Se prelucreaza, mai intai, cilindrul cel mai uzat, pentru a obtine treapta de reparatie la care vor fi alezati si ceilalti cilindri (cota unitara). Dupa alezare, cilindri se spala si se supun controlului care impune, lipsa de pete sau reziduri, conicitate si ovalitate la limitele admise. Numarul treptelor de reparatie difera dupa tipul motorului. Dupa alezare, se face o superfinisare (hoinuire) pe masini speciala,si, in acest scop, s-a lasat adaos de prelucrare. Dupa hoinuire, suprafata trebuie sa fie perfect lucioasa (oglinda cilindrului ), iar conicitatea si ovalitatea sa nu depaseasca 0,005-0,006 mm pentru autoturisme si 0,015-0,20 mm pentru ARO si D 797-05, este urmata de proba hidraulica la presiunea de 4 bari.
Se procedeaza apoi, la sortarea si macarea camsilor de cilindri, pe grupe de reparatie.
Camasile de cilindru se monteaza in blocul-motor, prin presare cu dispozitive speciale, dupa ce s-au asezat inelele de etansare in canalele respective (care se ung cu emulsie de sapun sau ulei) si s-au centrat in locasurile lor.
Se rebuteaza cilindrii: fisurati, cu incorporari de sufluri, cu sparturi, rizati pe adancimea in interior, loviti, cu diametrul ghidajelor de centrare mai mic ca cel normal, cu alezajul ce depaseste ultima cota de reparatie.
Blocurile motor cu cilindri nedemontabili se pot camasui se realezala cota nominala.
Cilindri sunt alezati la 2-3 sau chiar sase cote de reparatie.
Repararea chiulasei (vezi fig. 7.). Dupa demontare se face curatirea ei
in solutii alcaline la cald sau cu produse dizolvante ("Decanol"). Urmeaza
controlul visual pentru depistarea defectiunilor care pot : stifturi,
neetanseitati, fisuri, ciupituri sau sufluri pe suprafetele laterale 11,
suprafetele , interioare ale ghidajelor supalelor 9 si locasurilor lor, uzura
scaunelor de supape 12 si locasurile lor, deteriorarea orificilor filetate 6.
Cu ajutorul riglei si lamelelor calibrate se determina deformarea suprafetei de
contact cu blocul motorului 4 (admis 0,005-0,1 mm pe toata lungimea ), a
suprafetelor de montaj a colectoarelor de admisie si evacuare 7,8 si capacul
culbutorilor, de asemenea, se verifica starea si volumul camerei de ardere 1,
prin umplere cu ulei (37,810 ![]() la Dacia 1310), uzura
filetelor pentru locasurilor bujiilor, starea suprafetei de asezare a
injectoarelor 10.
la Dacia 1310), uzura
filetelor pentru locasurilor bujiilor, starea suprafetei de asezare a
injectoarelor 10.
Repararea fisurilor sicrapaturilor, a stifturilor se face si la blocul motor, la fel si a filetelor deteriorate.
Refacerea etansitatii orificilor, prezoanelor si tijelor impingatoare se face prin bucsare.
Suprafata de contact (etansare) cu blocul, cand este deformata, se reface pe masini de rectilicat plan (fig. 18.), nu se admite indepartarea unui start de material mai gros de 0,25-0,50 mm, prin rectificari repetate. Pentru a nu se modifica raportul de comprimare, se folosesc garnituir de chiulasa mai groase.
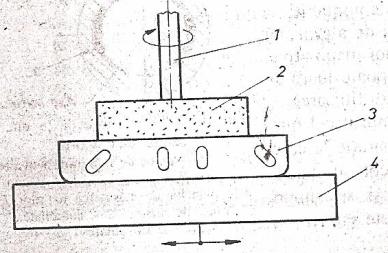
Fig. 18. Rectificarea plana a chiulasei
1 arborele masinii, 2 disc abraziv, 3 chiulasa,
4 masa electromagnetica a masinii de rectificat
Celalalte suprafete deformate, de asemenea, se rectifica plan.
Ghidurile de supapa, uzate se aleazeaza la cote de reparatii, folosind supape cu tija majorata in diametru.
Cand se depaseste ultima cota de reparatie se inlocuiesc cu altele noi, care se preseaza cu un dorn special in locul celor vechi.
Scaunele supapelor care nu asigura etanseitatea se slefuiesc cu supapele respective cu ajutorul unui dispozitiv ventuza (care roteste in ambele sensuri), folosind pasta de rodaja intre suprafete.
Daca
uzura este accentuate, atunci se frezeaza cu o freza conica speciala la ![]() (diferita pentru
admisie si evacuare)(fig 19.,a). Latimea scaunului supapei trebuie sa ie de
1,2-1,6 mm; cand se depaseste valoarea, se procedeaza la ridicarea fatetei
(daca supapa se afunda) cu o freza de
(diferita pentru
admisie si evacuare)(fig 19.,a). Latimea scaunului supapei trebuie sa ie de
1,2-1,6 mm; cand se depaseste valoarea, se procedeaza la ridicarea fatetei
(daca supapa se afunda) cu o freza de ![]() (fig.19.,c) sau coborarea (cand supapa se aseaza prea sus) ,
cu o freza de
(fig.19.,c) sau coborarea (cand supapa se aseaza prea sus) ,
cu o freza de ![]() , dupa care se pozitioneaza noul scaun de supapa cu o freza
de
, dupa care se pozitioneaza noul scaun de supapa cu o freza
de ![]() (fig. 19.,b).
(fig. 19.,b).
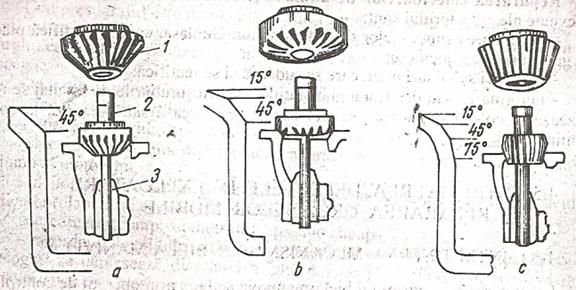
Fig. 19. Frezarea scaunelor de supape
1 freza, 2 dorn, 3 ghidul supapei
Frezarea este urmata de rodarea cu pasta, care se executa dupa procedeul mentionat anterior. In intreprinderile specializate, slefuirea se face pe masini speciale, care rodeaza simultant toate supapele de la o chiulasa.
Scaunele de supape cu duritate mare se rectifica cu pietre abrasive adecvate, antrenate de masini electrice portabile.
Prin
reconditionari repetate, scaunele supapelor se adancesc peste limita. Cele
amovibile se inlocuiesc, racindu-se in baia de ammoniac, sau incalzirea
chiulasei la ![]() . Cele nedemontabile se aleazeaza si se preseaza bucse
corespunzatoare de otel.
. Cele nedemontabile se aleazeaza si se preseaza bucse
corespunzatoare de otel.
Verificarea etansitatii se face cu un petrol turnat pe supapele montate in scaunele lor (san u se scurga in treizeci de secunde) sau cu un dispozitiv cu aer comprimat (sanu existe pierderi mai mari de 1 bar intr-un minut).
Chiulasa se rebuteaza daca are sparturi, crapaturi ale camerei de ardere, porozitati sau mai mult dezece sufluri.
Repararea colectoarelor de admisie si evacuare. Defectiunile cele mai frecvente ale colectorului sunt:
-deformarea suprafetelor de asamblare cu chiulasa, care se rectifica plan, iar garniturile se inlocuiesc
-stirbituri sau fisuri mici, care se sudeaza si se rectifica
-deformarea sau deteriorarea orificiilor pentru suburile de montaj se realizeaza la cote majorate sau se sudeaza si se alezeaza sau bucseaza la cota nominala.
5. Intretinerea , defectele in exploatare si repararea organelor mobile
Intretinerea mecanismului biela-manivela
Intretinerea mecanismului biela-manivela se face prin operatii de control si verficare functionala, ca:
Verificarea pornirii usoare a motorului
Verificarea functionarii corecte la diverse turatii, fara a prezenta batai. Cele suspecte de depisteaza fie auditiv, fie cu ajutorul stetoscopului astfel:
-bataile in partea superioara a blocului motor denota uzarea pistoanelor si camasilor de cilindri, care conduc la scaderea compresiei si la consum exagerat de ulei
-bataile ascutite infundate in zona superioara a blocului motor, la pornirea motorului, care se atenueaza dup ace motorul se incalzeste, indica uzarea segmentilor
-batailor in zona de mijloc a blocului motor indica uzarea bolturilor de piston si bucselor de biela; acestea se manifesta ca un sunet metallic ascutit la accelerari si adecelerari sau la mersul in gol, la ralanti dispare bataia ,daca se intrerupe aprinderea la cilindrul in cauza, dar nu dispar bataile de piston, daca exista
-bataile (aceentuate la rece, dar atenuate la cald) in zona inferioara a motorului presupun uzarea lagarelor, se observa prin scaderea presiunii uleiului de ungere. Totdata, se pot depista torsionari si incovoieri ale bielei prin zgomote in partea inferioara, dar si in partea superioara a motorului. Consecintele acestei uzari: ovalizarea neuniforma a cilindrilor pe lungimea lor (conizare), uzarea segmentilor pe muchii si deci a pistoanelor, uzarea rapida si uniforma a fusurilor manetoane de la arborele cotit, mcsorarea presiunii de ulei.
Controlul fumului de evacuare, zilnic, visual sau cu aparataj (fumetru pentru motoare Diesel), fumul albastru indica donsum de ulei, cel negru-consum exagerat de combustibil, iar cel albicios-avans prea mare sau prea mic la aprindere, respective la injectie pentru motoarele Diesel. Verificarea cu aparatura se face la 50.000km.
Controlul presiunii in cilindrii, la 50.000km, se face cu ajutorul compresometrului sau compresografului.
Compresometrul este un manometru special, racordat la un furtun prevazut la capat cu un con de cauciuc si o supapa pentru a se adapta in locul bujiei sau injectorului.
|
