Motoare hidraulice liniare
Generalitati
Fig. 2. -Tipuri de cilindri hidraulici.
a - cu dublu actiune, tija unilaterala, piston mobil: b - cu dubla actiune, tijaunilaterala, piston fix: c - cu dublu actiune, tiju bilaterala, piston mobil: d - cu simpla actiune, tija unilaterala, piston mobil, arc de revenire: e - cu simpla actiune si plunjer mobil: f - cilindru telescopic cu simpla actiune:
1 - cilindru; 2 - piston; 3 - tiju; 4 - ochiuri de prindere; 5 - arc; 6 - racord.
Aspecte privind materialele si tehnologia motoarelor hidraulice liniare
Clindrii motoarelor hidraulice liniare se executa din otel de calitate OLC 35, OLC 45 si OLC 55 sau otel de teava OLT 35 OLT 65, oteluri carbon superioare sau oteluri aliate cu crom si nichel pentru presiuni inalte. Tijele si pistoanele se executa din otel de constructie OL 50, OL 60 sau otel de calitate OLC 35 sau OLC 45. Capacul se executa tot din otel de constructie laminat sau otel forjat.
O importanta deosebita o prezinta prelucrarea alezajelor cilindrilor, la care operatia finala este rectificarea si honuirea, aceasta operatie neadmitind urme de scule longitudinale care duc la cresterea de pierderi volumice inalte.Rugozitatea suprafetei Ra=0,4µm; conicitate maxim admisa la 1000 mm este de 0,03 mm ; ovalitatea maxim admisa de 0,02 mm la 500 mm lungime, iar abaterea maxima a generatoarelor de la rectilinitate de 0,03 mm.
Conditile tehnice impuse tijei sunt aceleasi pentru rugozitate; pentru ovalitate si conicitate, se admite o abatere de 0,01 mm, iar coliniaritatea dintre axa alezajului si directia de miscare sa nu aiba o abatere mai mare de 0,03 mm.
La cilindrii vand pistoane cu garnituri profilate, dupa alezare se aplica o polizare de luciu de oglinda cu un cap de frezat de fonta si pasta abraziva.
Cilindrii scurti pot fi rectificati cu o rodare ulterioara cu o scula de fonta apoi o polizare la perie.
O prelucrare de mare productivitate si cu o buna calitate a suprafetei se obtine prin honuire cu pastile abrazive cu o granulatie de 80-500 µm, viteza periferica de 40-60 m/min si un avns al sculei de 10-12 m/min, cu un adaos be honuire de 0,05-0,08 mm.
Motoarele hidraulice liniare sunt supuse unor incercari complexe in faza de prototip si numai anumitor incercari, in cazul probelor de lot. Intre incercarile de prototip se mentioneaza : o serie de verificari preliminare (calitatea materialelor, dimensiuni de gabarit si masa,rezistenta la presiune etc.), verificarea unor parametri functionali (presiune si debit minime si maxime, curse de lucru, forte, pierderi de debite, franare, viteza, randament, anduranta etc.).
Importanta prezinta scaparile la piston la presiune maxima in diverse pozitii ale acestuia, scapari la care pentru diametre D = 70 165 [mm] sa nu depaseasca valorile q = 3 15 [cmc/min].
La tija nu se admit scapari, ci doar scoaterea unei pelicule fine de un volum care sa nu depaseasca 0,5 cmc la 50 de curse duble pe o lungime de 0,5 m
Constructia subansamblului cilindrilor hidraulici
Subansamblul cilindrului hidraulici poate avea forme constructive variate, in functie de o serie de factori cum ar fi : nivelul presiunii din sistem, tipul de masina, ciclul de lucru, pozitia si modul de fixare, lungimea cursei etc. In figura 1 sunt prezentate principalele elemente constructive din partea fara tija, iar in figura 2 sunt prezentate principalele elemente constructive din partea fara tija.
In figura 1 s-au facut urmatoarele notatii: 1 - cilindrul, 2 - tija mobila, 3 - garnitura de etansare, 4 - flansa de fixare. Din figura se vede ca fixarea capacului poate fi facuta rigida prin sudare sau presare ( a ) sau demontabila ca in celelalte figuri. In figura 1 - f este prevazuta o montare robusta pentru presiuni inalte, in care garnitura 3 este metalica .
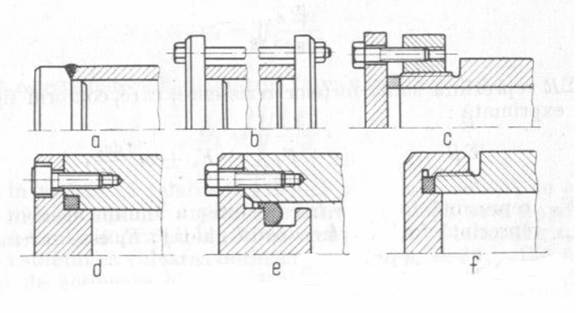
Fig. 1.
Fig. 2
Constructia subansamblului pistoanelor
Dintre variatele forme de pistoane utilizate in constructia motoarelor liniare, in figura 1 se prezinta cateva. Astfel ,in figura 1 - a se prezinta un piston cu canale circulare, fara garnituri de etansare, aceasta realizandu-se prin joc redus in cuplu redus de frecare. La aceste tipuri suprafetele active trebuie sa aiba o precizie ridicata geometrica si dimensionala, obtinandu-se prin rectificare si rodare reciproca.
Canalele circulare au rolul de a realiza centrarea pistonului in alezaj, prin echilibrarea presiunilor radiale, de a reduce pierderile prin labirintul format, de a colecta eventualele elemente polunte din lichid si a realiza discontinuitatea surprafetei de frecare, ameliorand conditiile de functionare. Aceste tipuri pot fi utilizate pentru cilindrii scurti, de regula, in lanturile cinematice auxiliare sau pentru presiuni foarte ridicate, de regula la motoarele cu multiplicator.
Raspandirea cea mai mare o au pistoanele cu segmenti (fig 1 - b) pentru presiuni medii si inalte si o gama variata de lungimi.
O alta categorie de pistoane raspandite sunt cele cu garnituri profilate (mansete) (fig 1 - c si d) pentru o gama larga de presiuni si mai ales lungimi mari de cilindri, deoarece acestea nu necesita o precizie geometrica si dimensionala ridicata, ci doar rugozitate mica a suprafetei, pentru reducerea fortei de frecare si evitarea uzurii premature a garniturii. Pistonul de forma reprezentat in figura 1 - c este recomandat pentru solicitari usoare, iar cel din figura 1 - d pentru solicitari grele.
Pistoanele cu garnituri circulare, reprezentate in figura 1 - e si f, se caracterizeaza printr-o mare simplitate, compactitate si siguranta in functionare, putand fi utilizate pentru diametre pana la 400 mm si presiuni de 100-150 daN/cm2. Ele pot fi simple sau cu saibe de protectie.
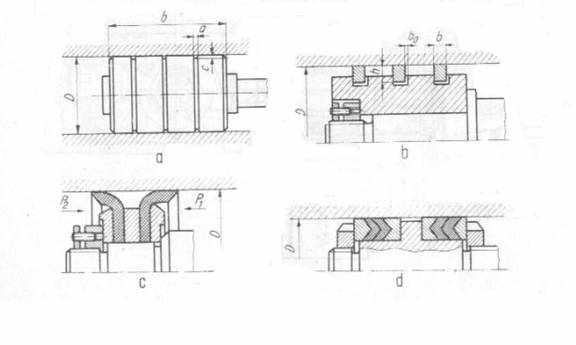
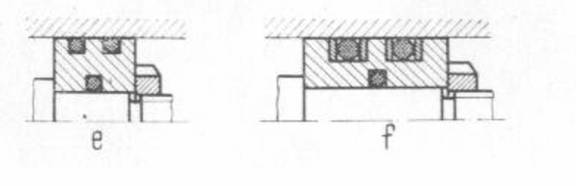
Fig. 1
Frecvent la motoarele hidraulice liniare sunt utilizate in miscarea principala rectilinie-alternativa, care se efectueaza cu viteze si mase inertiale mari, la care fortele de inertie la cepete de cursa devin considerabile. Pentru reducerea socurilor la inversare se utilizeaza sisteme de franare la unul sau ambele capete de cursa. In figura 1 sunt prezentate cateva dintre sistemele de principiu recomandata in acest scop.
Astfel, in figura 2 - a, cea mai raspandita schema de franare la capat de curse, franarea se realizeaza cu ajutorul celor doua bolturi bilaterale 3, ale pistonului 4, de dimetrul d, care intra in camera de franare 5, fortand lichidul din aceasta camera sa iasa prin jocul format intre bolt si alezajul camerei, creandu-se astfel o contrapresiune care se opune energic miscarii pistonului. Eficacitatea franarii pistonului se poate regla cu ventilul conic 1. Alimentarea in sens opus se face prin supapa de ocolire a droselului notata cu 2. Un sistem similar este reprezentat in figura 2 - b.
Un sistem de franare cu rezistenta variabila este prezentat in figura 2 - c si d. Astfel in figura 2 - c, rezistenta are o variatie continua, monoton crescatoare (crestatura longitudinala triunghiulara), iar in figura 2 - d rezistenta are o variatie in treapta realizata prin acoperirea succesiva a canalelor de evacuare.
Forta de franare dupa prima schema poate fi determinata plecand de la presiunea curenta in camera de franare in considerentul expulzarii fortate a lichidului prin fanta circulara dk d, de catre piston
p=12 l s/ d ²
In care : este viteza curenta a pistonului ; s sectiunea coroanei circulare a cilindrului in care e comprimat lichidul ; jocul nominal radial; celelalte cote reies din figura.
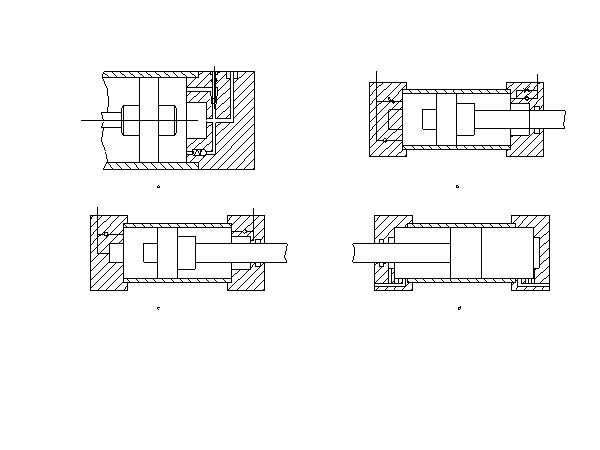
Fig. 2
|
