Proiectarea formelor (sau proiectarea constructiva) reprezinta acea etapa a procesului de design în care, pornind de la structura functionala, sau conceptul unui produs tehnic, proiectul prinde viata, se materializeaza. Dezvoltarea proiectului se face în concordanta cu criteriile tehnice si economice si în directia informatiilor acumulate pe parcurs.
7.1. Fazele PROIECTĂRIi formelor
Finalitatea etapei de compunere a formelor o constituie obtinerea proiectului sub forma unui ansamblu general (aranjarea generala si spatiala), proiectarea prelimi-nara a formelor (forma si materialele tuturor componentelor), stabilirea, în principiu, a procesului de productie si furnizarea de solutii pentru toate functiile auxiliare. În toate acestea, aspectele economice si tehnologice sunt de o importanta capitala.
Proiectul este perfectionat cu ajutorul desenelor la scara, revizuite critic si supuse unei evaluari tehnico-economice.
Asadar, proiectul definitiv trebuie dezvoltat pâna într-un punct în care poate fi realizata o verificare a functiei, durabilitatii, productiei, asamblarii si a costurilor. Doar ulterior se poate trece la etapa de pregatire a documentatiei de productie.
Spre deosebire de designul conceptual, în etapa de compunere a formelor, pe lânga binecunoscutele faze de cautare a solutiilor si de evaluare, intervin o serie de faze complementare, cum ar fi identificarea erorilor si optimizarea.
Procesul de creare si compunere a formelor este foarte complex deoarece:
mai multe actiuni trebuie realizate simultan;
serie de faze trebuie repetate la diverse niveluri de informatie (reiterare);
influentele negative se transmit de la o zona la alta sub forma de repercusiuni.
Din aceste motive, nu întotdeauna este posibila stabilirea unei ordini fixe (a unui plan) pentru aceasta etapa.
concept Identificarea
cerintelor care pot determina formele Realizarea
desenelor la scara în prezenta constrângerilor de ordin
spatial Identificarea
functiilor determinatoare a formelor Dezvoltarea
proiectelor preliminare si a formelor pentru principalele functii
determinatoare a formelor Alegerea celor
mai potrivite proiecte preliminare Dezvoltarea
proiectelor preliminare si a formelor pentru restul functiilor
determinatoare a formelor Cautarea
solutiilor pentru functiile auxiliare Dezvoltarea
proiectelor detaliate pentru functiile principale asigurându-se
compatibilitatea cu functiile auxiliare Dezvoltarea
proiectelor detaliate pentru functiile auxiliare si
conturarea/finalizarea întregului proiect proiect
preliminar Identificarea
erorilor si a factorilor perturbatori Proiect
final Fig. 7.1 Fazele
etapei de proiectare a formelor
![]()
![]()
![]()




![]()
![]()
, de la brut spre cizelat. Principalele faze ale etapei de creare a formelor sunt prezentate în figura 7.1.
1. Primul pas din aceasta etapa îl constituie identificarea acelor cerinte (cuprinse în lista de cerinte) care pot avea o influenta cruciala în crearea formelor. Aceste cerinte se încadreaza de obicei într-una din urmatoarele categorii:
cerinte legate de marime: elemente de legatura, dimensiuni conectori, intrari, iesiri etc;
cerinte legate de aranjare: pozitie, directie de miscare, diverse fluxuri etc;
cerinte legate de material: rezistenta la coroziune, fiabilitate, materiale speciale etc.
Cerintele referitoare la ergonomie, siguranta, fabricatie, asamblare implica o examinare aparte întrucât pot afecta dimensiunile, aranjarea spatiala si alegerea materialelor.
2. Apoi este necesara realizarea unor desene (trasaje) la scara, menite a stabili constrângerile de ordin spatial (de exemplu, curse ale elementelor aflate în miscare).
3. În continuare, pe baza solutiei concept, se poate trece la realizarea unei schite brute a ansamblului. Acest desen trebuie sa evidentieze modulele, subansamblele sau componentele care sunt menite a îndeplini functiile principale. Trebuie stabilit care din purtatorii functiei/functiilor principale influenteaza marimea, forma si/sau aranjarea spatiala a produsului (de exemplu, debitul necesar de amestec combustibil influenteaza dimensiunea supapei în motoarele termice). De asemenea trebuie identificate functiile principale care sunt îndeplinite prin efectul unic al unuia - sau concertat al mai multor - efecte (de exemplu, functia de transmitere a cuplului, combinata cu o miscare radiala a unui arbore, poate fi realizata prin efect unic, arbore elastic, sau prin combinarea a doua efecte: arbore rigid plus cuplaj).
4. Este dezvoltat în continuare proiectul preliminar, încluzând aranjamentul spatial, formele si materialele provizorii pentru componente. Rezultatul trebuie sa respecte restrictiile de ordin spatial, completate cu determinari noi cum ar fi: grosimi de pereti, diametre minime, ratii pentru danturi etc. În acest proiect se includ componente/subansambluri standardizate sau preluate de la proiecte anterioare.
5. Unul sau mai multe variante de proiect sunt alese pe baza unor proceduri ca cele descrise în Cap. 3, cu ajutorul listelor de control.
6. Urmeaza evaluarea necesarului de functii auxiliare (sustinere, etansare, racire etc.) si se verifica solutiile existente (standarde, cataloage, produse similare) în vederea utilizarii lor. În caz contrar, se trece la gasirea de solutii în concordanta cu cele pentru functiile principale.
7. Proiectul preliminar se transforma în proiect detaliat în concordanta cu regulile etapei de proiectare a formelor (subcapitolul 7.2), o atentie deosebita fiind acordata standardelor, regulamentelor, calculelor ingineresti, testelor si încercarilor experimentale. Daca este necesar, ansamblul poate fi împartit în ansambluri sau zone, care sa fie evaluate separat.
8. Proiectele realizate trebuie evaluate dupa criterii tehnice si economice. Bineînteles, nivelul de evaluare este functie de nivelul de dezvoltare a proiectului. Din acest motiv, decizia de evaluare poate fi amânata în unele cazuri.
9. Stabilirea variantei finale de proiect preliminar.
10. Optimizarea si completarea designului formelor pentru varianta/variantele de proiect selectata/selectate, prin eliminarea punctelor slabe identificate în urma evaluarii.
11. Proiectul trebuie verificat contra erorilor (greseli de proiectare) în functionare, compatibilitate de natura spatiala etc. si contra efectelor factorilor perturbatori.
12. Etapa de proiectarea formelor poate fi înch 949i86j eiata prin întocmirea listei de componente si a documentatiei constructive si de asamblare.
13. Stabilirea proiectului definitiv care urmeaza sa treaca în faza de realizare a proiectelor pentru elementele componente, numita faza de detaliere.
Tabelul 7.1 Lista de control pentru etapa de proiectare a formelor
Functie Este îndeplinita functia stipulata?
Ce functii auxiliare sunt necesare?
Principiul de lucru Principiile de lucru alese produc efectele dorite?
Ce factori perturbatori pot sa apara?
Proiect Proiectul în ansamblu, forma, materialele si dimensiunile
componentelor asigura:
o durabilitatea adecvata,
o rigiditatea,
o dilatarea,
o niveluri acceptabile pentru coroziune si uzura,
Siguranta Au fost luati în considerare toti factorii privind siguranta
componentelor, a functiei, a functionarii sau a mediului?
Ergonomie A fost luata în considerare relatia om-masina?
Au fost eliminati/redusi la minim factorii de stres sau de
pericol?
Aspectele estetice au fost avute în vedere?
Fabricatie Procesul tehnologic a fost analizat din punct de vedere
tehnic si economic?
Controlul calitatii Procedurile necesare pentru verificare pot fi folosite atât în
timpul, cât si dupa fabricatie (la termenele stabilite)?
Asamblare Toate procesele se asamblare (interne si externe) pot fi
îndeplinite simplu si în succesiunea corecta?
Transport Au fost examinate si luate în considerare conditiile si
riscurile transportului (intern si extern)
Functionare Au fost luati în considerare toti factori de functionare
(zgomot, vibratii, manipulare etc.)?
Reciclare Produsul poate fi refolosit sau reciclat?
Întretinere Întretinerea si inspectiile por fi realizate si verificate cu
usurinta?
Costuri Au fost supravegheate si respectate costurile limita?
Termene Datele pentru livrare pot fi respectate?
Exista modificari de proiectare care ar putea îmbunatati
situatia termenelor?
![]()
7.2 Reguli de baza ale etapei
Etapa de proiectare a formelor este caracterizata prin deliberari si verificari repetate. Fiecare proces de punere în forma reprezinta o tentativa de îndeplinire a unei functii date, prin cele mai potrivite mijloace sub forma: proiect preliminar, materiale si forma componentelor. Procesul debuteaza cu realizarea proiectului preliminar, la scara, bazat pe cerinte de ordin spatial, si continua prin luarea în considerare a sigurantei, ergonomiei, productiei, asamblarii, întretinerii, reciclarii si costurilor.
Datorita multiplelor corelatii, abordarea designerului trebuie sa fie progresiva si iterativa (verificare si corectie). Totodata, procesul trebuie sa permita identificarea rapida a problemelor prioritare.
Designerul poate întocmi o lista de control pe baza obiectivelor generale si a restrictiilor; scopul acestei liste poate fi asigurarea ca nici un aspect esential pentru faza nu a fost omis.
Urmatoarele reguli trebuie aplicate la realizarea oricarui produs. Ignorarea lor ar putea cauza probleme atât proiectantului, cât si utilizatorului. Regulile de baza sunt: claritate, simplitate, siguranta. Ele deriva din obiectivele generale, care sunt:
îndeplinirea functiei tehnice;
atingerea fezabilitatii economice;
siguranta individului si a mediului.
Claritatea se manifesta prin lipsa ambiguitatilor de proiectare usurând previziunile asupra performantelor produsului final.
Siguranta impune abordarea consistenta a problemelor de rezistenta, fiabilitate, prevenirea accidentelor si protectia mediului.
Simplitatea garanteaza (în general) fezabilitatea economica. Un numar redus de componente si forme mai simple pot fi realizate mai repede si mai usor.
Prin respectarea acestor trei reguli proiectantul poate spori sansele de succes ale proiectului sau, întrucât focalizarea atentiei pe acesti factori conduce la eficienta functionala, economie si siguranta.
În acceptiunea limbajului tehnic, simplu înseamna mai putin complex, "usor de înteles", "usor de facut". O solutie este mai simpla daca poate fi realizata cu mai putine componente. Asadar, proiectantii trebuie sa opteze pentru solutii cu numar minim de componente, având o forma cât mai simpla.
(c) (b) (a)

Fig. 7.2 Aplicarea principiului claritatii la un montaj cu rulmenti.
a) rulmentul din stânga preia tot efortul axial;cel din dreapta compenseaza dilatatia;
b) eforturile axiale sunt functie de dilatatie, pozitia arborelui neprecizata;
c) Prin introducerea unui element elastic se elimina dezavantajele solutiei anterioare
Astfel, de exemplu, din punct de vedere al formelor, prin simplitate se întelege:
forma geometrica pentru care pot fi analizate si mai usor rezistenta si rigiditatea;
forme simetrice care permit identificarea deformatiilor în timpul procesului tehnologic si/sau sub actiunea sarcinilor mecanice sau termice.
Productia si controlul calitatii pot fi simplificate si îmbunatatite daca:
formele geometrice permit utilizarea unor procedee bine cunoscute si controlate, care asigura minimizarea timpilor de prelucrare;
procesele de productie implica reglaje rapide si timpi de asteptare redusi;
formele alese faciliteaza operatiile de verificare si inspectie.
Asamblarea este mai rapida si mai sigura daca:
componentele care urmeaza a fi asamblate se identifica usor;
instructiunile de asamblare pot fi urmate usor si repede;
ajustarile la montaj sunt clare, precise si exacte;
nu este necesara demontarea unor ansambluri pentru realizarea altora.
Consideratiile legate de siguranta se refera atât la îndeplinirea functiilor tehnice, cât si la protectia omului si a mediului. Proiectantii recurg la o metodologie care cuprinde trei stadii: -siguranta directa
-siguranta indirecta
-avertizare.
Garantarea sigurantei directe înseamna alegerea unei solutii care sa evite aparitia pericolului. Doar când acest lucru este imposibil, se recurge la siguranta indirecta, cu alte cuvinte se intervine pentru izolarea potentialului pericol prin intermediul unor capace, aparatori, garduri, bariere, etc. Avertizarea are drept scop atragerea atentiei asupra pericolelor. Aceasta însa este o solutie de evitat, care nu se foloseste singura, ci în combinatie cu una din metodele anterioare.
Norma germana DIN 31004 defineste siguranta drept "ne-expus pericolului". Pericolul reprezinta o amenintare a carui tip, amploare si actiune sunt cunoscute. O situatie periculoasa este aceea în urma careia sunt aduse vatamari omului sau mediului. Siguranta este starea de fapt pentru care riscul este mai mic decât riscul limita. Riscul limita reprezinta nivelul maxim acceptabil pentru riscul specific unui sistem tehnic sau situatie.
Protectia la risc reprezinta reducerea riscului prin mijloace specifice în scopul reducerii frecventei de aparitie, sau extinderii efectelor negative.
În contextul sigurantei se încadreaza caracteristica de fiabilitate a unui sistem, cu alte cuvinte, abilitatea acestui sistem de a stisface cerintele operationale între anumite limite si pe întreaga perioada de functionare prevazuta. Asadar, siguranta se regaseste la patru nivele: siguranta operationala, siguranta operatorului uman, siguranta mediului si masuri de protectie.
Principiile sigurantei directe
Pentru asigurarea si evaluarea durabilitatii si a functionarii sigure a componentelor unui sistem, proiectantii pot utiliza unul din urmatoarele principii:
principiul asigurarii duratei de viata, care impune ca toate componentele, împreuna cu legaturile dintre ele trebuie realizate astfel încât sa functioneze la parametrii calculati pe toata perioada prevazuta;
principiul sigurantei în caz de defectare, conform caruia defectarea unui component, sau functionarea sistemului la alti parametri decât cei stabiliti, nu va avea consecinte grave;
principiul redundantei prin care sunt prevazute mijloace de sporire a sigurantei si fiabilitatii sistemului.
Folosirea redundantei în sistemele tehnice are drept scop sporirea sigurantei acestora, prin faptul ca în situatia deteriorarii unui component, sau sistem, exista alte elemente, aranjate în serie sau paralel, care îi preiau functiile - în totalitate, sau partial.
În literatura de specialitate se vorbeste de redundanta activa si redundanta pasiva. Spre exemplu, redundanta activa înseamna prevederea unui numar mai mare de motoare la un avion, sau folosirea cablurilor multifilare. Initial, toate elementele sunt functionale (active), dar în cazul în care un motor cedeaza, sau un fir se rupe, celelalte elemente similare preiau functia celui defect. În cazul redundantei pasive, exista sisteme de rezerva, care intra în functiune doar în cazul defectarii unui element activ; de exemplu, seturile de pompe de rezerva folosite pentru introducerea apei în reteaua de alimentare a unui oras.
Principiile sigurantei indirecte
Metodele sigurantei indirecte implica utilizarea unor sisteme de protectie si a unor echipamente de protectie speciale. Acestea se aplica în situatiile în care metodele sigurantei directe sunt inadecvate.
Sistemele de protectie trebuie sa reactioneze când apare un pericol. În acest scop, structura functiilor trebuie sa contina un transfer de semnal (fig. 2.1), în sensul ca exista o intrare care capteaza/înregistreaza pericolul, iar iesirea este înlaturarea acestuia. Structura de functionare a unui sistem de protectie se bazeaza pe o structura a functiilor având urmatoarele functii: captare - procesare - actiune. Un exemplu relevant pentru acest tip de siguranta îl reprezinta sistemul multi-redundant de monitorizare a temperaturii într-un reactor nuclear.
Dispozitivele de protectie îndeplinesc functii de protectie fara a procesa semnale. Exemple pentru acest caz sunt diversele tipuri de cuplaje de siguranta care patineaza la suprasarcina, centurile de siguranta din autovehicule etc.
Barierele protectoare îndeplinesc functiile de protectie în mod pasiv. Acestea protejeaza prin mentinerea la distanta (izolarea) personalului sau echipamentelor fata de sursa potentiala de pericol.
(a) (b)
(c)

Exemple de elemente de protectie: a) acoperire completa; (b) acoperire partiala - doar zona efectiv periculoasa; (c) bariera de protectie
În principiu, sistemele de protectie au ca scop evitarea pericolelor care pot afecta omul sau mediul înconjurator. Când totusi pericolul este iminent, trebuie prevenite consecintele care pot aparea, prin oprirea utilajului/instalatiei, ori prin interzicerea ca un utilaj defect sa poata fi (re)pornit.
Când un
sistem de protectie sesizeaza un pericol, produce o modificare în
conditiile de lucru, urmata de una dintre actiunile de
contracarare. În acest caz, este necesar un element de avertizare a
operatorului/utilizatorului. Exemple de indicare a schimbarii, precum
si a cauzei acesteia: temperatura prea mare, nivel scazut al
uleiului, ecran de protectie deschis. Se recomanda semnalizarea
optica si

Fig. 7.4 Simboluri utilizate pentru avertizare/atentionare
Scopul barierelor de protectie este de a izola oamenii si/sau obiectele de sursa de pericol si de a-i feri în acest fel de consecinte nedorite. Solutia de principiu optima trebuie sa realizeze o izolare completa a sursei de pericol. Solutiile practice se pot limita doar la acoperirea zonelor periculoase, sau la amplasarea unui gard la o distanta asiguratoare (fig. 7.3,c).
Aplicarea principiilor ergonomiei în domeniul sigurantei industriale implica analiza profunda a relatiilor om-masina-mediu si a sigurantei la locul de munca. Dintre factorii de mediu psihologic, ignoraranta operatorului si oboseala reprezinta principalele "pericole", surse sigure de accidente. Tabelul 7.2 prezinta un exemplu de lista cuprinzând un minim de cerinte pentru siguranta industriala.
Tabelul 7.2 Cerinte minimale de siguranta pentru sistemele mecanice
roti dintate, lanturi, curele de transmisie etc.;
elemente în miscare de rotatie mai lungi de 50mm, chiar daca sunt moi;
toate tipurile de cuplaje;
elemente în pericol de a se desprinde în timpul miscarii;
componente care se împing, se tamponeaza sau se rotesc (valturi);
componente care cad (greutati, contra-greutati);
canale, fante, orificii pentru introducerea materialului, de exemplu; latimea fantei nu trebuie sa depaseasca 8mm.
![]()
În concluzie, se poate spune ca respectând cele trei reguli de baza, siguranta, claritate, simplitate, designerii pot creste sansele realizarii unui proiect de succes.
Experienta arata ca trebuie început prin a analiza erorile si factorii perturbatori pentru solutiile existente (dat fiind faptul ca nu se porneste de la zero). Caracteristic bunilor designeri este faptul ca ei verifica încontinuu si îsi monitorizeaza actiunile în scopul identificarii efectelor directe si indirecte.
Etapa de stabilire a formelor implica o abordare flexibila, cu multe iteratii si schimbari de directie. Pasii trebuie selectati si adoptati la situatiile particulare în functie de calitatile designerilor.
7.3. Principiile ETAPEI de PROIECTARE A formelor
Principiile care guverneaza aceasta etapa difera ca numar, în functie de autor, respectiv de scoala careia îi apartine. Astfel, unii autori germani [Kesselring] stabilesc urmatoarele principii:
principiul costurilor de fabricatie minime;
principiul spatiului (volumului) minim;
principiul greutatii minime;
principiul pierderilor minime;
principiul optimei manipulari.
Cu toate acestea toti specialistii sunt de acord asupra faptului ca doar unul dintre principii trebuie sa fie crucial pentru proiect, celelalte fiind în situatia de dorinte sau restrictii, dupa caz. Care dintre principii este predominant reprezinta optiunea companiei, în functie de obiectivele generale. Prin parcurgerea etapelor descrise anterior, i.e. elaborarea unei liste de cerinte, identificarea esentei problemei prin abstractizare, verificarea în conformitate cu lista de control (vezi Tabelul 7.1), proiectantii transforma aceste principii în propuneri concrete, care le permit stabilirea costurilor, spatiului necesar, greutatii etc.
Abordarea sistematica poate scoate în evidenta întrebari referitoare la modul în care, data fiind problema si stabilita solutia de principiu, o functie poate fi cel mai bine îndeplinita , si care este tipul optim de purtator de functie. Principiile etapei de proiectare a formelor faciliteaza acest capitol al procesului de design.
Astfel, pentru relativ banala problema a transmiterii fortelor sau momentelor, ar fi indicat sa fie stabilit "principiul transmiterii fortelor". Aceasta abordare poate genera un numar sporit de principii, mai concrete; în aceasta situatie principiile enuntate anterior devin functii obiectiv în procesul de optimizare La aplicarea acestor principii, designerii trebuie sa verifice eventualele contradictii care pot aparea. Astfel de exemplu, principiul grosimii egale a peretilor la piesele turnate poate veni în contradictie cu obiectivul (cerinta) obtinerii unei greutati minime.
În continuare vor fi prezentate, pe scurt, câteva dintre cele mai importante principii ale etapei de proiectare a formelor.
7.3.1 Principiile transmiterii fortelor
Rezolvarea problemelor specifice ingineriei mecanice implica, în majoritatea cazurilor, forte si/sau tipuri de miscari, precum si aplicarea, conectarea, cumularea, canalizarea, varierea si transferul acestora; de asemenea, implica conversie de energie, matrial si semnal. Transmiterea fortelor trebuie înteleasa într-un context mai larg, care sa includa aplicarea, transmiterea, transferul momentelor de încovoiere si de torsiune.
Conform acestei categorii de principii, proiectantii trebuie sa evite orice schimbare brusca a directiei fluxurilor de forta, determinate de modificari ale sectiunii reperului, de exemplu.
1. Principiul efortului uniform impune ca, prin intermediul materialelor si formelor sa se obtina o solicitare uniforma a piesei mecanice în timpul functionarii (fig.7.5).
2. Principiul transmiterii fortei pe calea cea mai scurta si directa. Un prim efect al acestui principiu este principiul deformatiei minime (ex. automobile - tipuri de suspensie). Acest principiu conduce la minimizarea numarului de repere supuse efortului (implicate în transmiterea efortului), asigurând totodata:
minimizarea consumului de materiale (volum, greutate);
minimizarea deformatiilor.
De asemenea, este de preferat ca solutiile adoptate sa includa eforturi de compresiune sau tractiune, care determina deformatii mai reduse, decât cele de încovoiere sau torsiune.

Fig. 7.5 Distributia eforturilor în lagarele cu alunecare
3. Principiul deformatiilor identice stabileste ca doua componente alaturate trebuie proiectate în asa fel, încât sub sarcina sa se deformeze în acelasi sens si, daca este posibil, cu aceeasi cantitate. Prin respectarea acestui principiu designerul poate obtine evitarea concentratorilor de tensiuni si cresterea fiabilitatii sistemului.
4. Principiul echilibrului de forte. În general, echilibrul fortelor este asigurat prin elemente de contrabalansare sau prin constructii simetrice. Un dispozitiv simetric aflat în miscare de rotatie trebuie echilibrat din punct de vedere al fortelor de inertie; echilibrarea maselor în miscare este absolut obligatorie pentru evitarea uzurii si a scoaterii premature din uz a ansamblului. Motoarele automobilelor reprezinta un exemplu concludent: daca numarul de cilindri este prea mic pentru asigurarea unei echilibrari perfecte, sunt folosite elemente sau contragreutati pentru contrabalansare.
Ca regula generala, dar fara caracter de obligativitate, în cazul fortelor mici si mijlocii se opteaza pentru elemente de contrabalansare, iar la forte mari sunt de preferat constructiile simetrice.
Ca o concluzie în ceea ce priveste principiul transmiterii fortelor, trebuie subliniat ca:
fluxul de forte trebuie sa fie întotdeauna închis;
trebuie evitate schimbarile sau devierile bruste ale fluxului de forte.
7.3.2 Principiul divizarii functiilor
Urmatoarele întrebari sunt puse atât în etapa de stabilire a structurii functiilor, cât si în cea de proiectare a formelor, când problema o reprezinta îndeplinirea functiilor, alegerea si evaluarea acestora:
Care subfunctii pot fi îndeplinite printr-un mijloc unic?
Care subfunctii trebuie (sau pot fi) îndeplinite cu ajutorul mai multor mijloace, distincte?
Principiul divizarii functiilor permite o exploatare superioara a elementelor, încarcarea lor la sarcini mai mari, asigura un comportament previzibil, corespunzator unei reguli de baza: claritatea.
Acest principiu are o serie de avantaje, între care:
permite o exploatare mai buna a componentelor implicate;
permite optimizarea capacitatii de încarcare a elementelor;
asigura un comportament lipsit de ambiguitati si conduce spre respectarea principiului claritatii.
Separarea functiilor permite optimizarea proiectarii în raport cu fiecare functie si conduce la acuratetea calculelor. Pe lânga toate aceste avantaje, trebuie mentionat ca efortul combinarii efectelor pentru îndeplinirea mai multor subfunctii, creste.
Exemplele de ansambluri sau componente care îndeplinesc simultan (sau succesiv) mai multe functii sunt extrem de numeroase în practica. Astfel, peretele unui rezervor de produse chimice trebuie sa combine functia de retinere a fluidului, cu cele de etansare, rezistenta la coroziune si de neutralitate în raport cu substanta (nu reactioneaza chimic cu aceasta). Un rulment radial cu bile poate sa preia si forte axiale reduse. Un cuplaj permite transmiterea momentelor, dar poate compensa abaterile dimensionale radiale si axiale, deformatiile termice etc.
Principiul divizarii functiilor poate ajuta la cresterea capacitatii de încarcare si permite o mai clara definire a comportamentelor componentelor.
7.3.3 Principiul autoasigurarii
Acest principiu se refera la alegerea si aranjarea elementelor sistemului în asa fel încât prin interactiunea lor, capacitatea de realizare a functiei sa sporeasca. Astfel, în caz de sarcina normala, sistemul functioneaza la parametri normali, iar în situatii de suprasarcina, sistemul se autoasigura sporind siguranta în functionare.
Dupa
strângere Înainte de
strângere

Fig. 7.6 Ilustrarea principiului autoasigurarii
Principiul se bazeaza pe efectul suplimentar obtinut prin functiile sistemului (forte de etansare, cuplu de forte de strângere, etc.) sau prin forte auxiliare (centrifuge, datorate dilatarii etc.)
În figura 7.6 sunt prezentate câteva solutii de autoetansare. Efectul suplimentar de etansare este obtinut datorita presiunii aerului din pneu, arcului elicoidal sau din simering, ori datorita formei elementului care preseaza manseta.
O varianta de aplicare a acestui principiu o reprezinta solutiile care se auto protejeaza, ca în cazul cuplajelor elastice cu arcuri, tip Cardeflex, de exemplu.
7.3.4 Principiul stabilitatii si dublei stabilitati
Conceptele de echilibru stabil, neutru si instabil sunt cunoscute de la studiul mecanicii. La elaborarea solutiei, designerul trebuie sa aiba în vedere efectele destabilizatoare si sa încerce sa mentina sistemul stabil, sau sa procedeze în asa fel, încât aceste efecte sa se anuleze reciproc.
Prin aplicarea principiului stabilitatii, proiectantii trebuie sa se asigure, fie ca perturbatiile sunt anulate, fie ca-si reduc în mare masura efectele. Spre exemplu, la proiectarea pistoanelor pentru pompe sau regulatoare (fig.7.7), obiectivul principal este functionarea stabila, cu frecari minime.

Fig. 7.7 Variante de masuri pentru îmbunatatirea distributiei presiunii într-un cilindru
În unele cazuri, un comportament instabil sau bistabil este binevenit. Principiul dublei stabilitati se bazeaza pe posibilitatea ca sistemul sa functioneze stabil în doua situatii distincte. Instabilitatea poate fi determinata de modificarea unui parametru (presiune, temperatura, forta de frecare), care atinge o valoare limita, iar principiul de autoprotejare, comuta sistemul în cea de-a doua stare de functionare, tot stabila. O aplicatie binecunoscuta a acestui principiu o constituie proiectarea unei supape de siguranta, care în mod normal este închisa, dar în cazul depasirii presiunii limita, se deschide, sistemul putând functiona în continuare.
7.3.5 Principiul evitarii erorilor de proiectare
La produsele de mare precizie în special, trebuie obtinuta acea varianta de proiect care sa asigure minimizarea numarului de erori. Acest lucru poate fi realizat prin:
proiectarea unor structuri formate din componente simple si putine ajustaje precise;
adoptarea unor masuri speciale (si specifice) pentru evitarea erorilor;
selectarea principiilor de functionare si a structurilor ale caror functii sunt independente de orice efect perturbator;
asigurarea ca pentru fiecare factor perturbator exista minimum doi parametri compensatori.
Aplicarea acestui principiu determina calitati superioare ale produsului în ceea ce priveste fabricatia, asamblarea si întretinerea produsului.
Figura 7.8 ilustreaza
acest principiu pe o solutie foarte simpla: un plunjer care are
functia de a mentine distanta
Fig. 7.8 Ilustrarea principiului evitarii erorilor de proiectare
7.4. Design PERMISIV LA DILATARE
Materialele utilizate în sistemele tehnice au tendinta de modificare a dimensiunilor sub actiunea unei surse de caldura. Acest tip de probleme apar nu numai când sursa de caldura este externa, ci si în sistemele care constituie ele însele cauza încalzirii lor, precum si a componentelor din proximitate (de exemplu, motoarele cu ardere interna, sau lagarele cu alunecare).
Pe lânga efectul de dilatare datorat cresterii temperaturii, proiectantii trebuie sa ia în calcul si modificarile dimensionale cauzate de (supra)sarcini, în timp, adica deformatiile plastice.
Materialele solide se dilata în conformitate cu relatia binecunoscuta:
![]()
în care a reprezinta coeficientul de dilatare liniara.
x10-6
|
Invar (64% Fe, 36% Ni) Tungsten Molibden Crom Vanadiu Fonta gri turnata Otel 13% Cr Titan, Otel 0,35% carbon Fier Aur Otel austenitic (inoxidabil) cu Cr, Ni, Nb Policarbonati Cupru Bronz Poliacetati (homopolimer) Alama Aluminiu turnat (aliaje) Nylon 66 Aluminiu Nylon 6 Magneziu (aliaje) Poliacetati (copolimer) Nylon610 Plumb Zinc |
|
|
|
|
|
|
x10-6 |
Figura 7.9 prezinta coeficientii de dilatare liniara pentru o serie de materiale solide, metalice si nemetalice. O astfel de reprezentare este extrem de utila proiectantilor întrucât furnizeaza informatii cu privire la o eventuala combinatie de materiale. Se observa ca materialele nemetalice sintetice au coeficienti de dilatare sensibil mai mari decât metalele.
Pentru a
determina diferenta de dimensiune Dl, proiectantul trebuie sa cunoasca
distributia temperaturii (pozitie si timp) în interiorul piesei,
ca si diferenta de temperatura în raport cu valoarea
initiala. Daca distributia temperaturii nu se modifica
în timp, dilatatia este
7.5 Design ERGONOMIC
Ergonomia se preocupa de caracteristicile, abilitatile si necesitatile omului, si în particular se constituie într-o interfata între om si produsele tehnice. Pe scurt, scopul ergonomiei poate fi exprimat astfel:
sa adapteze produsele tehnice la om;
sa adapteze omul la produse sau activitati, având ca mijloace educatia si experienta.
Produsele tehnice includ produsele de uz casnic, dar si cele pentru petrecerea timpului liber, pentru distractii etc.

Fig. 7.10 Dimensiunile de gabarit medii în plan frontal si sagital (semisfere)
De altfel una dintre multele definitii ale ergonomiei, aflate în circulatie afirma ca: "Ergonomia este ansamblul integrat de stiinte susceptibile sa ne furnizeze cunostinte asupra muncii umane, necesare adaptarii rationale a omului în munca si a muncii la om" (B.Metz - Universitatea din Strasburg).
Elementul de pornire în aceasta activitate îl constituie omul. Oamenii pot lucra sau pot fi afectati de sistemele tehnice în nenumarate feluri. Din acest motiv se spune ca ergonomia este o stiinta multidisciplinara, fiind abordate aspecte de ordin fiziologic, psihologic, sociologic, medical, ingineresc. Cunoasterea solicitarilor omului în munca este necesara atât celor care proiecteaza sau construiesc masini, instalatii, utilaje, dispozitive, scule sau mobilier, cât si celor care conduc si organizeaza munca.
Manevrarea si folosirea produselor necesita din partea operatorului miscari si/sau pozitii specifice. Acestea rezulta ca urmare a aranjamentelor spatiale, a îmbinarii diverselor elemente de forma create în etapa de proiectare a formelor si fiind raportate la dimensiunile corpului uman.

Fig. 7.11 Studiu pentru obtinerea pozitiei corecte a unui conducator de autovehicul
Dintre conditiile de munca, postura în timpul desfasurarii activitatii constituie un element de maxima importanta. Analiza pozitiei operatorului uman în timpul muncii, presupune studierea dispunerii spatiale a acestuia pe durata activitatii productive. Realizarea diverselor pozitii în timpul lucrului cauzeaza aparitia oboselii, în principal datorita solicitarilor fizice sau senzoriale. Postura în timpul muncii depinde în majoritatea cazurilor de specificul muncii; pentru cei ce deservesc masini si utilaje, aceasta depinde de tipul masinii. De asemenea, la proiectarea unui produs, trebuie studiate si analizate inclusiv post rile de utilizare, care sunt, la rândul lor, de o mare importanta.
La amplasarea elementelor de comanda si control trebuie tinut cont de sferele de actiune a membrelor superioare ale omului raportate la pozitia normala de lucru (vezi fig.7.10). In plus, se va tine seama si de alti factori, cum ar fi:
frecventa comenzilor;
spatiul de care dispune operatorul;
postura predominanta;
tipuri de miscari si/sau deplasari;
precizia si importanta fiecarei miscari;
dimensiunile antropometrice medii corespunzatoare zonei geografice;
necesitatea vizualizarii tuturor aparatelor ce controleaza activitatea;
logica de utilizare;
nivelul de încarcare fizica si psihica.
In anumite cazuri, cum ar fi la masinile-unelte, în corelatie cu amplasamentul locului de munca se vor dispune anexele: dulapul de scule si SDV-uri, mesele (containerele) pentru depozitarea semifabricatelor si a pieselor finite etc.
Corpul operatorului se comporta ca un sistem autoreglabil care adopta pozitia cea mai adecvata într-o situatie spatiala data. Astfel, pozitia de lucru va fi determinata de localizarea elementelor de comanda si supraveghere. Se recomanda ca amplasarea elementelor de comanda si supraveghere sa se faca în zonele optime recomandate de literatura de specialitate, zonele periferice fiind permise numai în cazuri de exceptie (folosire rara si de scurta durata).
O alta necesitate fiziologica a omului este temperatura corpului care se situeaza între 360 C si 380 C. Temperaturile exterioare mai ridicate sau mai scazute sunt compensate prin mijloace caracteristice (de exemplu, surplusul de caldura este îndepartat din zonele sensibile, prin fluxul sangvin). Respectarea conditiilor de lucru, precum si contracararea influentelor climatice trebuie realizate prin masuri tehnologice, cum ar fi ventilarea spatiilor, alternarea lucrului cu pauze etc.
Tabelul 7.3 Aspecte ergonomice pentru lista de cerinte si criteriile de evaluare
![]()
Tipul de implicare activa a omului într-un sistem în scopul atingerii unui obiectiv
o necesar/dorit
o efectiv
o simplu
o rapid
o precis
o sigur (încredere)
o scutit de erori
o clar
o învatare
![]()
Reprocesarea distruge forma produsului si astfel nivelul de utilizare scade.
Pentru a facilita reprocesarea si reconditionarea, proiectantii pot introduce masuri specifice în timpul realizarii produsului. Posibilitatile de reciclare trebuie avute în vedere în timpul tuturor etapelor procesului de design, începând cu lista de cerinte si pâna la stabilirea structurii constructive.
În ceea ce priveste etapa de concepere a formelor componentelor produsului, trebuie avute în vedere urmatoarele:
- usurarea asamblarii si dezasamblarii;
- alegerea unor materiale reciclabile si care nu se corodeaza;
- usurarea operatiilor de testare si sortare;
- posibilitati de acces la componente/ansambluri;
- asigurarea unei dezasamblari fara distrugerea elementelor;
- existenta posibilitatilor de reprocesare;
- crearea posibilitatii de dezasamblare/reasamblare cu scule universale.
Pentru a putea fi reciclate, materialele trebuie recuperate. Figura 7.20 prezinta schema unei fabrici (sectii) pentru recuperarea materialelor. Prima operatie este de maruntire, dupa care, prin diverse procedee, se separa metalele feroase, apoi cele neferoase, nemetalele; ceea ce ramâne sunt praful, cenusile si deseurile nefolositoare, care se arunca.
Etuvare
|
Fier, otel |
|
Pierderi < |
|
Bronz |
|
Zinc |
|
Trass |
Deseu
|
Magneziu |
|
Aluminiu |
Cenusa
Etapa 2
Etapa 1
Praf
|
Separare magnetica |
Maruntire
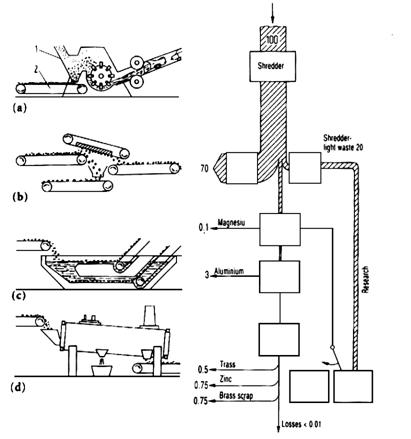
Fig. 7.20 Operatii specifice si fluxul materialelor într-o sectie de sortare a materialelor reciclate
7.11 Design în scopul PrOTEJĂRII MeDiULUI
Problema protejarii mediului a luat o deosebita amploare, ajungând subiect de interes mondial. Guvernele unui numar semnificativ de tari au aderat la "Protocolul de la Kyoto" în care se stipuleaza necesitatea reducerii drastice a emisiilor de gaze poluante.
Totodata, în majoritatea statelor civilizate s-a dezvoltat o legistatie specifica ce se doreste sa fie introdusa în toate tarile, cunoscut find faptul ca poluarea nu cunoaste granite. În Europa, tarile CE au parcurs o serie de pasi importanti în variate directii, cum ar fi depozitarea gunoaielor, reciclarea materiilor prime controlul poluarii, etichetarea ecologica a produselor, emisiile de noxe în industrie si transporturi etc.
Activitatea de proiectare a produselor (design) poate, si trebuie sa contribuie la acest efort, prin intermediul mijloacelor care îi stau la dispozitie. Cele doua componente ale unui produs supuse interesului sunt continutul (produsul propriu-zis) si ambalajul. Daca ambele componente raspund cerintelor impuse, atunci produsul este cu adevarat "curat" din punct de vedere ecologic.
 Produsul ideal este considerat acela care:
Produsul ideal este considerat acela care:
nu pericliteaza în nici un fel sanatatea oamenilor sau animalelor;
nu dauneaza mediului în timpul fabricarii, utilizarii sau ca deseu;
nu necesita utilizarea unor resurse materiale sau energetice exagerat de mari, pe parcursul fabricarii, utilizarii sau reciclarii;
nu produce o cantitate exagerata de deseuri, cauzata de ambalaje supradimensionate sau de viata prea scurta (perioada de utilizare foarte scazuta);
nu implica în nici un fel actiuni de cruzime asupra animalelor;
 nu necesita materiale provenind de la specii (animale
sau plante) aflate în pericol de disparitie.
nu necesita materiale provenind de la specii (animale
sau plante) aflate în pericol de disparitie.
În completare, trebuie mentionat ca un produs ecologic ideal nu are voie sa tradeze principii legate de calitate, pret, calitate nutritionala sau comoditate, în favoarea celor legate de protejarea mediului.
Miscarea "consumatorilor verzi" are o serie de prioritati si militeaza pentru limitarea consumului, si deci a volumului de deseuri. Ei pretind produselor, alaturi de siguranta, calitate ridicata, un bun design, si performante în relatia cu mediul.
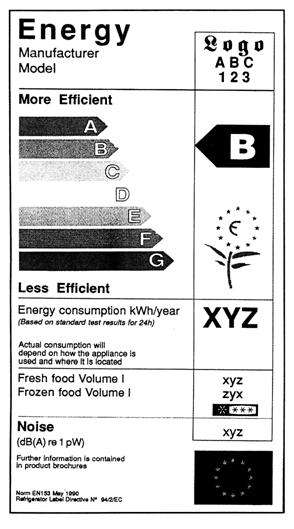
Un aspect major în inscriptionare îl reprezinta tehnologia folosita. Aceasta serveste unui dublu scop: descriptiv si promotional. "Fabricat 100% din hârtie reciclata ", "100% reciclabil" sunt exemple de inscriptionari descriptive, iar "Prietenos mediului înconjurator" este genul utilizat la promovarea unui produs în dauna altuia.
Cel de-al doilea tip de inscriptionare este cel susceptibil la atacul legislatiei, întrucât practic nu exista nici un produs care sa nu aiba un cât de mic impact negativ asupra mediului.
Eforturile facute de organismele guvernamentale în vederea controlului asupra inscriptionarilor de tip ecologic ofera o siguranta sporita împotriva producatorilor de produse doar pretinse a fi ecologice. De asemenea este supusa controlului aplicarea
diverselor "logo-uri" cu semnificatie de siguranta ecologica.
Majoritatea consumatorilor considera reglementarile oficiale privind inscriptionarea ca fiind o modalitate efectiva de a-i convinge pe producatori sa spuna adevarul. Proliferarea falselor inscriptionari sporeste suspiciunea consumatorului, în dauna celor care vând produsele.

Terminologia legata de protejarea mediului ar trebui standardizata. "Reciclat" este unul dintre termenii cel mai des utilizat. Cantitatile minime de materiale secundare (refolosite) utilizate în produsul nou trebuie stabilite si afisate, fie ca e vorba de sticla, hârtie, aluminiu sau mase plastice. De asemenea, ar trebui stabilit clar ce se întelege prin materiale secundare; mai exista si alti termeni ce ar trebui definiti, standardizati sau interzisi. Standardizarea ar avea ca efect evitarea confuziilor, iar inscriptii foarte generale, de genul "green", ar trebui interzise.
Primul stat
care a dezvoltat un program de inscriptionare pe eticheta sau ambalaj
a fost
 Pentru a
dobândi emblema - sigiliu, o companie trebuie sa prezinte un "ciclu
de viata" complet al produsului. Sunt acceptate doar acele
produse care prezinta performante standard la fiecare nivel:
utilizarea resurselor si a energiei, reducerea deseurilor de orice
fel etc. Programul Green Seal a dezvoltat standarde prin contributie
publica. Standardele sunt propuse si supuse observatiei
persoanelor individuale, producatorilor, asociatiilor comerciale,
organizatiilor de consumatori sau ecologice, precum si oficialilor
guvernamentali. Green Seal, de exemplu, a stabilit în acest mod standarde
pentru o serie de produse cum ar fi: hârtie, ulei de motor, becuri,
detergenti, vopsele etc.
Pentru a
dobândi emblema - sigiliu, o companie trebuie sa prezinte un "ciclu
de viata" complet al produsului. Sunt acceptate doar acele
produse care prezinta performante standard la fiecare nivel:
utilizarea resurselor si a energiei, reducerea deseurilor de orice
fel etc. Programul Green Seal a dezvoltat standarde prin contributie
publica. Standardele sunt propuse si supuse observatiei
persoanelor individuale, producatorilor, asociatiilor comerciale,
organizatiilor de consumatori sau ecologice, precum si oficialilor
guvernamentali. Green Seal, de exemplu, a stabilit în acest mod standarde
pentru o serie de produse cum ar fi: hârtie, ulei de motor, becuri,
detergenti, vopsele etc.
În Europa, unele tari au dezvoltat programe proprii de inscriptionare; dupa Germania a urmat Franta, apoi Suedia, Norvegia si Finlanda au format Consiliul Nordic, Danemarca, Olanda si Marea Britanie dezvoltând recent propriile lor programe.
|
