REPARTIŢIA SOLICITĂRILOR sI DEFORMAŢIILOR PE CALE EXPERIMENTALĂ LA AMBUTISAREA TABLELOR SUBŢIRI
Consideratii generale
Ambutisarea se defineste ca fiind operatia de prelucrare prin deformare plastica efectuata cu scopul transformarii semifabricatului plan într-o piesa cava si de modificare în continuare a piesei prin cresterea înaltimii si reducerea dimensiunilor transversale. Se poate face cu sau fara modificarea voita a grosimii materialului.
Obtinerea piesei cilindrice ambutisate dintr-un semifabricat plan este rezultatul reducerii continue a circumferintei 656e410g acestuia, pe masura cresterii înaltimii (fig.13.1.).
Fig.13.1 Realizarea prin ambutisare a unei piese cilindrice dintr-un semifabricat plan
Deformarea semifabricatului începe prin apasarea poansonului 1 asupra partii centrale a materialului 2 (se formeaza fundul piesei cave) si se continua prin tragerea treptata a flansei în cavitatea matritei 3 (se formeaza peretele vertical al piesei - fig13.2).
Fig.13.2 Schema de principiu a ambutisarii
1 - poanson; 2 - semifabricat; 3 - matrita; 4 - inel de retinere; F - forta de ambutisare; Q forta de retinere
La început forta de apasare este mica si da nastere la o deformare locala usoara, iar pe masura ce eforturile cresc materialul intra sn curgere plastica si are loc ambutisarea propriu-zisa. Pentru semifabricatele subtiri se recomanda utilizarea unui inel de retinere 4 care smpiedica formarea cutelor.
În functie de starea tensionala si a deformatiilor care se produc, la o piesa ambutisata se disting 5 zone de solicitari (fig.13.3). Asupra starii tensiunilor si deformatiilor influenteaza :forma constructiva a sculelor
( raze de racordare, lubrifiantul utilizat etc. ) ;gradul de deformare ;
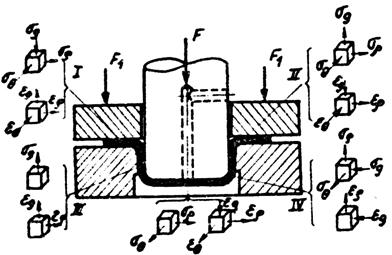
Fig.13.3
jocul dintre poansonul P si matrita ;
apasarea inelului de retinere ;
calitatea materialului ;
viteza de deformare etc.
Neuniformitatea starii de deformatii a semifabricatului la ambutisare se transmite asupra piesei rezultate. În partea superioara, materialul se îngroasa cu cca. 20 - 25% iar în partea inferioara la racordarea peretelui lateral cu fundul piesei, materialul se subtiaza cu cca. 20%, ceea ce duce la obtinerea unei sectiuni perpendiculare în piesa.fig.13.4.
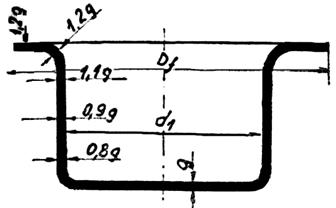
Fig.13.4
Cunoasterea deformatiilor materialului pieselor obtinute prin ambutisare prezinta interes atât în ceea ce priveste stabilirea gradului admisibil de deformare a semifabricatului cât si pentru a se putea aprecia calitatea si precizia pieselor. În acest sens în lucrare se urmareste cunoasterea calitativa a deformatilor materialului unor piese cilindrice obtinute din tabla prin ambutisare, pe baza studierii procesului de deformare la ambutisare si determinarea cantitativa a acestor deformatii pe cale experimentala.
Se verifica influenta razelor de racordare ale poansonului asupra deformatiilor aparute.
13.2 Utilaj, aparatura, scule si materiale
Presa cu frictiune ;
Comparatoare, echere, sublere, micrometre, comparator, ace de trasat ;
Tabla moale de otel de grosime corespunzatoare jocului dintre poanson si matrita ;
Scule pentru ambutisare (matrita, poanson, inel de retinere) ;
Lubrifianti.

Fig.13.5. Presa cu frictiune
13.3 Modul de lucru
Repartitia solicitarilor si deformatiilor pe cale experimentala, se face prin masurarea directa a variatiei grosimii materialului si prin determinarea deformatiilor suferite de un sistem de caroiaj trasat pe suprafata semifabricatului.
Executia lucrarii urmareste urmatoarele faze :
prezentarea sculelor si a utilajului de lucru ;
executia schitei pentru scula de ambutisare ;
se debiteaza la foarfeca 4 discuri cu Ø 105mm ;
se traseaza pe 3 discuri un sistem de caroiaj radial si cu cercuri ,fig.13.6.
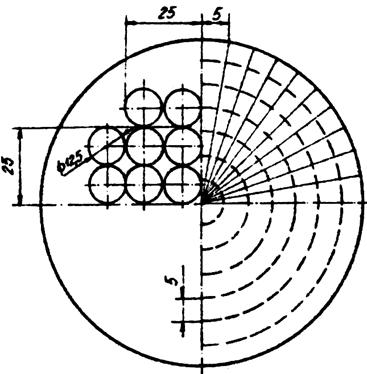
Fig.13.6.
se masoara dimensiunile initiale ale caroiajului trasat ;se supune ambutisarii un disc cu ungere si fara inel de retinere. Se observa formarea cutelor pe flansa. Se fac observatii despre influenta acestora asupra calitatii piesei ambutisate ;
se ambutiseaza cele doua discuri cu caroiaj radial si cercuri utilizând inelul de retinere si poansonând cu raza de racordare de 2,5 mm ;
se masoara dimensiunile caroiajului dupa ambutisare ;
se masoara lungimea L si se determina lungirea relativa a piesei dupa ambutisare. Δ L = ( L - R )/R ∙ 100 %
se masoara grosimea peretilor piesei ambutisate de-a lungul caroiajului pe cel putin 3 directii si se face media masuratorilor ;
se schimba poansonul si se supune deformarii, discul ramas. Dupa ambutisare se fac aceleasi masuratori. Toate datele masurate se trec în tabelul 13.1.
Tabelul 13.1
|
Zona de def. |
Nr.de Caro- iaj |
Grosi- mea per. dupa amb. |
Tipul caroiajului |
|||||
|
Radial rp = 2,5 |
Radial rp = 5 |
Cercuri |
||||||
|
Dimen- siunea Initiala R T |
Dimen- siunea Finala R T |
Dimen- siunea Initiala R T |
Dimen- siunea Finala R T |
Dimen- siunea Initiala D |
Dimen- siunea Finala Dd |
|||
|
|
|
|
|
|
|
|
|
|
13.4 Concluzii
Cu ajutorul datelor care rezulta la masurarea grosimii peretilor piesei ambutisate se traseaza histograme de variatie a abaterilor fata de grosimea initiala luând ca baza grosimea semifabricatului.
Pe baza înscrise în tabelul 13.1 se vor face observatii si se vor purta discutii despre influenta geometriei sculei asupra lungirii relative a materialului în procesul de ambutisare. Se stabileste zona de solicitare maxima prin compararea dimensiunilor initiale si finale ale caroiajului.
|
