Examinari cu lichide penetrante
Cuprins
V1 Materiale de examinare, tehnica de examinare si alegerea lichidelor penetrante
V2 Proprietatile lichidelor penetrante, determinarea si supravegherea acestora
V3 Verificarea capacitatii de evidentiere
V4 Aplicatii ale examinarii cu lichide penetrante
V5 Efectuarea examinarii in conditii dificile
V6 Obiectul de examinat
V7 Standarde, reguli tehnice si specificatii
V8 Aprecierea rezultatelor examinarii conform regulilor tehnice
V9 Documentatie si consemnare
V10 Masuri de protectia muncii si mediului ambiant
V 1 Materiale de examinare, tehnica de examinare si alegerea lichidelor penetrante
Materiale de examinare
Sisteme de lichide penetrante fluorescente
Sisteme de lichide penetrante colorate
Sisteme de lichide penetrante fluorescente colorate
Tehnica de examinare
Desfasurarea procedeului
Curatirea preliminara
Procesul de penetrare
Curatirea intermediara
Uscarea
Procesul de developare
Examinarea
Curatirea ulterioara
Sisteme de lichide penetrante pentru cerinte normale
Sisteme de lichide penetrante pentru cerinte ridicate
Alegerea sistemului de lichide penetrante
Criterii de selectie
Functia piesei
Dimensiuni
Numarul pieselor
Calitatea suprafetei
Materialul piesei
Loc de munca
Prelucrarea inaintea examinarii cu lichide penetrante
Catalog de defecte
Calificarea personalului
V1 Tehnica de control adecvata pentru cerinte normale si ridicate si alegerea lichidelor penetrante
Substante de control (DIN 54152 partea 1)
Un sistem de substante de control consta la controlul cu lichide penetrante din substanta penetranta, curatitor intermediar si developant. Substanta penetranta, curatitorul intermediar si developantul se cheama substante de control, care se impart conform DIN 54152 partea 1 dupa cum urmeaza:
Tabelul 1.1: Impartirea substantelor de control conform DIN 54152 partea 1
|
Substante de control |
|||||
|
Penetrant |
Curatitor intermediar |
Developant |
|||
|
Simbol |
Denumire |
Simbol |
Denumire |
Simbol |
Denumire |
|
A |
Penetrant |
A |
Solvent, |
A |
Developant |
|
fluorescent |
faza lichida |
uscat |
|||
|
B |
Penetrant |
B |
Apa si |
B |
Developant umed pe |
|
colorat |
solvent |
baza de solvent |
|||
|
C |
Penetrant |
C |
Apa |
C |
Developant umed pe |
|
fluorescent colorat |
baza de apa |
||||
|
D |
Emulgator | ||||
|
hidrofil | |||||
|
E |
Emulgator lipofil | ||||
Explicatia hasurarii: sisteme des folosite
cu penetranti fluorescenti
cu penetranti colorati
Observatie: conform SR EN 571 partea 1 desemnarea cu litere a sistemelor de lichide penetrante este reglementata astfel:
- prima litera pentru penetrant,
- a doua litera pentru sistemul de curatire intermediara,
- a treia litera pentru developant.
- dupa aceste litere se ataseaza cu o liniuta de unire clasa de sensibilitate.
![]()
![]()
![]()
![]() Exemplu: B C B - 2
Exemplu: B C B - 2
- clasa de sensibilitate 2
- penetrant colorat
- curatitor intermediar apa
- developant umed pe baza de solvent
Sisteme de lichide penetrante fluorescente
Sistemele de lichide penetrante fluorescente se compun dintr-un penetrant fluorescent - prevazut cu pigmenti excitabili cu radiatie ultravioleta, curatitorul intermediar respectiv si developantul respectiv indicatiile de defect sub radiatie ultravioleta sunt de culoare verde/ galben stralucitor.
Sisteme de lichide penetrante colorate
Sistemele de lichide penetrante colorate se compun dintr-un penetrant, de obicei colorat rosu sau rosu/mov, curatitorul intermediar respectiv si developantul respectiv, alb. Indicatiile sunt rosu respectiv rosu/mov pe fond alb.
Sisteme de lichide penetrante fluorescente colorate
Sistemele de lichide penetrante fluorescente colorate se compun dintr-un penetrant ce contine pigmenti colorati si fluorescenti, care se evidentiaza la lumina si sub radiatie UVA, curatitorul intermediar respectiv si un developant corespunzator. Indicatiile sunt sub radiatie UVA stralucitoare rosu/portocaliu pe fond intunecat si la lumina rosu/portocaliu pe fond alb.
Tehnica de examinare
Desfasurarea procedeului
Pentru fiecare desfasurare de procedeu poate fi folosit atat penetrantul colorat cat si penetrantul fluorescent pentru procesul respectiv de penetrare.
Figura 1.1: sisteme de penetrant lavabile direct
ACA, ACB, BCB AAA, BAB
lavabile cu apa lavabile cu solvent
|
|
|
proces de penetrare |
Cu apa 848e41i
|
Cu solvent |
|
|
|
|
|
|
|
curatire ulterioara |
Figura 1.2: sisteme de penetrant cu postemulsionare
ADA, ADB*, BDB hidrofil AEA, AEB, BEB lipofil
|
|
|
|
|
|
Proces de emulsionare![]()
|
|
|
Postspalare |
![]()
|
|
|
Proces de developare |
![]()
|
Inspectie |
|
|
|
|
|
Curatire ulterioara |
||
![]() *la ADC uscarea are loc dupa procesul de developare
*la ADC uscarea are loc dupa procesul de developare
1.2.1.1 Curatire preliminara
La curatirea preliminara suprafata de examinare (suprafata si defecte) trebuie curatita fara a lasa reziduuri. Trebuie sa distingem in principiu intre curatirea preliminara chimica si cea mecanica.
Curatire preliminara chimica
Degresare cu abur:
Intr-un recipient inchis se aduc la fierbere solventi ca percloretilena, tricloretilena sau frigen. Piesele de curatit se atarna in aburul de solvent. Aburul de solvent condenseaza, curge de pe piese si dizolva uleiuri, grasimi, resturi de emulsii de gaurit si slefuit de pe suprafata. Acest proces se intrerupe daca:
a) piesele ajung la temperatura de fierbere a solventului si solventul nu mai poate condensa.
b) piesele se scot din degresarea cu abur.
Percloretilena fierbe la 121sC, frigen 113 fierbe la 47,6sC. Dupa degresarea cu abur piesele sunt uscate. Inainte de aplicarea penetrantului trebuie avut grija ca temperatura de examinare sa nu fie peste 50sC.
Curatitori aposi:
Curatitorii aposi folosesc agenti speciali de umezire si apa se foloseste cu o temperatura de lucru de 20 - 28sC. Piesele se cufunda in lichidul agitat si daca se poate sunt miscate. Uleiuri, grasimi, resturi de emulsie de gaurit si slefuit se dizolva. Praf, particule de abraziune prin prelucrare sau span sunt antrenate de pe suprafata pieselor si inglobate de lichidul de curatire. Piesele trebuie clatite bine in apa si uscate corect. Se usuca corect daca se indeparteaza toata apa de pe suprafata piesei si din defecte. Uscarea se face in cuptor cat mai fierbinte posibil, de ex. la 100sC, daca materialul permite aceasta. La temperaturi joase se vor prelungi timpii de uscare. Daca exista o instalatie de degresat cu percloretilena, piesele pot fi uscate si in abur de percloretilena (121sC). La aplicarea penetrantului temperatura de examinare trebuie sa fie intre 5 si 50sC.
Materiale dezoxidante
Pentru dezoxidare se folosesc acizi diluati, tampon (cu valoarea pH stabilizata). Dupa dezoxidare piesele trebuie neaparat clatite foarte bine cu apa si apoi uscate corect. Si aici trebuie avut grija sa se respecte temperatura de examinare.
Materiale de indepartat vopseaua:
In functie de tipul vopselei, vechimea stratului de vopsea sau lac si a materialului piesei aflat sub el trebuie folosita o substanta speciala de indepartat vopseaua. Dupa procesul de indepartare a vopselei deseori trebuie clatit sau stropit cu apa, pentru a indeparta de pe suprafata piesei resturile de vopsea sau de substanta de indepartat vopseaua. Dupa aceea este corect sa se usuce piesa. Se va avea grija la respectarea temperaturii de examinare.
In tabelul 1.2 sunt prezentate aplicatii de utilizare ale diferitelor materiale de curatire preliminara chimica.
Tabelul 1.2:
|
Reziduu |
Degres. abur |
Solvent |
Curat. apoasa |
Dezoxidare |
Indep. vopsea |
|
ulei |
x |
x |
x | ||
|
grasime |
x |
x |
x | ||
|
emulsie de gaurit |
x |
x |
x | ||
|
emulsie de slefuit |
x |
x |
x | ||
|
praf |
x | ||||
|
span metalic |
x | ||||
|
praf metalic |
(x) |
(x) |
x | ||
|
vopsea |
x |
||||
|
rugina |
x | ||||
|
arsura |
x | ||||
|
apa |
(x) |
x |
Curatire mecanica preliminara:
La curatirea mecanica preliminara, de ex. cu jet de apa, cu jet de abur, cu perii, slefuire si zgariere, se pot indeparta multe reziduuri de pe suprafetele pieselor. Inaintea controlului cu lichide penetrante trebuie insa asigurat ca suprafata de examinare sa nu fie comprimata, (de exemplu la sablare) inchizandu-se astfel defecte existente. Daca acest fenomen s-a produs, efectul trebuie indepartat cu un proces controlat exact de atac respectiv decapare atat din suprafata piesei, incat defectele sa fie iarasi deschise spre suprafata. Apoi trebuie clatit cu multa apa si uscat corect. Se va avea grija la respectarea temperaturii de examinare.
1.2.1.2 Procesul de penetrare
Domeniu de temperaturi a examinarii:
De regula temperatura de examinare se situeaza in domeniul intre 5 si 50sC.
Aplicarea penetrantului:
Penetrantul se aplica prin imersare, pulverizare, ungere si turnare pe suprafata de examinare. Suprafata de examinare trebuie sa fie complet umezita.
Umezire:
Penetrantul patrunde in baza efectului capilar si al umezirii in defectele deschise spre suprafata piesei.
Durata de penetrare:
Durata intre aplicarea penetrantului si inceputul curatirii intermediare se situeaza in mod normal intre 5 si 30 de minute.
1.2.1.3 Curatirea intermediara
La curatirea intermediara se indeparteaza excesul de penetrant de pe suprafata de examinare. La penetrantii fluorescenti exista, in functie de tipul penetrantului, urmatoarele curatiri intermediare:
a. apa
b. apa, emulgator (hidrofil), apa
c. emulgator (lipofil), apa
d. in baza de solvent (neuzual; conform reglementarilor existente interzis)
Penetrantii colorati se spala dupa cum urmeaza:
a. numai cu apa
b. cu un curatitor intermediar pe baza de solvent
c. izolat se foloseste la curatirea intermediara si apa, emulgator (hidrofil) si apa
d. sunt posibile combinatii din a. si b.
La penetrantii fluorescenti se va curati pe cat posibil pana la disparitia fondului; examinarea sub radiatie U
La sistemele cu penetranti colorati ar trebui sa ramana un fond slab colorat roz, pentru a garanta ca nu s-a spalat excesi Piese, care nu se curata intermediar prin imersie sau automat, ar trebui intai sterse cu o carpa nescamosabila si apoi sa se indeparteze restul de penetrant cu apa sau solvent. Scopul il constituie obtinerea unui contrast optim.
1.2.1.4 Uscarea
Suprafata de examinare trebuie uscata astfel, incat sa se indeparteze complet de pe suprafata de examinare solventul (evaporare) sau apa (aer circulat fortat). Temperatura de 50°C nu se poate depasi. Principial este valabil: atat aer cat este posibil, atata temperatura cat este necesar.
1.2.1.5 Procesul de developare
Domeniu de temperatura de examinare:
De regula temperatura de examinare se situeaza in domeniul intre 5 si 50sC.
Aplicarea developantului:
Pe suprafata de examinare uscata se aplica uniform subtire developantul.
Metode de aplicare si tipurile corespunzatoare de developant sunt:
- sistem de stropit electrostatic: developant umed pe baza de solvent si developant uscat
- camera de turbulenta: developant uscat
- camera de aglomerare: developant uscat
- doza aerosol: developant umed pe baza de solvent
- pistol cu cupa (aer): developant umed pe baza de solvent
- sistem de stropit airless (pompa): developant umed pe baza de solvent
- procedeu cu imersie: developant umed pe baza de apa
Proces de developare:
Deja in timpul ultimei faze de curatire intermediare incepe retro-umectarea, penetrantul curge peste muchiile defectului in afara (daca nu s-a spalat excesiv). Acest proces continua mai intens la uscare.
Pudra de developant absoarbe penetrantul. In functie de tipul particulelor pudra absoarbe penetrantul sau este umectat exterior.
La penetrantul fluorescent se mareste cu developantul uscat suprafata fluorescenta, se vede indicatia mai bine, ea straluceste luminos. La sistemul cu penetrant colorat stratul uniform subtire de developant serveste suplimentar drept fundal, pentru a putea recunoaste mai contrastant indicatiile colorate. Daca este posibil, suprafata de examinare ar trebui observata deja in timpul aplicarii developantului si al procesului de developare, pentru a putea interpreta ulterior mai bine imaginea defectului.
Durata de developare:
Conform SR EN 571-1, durata de developare este, de regula, 5 - 30 minute. Dar durata de developare poate fi si prelungita:
a. daca este vorba de defecte foarte mici
b. daca material nu permite o retro-umectare normala
1.2.1.6 Inspectie
La sistemele cu penetrant colorat indicatiile de defect sunt rosii (rosu deschis pana la mov) in stratul de developant drept suprafata de contrast. La sistemele cu penetrant fluorescent indicatia de defect este galben - verde stralucitor pe fundal mov inchis - albastru.
Pentru penetranti colorati inspectia se face la lumina zilei sau lumina artificiala cu o iluminare de minim 500 lx.
Indicatii fluorescente se inspecteaza sub radiatie UV cu o intensitate de iradiere de minim 10 W/m2 cu o lungime de unda de 360 nm (± 30 nm).
1.2.1.7 Curatire ulterioara
In multe cazuri trebuie curatit ulterior:
- din motive optice
- pentru a evita coroziune pe suprafata de control prin developant
- inainte de vopsire
- inainte de finisarea suprafetei
- pentru a nu prejudicia alte procedee CND
Pentru a indeparta stratul de developant si resturi de penetrant eventual existente, exista urmatoarele posibilitati:
developant uscat - suflat cu aer; - spalat cu apa
developant umed pe baza de solvent - spalat cu solvent; - suflat cu aer comprimat
developant umed pe baza de apa - spalat cu apa; - spalat cu solvent
Daca se spala cu apa, trebuie avut grija, ca piesa sa nu corodeze ulterior. De aceea se recomanda:
1. Apei de spalare sa se adauge un inhibitor de coroziune.
a. La baia de imersie in apa de spalare.
b. La stropire cu un injector sa se adauge continuu la apa de stropit. Prin aceasta se poate impiedica rugina si obtine o protectie temporara la coroziune.
2. Piesele se usuca si apoi eventual se protejeaza de coroziune pentru depozitare.
3. Pe piesele ude de apa se aplica prin stropire sau imersare un dislocator de apa, pentru a indeparta apa de pe suprafata pieselor. Apoi trebuie eventual protejat de coroziune.
Sisteme de substante de control pentru cerinte normale
Sisteme de penetranti pentru cerinte normale sunt:
BCB-2 Sistem cu penetrant colorat cu clasa de sensibilitate 2, lavabil cu apa, cu developant umed pe baza de solvent
BAB-2 Sistem cu penetrant colorat cu clasa de sensibilitate 2, lavabil cu solvent, cu un developant umed pe baza de solvent
ACA-2 Sistem cu penetrant fluorescent cu clasa de sensibilitate 2, curatitor intermediar apa si un developant uscat
Sisteme de substante de control pentru cerinte ridicate
Sisteme de penetranti pentru cerinte ridicate sunt:
BDB-3 Sistem cu penetrant colorat cu clasa de sensibilitate 3, curatitor intermediar apa si un developant umed pe baza de solvent
ACA-3 Sistem cu penetrant fluorescent cu clasa de sensibilitate 3, curatitor intermediar apa si un developant uscat
ADA-4 Sistem cu penetrant fluorescent cu clasa de sensibilitate 4, curatitor intermediar apa, emulgator (hidrofil), apa si un developant uscat
ADB-4 Sistem cu penetrant fluorescent cu clasa de sensibilitate 4, curatitor intermediar apa, emulgator (hidrofil), apa si un developant umed pe baza de solvent
Alegerea sistemului de lichide penetrante
O decizie importanta pentru responsabilul cu examinarea este alegerea sistemului de lichide penetrante pentru problema respectiva de examinare.
Criterii de alegere
Urmatoarele criterii trebuie avute in vedere pentru alegerea unui sistem de penetranti:
1. Functia piesei de examinat
2. Dimensiuni
3. Numar de piese
4. Calitate a suprafetei
5. Material
6. Loc de munca
7. Prelucrare prealabila
8. Catalog de defecte
1.3.1.1 Functia piesei
Trebuie constatat daca defecte de suprafata pot prejudicia functia piesei. Daca da, trebuie examinat.
Exemplu de caz I: piese de automobil
a. Bloc motor
Se examineaza pentru a asigura functionarea ulterioara si a economisi cheltuieli de prelucrare in continuare.
b. Cilindru de frana
Se examineaza pentru ca este vorba de o piesa de siguranta si trebuie garantata functionarea sigura.
Exemplu de caz II: piese de turbina
Palete directoare, palete de rotor
Trebuie examinate pentru a garanta capacitatea de functionare.
Exemplu de caz III: imbinari sudate
Recipienti sub presiune
Imbinarile sudate trebuie examinate.
1.3.1.2 Dimensiuni
Conform dimensiunilor exacte si formei piesei se decide referitor la
- metoda de aplicare,
- cum se pozitioneaza piesele pentru examinat
- la ce loc de munca ele sunt examinate.
Exemplu de caz I: piese de automobil
a. Bloc motor
Pentru a ajunge cu materialele de examinare in toate locurile de examinare, se pulverizeaza. Pentru a suprapulveriza cat mai putin se foloseste un aparat electrostatic.
b. Cilindru de frana
Deoarece aceste piese nu au cavitati sau retezari cu care poate fi antrenat lichid, ele se imerseaza.
Exemplu de caz II: piese de turbina
Palete directoare, palete de rotor
Penetrantul si developantul se aplica electrostatic.
Exemplu de caz III: imbinari sudate
Recipienti sub presiune
Deoarece trebuie controlat numai domeniul imbinare sudata si zona de influenta termica, penetrantul se aplica cu pensula.
Pozitionare
Exemplu de caz I: piese de automobil
a. Bloc motor
Piesele se atarna de carlige.
b. Cilindru de frana
Piesele se aseaza in cosuri cu cat mai putine puncte de contact.
Exemplu de caz II: piese de turbina
Palete directoare, palete de rotor
Piesele se atarna separat de rastele astfel incat la pulverizare intreaga suprafata de control sa fie acoperita cu penetrant.
Exemplu de caz III: imbinari sudate
Recipienti sub presiune
Penetrantul se aplica cu pensula si developantul se pulverizeaza acolo, unde se afla recipientul, adica la revizie la fata locului. La fabricatie acolo, unde el este produs, daca un transport la un loc obisnuit de control nu este posibil.
1.3.1.3 Numar de piese
In functie de numarul de piese se decide, daca trebuie controlat manual sau automat, intr-un schimb sau in mai multe, lavabil cu apa sau cu postemulsionabil.
Exemplu de caz I: piese de automobil
a. Bloc motor - atarnare separata
80 bucati pe zi manual, un schimb, postemulsionabil
420 bucati pe zi automat, un schimb, lavabil cu apa
700 bucati pe zi automat, doua schimburi, lavabil cu apa
b. Cilindru de frana - 15 piese pe cos
700 bucati pe zi manual, un schimb, lavabil cu apa
2.000 bucati pe zi automat, un schimb, lavabil cu apa
Exemplu de caz II: piese de turbina
a. Palete directoare - 15 piese de rastel
1.000 bucati pe zi automat, un schimb, postemulsionabil
b. Palete de rotor - 15 piese de rastel
700 bucati pe zi automat, un schimb, postemulsionabil
Exemplu de caz III: imbinari sudate
Recipienti sub presiune
La fata locului manual cu un sistem cu penetrant colorat lavabil cu apa.
1.3.1.4 Calitatea suprafetei
In functie de calitatea suprafetei se alege
- sistem lavabil direct cu apa sau
- postemulsionabil
Exemplu de caz I: piese de automobil
Bloc motor
Suprafata aspra de turnare la control manual postemulsionabil, deoarece nu poate fi pulverizat uniform peste tot. Daca se controleaza automat, se poate garanta situatia de pulverizare ireprosabila pe intreaga suprafata a pieselor. Se lucreaza cu un sistem de control lavabil cu apa.
Exemplu de caz II: piese de turbina
a. Palete directoare
Deoarece este vorba de piese cu o siguranta ridicata de folosire si pentru a asigura, ca s-au evidentiat toate defectele accesibile controlului penetrant, se foloseste un sistem cu penetrant fluorescent, postemulsionabil. Clasa de sensibilitate 3
b. Palete de rotor
Este vorba de piese in rotatie cu solicitare speciala. Se foloseste un sistem cu penetrant fluorescent, postemulsionabil. Clasa de sensibilitate 4
Exemplu de caz III: imbinari sudate
Recipienti sub presiune
Imbinare sudata scurta, verticala, pana la 500 mm - direct lavabil cu apa.
Imbinare sudata lunga, verticala, peste 500 mm - postemulsionabil.
Imbinare sudata orizontala - direct lavabil cu apa.
1.3.1.5 Material
Materialul trebuie sa fie cunoscut, pentru a stabili durata de penetrare si a putea exclude penetranti, care ar provoca prin componente speciale coroziune.
Exemple clasice sunt
Otel de constructii (St 37)
- durata normala de penetrare si developare de ex. 5 minute
- materialul nu are voie sa corodeze prin substantele de control.
Otel austenitic
- durata de penetrare pana la o ora si de developare doua ore
- substantele de control nu au voie sa contina cloruri.
Aliaje pe baza de nichel
- durata de penetrare pana la doua ore si de developare patru ore. Tipul de defect, care trebuie cautat, poate prelungi durata de penetrare.
- substantele de control nu au voie sa contina compusi cu sulf.
Aliaje de aluminiu
- durata de penetrare si developare este intre 5 si 30 de minute
- pe langa cerinta normala, fara componente corozive, nu exista limitari speciale.
Aliaje de titan
- durata de penetrare si in special cea de developare este totdeauna mai mare decat la aliaje de aluminiu
- substantele de control nu au voie sa contina cloruri.
Substante de control, care vor fi folosite la materiale, ce reactioneaza deosebit de sensibil la cloruri sau compusi cu sulf, trebuie sa aiba la livrare o adeverinta a producatorului, din care reiese, ca substantele de control cu numarul de sarja livrat nu contin Cl sau S.
1.3.1.6 Loc de munca
Se distinge la piese noi, daca ele pot fi transportate la un loc de control sau trebuie sa fie controlate la locul de productie.
Exemplu de caz I si II
Toate piesele sunt transportate la o instalatie de control adaptata, care se afla langa locul de productie si prelucrare.
Exemplu de caz III: imbinari sudate
Recipienti sub presiune
Imbinarile sudate se controleaza la locul de productie sau revizie.
1.3.1.7 Prelucrare inaintea examinarii
Inainte de a stabili sistemul de lichide penetrante respectiv desfasurarea examinarii, trebuie sa se cunoasca precis desfasurarea productiei. Aceasta este deosebit de important pentru metoda de curatire prealabila sau daca se poate renunta la ea, pentru ca suprafata de examinare s-a curatit deja fara reziduuri. Trebuie sa se stie, daca la piese turnate pot fi pe piesele de examinat substante de separare, emulsii de gaurit sau slefuit sau ulei anticorosi Si resturi de paste de slefuit nu sunt simplu de indepartat. Poate piesele au fost depozitate sub cerul liber si sunt ude sau temperatura pieselor este in afara domeniului temperaturilor de examinare.
Exemplu de caz I: piese de automobil
bloc motor si cilindru de frana
Aceste piese (noi) se degreseaza doar, daca la prelucrare (strunjire, rectificare, gaurire) a ajuns agent de racire pe suprafata de examinare. In acest caz se degreseaza cu abur.
Exemplu de caz II: piese de turbina
Palete directoare, palete de rotor
Toate piesele se curata, ataca inainte de examinare in functie de pasii precedenti de lucru sau la piese de revizie se indeparteaza vopseaua, rugina etc.
Exemplu de caz III: imbinari sudate
Toate cusaturile sudate se spala in practica, daca nu se renunta si la aceasta, numai cu solvent (curatitor intermediar).
1.3.1.8 Catalog de defecte
Cu informatiile de pana acum se stabileste catalogul de defecte pentru orice piesa separat.
Exemplu de caz I: piese de automobil
a. Bloc motor
La acest tip de piesa turnata sunt neadmise fisuri, grupe de pori si spongiozitate, mai ales daca sunt intinse.
b. Cilindru de frana
Aceste piese turnate nu pot contine fisuri.
Exemplu de caz II: piese de turbina
Palete directoare, palete de rotor
Toate piesele trebuie sa fie lipsite de indicatii.
Exemplu de caz III: imbinari sudate
Recipienti sub presiune
Nu se admit fisuri, lipsa de topire si pori de crater final.
Calificarea personalului
Alegerea sistemului de lichide penetrante o face un responsabil cu examinarea, acesta fiind numit de conducerea firmei. Responsabilul cu examinarea trebuie sa fie un operator cu nivelul de calificare 2 sau 3.
Modulul V2
V2 Proprietati ale lichidelor penetrante, determinarea si supravegherea acestora
Constatarea proprietatilor
Densitate
Tensiune superficiala
Unghi marginal
Vascozitate
Punct de inflamabilitate
Presiunea de vapori
Stabilitatea penetrantului
Capacitatea de depozitare
Componente corozive
Proprietati ale developantilor
V2 Proprietati ale lichidelor penetrante, determinarea si supravegherea acestora
Constatarea proprietatilor
prEN 571-2 descrie procedee de constatare si supraveghere a proprietatilor esentiale ale materialelor de examinare. Prin aceasta trebuie asigurat recunoasterea modificarilor acestor proprietati si evitate pe cat posibil atacuri de tip coroziv ale substantelor folosite asupra pieselor examinate.
Constatarea de prima data a proprietatilor unui sistem de lichide penetrante se face in cadrul verificarii mostrei printr-un organ independent de control, care emite o adeverinta referitor la rezultat. Din aceasta adeverinta reies nu numai caracteristicile fizice ale materialelor de examinare, ea contine - documentat fotografic - si rezultatul clasificarii sensibilitatii unui sistem de lichide penetrante conform unui procedeu stabilit in prEN 571-3.
La verificarea sarjei, efectuata de producatorul materialelor de examinare, se controleaza, daca proprietatile individuale si sensibilitatea determinate in cadrul verificarii mostrei sunt respectate de materialelor de control ale sarjei respective.
Supravegherea prin utilizator, constand din determinarea regulata a sensibilitatii, este necesara numai atunci, daca poate sa se produca o impurificare si evaporare a materialelor de examinare . Aceasta este posibil, daca:
- materialelor de examinare se folosesc repetat in bai sau instalatii de examinare
- materialele de examinare sunt depozitate in recipienti deschisi sau incomplet inchisi, inainte de a-i folosi la examinare.
Tabelele 2.1 pana la 2.4 indica, ce proprietati sunt conform prEN 571-2 importante pentru materialele de examinare respective si ce analize sunt necesare in cadrul verificarii mostrei si sarjei.
Tabelul 2.1: proprietati distincte ale penetrantilor
|
Proprietati distincte |
mostra |
sarja |
|
Densitate la 20sC |
x |
x2) |
|
Vascozitate la 20sC |
x | |
|
Punct de inflamabilitate in creuzet inchis |
x |
|
|
Proprietati de culoare ale penetrantilor colorati |
x | |
|
Proprietati de culoare ale penetrantilor fluorescenti |
x | |
|
Stabilitatea penetrantilor fluorescenti fata de radiatie UV |
x | |
|
Stabilitate fata de schimbari de temperatura |
x | |
|
Comportare coroziva (incercare la coroziune) |
x |
x |
|
Continut de componente corozive1) (Cl total, F total, S total) |
x |
x |
Numai pentru penetranti denumiti fara componente corozive
Determinarea nu se face la produse omologate standardizate.
Tabelul 2.2: proprietati distincte ale solventilor
|
Proprietati distincte |
mostra |
sarja |
|
Densitate la 20sC |
x |
x |
|
Punct de inflamabilitate in creuzet inchis |
x | |
|
Comportare coroziva (incercare la coroziune) |
x |
x |
|
Continut de componente corozive1) (cloruri; fluoruri; Cl, F si S total) |
x |
x |
Numai pentru solventi denumiti fara componente corozive
Tabelul 2.3: proprietati distincte ale emulgatorilor
|
Proprietati distincte |
mostra |
sarja |
|
Densitate la 20sC |
x |
x |
|
Comportare coroziva (incercare la coroziune) in starea de livrare |
x |
x |
Tabelul 2.4: proprietati distincte ale developantilor
|
Proprietati |
D. umed b. solvent |
D. uscat |
||
|
distincte |
mostra |
sarja |
mostra |
sarja |
|
Densitate granule (a substantei uscate) |
x |
x | ||
|
Distributie marime granule (a substantei uscate) |
x |
x | ||
|
Densitate (a lichidului purtator) la 20sC |
x |
x | ||
|
Punct de inflamab. (a lich. purt.) in creuzet inchis |
x | |||
|
Fractiunea substantei uscate |
x | |||
|
Volum de decantare |
x | |||
|
Comportare coroziva (incercare la coroziune) |
x |
x | ||
|
Continut componente corozive1) (Cl, F si S total) |
x |
x |
x | |
Numai pentru developanti denumiti fara componente corozive
La developantul umed pe baza de apa se disting doua tipuri: suspensia si solutia. Proprietatile distincte se determina numai in cadrul verificarii de mostra.
Developant umed pe baza de apa (suspensie):
Densitate de granule a substantei uscate
Distributie de marime a granulelor substantei uscate
Continut de componente corozive a substantei uscate (Cl total, F total si S total)
Developant umed pe baza de apa (solutie):
Densitate la 20sC
Observatie (valabila pentru toate substantele de examinare):
Producatorul adevereste in certificatul de sarja, ca toate proprietatile distincte ale verificarii de mostra neanalizate in verificarea sarjei respecta tolerantele indicate in certificatul verificarii de mostra.
In cele ce urmeaza se vor analiza mai amanuntit proprietatile chimice mentionate in tabele precum si proprietati de intrebuintare importante.
Densitate
La lichide, gaze si substante solide raportul intre masa si volum se cheama densitate.
Densitatea depinde de temperatura si se masoara la lichide i. a. cu picnometre sau densitometre. Densitatea materialelor de examinare nu are nici o influenta mai mare asupra rezultatului examinarii. Cu masuratori de densitate se pot insa recunoaste usor modificari si abateri de la starea verificata de mostra respectiv starea de livrare.
Tabelul 2.5: densitatea materialelor de examinare la 20sC
|
Material de examinare |
Densitate (g/cm3) |
|
Penetrant | |
|
Solvent | |
|
Emulgator | |
|
Ulei mineral |
0,832 (comparativ) |
|
Apa |
Tensiune superficiala
Prin tensiune superficiala se intelege raportul intre forta F necesara pentru alungire chiar inainte de ruperea lamelei de lichid reprezentate in imagine si lungimea liniei marginale b.
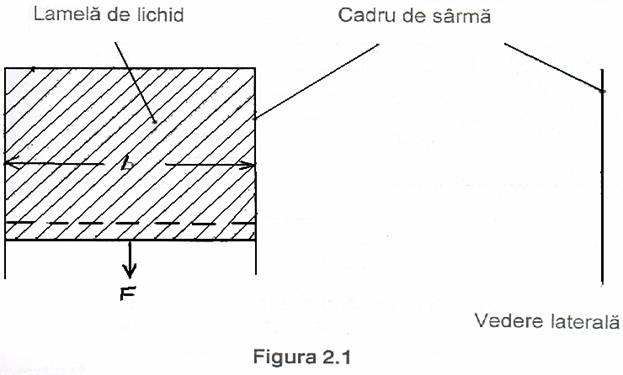
Fiecare lichid isi datoreaza coeziunea asa-numitelor forte van der Waals (coeziune) ce actioneaza intre moleculele lor. Pentru marirea suprafetei este nevoie de o forta. Tensiunea superficiala scade usor cu cresterea temperaturii si se masoara cu asa-numite tensiometre.
La metoda inelului se cufunda un inel subtire de sarma suspendat orizontal in lichid si se extrage incet din el. Forta, care atinge un maxim chiar inaintea ruperii inelului de la suprafata, se masoara cu balanta de torsiune. Deoarece tensiunea superficiala depinde puternic de substante straine, se va avea grija la curatenia maxima a tuturor partilor de aparat ce intra in contact cu lichidul.
Ca regula generala este valabil:
Tensiuni superficiale se masoara principial in raport cu aerul si se pot determina la substante solide numai cu efort foarte mare. Metoda inelului descrisa mai sus este adecvata bineinteles numai pentru lichide.
Trebuie sa se distinga intre tensiuni superficiale si tensiuni de suprafata limita. Se cheama suprafata limita, limita de faza intre lichid si corp solid sau intre doua lichide nemiscibile.
Urmatoarele marimi joaca un rol la umectare:
1. tensiunea superficiala a corpului solid
2. tensiunea superficiala a lichidului
3. tensiunea de suprafata limita intre corp solid si lichid
4. unghi marginal (vezi aliniatul 2.4)
Daca un lichid trebuie sa umecteze suprafata unui corp solid, atunci tensiunea lui superficiala trebuie sa fie mai mica decat cea a corpului solid. Aceasta este cazul la toate materialele metalice cu suprafata fara reziduuri. Trebuie insa tinut cont de faptul, ca substante straine absorbite, ca de ex. grasimi sau uleiuri, modifica tensiunea superficiala a corpurilor solide, incat o umectare nu mai este posibila. De aceea la examinarea cu lichide penetrante curatirii prealabile ingrijite ii revine o importanta mare.
Tabelul 2.6: tensiunea superficiala a materialelor de examinare si materialelor plastice la 20sC
|
Material de examinare |
Tensiune superficiala |
|
Penetrant |
0,028 - 0,035 N/m |
|
Solvent |
0,023 - 0,028 N/n |
|
Emulgator |
0,027 - 0,034 N/m |
|
Apa |
0,072 N/m |
|
Ulei mineral |
0,029 N/m (comparatie) |
|
PVC |
0,040 N/m |
|
PE |
0,031 N/m |
|
PTFE |
0,019 N/m |
Tabelul arata de ce PTFE - cunoscut si sub denumirea de teflon - nu este umectat de penetranti si deci nu este controlabil.
Unghi marginal
O masura a umectarii este un unghiul marginal intre corp solid si lichid. La considerarea unui anumit lichid el creste cu descresterea tensiunii superficiale a corpului solid. Aceasta se explica prin influenta descrescatoare a adeziunii si influenta crescatoare a coeziunii asupra formei picaturii de lichid la suprafata. Caracteristica unei capacitati bune de umectare a unei suprafete de lichid este un unghi marginal mic (vezi punctul 4.2 E1 suport curs). Umectarea unei suprafete solide si deci marimea unghiului marginal depinde de raportul fortelor moleculare in lichid si suprafata solida. La un lichid umectand (unghi marginal < 90s) sunt preponderente fortele moleculare intre lichid si corpul solid.
Tabelul 2.7: unghiul marginal al apei pe diferite suprafete de material plastic
|
Material plastic |
Unghi marg. |
Tensiune superficiala corp solid |
|
PVC dur |
76s |
0,040 N/m |
|
polietilena (PE) |
94s |
0,031 N/m(controlabil conditionat) |
|
politetrafluoretilena (PTFE) |
108s |
0,019 N/m (necontrolabil) |
M2/6
Vascozitate
Vascozitatea (frecarea interna) a unui lichid este o consecinta a fortelor intre moleculele ei. Daca ea este deosebit de mare la o deplasabilitate proasta a moleculelor, se vorbeste de vascozitate
Vascozitatea determina pe langa forma si dimensiunile defectelor viteza de penetrare si developare. Ea depinde puternic de temperatura. La temperaturi joase lichidele devin vascoase (durata mare de penetrare), la temperaturi ridicate fluide (durata mica de penetrare).
Vascozitatea este caracteristica determinanta pentru pierderile de antrenare in bai de imersie.
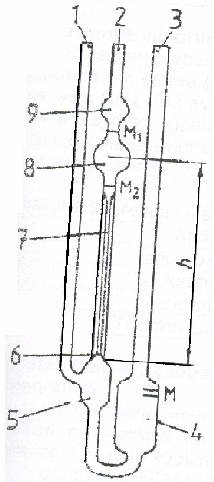
Se distinge vascozitatea dinamica si vascozitatea cinematica, care se lasa transformate cu ajutorul densitatii. La masurarea vascozitatii cinematice serveste viscozimetrul Ubbelohde, vezi figura.
Figura 2.2:
1
teava auxiliara 2
teava aspiratie 3
teava de incarcare 4 rezervor 5 vas de nivel 6 calota
sferica 7 tub capilar 8 vas de
masurare cu repere M1 si M2 9 sfera de
alimentare h
inaltime medie de presiune
Vascozitatea cinematica a penetrantilor este la 20sC in domeniul 2,2 - 75 10-6 m2/s. Pentru comparatie: ulei mineral circa 4 m2/s.
Punct de inflamabilitate
Notiune: punctul de inflamabilitate este temperatura cea mai joasa, la care intr-o aparatura standardizata se dezvolta din lichidul de analizat in conditii precis stabilite o astfel de cantitate de vapori, incat in creuzet se formeaza un amestec vapori-aer inflamabil prin aprindere separata.
Punctul de inflamabilitate este o proprietate importanta de intrebuintare a substantelor de examinare si da o idee despre periculozitatea lor de incendiu si explozie. Impartirea lichidelor inflamabile in diferite clase de pericol la transport si depozitare se bazeaza pe punctul de inflamabilitate.
Se disting aparate de verificat pentru determinarea punctului de inflamabilitate in creuzet deschis (de ex. conform Cleveland) si in creuzet inchis (Abel - Pensky, Pensky - Martens). Punctul de inflamabilitate in creuzet deschis este din cauza miscarii inevitabile a aerului in spatiul de masurare cu 10 - 30sC mai mare decat punctul de inflamabilitate in creuzet inchis.
Tabelul 2.8: puncte de inflamabilitate ale materialelor de examinare (creuzet inchis)
|
penetrant |
70 - 120sC |
|
curatitor intermediar inflamabil |
< 20sC (partial < 0sC) |
|
ulei mineral |
circa 80sC |
Presiunea vaporilor
Presiunea vaporilor este o masura a vitezei cu care un lichid trece la o anumita temperatura in starea gazoasa. Cu cat este mai mare presiunea vaporilor, cu atat mai mare este viteza de evaporare a unui lichid. Penetranti trebuie sa prezinte o presiune mica a vaporilor pentru evitarea uscarii, pe cand curatitori intermediari si lichide purtatoare ale developantilor ar trebui sa se evaporeze rapid, deci sa posede o presiune mare a vaporilor.
Tabelul 2.9: presiuni ale vaporilor la 20sC
|
apa |
23 mbar |
|
izopropanol |
43 mbar |
|
tricloretilena |
77 mbar |
|
tricloretan |
161 mbar |
|
triclortrifluoretan |
368 mbar |
Stabilitatea penetrantului fata de lumina, radiatie UV si schimbari de temperatura
Lichide penetrante colorate si lichide penetrante fluorescente nu au voie sa-si modifice proprietatile de culoare la iradiere cu lumina zilei. La lichidul penetrant fluorescent se cere suplimentar stabilitate fata de radiatie U
Nu sunt indicatii referitor la abateri admisibile doar in MIL-I-25135D (editie 06.84) densitatea de luminozitate a lichidelor penetrante fluorescente de sensibilitate inalta nu poate sa scada dupa o iradiere UV de o ora cu 800 mW/cm2 cu mai mult decat 30% din densitatea de luminozitate a lichidelor penetrante neiradiate.
La temperaturi joase nu se admit la lichidul penetrant nici sedimente nici separare, de ex. prin precipitatie de parafina, prEN 571-2 ambele nu se admit dupa patru schimbari de temperatura intre -15 C si 60 C.
Stocabilitatea
Materialele de examinare nu se pot pastra nici in recipienti inchisi oricat de mult. Durata maxima de depozitare este stabilita de producator. Substante in doze cu aerosoli au o stocabilitate mai indelungata decat marfa in vrac in butoaie de tabla. In caz de dubii se recomanda verificarea sensibilitatii cu corpul de control B.
2.10 Componente corozive
Exista materiale sensibile la coroziune, care necesita folosirea substantelor de examinare sarace in sulf si halogeni. La examinarea otelurilor CrNi austenitice si aliajelor de titan conform Codului ASME suma continutului total de clor si fluor nu poate depasi 1% de masa din cantitatea reziduala dupa vaporizare. La aliaje pe baza de nichel, de ex. Inconel sau Hastelloy, continutul total de sulf nu poate depasi de asemenea 1% de masa din cantitatea reziduala.
Conform prEN 571-2 sunt valabile valori limita mai reduse. In plus tipul substantei de examinare joaca un rol (vezi tabelul urmator):
Tabelul 2.10:
|
Continut |
Val. limita a fract. masice a cant. rezid. in % conf. prEN 571-2 |
|
|
total de |
lichid penetrant; developant |
curatitor fara adaos de HC Cl/Furate |
|
clor | ||
|
fluor | ||
|
sulf | ||
La curatitori cu adaos respectiv pe baza de hidrocarburi clorurate/fluorurate se determina fractiunea de cloruri si fluoruri solubile in apa, adica substanta de examinare nu se arde, ci se scutura cu apa. Aici continutul admis pentru cloruri si fluoruri este de cate 0,0010 % fractiune de masa.
Incercarea de coroziune cu un aliaj de magneziu serveste ca test rapid, daca o substanta de examinare are actiune coroziva. In acest caz nu se admit dupa o depozitare de 1 ora in substanta semne vizibile de coroziune, de ex. coroziune in gauri.
La materiale sensibile la coroziune se va evita pe cat posibil folosirea apei ca curatitor intermediar, vezi extras din analize apa potabila din imprejurimile orasului Hanovra.
Tabelul 2.11:
|
Continut de cloruri fractiune de masa |
|
|
Apa potabila loc. Elze | |
|
Apa potabila loc. Fuhrberg | |
|
Valoare limita pt. curatitor intermediar* cf. DIN 54152 p. 2 |
* cu adaos respectiv pe baza de hidrocarburi clorurate/fluorurate
2.11 Proprietati ale developantilor
Un developant este o pulbere alba, usoara, cu granulatie fina, a carui sarcina este sa absoarba prin forte moleculare lichid penetrant si sa-l distribuie pe suprafata de multe ori mai mare decat a granulelor sale fine.
Urmatoarele proprietati pot da indicatii privind comportarea unui developant:
1. Forma granulelor (prin privire la microscopul electronic cu fascicul baleiat)
2. Densitatea granulelor (cu picnometru capilar)
3. Distributia marimii granulelor (prin analiza sedimentarii)
4. Suprafata specifica in cm2/g
5. Fractiunea de substanta uscata (la developanti umezi)
Prin determinarea acestor proprietati se poate constata daca respectiva sarja de developant corespunde rezultatelor verificarii mostrei, dar o afirmatie referitoare la sensibilitatea pe piesa este posibila numai cu ajutorul unor corpuri de verificare si testare. Numai cu acest experiment poate fi reconstituit comportarea developantului la ciocnirea de suprafata de examinat precum si distributia.
O proprietate importanta de utilizare a developantilor umezi este volumul de decantare. Volumul de decantare, care este indicat in ml material solid la l developant umed, nu poate fi prea mare intr-o anumita unitate de timp.
In afara de aceasta un developant umed nu are voie sa formeze ghemotoace dupa o depozitare mai lunga.
Tabelul 2.12: proprietati ale developantilor
|
densitatea granulelor |
2,02 - 2,76 g/cm3 |
|
suprafata specifica |
6.200 - 97.800 cm2/g |
|
diametrul mediu al granulelor |
mm |
|
fractiunea de substanta uscata |
72 - 140 g/l |
|
volumul de decantare dupa 24 de ore |
218 - 934 ml/l |
Modul V 3
V3 Verificarea capacitatii de evidentiere
Sensibilitate
Descrierea diferitelor corpuri de control
Corp de control A conform prEN 571-3
Corp de control B conform prEN 571-3
Corp de control tip B conform JIS Z 2343
Corp de control conform Cod ASME, sectiunea V, articol 6
Corp de testare cu fisuri naturale
Scopul diferitelor corpuri de control si testare
Conditii de depozitare
V3 Verificarea capacitatii de indicare
Sensibilitate
Sensibilitatea unui sistem de lichide penetrante depinde de o multime de marimi de influenta:
1. Starea suprafetei de examinat
2. Material
3. Dimensiuni si forma ale defectelor de evidentiat
4. Efectuarea examinarii
5. Temperatura de examinare
6. Proprietati ale substantelor de examinare
Deoarece proprietatile materialelor de examinare singure nu dau informatii despre sensibilitatea unor sisteme de lichide penetrante, se folosesc corpuri de control, care au defecte cu dimensiuni cunoscute si o suprafata definita. Acestea servesc la clasificarea, alegerea si supravegherea sistemelor de lichide penetrante. Dar o determinare exacta a sensibilitatii pe piesa nu este posibila cu ajutorul corpurilor de control.
Descrierea diferitelor corpuri de control
Corp de control A
Corpul de control A se foloseste in cadrul controalelor de mostre si sarje. El serveste la clasificarea sensibilitatii sistemelor de substante de control conform unui procedeu stabilit. El consta dintr-un cadru de baza, pe care sunt fixate patru etaloane cu fisuri, figura 3.1. Pentru controlul curatirii intermediare este sablata suprafata cadrului in domeniul etaloanelor cu fisuri. Suprafata etaloanelor cu fisuri constituite din material de baza austenitic este nichelata, grosimea stratului scazand conform tabelului A de la 100 mm (clasa 1) la 50 mm (clasa 4). Etaloanele cu fisuri contin fisuri transversale micsorate treptat diferit, care s-au produs prin incovoierea tablelor intr-un dispoziti Etaloanele cu fisuri sunt caracterizate prin clasele de la 1 la 4 cu scaderea latimii fisurilor respectiv cresterea sensibilitatii. Conform tabelului A4 latimea medie a fisurilor lor scade de la 4,0 mm (clasa 1) la 0,6 mm (clasa 4).
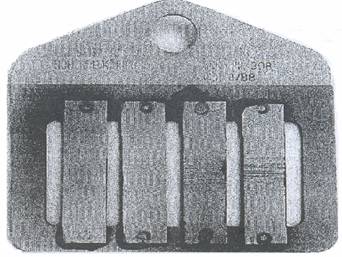
Figura 3.1: corp de control A
Pentru a evita hazardul si a asigura o apreciere obiectiva la clasificarea sensibilitatii in cadrul examinarii mostrei, aceasta este constatata de catre doi operatori pe doua corpuri de control A.
Corp de control B
Corpul de control B serveste supravegherii prin utilizator. Cu acesta se pot dovedi schimbari de sensibilitate ale sistemelor de lichide penetrante, care pot sa apara la utilizari multiple sau depozitare in recipienti deschisi.
Corpul de control B consta dintr-o tabla austenitica cromata dur pe o parte, care este sablata in domeniul superior pentru supravegherea curatirii intermediare. Prin apasarea unei sfere (diametru 5 mm) pe partea opusa cu sarcini diferite se produc pe partea cromata cinci fisuri in forma de stea cu diametru crescand.
Figura 3.3 arata un astfel de corp de control. Fisurile s-au facut vizibile cu un sistem examinare cu lichide penetrante fluorescente, cu postemulsionare.

Figura 3.3: corp de control B, sistem de examinare cu lichide penetrante - clasa 4
Imaginea MEB in figura 3.4 arata la o marire de 3000 de ori, cum se rupe prin apasarea sferei stratul de crom, care este comparativ cu materialul austenitic de baza foarte fragil. Adancimea fisurii corespunde unei grosimi de strat de circa 70 mm.

Figura 3.4: Aspect al stratului de crom fisurat in centrul unei fisuri in forma de stea (latimea fisurii circa 1,7 mm)
Latimile de fisura scad cu reducerea diametrului stelei, astfel incat numarul stelelor evidentiate este o masura pentru sensibilitatea sistemului de substante de control.
Corp de control tip B conform JIS Z 2343
Acest corp de control japonez consta dintr-o tabla 100x70 mm, care prezinta pe suprafata de control un strat de nichel gros de 30 mm cu o acoperire de crom cu grosimea de 0,5 mm. Datorita tensiunii de intindere se produc in strat numeroase fisuri transversale. Pentru comparatie tabla este impartita printr-o taietura simetrica in doua jumatati. Latimea fisurilor este pe toata suprafata de control 1,5 mm la o adancime de 30 mm. Figura 3.5 arata corpul de control la compararea a doua sisteme echivalente de examinare cu lichid penetrant fluorescent.
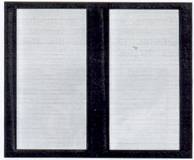
Figura 3.5: compararea a doua sisteme echivalente de examinare cu lichide penetrante fluorescente pe corpul de control tip B conform JIS
Corp de control conform Cod ASME, sectiunea V, articol 6
La corpul de control conform Codului ASME fisurile se produc prin incalzirea unui aliaj de aluminiu cu racire ulterioara brusca in apa. Corpul de control are o lungime de 75 mm, o latime de 50 mm si o grosime a tablei de 9 mm. In mijloc se afla pentru comparatie un canal, de-a lungul caruia corpul de control poate fi separat in caz de nevoie. Tabla se incalzeste in mijlocul suprafetei de control cu flacara unui bec Bunsen pana la 520 - 530 C si ulterior se raceste brusc pe aceasta suprafata cu apa rece. Prin aceasta se produce o retea de fisuri fine, a caror latime si adancime sunt insa diferite si nu sunt reproductibile, figura 3.6.
Figura 3.6: comparatie a doua sisteme de examinare cu lichide penetrante fluorescente pe corpul de control conform Codului ASME
Corp de testare cu fisuri naturale
Piese cu fisuri naturale pot servi in anumite conditii drept corp de testare pentru compararea si alegerea unor sisteme de materiale de examinare.
1. Tipul si pozitia defectelor trebuie sa fie cunoscute.
2. O utilizare multipla trebuie sa fie posibila, adica fisurile naturale nu au voie sa contina reziduuri de la controlul precedent.
Daca este vorba de piese izolate la un control de serie, astfel de corpuri de testare ofera chiar si avantaje fata de corpurile de control descrise la punctul 3.2. Spre deosebire de corpurile de control corespund atunci starea suprafetei de examinare, materialul precum si dimensiunea si forma defectelor de evidentiat parametrilor de pe piesa. O determinare exacta a sensibilitatii este deci posibila in acest caz special.
Scopul diferitelor corpuri de control si testare
Cu exceptia corpului de control A toate corpurile de control si testare descrise servesc la compararea, alegerea si supravehgerea sistemelor de examinare cu lichide penetrante
Modificari ale proprietatilor fizice ale materialelor de examinare in baza imbatranirii si impurificarii pot fi constatate astfel fara mari cheltuieli de tehnica de masurare.
De asemenea este posibil sa se documenteze efectele unei efectuari modificate a examinarii (de ex. durata de penetrare si developare, metoda de curatire intermediara) asupra sensibilitatii unui sistem de materiale de examinare. Comparatia se face ori cu doua corpuri similare de control sau testare sau printr-o fotografie comparativa. Corpul de control A permite singur dintre toate corpurile de control descrise o clasificare a materialului de examinare. Latimile si adancimile de fisuri se afla in domeniul limita a sensibilitatii de evidentiere a sistemelor de examinare. La confectionarea corpurilor si alegerea etaloanelor cu fisuri se face foarte costisitor prin aprecierea latimii indicatiei, alura si numarul fisurilor precum si intensitatea indicatiei. Suplimentar se determina latimile fisurilor prin sondaj sub microscopul electronic cu baleiaj.
Pentru toate corpurile de control este insa valabil, ca sensibilitatea determinata este doar conditionat transferabil pe obiectele de examinat.
Conditii de depozitare
Corpurile de control si testare se vor depozita intre utilizari intr-un solvent adecvat, curat. Inainte de a le utiliza ele trebuie uscate cu grija, pentru ca solventul eventual existent in fisuri sa se poata evapora.
Modulul V4
V4 Aplicatii ale examinarii cu lichide penetrante
Alegerea procedeului de examinare a defectelor de suprafata
Configurarea desfasurarii examinarii adecvata scopului
Criterii de alegere a sistemului de lichide penetrante
Importanta functiei piesei de examinat
Tip de defect de constatat si latimea deschiderii
Modelarea probei
Materiale
Numarul pieselor de examinat
Starea suprafetei suprafetei
Loc de munca
Temperatura de examinare
Cheltuieli ale locurilor de munca
Specificatii
Ce standarde de mediu trebuie respectate?
Aparate si instalatii
Dispozitive de aplicare a lichidului penetrant
Posibilitati de curatire intermediara
Posibilitati de uscare
Dispozitive de aplicare a developantului
Dispozitive de inspectie
Dispozitive de postcuratire
Alegerea procedeului de examinare de suprafata
La alegerea procedeului de examinare de suprafata examinarea cu lichide penetrante se afla in concurenta cu examinarea cu pulberi magnetice si examinarea cu curenti turbionari. La decizia, ce procedeu se va aplica adecvat, se poate proceda conform imaginilor urmatoare:
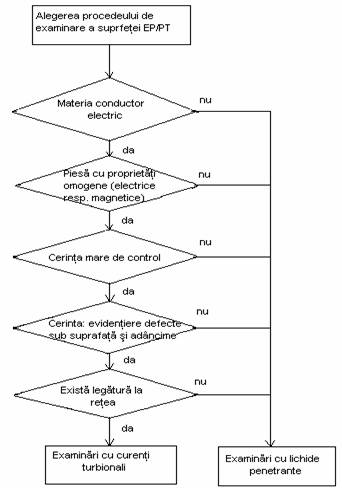
Figura 4.2: alegerea procedeului de examinare de suprafata ET/PT
Piese mici confectionate in cantitati mari, de ex. suruburi, piulite, arcuri de diferite dimensiuni, se controleaza de multe ori cel mai economic cu lichide penetrante. Daca piese confectionate in cantitati mari au aceleasi dimensiuni si exista posibilitati de automatizare, atunci folosirea procedeului cu curenti turbionari poate fi mai avantajos.
Configurarea desfasurarii examinarii adecvata scopului
Criterii de alegere a sistemului de lichide penetrante
Pentru a putea stabili desfasurarea examinarii cu lichide penetrante, trebuie tinut cont de urmatorii factori:
- importanta functiei piesei de examinat
- tip de defect de constatat si latimea deschiderii
- modelarea probei
- materialul/ele piesei de examinat
- numarul pieselor de examinat
- constitutia suprafetei
- loc de munca
- temperatura de examinare
- cheltuieli ale locurilor de munca
- ce specificatii trebuie respectate?
- ce standarde de mediu trebuie respectate?
Importanta functiei piesei de examinat
Piese de siguranta trebuie examinate totdeauna pentru a gasi fisuri de suprafata, piese rotative dintr-un statoreactor de avion se examineaza cu sistemul ADA-4, piese nerotative cu ADA-3, piese auto, denumite piese de siguranta precum supape, cilindri de directie si de frana, blocuri motor si pistoane se examineaza 100% cu lichide penetrante cu sistemul ACA-3.
Imbinari sudate la recipienti sub presiune, carcase de pompa si constructii metalice se examineaza cu sistemul de penetranti colorati BCB-2. Piese de masini din metal, plastic sau ceramica se examineaza cu sistemul fluorescent ACA-2 sau BCB-2.
Tip de defect de constatat si latimea deschiderii
Cu cat defectul de gasit este mai mic, cu atat mai sensibil trebuie sa fie sistemul de lichide penetrante. Clasa 4 prezinta capacitatea maxima de evidentiere a defectelor, clasa 2 este o treapta medie de sensibilitate, care se aplica de ex. pe santiere.
Modelarea probei
Cu cat modelarea unei piese este mai complicata, cu atat mai repede se trece de la sistemele de lichide penetrante lavabile direct la cele cu postemulsionare. Ca directiva generala este valabil: cu cat o piesa trebuie spalat mai mult manual la curatirea intermediara, cu atat mai mare este pericolul spalarii excesive si mai bine se examineaza cu un sistem de penetranti postemulsionabili.
Materiale
Tot timpul este necesar sa se examineze piese, care se compun din materiale diferite. Daca sunt materiale metalice, desfasurarea examinarii se orienteaza dupa materialul cu timpii de penetrare si developare cei mai mari. Masuri speciale, ca de ex. cerinta fara componente corozive, se orienteaza si ele totdeauna dupa materialul/ele cel/e mai sensibil/e.
Materiale nemetalice necesita totdeauna o verificare, daca sistemul de penetranti este admis pentru materialul respectiv si efectuarea nu da probleme datorita materialului.
Pentru curatirea intermediara este valabil, ca la rugozitati diferite ne orientam totdeauna dupa suprafata mai putin rugoasa. Astfel aceasta suprafata de examinare nu se spala excesi Suprafata mai rugoasa trebuie sa aiba un fond colorat care nu deranjeaza.
Numarul pieselor
Numarul este masura pentru tipul de efectuare a examinarii,
- un numar mic inseamna efectuarea manuala a examinarii,
- un numar mare necesita desfasurarea automata a examinarii.
Starea suprafetei
Rugozitatile suprafetei influenteaza capacitatea de evidentiere a defectelor. Cu cat este suprafata de examinare mai rugoasa, cu atat mai mari trebuie sa fie defectele de evidentiat. Daca se iau sisteme de penetranti postemulsionabili, atunci se pot evidentia si defecte mici pe o suprafata rugoasa. Identic se poate indeparta la suprafete rugoase fondul perturbator cu sistemele postemulsionabile.
Si cusaturi sudate neprelucrate necesita multa indemanare a operatorului, pentru a examina suprafata lor neregulata corect.
Loc de munca
Daca locul de munca, de ex. un santier, este prestabilit, atunci se foloseste in cazul cel mai avantajos sistemul BAB. Examinarea in exploatare ar trebui efectuata la un loc fix pentru examinare si numai in cazuri de exceptie la fata locului, sisteme BAB sau BCB. La piese mari este necesar un loc de munca cu pulverizare, sisteme BCB, ADA, ACA. La piese mici confectionate in numar mare se foloseste un sistem automat cu imersie.
Temperatura de examinare
Conform EN 571-1 domeniul de temperatura se afla de regula intre 5 si 50 C. Aici se folosesc sistemele uzuale de substante penetrante. In afara acestui domeniu de temperatura trebuie folosite sisteme admise pentru temperatura corespunzatoare de examinare .
Pentru domeniul de temperatura -10 pana la +100 C exista sisteme admise de substante penetrante, folosirea nu da in mod normal nici o problema. In afara acestui domeniu manuirea devine dificila, de ex. la examinarea unui cordon de radacina la +160°C, aici aplicarea este aproape imposibila si deranjul prin lichide ce se evapora insuportabil.
La temperaturi sub -10°C trebuie avut grija ca curatitorul intermediar sa se evapore, lichidul purtator al developantului umed pe baza de solvent sa se evapore si gazele propulsoare in dozele spray sa fie adecvate pentru aceste temperaturi.
Cheltuieli ale locurilor de munca
Pentru tehnica actuala de examinare cu lichide penetrante sunt necesare anumite cheltuieli cu amenajarea locului de munca.
1. Pentru a satisface cerintele protectiei muncii.
2. Pentru a asigura efectuarea examinarii la nivelul actual al tehnicii.
3. Pentru a putea examina numarul necesar de piese.
4. Pentru a satisface specificatiile clientilor.
5. Pentru a respecta prescriptiile de protectia mediului.
6. Pentru a putea lucra cu cheltuieli minime.
Specificatii
Se va tine cont de standarde si directive specifice piesei precum si general valabile. Detalii vezi capitolul 7.
Specificatii nationale exista pentru toate ramurile industriale si pentru toate domeniile de aplicare.
Prin piata europeana unica specificatiile nationale sunt inlocuite de cele europene. CEN (Comitetul European de Standardizare) este organismul european de standardizare, al carui secretariat pentru examinarea cu lichide penetrante il are Germania.
Pentru standardele nationale sunt valabile la rang superior cele europene (CEN) si peste acestea cele internationale (ISO).
Ce standarde de protectia mediului trebuie respectate?
La examinarea cu lichide penetrante este necesar de a tine cont de urmatoarele standarde de protectia mediului:
- dispozitia referitoare la substante periculoase
- legea referitoare la imisiuni
- legea taxelor pentru ape uzate
Tabelul 4.1: criterii de selectie (exemple)
|
Sistem |
Piese |
Tip defect |
Forma |
Bucati |
Loc de munca |
Protec. mediu |
|
ADA-4 |
disc turbina |
foarte mic |
mic complicat |
1-100/zi |
loc stropit |
asp, fsp, ca |
|
ADA-4 |
paleta turbina |
foarte mic |
mic complicat |
>1000/zi |
automat |
asp, fsp, ca |
|
ADA-4 |
carc. Intr. compr. |
foarte mic |
mare complicat |
1-20/zi |
2 loc stropit |
asp, fsp, ca |
|
ACA-3 |
blocuri motor |
mediu |
turnat mr. compl. |
1-100/zi |
2 loc stropit |
asp, ca |
|
ACA-3 |
pistoane auto |
mediu |
turnat mc. comp. |
>1000/zi |
automat |
asp, ca |
|
BAB-2 |
rec. sub pres. |
normal |
cusatura sudata |
>50 m/zi |
santier |
vent+dez |
|
BCB-2 |
carcasa pompa |
normal |
turnat mr. compl. |
1-20/zi |
loc stropit |
asp, ca |
Legenda: 2 loc stropit = 2 locuri de munca cu pistol de stropit (penetrant si developant)
asp = aspiratie
fsp = filtru de separare
ca = filtru cu carbune activ
vent+dez = ventilatie si dezaerare
Aparate si instalatii
Dispozitive de aplicare a lichidului penetrant
Efectuarea clasica a procesului de penetrare are loc in bai de imersie, care pot reprezenta si astazi o solutie rationala. Important este ca piesele de examinat sa nu prezinte zone adunatoare, adica cavitati deschise in sus si inchise in jos, din care lichidul penetrant nu se poate scurge dupa procesul de imersie. Intr-un astfel de caz solutia este rotirea pieselor, ceea ce este insa legat de prinderi suplimentare pentru piese precum si de folosirea unor dispozitive corespunzatoare de basculare. Avantajoase sunt instalatii de imersie, mai ales pentru piese marunte cu geometrie schimbatoare (figura 4.3).
La geometrii relativ simple este posibil insa si imersia unor piese mai mari, daca dimensiunile principale sunt inca sub 1m. Mase de circa 100 kg fac insa necesara sprijinirea prin aparate de ridicat. Figura 4.4 arata statia de imersie a unei instalatii manuale.
La instalatiile de imersie se contureaza o trecere de la cele simplu manuale la cele semiautomate. Ele functioneaza dupa reglarea parametrilor pasului respectiv al procedeului in mare masura independent de cel ce o deserveste (figura 4.5). Includerea proceselor de transport intre diferitii pasi ai procedeului in automatizare duce in ultima instanta la instalatii complet automate (figura 4.6).
Din punctul actual de vedere este consecvent sa se cuprinda toate functiile de comanda si control intr-un calculator central de proces. Prin aceasta se pot stabili nu numai toti parametri importanti de proces pentru fiecare pas al procedeului si prin aceasta adapta fara probleme altor aplicatii, ci si debitul pieselor examinate se retine automat si, daca se doreste, se tipareste. Cu posibilitati corespunzatoare de examinare o instalatie poate functiona chiar in absenta celui ce o deserveste (functionare de acumulare noaptea), ceea ce prezinta avantajul ca operatorul poate incepe la inceperea lucrului imediat cu inspectia pieselor trecute prin instalatie.
Pentru piese mari si cu geometrie complicata instalatii de imersie nu sunt adecvate. Acestea s-au examinat pana acum la locul lor de fabricatie sau de exploatare. Deoarece aplicarea lichidului penetrant trebuie sa se produca doar in cantitate suficienta, nu insa deosebit de uniform, aplicarea cu pensula la examinarea locala, de ex. la cusaturi sudate, poate fi totusi o varianta chiar astazi recomandabila.
La suprafete mai mari insa aceasta metoda este prea costisitoare. Pentru aceste scopuri s-a afirmat doza cu aerosoli (spray) introdusa cam din 1950. De cand a pornit discutia despre hidrocarburi fluorurate clorurate (FCKW), s-a pornit o dezvoltare pentru inlocuirea acesteia. Acest lucru poate sa se desfasoare dupa cum urmeaza:
- piesele mari se transporta la locuri separate de examinare (figura 4.7), de ex. loc inchis de examinare pentru componente mari. In aceste locuri de examinare se pot crea atunci premizele pentru a putea renunta la FCKW ca gaz propulsor. Aplicarea poate avea loc, comandat din exterior, cu aparatele uzuale de stropit sau cu instalatii electrostatice de stropit (figura 4.8). Instalatii adecvate de ventilatie au grija ca ceata de lichid penetrant si vapori de solvent sa nu solicite mediul ambiant (figura 4.9).
Printr-o etansare corespunzatoare a terenului, de ex. o cada de captare, se impiedica infiltrarea lichidului penetrant in pamant si apa freatica.
- FCKW din dozele cu aerosoli sunt mult mai dificil de inlocuit. Nici un gaz propulsor folosit acum drept alternativa nu poseda complet aceleasi proprietati avantajoase. Astfel de exemplu la doze cu aerosoli, cu gaz propulsor un amestec propan/butan, trebuie avut in vedere inflamabilitatea si posibilitatea ca la o efectuare incorecta sa apara pericolul detonarii. Daca suspensii de developanti se ambaleaza in doze aerosoli cu dioxid de carbon drept gaz propulsor, atunci responsabilul cu examinarea trebuie sa accepte pentru problema respectiva de examinare imaginea stropirii. O alta alternativa, ca doza cu doua camere, o doza de stropit cu aer comprimat drept perna de presiune, s-a comportat deja bine la stropirea lichidului penetrant si al curatitorului intermediar. De la caz la caz trebuie analizate posibilitatile folosirii dozelor cu sistem de pompare, dar ele pot fi interesante pentru unii utilizatori datorita lipsei gazului propulsor.
- Instalatiile electrostatice de aplicare s-au folosit dupa 1960 pentru stropirea lichidelor penetrante la examinarea cu penetranti. Cu ele s-a putut realiza nu numai o aplicare subtire uniforma, astfel simplificandu-se natural curatirea intermediara ce urmeaza, dar s-a redus si consumul de materiale de examinare cu 90%. Asta nu inseamna doar mai putine cheltuieli cu lichide penetrante, ci si mai putine cheltuieli cu salubritatea si imbunatatirea protectiei mediului ambiant.
Posibilitati de curatire intermediara
Efectuarea curatirii intermediare trebuie adaptata bineinteles intregii conceptii ai instalatiei. La acest pas de procedeu se va prefera o situatie totdeauna egala de curatire intermediara prin procese automate celei manuale.
Daca se foloseste un curatitor intermediar cu solvent apartinand sistemului de lichide penetrante, pericolul spalarii excesive este mai mare decat cu apa. De regula examinarile pur manuale sunt mai degraba un caz particular, in special pe santiere.
La sisteme direct lavabile cu apa, apa este curatitorul intermediar. In multe cazuri s-a dovedit util sa se efectueze procesul de spalare in doi pasi separati, si ca instalatie. Primul pas are scopul de a indeparta partea cea mai mare din lichidul penetrant de pe suprafata si de a termina procesul de penetrare. Prin aceasta se scurteaza procesul total de spalare si se micsoreaza pericolul spalarii excesive. Din acest punct de vedere o instalatie de imersie indeplineste scopul prevazut, o miscare oscilanta a pieselor de examinat are un efect favorabil procesului de spalare. Daca apa se stropeste, este valabila regula ca presiunea jetului de apa nu va fi peste 2 bari si va consta din picaturi pe cat posibil de mari.
Terminarea spalarii pentru obtinerea lipsei fondului se poate face in cazul cel mai simplu manual cu dus cu apa. Deoarece efectuarea corecta necesita tocmai la geometrii complicate foarte multa experienta, exista pericolul spalarii excesive a defectelor. De aceea se va prefera in asemenea cazuri sa se efectueze procesul de spalare in statii speciale de spalare cu siruri de duze de spalare adaptate geometriei piesei de controlat. Printr-o comanda program, ce cuprinde procesul propriu-zis de spalare, statia de spalare este adaptabila si unor geometrii complexe, variabile in anumite limite, astfel incat si piese precum blocuri motor pot fi curatite intermediar corect.
O importanta esentiala are controlul procesului de spalare. Acest lucru este insa mult mai putin posibil la sisteme penetrante colorate decat la sistemele fluorescente. La examinarea cu lichide penetrante colorate se poate constata gradul de curatire intermediara de obicei doar dupa aplicarea developantului. La procedeul fluorescent se poate controla curatirea intermediara la ultimul proces de spalare cu o lampa U De obicei este suficient, sa se intunece putin domeniul de spalare si sa se instaleze deasupra locului de spalat un tub UV protejat de stropi de apa, pentru a verifica daca mai exista un fond fluorescent perturbator.
La sisteme cu postemulsionare este necesara tratarea suprafetei de examinare inaintea indepartarii propriu-zise a penetrantului cu un emulgator apartinand de sistem. Abia prin aceasta penetrantul devine lavabil cu apa. Intrucat actiunea trebuie sa se produca pe cat posibil de uniform, la aplicare trebuie indeplinite de asemenea cerinte ridicate fata de o oferta de emulgator uniforma peste tot. Din acest motiv se aplica emulgatorul preponderent prin imersie, de exemplu si in instalatii de examinare, fisuri cu stropire complet automatizate. Mult mai rar se intalneste turnare sau aplicarea sub forma unui strat de spuma. Prin variatia concentratiei si duratei de actionare a emulgatorului se poate comanda foarte simplu ce grosime de strat a penetrantului se face lavabil cu apa. Astfel se pot acorda parametrii mentionati astfel incat stratul de penetrant ramas pe suprafata de examinare sa se poata spala lipsit de fond, fara ca penetrantul aflat in defecte sa devina solubil in apa. Prin aceasta scade pericolul spalarii excesive in special la defecte mici, de aceea sisteme cu postemulsionare sunt deosebit de indicate pentru o astfel de problema de control si deseori au o sensibilitate de evidentiere ridicata in acest scop de la producatorul de materiale de examinare. Daca se folosesc substante penetrante postemulsionabile, este util sa se intercaleze inaintea tratarii cu emulgatorul hidrofil un proces de spalare. Acest proces de spalare nu aduce propriu zis o desprindere a penetrantului, pentru ca acesta nu este solvabil in apa. Umectarea de regula excelenta a suprafetei de examinare prin penetrant impiedica o dislocare completa de pe suprafata, de aceea si la oteluri simple nu exista pericol de coroziune. Scopul procesului de spalare este doar de a indeparta pur mecanic penetrant in exces si de a obtine prin aceasta un strat de penetrant cat mai uniform ca premiza pentru o
actiune uniforma a emulgatorului. Desi scopul acestor eforturi este bineinteles un fond cat mai redus, pentru ca numai atunci se pot evidentia defecte fine, tratamentul descris are inca un efect secundar foarte util. Pentru ca penetrantul indepartat este insolubil in apa, el poate fi separat cu mijloace relativ simple si deci ieftine, FILTRUL DE SEPARARE, de apa de spalare. Deci nu trebuie evacuat intregul volum de apa, ci numai uleiul penetrant separat prin filtrul de separare. Se apreciaza ca prin prespalare se elimina circa 95 pana la 98 % din uleiul penetrant.
La postspalare se va prefera la fel ca la sistemele direct lavabile cu apa o statie de spalare echipata cu o grupare de duze de apa si aer adaptate special geometriei piesei de examinat fata de o statie de imersie sau efectuarii simple manuale. Aceasta este valabil cu atat mai mult, daca este vorba de evidentierea unor defecte fine.
S-a amintit deja scurt problema evacuarii apelor de spalare rezultante. In general ape cu continut de substante penetrante nu pot fi deversate direct in canalizare. Pentru ca o evacuare ca deseuri speciale nu este nici acceptabila economic, nici tehnic rationala, trebuie sa se faca o preparare. Se poate considera recomandabil principiul general valabil, de a recircula pe cat posibil cantitatile necesare de apa. Pentru toate tipurile de lichide penetrante exista unitatea adecvata de evacuare a apei de spalare, pentru sistemele de penetranti direct lavabili cu apa filtrul cu carbune activ, pentru cele postemulsionabile pentru apa de prespalare filtrul de separare si pentru apa de postspalare filtrul cu carbune acti Deci la proiectarea unei instalatii este rational sa se separe circuitele de apa, daca conditiile mentionate difera. Astfel se poate alege pentru fiecare circuit varianta optima de preparare. Asta inseamna sa se indeparteze numai atat lichid penetrant, cat este necesar in acel vas de spalare, si sa se faca aceasta cu acele metode, care reprezinta optimul din punct de vedere al investitiei si al exploatarii.
La instalatii ce lucreaza automat este bineinteles posibil si necesar, sa se separe circuitele de apa nu doar in functia lor mecanica, de ex. protectia de prea plin, ci sa fie supravegheate si in parametri lor importanti pentru examinarea cu penetranti, cum ar fi continutul de ulei penetrant. Pentru separarea lichidelor penetrante continand tenside s-au dovedit utile mai ales unitati de filtrare cu carbune activ (figura 4.10). La o recirculatie suficienta se extrag din apa de spalare nu numai uleiul, ci si toate celelalte componente posibil dizolvate in apa inclusiv pigmentii.
Posibilitati de uscare
Dupa curatirea intermediara suprafata de examinat trebuie uscata, cu putine exceptii. Daca se foloseste un curatitor intermediar bazat pe solvent, uscarea nu necesita din cauza cifrei mici de evaporare (evaporare rapida) nici o instalatie speciala. Alta este situatia, daca se foloseste apa ca curatitor intermediar. Din cauza pericolului de coroziune, mai ales la materiale feroase, procesul de uscare trebuie incheiat in timp cat mai scurt. Pentru a atinge aceasta, exista doua posibilitati:
- se va urmari atingerea unui debit maxim de aer pentru a evacua vaporii de apa produsi;
- deoarece tendinta de evaporare a apei creste cu cresterea temperaturii, se va urmari atingerea unei temperaturi maxime de uscare. Aceasta este insa limitata prin rezistenta pigmentilor folositi in lichidele penetrante. De regula nu se poate depasi o temperatura de 50 C pe suprafata de examinat.
Aceste doua cerinte au dus intr-o dezvoltare de multi ani la instalatii speciale de cuptor. Deosebit de simplu de manuit sunt bineinteles instalatii lucrand automat, care evita cu siguranta erori de uscare altfel posibile, precum uscarea substantei penetrante sau supraincalzirea locala. Alte posibilitati de uscare sunt aer comprimat complet curat si suflanta cu aer cald (fön, uscator cu suflanta).
Instalatii de aplicare a developantului
Deja dupa terminarea curatirii intermediare incepe procesul de reumectare a lichidului penetrant din defecte spre suprafata de examinat. Marirea temperaturii in timpul uscarii sprijina acest proces.
La sisteme fluorescente se aplica developantul uscat (fond de contrast nu este necesar) pentru a absorbi si stabiliza lichidul penetrant care reumecteaza. Aceasta pulbere uscata se aplica exclusiv sub forma de praf. Daca se foloseste un developant umed, pentru acest scop este suficient un strat mult mai subtire decat ar fi necesar la sisteme penetrante colorate.
Mediul purtator poate fi la developantul umed apa sau solvent. Ultimul are avantajul care nu este de subapreciat sa cupleze inca la lichidul penetrant si in defecte usor supraspalate si sa permita evidentierea acestora. Fondul de contrast pentru procedeul penetrant colorat se poate obtine numai cu developanti umezi; acestia pot fi aplicati numai prin stropire.
O pozitie speciala ocupa developanti solubili in apa, care precipita ca substanta efectiva ca developant abia la uscare. Aplicat manual in instalatii de imersie, developantul umed pe baza de apa trebuie folosit numai la sisteme de lichide penetrante fluorescente cu postemulsionare. In instalatii, unde aplicarea developantului este comandata automat, se pot folosi pe langa sistemele penetrante postemulsionabile si cele fluorescente direct lavabile cu apa cu developantul umed pe baza de apa.
Instalatii de vizualizare
Pentru a nu afecta concentrarea ridicata, necesara a operatorului, cabinele de vizualizare se construiesc spatioase si usor de aerisit. Lampile UV si accesoriile pentru aprecierea defectelor sunt dispuse ergonomic avantajos. Toti parametri de cabina sunt dimensionati pentru examinarea usor de efectuat a pieselor de examinat.
La examinarea cu procedeul penetrant colorat iluminarea trebuie dimensionata astfel, incat sa fie atinsa intensitatea prescrisa de iluminare. Aceasta trebuie verificata.
Pentru examinarea cu sisteme cu lichide penetrante fluorescente se folosesc lampi U Exista doua tipuri de lampi, lampi de mana si stationare. La becurile UV se disting becuri de 100 W si 400 W.
Accesorii sunt pentru ambele tipuri de lichide penetrante ochelari, lupe, endoscoape, microscoape, carpe, pensule, creioane de marcaj si benzi de marcaj.
Piese examinate sunt poansonate ca bune, daca nu s-au gasit defecte neadmise. Piese cu defecte neadmise se marcheaza vizibil cu refuzat sau rebut. Pentru piesele refuzate trebuie sa existe un recipient special intr-un loc marcat in cadrul intreprinderii pentru a exclude confuzii cu piese poansonate ca bune.
Dispozitive pentru postcuratire
Daca este necesar sa se indeparteze stratul de developant, acest lucru poate fi efectuat functie de tipul de developant dupa cum urmeaza:
- developant uscat se sufla cu aer in instalatii izolate acustic si pulberea se filtreaza din aer.
- developant uscat se spala cu apa intr-o statie de stropire. Apa in circuit se curata continuu cu filtre mecanice.
- developant umed pe baza de solvent. Functie de amestecul de lichid purtator se spala cu apa sau solvent.
- developant umed pe baza de apa poate fi spalat de pe piese cu apa in unitati de stropire.
Daca stratul de developant se indeparteaza cu apa, trebuie verificat principial daca apa de spalare are un adaos de inhibitor de coroziune, pentru a evita coroziunea. Dupa procesul de spalare trebuie uscat.
Daca este necesar piesele curatate trebuie protejate de coroziune si ambalate.
Baie
de prespalare Uscator Statie
de spalare Pistol
L/W Statie
de developare Inspectie Lampa
UV Zona
de contact Baie
de penetrant
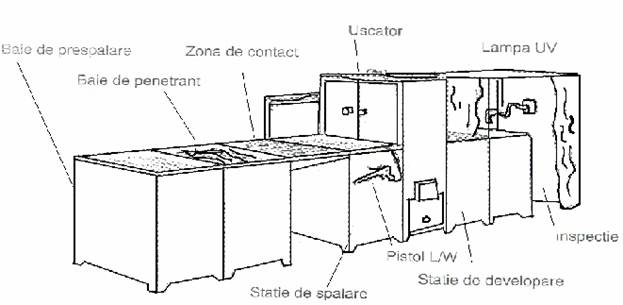
Figura 4.3: instalatie cu imersie ACA
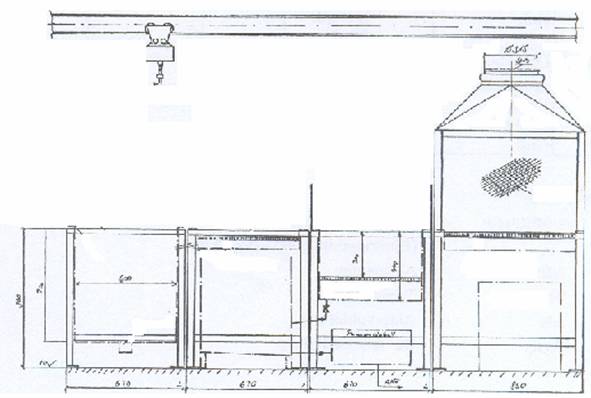
Figura 4.4: instalatie cu imersie cu dispozitiv de ridicat
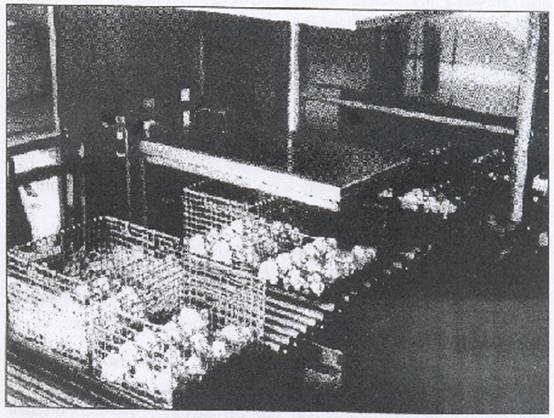
Figura 4.5: instalatie semiautomata cu imersie - statie de spalare
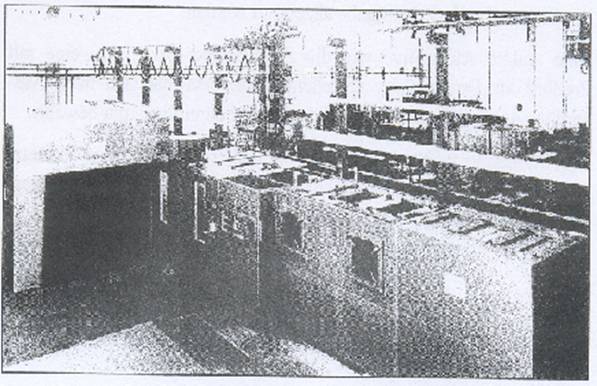
Figura 4.6: instalatie complet automata
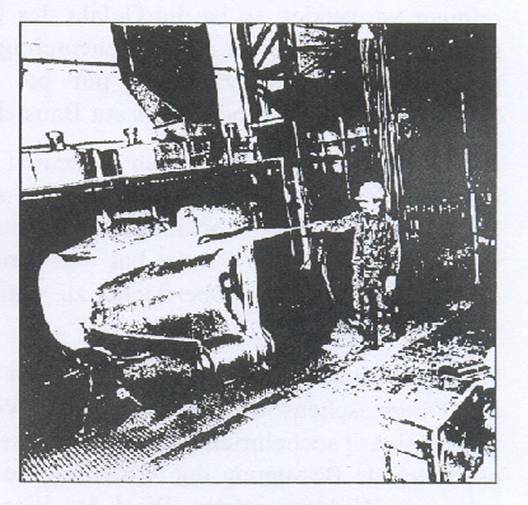
Figura 4.7: loc de examinare pentru piese mari
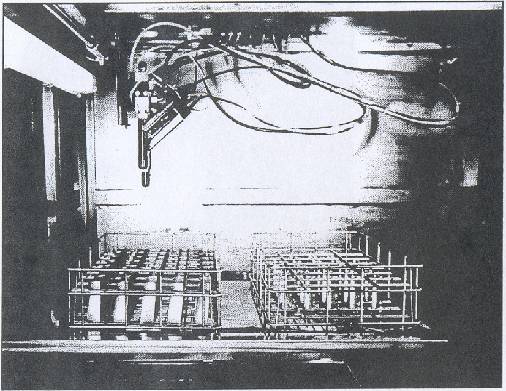
Figura 4.8: instalatie de stropire electrostatica
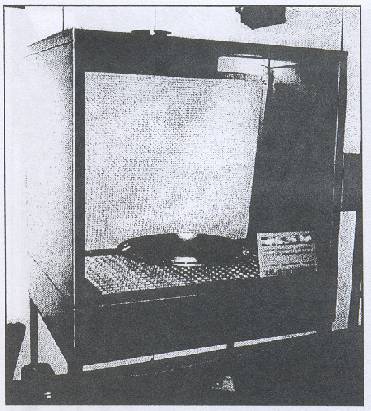
Figura 4.9: incinta de examinare cu aspiratie si cada captoare
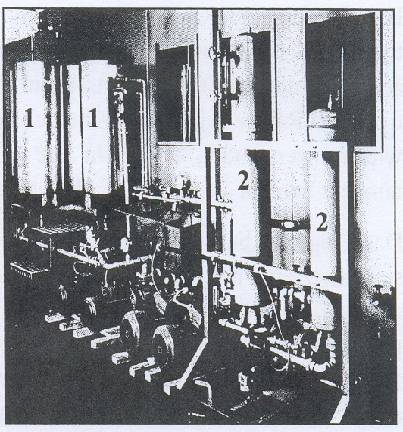
Figura 4.10: 3 filtre cu carbune activ (stanga in imagine) si 2 filtre de separare (dreapta)
Modul V5
V5 Efectuarea examinarii in conditii dificile
Generalitati
Examinari la temperaturi in afara domeniului prescris
Temperatura de examinare pana la max. + 100 C
Temperatura de examinare pana la max. + 250 C
Examinare la temperaturi joase pana la - 10 C
Examinare la suprafete diferite
Suprafata aspiratoare
Raport dezavantajos al unghiurilor limita
Dificultati legate de loc la efectuarea examinarii
Locuri mobile de examinare
Examinare cu lichide penetrante la intretinere
V5 Efectuarea examinarii in conditii dificile
Generalitati
Examinarea cu lichide penetrante poate fi ingreunata prin factori dezavantajosi si in anumite conditii poate fi facuta imposibila. Influentele pot fi diferite, de exemplu:
temperatura piesei prea ridicata
temperatura piesei prea scazuta
suprafata pieselor prea poroasa (de ex. metale sinterizate)
piese din alte materiale cu alta comportare la examinare, de exemplu ceramica, beton, plastic.
La acesti factori negativi mentionati este indicat sa se efectueze in prealabil o proba a procesului de examinare, pentru a determina desfasurarea cea mai favorabila.
La examinarea unor piese, care au functionat si au o suprafata impurificata cu ulei, noroi sau vopsea, trebuie actionat deosebit de precaut, deoarece defecte existente pot fi mascate sau infundate.
Sunt probleme de examinare care se pot efectua rational doar in conditii de examinare deosebite, de exemplu examinarea unor piese cu turatie ridicata, piese cu tensiuni interne ridicate etc.
La examinari ingreunate prin spatii inguste sau periculoase trebuie avut grija la respectarea prescriptiilor legale si functionale ( protejat explozie, evacuare ape uzate).
Se poate cere aplicarea sistemelor de examinare (colorat sau fluorescent) si alti factori speciali, precum anumite forme de curatire intermediara (de ex. fara apa) sau indepartare usoara a stratului de developant.
Piese cu tensiuni interne ridicate sau piese, la care fisurile s-au produs la solicitarea din faza de tractiune, nu pot fi examinate totdeauna ireprosabil in ciuda unei pregatiri ingrijite si efectuari optime a examinarii.
Examinarea la temperaturi in afara domeniului prescris
Limitarea domeniului de temperatura rezulta din comportarea diferita a materialelor lichide ale sistemului de examinare, de ex. presiunea vaporilor, vascozitatea si alte proprietati fizice influentate de temperatura.
In standardul SR EN 571-1 de examinare cu lichide penetrante este definita temperatura de examinare drept temperatura a suprafetei. Exista o temperatura superioara si una inferioara de examinare (+ 5 C si + 50 C).
In cadrul acestui domeniu de temperatura sistemele de substante penetrante sunt verificate ca tip, admise si aplicabile. In alte normative (de ex. ASTM) se indica domeniul de temperatura de la + 16 C la + 52 C.
O examinare cu lichide penetrante poate fi totusi efectuata, daca sistemul de substante de examinare este admis pentru domeniul prevazut de temperatura prin dovedirea unei verificari de tip. In acest caz se va tine cont in special de timpii modificati si se vor inregistra in raportul de examinare.
Domeniul de temperaturi folosit pana acum se afla intre - 10 C si + 250 C.
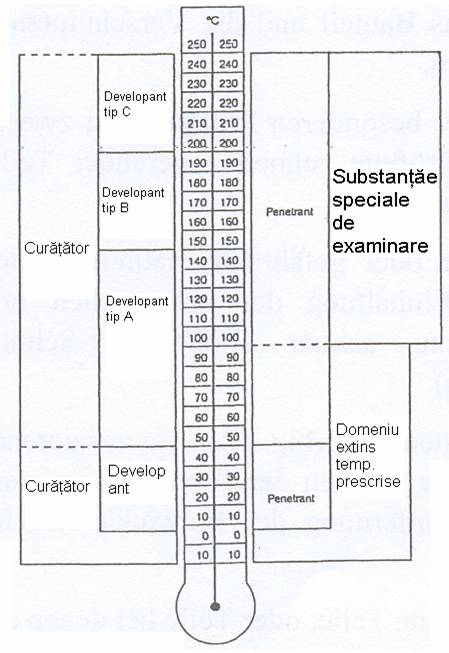
Figura 5.1: domeniu de temperaturi al sistemelor de examinare cu lichide penetrante
Temperaturi de examinare pana la max. + 100 C
Examinarea pe o suprafata de pana la + 100 C poate deveni necesara printr-un efect extern al caldurii, de ex. radiatie solara.
Pana la aceasta temperatura se poate folosi un sistem de examinare legitimat printr-o verificare tip tinand cont de scurtarea fazelor de examinare, de ex. timp de penetrare max. 5 minute.
Cu grija deosebita trebuie facuta curatirea intermediara, deoarece la temperaturile marite lichidele penetrante sunt usor spalate.
Curatirea intermediara cu solventi se va face numai cu o carpa umezita. Aplicarea prin stropire este strict interzisa. O combinatie apa - solvent este atunci posibila numai in aceasta ordine (apa - solvent).
Dupa procesul de developare scurtat se va face privirea indicatiilor de asemenea cu intervale de timp scurtate corespunzator.
La examinarea in acest interval de temperatura se poate miza pe o indicatie foarte intensiva.
Temperaturi de examinare pana la max. + 250 C
Folosirea in domeniul de temperatura intre + 100 si + 250 C se face in general ca examinare intre straturi la cusaturi sudate.
Desfasurarea examinarii: la anumite suduri trebuie controlat domeniul temperaturilor de preincalzire pentru reducerea tensiunilor interne. Dupa o curatire mecanica cu dalta de mortezat si perie de sarma se aplica lichidul penetrant special rapid cu o pensula ingusta, acoperind rostul sudurii.
Dupa circa 0,5 - 3 minute, functie de temperatura, se indeparteaza cu o carpa ce nu lasa scame sau cu hartie adecvata lichidul penetrant si se curata rostul sudurii cu o panza umezita cu curatitor special.
Aceasta trebuie efectuat rapid (racire) si ingrijit (impurificare a materialului de adaos). Imediat dupa aceea se aplica prin stropire developantul. Alegerea developantului adecvat depinde de temperatura de evaporare a substantei purtatoare respective.
Privirea sectiunii de sudura respective de examinat (max. 1 m) se face imediat dupa aceasta. Indicatii mai mici pot sa dispara dupa un timp. Aprecierea trebuie sa se faca de aceea repede (max. 3 min. dupa aplicarea developantului).
Un accent deosebit trebuie pus pe o postcuratire foarte ingrijita (de ex. prin perie de sarma) din cauza impurificarii posibile a baii ulterioare de sudare.
Examinare la temperaturi joase pana la - 10 C
La examinarea in perioada de iarna pot sa apara la piese temperaturi mai joase decat cele limita inferioara mentionate in standard. Pentru a putea efectua totusi o examinare, trebuie ales un sistem de lichide adecvat si o desfasurare rationala a examinarii.
La temperaturi joase scade vascozitatea in lichidul penetrant: tensiunea superficiala creste. De aceea timpii fazelor prestabilite de examinare trebuie prelungite pana la 30 minute si mai mult.
Materialele de examinare trebuie mentinute prin masuri adecvate la temperatura camerei pentru a realiza o stropire ireprosabila. Curatirea este posibila prin curatitor - solvent, pentru ca pericolul spalarii excesive a defectelor este mai redus la temperaturi joase.
La curatirea preliminara se va avea grija sa nu existe reziduuri de gheata, acestea pot fi indepartate printr-o uscare pe termen scurt a suprafetei cu o flacara autogena.
Examinare la suprafete diferite
Suprafetele pieselor pot fi puternic aspiratoare (de ex. metale sinterizate sau materiale ceramice) si de aceea nu rezulta nici un contrast intre camp inconjurator si indicatie.
Pot sa existe insa si la materiale plastice (de ex. teflon) unghiuri limita dezavantajoase intre suprafata piesei si lichid penetrant, care ingreuneaza sau impiedica o umectare si penetrare.
Suprafata aspiratoare
La suprafete puternic aspiratoare exista posibilitati sa se mareasca contrastul prin masuri corespunzatoare. Printr-o desfasurare dirijata a examinarii este posibil obtinerea unei informatii relevante.
a) test filtered - particle
Examinarea cu particule fluorescente solide suspendate intr-un fluid purtator penetrant.
Efectuare
Fluidul nefluorescent depune particolele fluorescente solide pe suprafata, in timp ce fluidul penetreaza. Aceste corpuri solide depuse raman in diferite grupari si cantitati deasupra deschiderilor si discontinuitatilor suprafetei si fac aceste locuri vizibile.
b) metoda prewetting
O metoda de examinare cu lichide penetrante, la care prin micsorarea capacitatii de aspiratie a suprafetei piesei examinate se obtine o absorbtie diferentiata a pentrantului fluorescent.
Efectuare
Prin stropire cu apa se aplica prin stropire dupa un moment de timp determinat experimental substanta de examinare postemulsionabila. Datorita barierei de apa se poate absoarbe numai limitat substanta de examinare. La discontinuitati patrunde mai multa substanta de examinare si rezulta un contrast fata de campul inconjurator. Prin urmare este posibil sa se constate existenta unor defecte.
Raport dezavantajos al unghiului limita (suprafata - substanta de examinare)
La diferite substante (materiale plastice sau alte piese acoperite cu un strat) datorita unui unghi limita abrupt intre suprafata si substanta de examinare, examinarea este foarte greu sau de loc posibila. O varianta speciala neverificata ca tip a unei substante de examinare poate face inca posibil un control neglijand anumite proprietati individuale.
Dificultati legate de loc la efectuarea examinarii
Examinarea cu lichide penetrante se efectueaza partial in instalatii fixe si partial ca metoda mobila de examinare.
In instalatii fixe se lucreaza de obicei cu sisteme fluorescente,
la examinarea mobila se lucreaza de obicei cu sisteme colorate.
La instalatii fixe dificultatile legate de loc pot fi eliminate prin masuri adecvate (aerisire, cabina de observare etc.).
La examinarea mobila dificultati legate de loc pot fi inlaturate prin
alegerea materialelor de examinare (de ex. sistem fara solventi),
desfasurarea examinarii (de ex. aplicare lichid penetrant cu pensula),
masuri insotitoare (aerisire si dezaerare),
masuri de securitate (supravegherea locului de munca).
Locuri mobile de examinare
La locuri mobile de examinare parametri sunt de obicei dati in prealabil (de ex. cusaturi circulare ale unei conducte in domeniul cu pericol de explozie a unei instalatii chimice, control de pereti interiori la fabricatia unor recipienti sau control partial la piese turnate mari).
Alegerea sistemului de examinare (colorat sau fluorescent) depinde pe langa de observarea conform standardului (radiatie UV in domeniu intunecat) si de sensibilitatea metodei de examinare si de influentarea mediului inconjurator (ape uzate, solicitarea la locul de munca).
In multe cazuri se aplica la controlul mobil la lumina zilei sisteme colorate de examinare. La examinarea din interior a recipientilor si pieselor mari se poate folosi si sistemul substantelor fluorescente de control, deoarece aici nu trebuie intunecat.
Pasii de examinare necesari la examinarea cu lichide penetrante in sistem mobil se vor orienta spre o efectuare compatibila cu mediul inconjurator (aplicare cu pensula, electrostatic, curatire intermediara cu substante aspiratoare etc.).
Se va asigura o supraveghere si verificare prin responsabilul cu examinarea privind respectarea standardelor de examinare, a prescriptiilor de prevenire a accidentelor si a normativelor de mediu (in special daca se folosesc substante lichide ce pericliteaza apa).
Examinarea cu lichide penetrante la intretinere - examinari repetate - sau la examinarea pieselor, care au functionat deja
La examinarea cu lichide penetrante al pieselor, care au functionat deja, trebuie efectuat o curatire prealabila deosebit de ingrijita, de exemplu:
jenti de avion - stropite cu culoare,
piese de mecanisme, arbori si roti dintate,
cilindri si chiulase la motoare cu ardere interna,
captuseala interna a unor recipienti chimici din otel austenitic,
supravegherea unor utilaje de ridicat si dinti de motostivuitor
Trebuie asigurat ca prin tratament preliminar mecanic, fizic si eventual chimic sa fie data deschiderea ceruta a fisurilor eventual existente. Eventual duce numai o combinatie a posibilitatilor mentionate de curatire la succes.
Unele probleme de examinare (de ex. fisuri umplute cu produse de cocsificare) sunt dificile si pot duce la un insucces.
Prelegerea 6
Cunostinte despre obiect
Influenta procedeelor mecanice de tratare a suprafetei asupra rezultatului controlului
Concluzii retrospective din rezultatul controlului asupra tipului de defect
Marimi de influenta asupra formei indicatiilor penetrante
Geometria cavitatii de evidentiat
Volumul lichidului penetrant
Tipul si granulozitatea developantului
Dinamica indicatiei
Indicatii aparente
Controlul materialelor nemetalice
Materiale de controlat
Materiale ceramice
6.3.2.1 Domenii de aplicare
6.3.2.2 Avantaje si dezavantaje ale materialelor ceramice
6.3.2.3 Metode de control nedistructiv
Materiale plastice
6.3.3.1 Domenii de aplicare a pieselor de plastic
6.3.3.2 Aplicarea controlului penetrant
Sticla
Rezumat
V6 Cunostinte despre obiect
Influenta procedeelor mecanice de tratare a suprafetei asupra rezultatului controlului
S-a subliniat deja de mai multe ori, ca la procedeul penetrant este posibil sa existe defecte inchise spre suprafata, care impiedica infiltrarea lichidului penetrant.
Daca suprafata s-a tratat inaintea controlului penetrant cu procedee mecanice, defecte pot fi astupate, pentru ca materialul suprafetei poate fi deformat plastic peste deschiderea defectului (manjit) si actioneaza astfel ca etansare.
Asa-numitele metale moi precum aluminiu si titan sunt deosebit de sensibile in raport cu deformatie plastica prin procedee mecanice. Aceasta problema are o importanta deosebita in industria aeronautica.
Fabricatia unei piese poate fi corelata cu o multitudine de procedee mecanice. Astfel de exemplu piese de otel se sableaza, pentru a indeparta arsura de la tratament termic. Piese de aluminiu si titan se trateaza deseori prin rectificare glisanta sau alte metode de prelucrare de mare precizie, pentru a imbunatati suprafata respectiv pentru a indeparta bavuri de la prelucrarea precedenta prin aschiere. Sablarea cu bile se aplica pentru a ecruisa suprafata la piese speciale. Piese prelucrate prin aschiere se slefuiesc deseori ulterior pentru a indeparta santurile de prelucrare.
Controlul cu lichide penetrante poate fi prescris dupa mai multe statii ale fluxului de fabricatie si poate urma si direct dupa unul din procedeele mecanice descrise.
Pe parcursul acestui capitol se va demonstra cu cateva exemple de corpuri de test din Al, Ti si otel, cum pot fi acoperite defecte deschise la suprafata prin procedee mecanice si cum ele pot fi descoperite printr-un atac chimic corespunzator.
In figura 6.1 pana la 6.7 se prezinta exemple dintr-o analiza, care arata intr-un mod univoc, cum indicatii de fisuri existente - facute vizibil cu ajutorul controlului cu lichide penetrante - sunt acoperite prin procedee ulterioare de tratare mecanica a suprafetei si la control repetat cu lichide penetrante sunt indicate mai putin clar sau deloc.
Pentru aceste analize trebuiau elaborate corpuri de test speciale cu configuratii realiste de fisuri.
La corpul de test din Al s-a lucrat cu un sistem de substante penetrante fluorescente, postemulsionabile - si la corpul de test din otel respectiv Ti cu un sistem de substante penetrante fluorescente, lavabile direct cu apa.
a) configuratie de fisuri originala a standardului
b) configuratie de fisuri dupa indepartarea a 60 µm cu disc abraziv, granulatie 30
c) configuratie de fisuri dupa indepartarea a 30 µm prin honuire
d) configuratie de fisuri dupa indepartarea a 8 µm prin atac chimic
e) configuratie de fisuri dupa indepartarea a 60 µm prin frezare
Observatie:
Prin honuire (slefuire fina cu piatra) se acopera fisuri esential mai mult decat prin slefuire cu granulatia grosiera de 30.
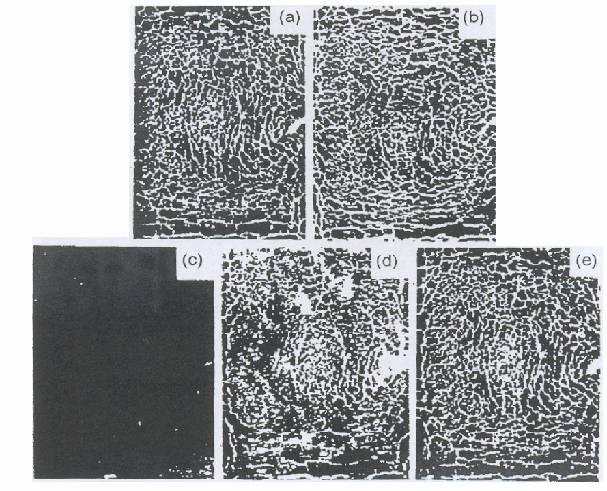
Figura 6.1: influenta slefuirii si honuirii asupra sensibilitatii de indicare la un corp de test Al
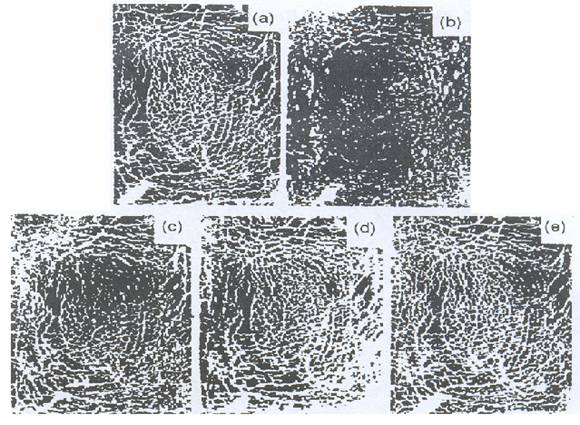
a) configuratie de fisuri originala a standardului
b) configuratie de fisuri dupa indepartarea a 50 µm prin slefuire manuala cu granulatie 180
c) configuratie de fisuri dupa indepartarea a 5 µm prin atac chimic
d) configuratie de fisuri dupa indepartarea a 8 µm prin atac chimic suplimentar
e) configuratie de fisuri dupa indepartarea a 60 µm prin frezare
Figura 6.2: influenta slefuirii cu granulatie 180 asupra sensibilitatii de indicare la un corp de test Al
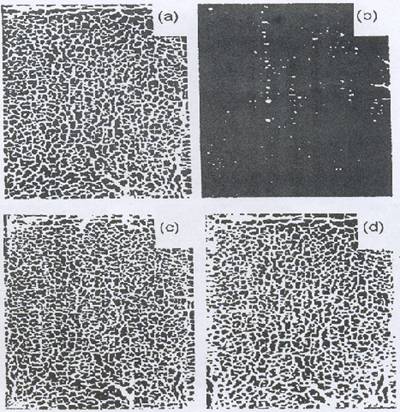
a) configuratie de fisuri originala a standardului
b) configuratie de fisuri dupa indepartarea a 50 µm prin slefuire manuala cu granulatie 240
c) configuratie de fisuri dupa indepartarea a 8 µm prin atac chimic
d) configuratie de fisuri dupa indepartarea a 60 µm prin frezare
Observatie:
Granulatia de 240 acopera (manjeste) defectele univoc mai mult decat granulatia mai grosiera de 180
Figura 6.3: influenta slefuirii cu granulatie 240 asupra sensibilitatii de indicare la un corp de test Al
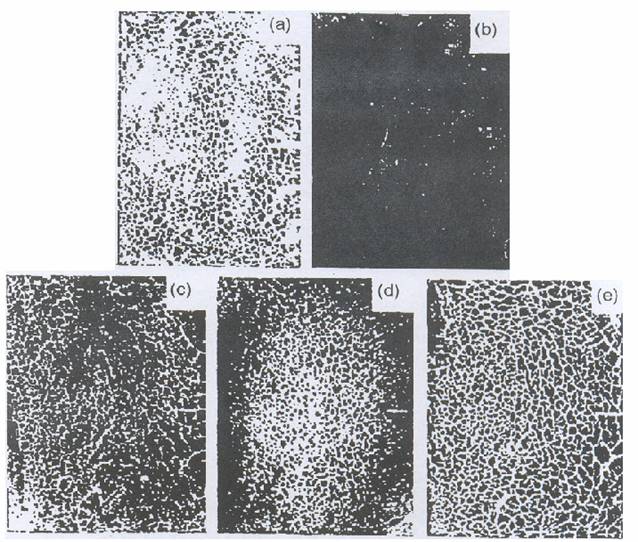
a) configuratie de fisuri originala a standardului
b) configuratie de fisuri dupa sablarea cu bile
c) configuratie de fisuri dupa indepartarea a 8 µm prin atac chimic
d) configuratie de fisuri dupa indepartarea a 120 µm prin frezare
e) configuratie de fisuri dupa indepartarea a inca 120 µm prin frezare
Observatie:
La sablarea cu bile sunt necesare rate de indepartare mult mai mari pentru a descoperi configuratia originala de fisuri
Figura 6.4: influenta sablarii cu bile asupra sensibilitatii de indicare la un corp de test Al
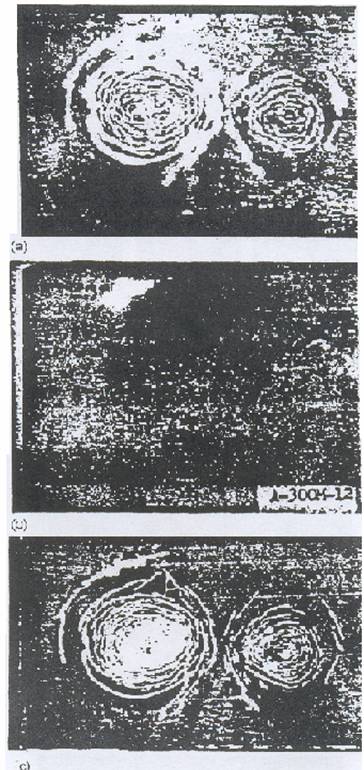
a) configuratie de fisuri originala a standardului
b) configuratie de fisuri dupa sablarea cu bile
c) configuratie de fisuri dupa indepartarea a 2,5 µm prin atac chimic
Figura 6.5: influenta sablarii cu bile asupra sensibilitatii de indicare la un corp de test otel 300-M
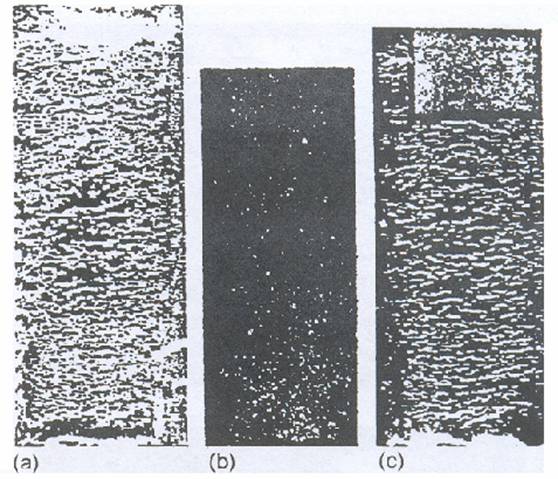
a) configuratie de fisuri originala a standardului
b) configuratie de fisuri dupa sablarea uscata
c) configuratie de fisuri dupa indepartare prin atac chimic
Figura 6.6: influenta sablarii uscate asupra sensibilitatii de indicare la un corp de test Ti-6Al-4V
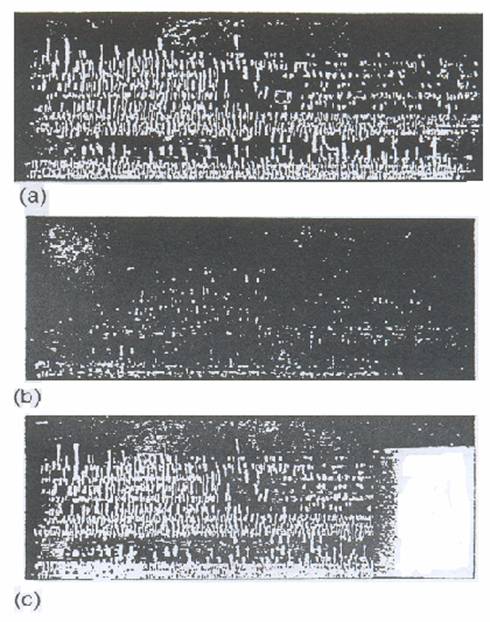
a) configuratie de fisuri originala corpului de control
b) configuratie de fisuri dupa honuire
c) configuratie de fisuri dupa indepartare prin atac chimic
Figura 6.7: influenta honuirii (slefuirii ultrafine) asupra sensibilitatii de evidentiere la un corp de control Ti-6Al-4V
|
Tratament de suprafata |
Titan µm |
300M otel µm |
Aluminiu µm |
|
Sablare: cu oxid de aluminiu (marime granule 120) | |||
|
Sablare: cu oxid de aluminiu (marime granule 50) | |||
|
Honuire: lichid | |||
|
Sablare cu bile: (intensitate: bile otel 0,008 Alu) | |||
|
Slefuire prin alunecare: (1,5 - 2 h, oxid de Al Nr. 3) | |||
|
Slefuire: (cu granulatie 100) |
fara influenta |
fara influenta | |
|
Slefuire: (cu granulatie 180) |
fara influenta |
Tabelul 6.1: cat este necesar sa se indeparteze prin atac chimic, pentru a descoperi iarasi defecte acoperite prin procedee mecanice de tratare a suprafetei
|
Tratament de suprafata |
300M otel |
Aluminiu |
Titan |
|
Sablare: cu oxid de aluminiu (marime granule 120) |
D |
||
|
Sablare: cu oxid de aluminiu (marime granule 50) |
D |
||
|
Honuire: lichid |
O | ||
|
Sablare cu bile: (intensitate: bile otel 0,008 Alu) |
D |
D |
|
|
Slefuire prin alunecare: (1,5 - 2 h, oxid de Al nr. 3) |
O |
D | |
|
Slefuire: (cu granulatie 100) |
X |
X |
|
|
Slefuire: (cu granulatie 180) |
X | ||
|
Observatie: campuri libere: procedeul nu se aplica D: majoritatea sau toate indicatiile sunt acoperite +: unele indicatii sunt acoperite O: indicatie completa, dar mai neclara X: nici o influenta |
|||
Tabelul 6.2: rezumatul influentelor procedeelor mecanice uzuale de tratare a suprafetei asupra sensibilitatii indicarii defectelor de suprafata cu ajutorul controlului penetrant
Referitor la figurile si explicatiile prezente trebuie mentionat ca dupa fiecare pas al procedeului (a, b, c, d, e) s-a curatit temeinic corpul de test si ca s-a efectuat controlul penetrant de fiecare data la fel.
In tabelul 6.1 s-a prezentat influenta procedeelor mecanice de tratare a suprafetelor asupra sensibilitatii de indicare a unui control penetrant ce urmeaza direct.
Tabelul 6.2 ne da valori aproximative pentru indepartari necesare prin atac chimic in functie de material si procedeul mecanic de tratament al suprafetei.
Unde atacul chimic este imposibil din motive de ajustaj sau alte motive legate de fabricatie, trebuie aplicat controlul penetrant inaintea procedeelor mecanice sau folosit un alt procedeu de control.
Mai trebuie mentionat ca pentru un procedeu mecanic special, ca de ex. sablare uscata, viteza necesara de indepartare prin atac chimic poate fi diferita, ea este functie de parametri procedeului alesi pentru tratamentul respecti Daca nu se dispune de valori bazate pe experienta, sunt necesare cercetari corespunzatoare.
Concluzii din rezultatul controlului referitoare la tipul defectului
Marimi de influenta asupra formei indicatiilor penetrante
Forma indicatiilor penetrante depinde la substantele de control uzuale pe piata si in conditii standard in esenta de patru factori:
- geometria cavitatii de evidentiat
- volumul de substanta penetranta in cavitate
- tipul si granulozitatea developantului
- durata de developare
Concluzii asupra tipului defectului pot fi trase numai din geometria indicatiei. Aceasta inseamna, ca toate celelalte marimi de influenta trebuie sa fie bine cunoscute respectiv examinate.
Geometria cavitatii de evidentiat
In suportul de curs treapta 1 s-au tratat deja detaliat diferitele tipuri de defect. Multe din ele au geometrii caracteristice. Lungimea si latimea unei indicatii sunt determinate in primele stadii ale procesului de developare prin geomatria deschiderii defectului pe suprafata de examinare. Aceasta imagine poate fi foarte concludenta pentru determinarea tipului de defect. Pentru o interpretare poate fi de aceea hotarator sa se observe producerea unei indicatii de la inceput.
Insa aceasta inseamna si ca pregatirea suprafetei de examinare poate influenta interpretarea. Daca o suprafata de examinare s-a pregatit bine din punct de vedere mecanic, pot fi sectionate cavitati astfel, incat ele dau indicatii bine interpretabile. Daca insa deschiderile s-au astupat sau manjit partial la prelucrarea mecanica, atunci interpretarea poate deveni foarte dificila.
Structura interna a cavitatii poate determina suplimentar cantitatea de lichid penetrant supt. Pe de o parte cantitatea de lichid trebuie sa fie suficienta pentru a se produce o indicatie vizibila; pe de alta parte ea nu poate fi prea mare, deoarece altfel nu se poate determina ulterior nici forma nici locul defectului. In figura 6.8 se prezinta un exemplu pentru influenta tipului de defect asupra geometriei indicatiei.
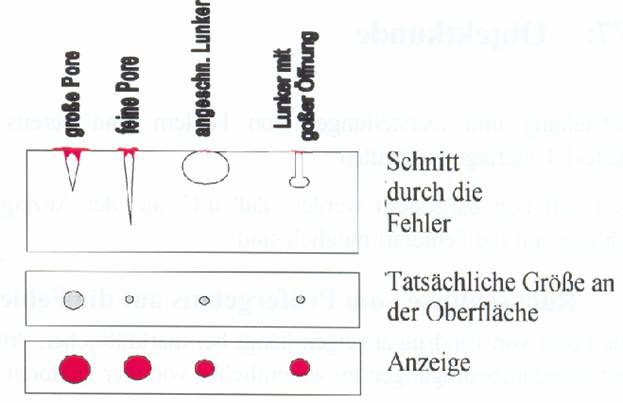
Figura 6.8: Geometria indicatiei si tipul de defect (conform Berg)
Volumul lichidului penetrant
Indicatii penetrante se formeaza, folosind in doua feluri efectul capilar al unor cavitati inguste asupra lichidelor:
- cavitati deschise spre suprafata absorb lichidul penetrant si
- pulberea fina a developantului il suge iarasi afara.
Cum s-a explicat deja in suportul de curs nivel 1, un lichid trebuie sa indeplineasca doua premize pentru a fi un bun lichid penetrant; adica sa absoarba cantitati mari de lichid penetrant in cavitate si apoi sa le cedeze in developant. Pe de o parte el trebuie sa umecteze bine suprafata (adica mai ales suprafata cavitatii de evidentiat); pe de alta parte coeziunea interna a particulelor lichidului trebuie sa fie destul de mare, ca un volum suficient de lichid sa fie tras in interiorul cavitatii. Aceste proprietati ale lichidelor se pot masura ca unghi de umectare si ca tensiune superficiala.
a) capilar deschis in ambele parti b) capilar deschis intr-o parte
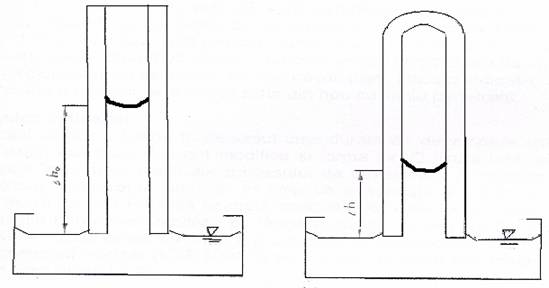
Figura 6.9: inaltimea de urcare in capilare
Interactiunea intre umectare si coeziune interna a unui lichid in cavitati inguste se descrie cu modelul fizic al efectului capilar. Modelele simplifica efectele fizice observate in natura pentru a-i putea descrie si intelege mai usor. Fisuri, pe care mai ales vrem sa le evidentiem prin control penetrant, pot sa aiba forme foarte complicate. Un capilar este un tubulet de sticla cu sectiune circulara, deci o suprafata care nu se prea gaseste in practica.
Dar tocmai la astfel de tubulete - daca le asezam intr-un recipient cu lichid - se poate observa foarte bine cum nivelul lichidului se urca in ele mai sus decat cel din recipient. Cu cat diametrul interior al capilarului este mai redus, cu atat mai sus se urca lichidul (figura 6.9a). Explicatia acestui fapt este ca la forte de umectare in esenta egale in tubuletul mai subtire trebuie antrenat un volum mai mic pentru aceeasi inaltime de urcare.
De aici rezulta pentru procesul de developare, ca developantul trebuie sa puna la dispozitie capilare mai fine decat le reprezinta cavitatea de evidentiat insasi. La capilarul deschis in ambele parti inaltimea de urcare rezulta in esenta din echilibrul intre fortele de umectare si forta gravitationala. Ea reprezinta un model bun pentru procesul de developare. Capilarul deschis intr-o parte este un model mai bun pentru majoritatea defectelor intalnite in practica. In acest caz rezulta inaltimi de urcare mai reduse, pentru ca la forta gravitationala se adauga si presiunea volumului de gaz inchis (figura 6.9b).
Tipul si granulozitatea developantului
Efectul de aspirare al developantului si grosimea de strat de developant sunt hotaratoare pentru cantitatea de lichid penetrant disponibil pentru formarea indicatiei. Daca stratul de developant este prea gros, atunci indicatia se poate recunoaste greu sau de loc pe suprafata. Daca stratul de developant este prea subtire, indicatia nu se poate forma de loc sau doar incomplet. Efectul de aspirare al developantului depinde de materialul developantului sau de finetea granulatiei. Granule poroase de developant aspira lichid penetrant si produc astfel efectul capilar. Developanti neporosi actioneaza prin cavitatile intre granule.
Forma si marimea unei indicatii sunt determinate de efectul de aspirare al developantului raportat la cavitatea de evidentiat si de grosimea stratului. Concluzii sigure privind tipul defectului sunt posibile numai la un acord optim. Daca de exemplu o indicatie sangereaza prea mult, poate fi rational pentru interpretare sa se indeparteze stratul de developant si sa se aplice din nou developant. Daca o indicatie sangereaza prea putin, poate fi rational de a umezi zona din nou cu lichid penetrant.
Dinamica indicatiei
Indicatii se pot schimba in decursul unei durate de developare specificate. De regula ele devin mai mari si-si pot modifica si forma lor. O fisura lata, adanca poate produce astfel in primele stadii ale procesului de developare o indicatie alungita, in stadii ulterioare o indicatie rotunjita. In timp ce o indicatie alungita s-ar interpreta imediat ca fisura, la una rotunjita aceasta concluzie nu este logica (vezi figura 6.10). De aceea multe normative stabilesc pe langa o durata minima de developare si una maxima sau cer observarea continua a procesului de developare. La materiale foarte critice din domeniul nuclear (KTA 3201.3) sunt prescrise chiar mai multe momente de interpretare (vezi tabelul 7.2).
fisura de crater fisura lata, adanca fisura astupata
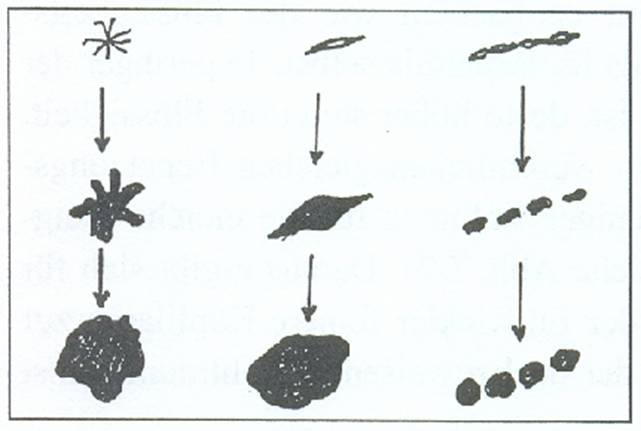
Figura 6.10: durata de developare si forma indicatiei
Indicatii aparente
Indicatii aparente pot fi recunoscute deseori ca atare doar daca se cunosc indicatiile tipice pentru obiectul de controlat. Operatorul P1 trebuie eventual sa marcheze indicatiile (aparente), operatorul P2 trebuie insa in orice caz, deoarece el face aprecierea defectelor, sa recunoasca indicatiile ca indicatii aparente, de ex. prin repetarea intregului proces de control.
Controlul materialelor nemetalice
Materiale de controlat
Toate materialele solide, care sunt umectate de lichidul penetrant si nu sunt atacate de lichidele de curatire si de control, pot fi controlate cu procedeul penetrant. Ceramica - sinterizata si nesinterizata -, sticla si materiale plastice sunt materiale, pentru care se descrie aici controlul penetrant si procedee inrudite. Sistemul penetrant se alege pentru necesitatile respective.
Materiale ceramice
Ceramica se produce prin ardere. Componentele principale sunt oxid de aluminiu si/sau oxid de siliciu. Materiale ceramice se folosesc de la descoperirea curentului electric in comutatoare, dulii, prize si izolatori. Din acea perioada piesele ceramice se controleaza si nedistructi Astazi se folosesc piese ceramice in numar mare in toate ramurile industriale.
6.3.2.1 Domenii de utilizare
- Tehnica medicala: implanturi (oase ale urechii interne, inlocuitori ai articulatiei soldului, inlocuitori dentari)
- Industrie aeronautica: palete de turbine, camere de ardere, tevi de flacara
- Energetica nucleara: izolatie termoelementi, racorduri
- Constructie de masini: inele de etansare cu alunecare, lagare cu alunecare, rulmenti, piese de ventil, lagare cu aer comprimat, placi de stante rabatabile s.a.
- Electrotehnica: izolatori (dulii, prize, socluri de intrerupatoare - termostate)
- Industrie automobilistica: bujii incandescente in motoare diesel, turbina de gaze de esapament de supraalimentare in motoare termice, ventile, piese de piston, inele glisoare, etansari, camasi de cilindru
- Articole casnice: foarfeci
- Industrie textila: conductoare de fir
6.3.2.2 Avantaje si dezavantaje ale materialelor ceramice
Avantaje
- stabilitate chimica si termica
- duritate
- stabilitate la schimbari de temperatura
- rezistenta mare la uzura
- conductibilitate electrica redusa
Dezavantaje
- fragilitate: ductibilitate proasta
- inexactitatea dimensiunilor
- probleme cu tehnica de imbinare
- dificultati la proiectare
- comportare nesatisfacatoare la temperaturi ridicate
- porozitate pronuntata
6.3.2.3 Metode de control nedistructiv
Toate metodele de control listate se folosesc astazi pentru controlul pieselor ceramice.
Tabelul 6.3:
|
Material ceramic |
Control sonic |
Control cu fucsina |
Control cu preumezire |
Control cu lichid penetrant* |
Control cu particole filtru |
Control ultrasonic |
|
frt. tare poros | ||||||
|
tare poros | ||||||
|
poros | ||||||
|
putin poros | ||||||
|
nepor. neglas. | ||||||
|
neporos glas. |
foarte bine aplicabil
bine aplicabil
neaplicabil
In functie de aplicatie astazi se foloseste procedeul penetrant colorat sau fluorescent.
Controlul sonic
Aceasta metoda de control foarte sensibila s-a preluat de la fabricantii de portelan. Aceasta metoda necesita personal experimentat si piese ceramice, care formeaza un corp de rezonanta (functie de forma si material).
Metoda cu fucsina sau albastru-metilen
Mai ales in electrotehnica s-a introdus deja foarte devreme metoda cu fucsina sau albastru-metilen. Defectele dau indicatii colorate fata de fondul alb al ceramicii. Metoda cu fucsina se aplica si astazi inca izolat la piese conventionale.
Control cu preumezire (prewetting system
O varianta a controlului penetrant aplicata mai rar este metoda preumezirii. Suprafata poroasa a ceramicii, care ar da cu procedeul normal penetrant prea mult fond colorat, se umezeste cu un volum de apa determinat exact. Apa patrunde in pori. Deoarece se aplica numai atata apa, incat porii care nu patrund adanc in suprafata de control sa fie umplute cu apa, defectele se pot evidentia mai bine. Pori mari, care trebuie evidentiati cu controlul penetrant, sunt umeziti numai in margine de tot cu apa, pentru ca putina apa aplicata este insuficienta pentru a umple porii mari. Daca se aplica acum lichidul penetrant, el patrunde in porii si fisurile mai mari, mai adanci. La cei mai mici apa impiedica patrunderea lui. Dupa aplicarea lichidului penetrant se lucreaza mai departe ca la controlul penetrant clasic. Rezultatele controlului se pot recunoaste bine pe o suprafata de control lipsita de fond.
Controlul cu lichide penetrante
La controlul pieselor ceramice se foloseste atat sistemul penetrant colorat cat si cel fluorescent. Efectuarea controlului difera, daca el se face pe ceramica cruda sau pe piese sinterizate.
Durata de patrundere si de developare trebuie sa fie sub 5 minute.
La ceramica cruda se face control prin sondaj. Aici se foloseste in principal procedeul pulverizarii pentru a aplica lichidul de control.
A t e n t i e : Piese din ceramica nearsa se umfla in apa, de ex. la curatirea intermediara.
La piese sinterizate se face prima data control prin sondaj. La o frecventa de defect de peste 10% din piesele controlate trebuie controlate toate piesele (control 100%).
La controlul penetrant al pieselor de serie mare lichidul penetrant se aplica prin imersie. Pentru a obtine o indicatie mai buna de defect piesa umezita cu lichid penetrant se aseaza sub presiune intr-o presa si se tine 12 ore la 300 bari.
Aprecierea pieselor necesita foarte multa indemanare, deoarece suprafete interioare, capete taiate si gauri infundate sunt foarte greu vizibile.
Piese controlate, care nu contin defecte, se incalzesc dupa controlul penetrant in cuptorul de uscare la circa 150 C timp de 10 minute pentru a inlatura eventuale colorari in rosu.
Control cu particule filtru (filtered-particle-test)
La controlul cu particule filtru se toarna o suspensie pe piesele de controlat. Aceasta suspensie consta din particule fluorescente de o anumita marime si un lichid purtator necolorat umezind bine. Lichidul purtator al substantei de control patrunde in defectele deschise la suprafata. Particulele fluorescente nu pot patrunde si ele in defect din cauza marimii lor si sunt retinute la deschiderea defectului. Aceasta aglomerare de particule fluorescente este bine vizibila sub lampa UV ca indicatie de defect.
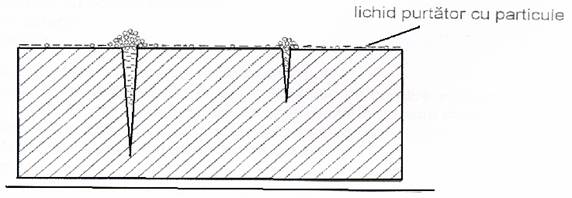
Figura 6.11: control cu particule filtru - desen sistem
Materiale plastice
In limbaj uzual se inteleg prin materiale plastice toate materialele din compusi organici, produsi prin transformare din produse naturale sau prin sinteza. La piese din material plastic pot sa apara urmatoarele defecte, care pot fi constatate cu controlul penetrant.
- fisuri produse de tensiune prin procesul de fabricatie
- fisuri prin prelucrare
- fisuri si porozitati prin efectul chimicalelor
- fisuri prin deformari in exploatare
- fisuri prin solicitari termice sau electrice
6.3.3.1 Domenii de utilizare al pieselor din materiale plastice, care trebuie controlate
In multe domenii industriale se folosesc materiale plastice, care apoi trebuie si controlate daca au defecte de suprafata. In aero- si astronautica de ex. carcase de comutatoare. Piese din rasini fenolice pentru industria electrotehnica, de ex. carcase de comutatoare, capace de distributie, circuite imprimate. In industria automobilistica piese, care trebuie sa garanteze o functionare sigura a vehiculului, de ex. capace de etansare la turbina de supraalimentare
6.3.3.2 Aplicarea controlului penetrant
Daca trebuie controlate piese din materiale plastice cu procedeul penetrant, atunci trebuie verificat:
1. Acest material este r e z i s t e n t in contact cu substantele de curatire si control?
2 Substanta penetranta umecteaza materialul plastic?
Ce poate sa faca controlorul?
a) Sa constate, daca fabricantul materialului de controlat a analizat rezistenta lui fata de substantele de control utilizate si a admis substantele de control,
b) sau sa constate, daca producatorul materialului plastic poate pune la dispozitie piese de test.
c) Cu piesele de test se efectueaza incercari de umectare si control.
Urmatoarele metode de test se recomanda:
Controlul aplicabilitatii
Sistemul de substante penetrante se alege conform catalogului de defecte. Procedeul se efectueaza pe mai multe piese asemenea, care contin defecte. Se apreciaza:
- Incercare de umectare cu substanta penetranta
- Exista indicatii de defect?
- Aprecierea indicatiilor
Controlul compatibilitatii fata de substante de curatire si control
Piesele se depoziteaza timp de patru saptamani in substantele de curatire si control, se curata, se usuca si dupa 12 ore de depozitare se analizeaza in privinta modificarilor:
- modificari de culoare prin absorbtia pigmentilor substantelor penetrante
- modificari de forma, marire prin umflare ( figura 6.12)
- modificari de greutate
- modificari de suprafata, de ex. fisuri sub tensiune
Daca aceste controale se pot incheia fara obiectii, se aplica procedeul penetrant ales.
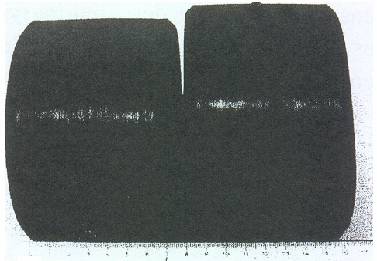
Figura 6.12: modificare de forma dupa testul de compatibilitate
Conform controalelor preliminare se aplica procedeul penetrant corespunzator. Timpii de penetrare si developare trebuie sa fie cat mai scurti posibil, insa nu mai lungi decat cei indicati in EN 571-1.
Din cauza umectarii deseori proaste a materialelor plastice substanta penetranta si developantul se aplica electrostatic, pentru a putea umecta uniform suprafata de control.
Sticla
Sticla este un material folosit peste tot pe pamant. Ea consta din dioxid de siliciu, oxid de calciu si oxid de sodiu. Sticla are o transparenta mare, o conductibilitate redusa pentru caldura si electricitate si o rezistenta mare fata de aer, apa si foarte multe alte lichide. Prin incalzire ea poate fi topita si astfel deformata bine.
Sticla se foloseste pentru a izola (electricitate, temperatura) sau pentru a retine anumite substante (acizi, baze, gaze). De aceea se controleaza aceste piese sau anumite suprafete acoperite cu sticla cu penetranti, de obicei fluorescent.
Datorita suprafetei netede umectarea joaca un rol important la sticla. Substanta penetranta se aplica de aceea deseori cu procedeul electrostatic de pulverizare, pentru a obtine prin diferenta de sarcina o acoperire uniforma.
Rezumat
Toate materialele pot fi controlate cu penetranti, daca se alege pentru cazul special al aplicatiei sistemul de substante penetrante si efectuarea corecta a procedeului. Toate materialele nemetalice necesita o incercare individuala si o stabilire precisa a sistemului penetrant, a efectuarii procedeului si a catalogului de defecte. Sub aceste premize se poate controla fara obiectii cu procedeul penetrant ceramica - arsa si nearsa -, materiale plastice si sticla.
Modul M 7
M 7 Standarde, reguli tehnice si specificatii
Normative tehnice de examinare
Normative raportate la obiect
Documentatii de comanda, specificatii si proceduri de examinare
M7 Standarde, reguli tehnice si specificatii
Normative tehnice de examinare
Normativele de tehnica de examinare stabilesc moduri standard de a proceda pentru examinari nedistructive. Aceste moduri standard de a proceda se raporteaza la definitia diferitelor variante de procedeu, efectuarea examinarii cu lichide penetrante, verificarea conditiilor de examinare si supravegherea materialelor de examinare.
Momentan si-a dezvoltat practic fiecare tara propriile sale normative tehnice de examinare. La livrari in alte tari trebuie folosite de aceea deseori normative valabile in acele tari. Cele mai importante sunt:
- DIN 54152 partile 1 - 3. Standard practic pentru examinarea cu lichide penetrante in Germania
- ASTM E-165: Standard Practice for Liquid Penetrant Inspection Method (procedeu standard pentru examinari cu lichide penetrante al Societatii Americane de Examinarea Materialelor)
- MIL-STD-6866: Military Standard for Liquid Penetrant Inspection, Department of Defense, USA (standarad militar pentru examinari cu lichide penetrante, Ministerul Apararii al SUA)
- BS 6443: British Standard Method for Penetrant Flaw Detection, British Standard Institutio n (procedeu standard britanic pentru evidentierea fisurilor cu procedeul penetrant, Inst itutul Britanic de Standardizare)
- NF A 09-120: Principes generaux de lexamen par ressuage AFNOR (principii generale de control penetrant, Asociatia Franceza de Standardizare)
- SR EN 571-1 Examinarea cu lichide penetrante.
Practic toate normativele nationale pentru examinari cu lichide penetrante sunt structurate formal foarte asemanator, astfel incat in prima instanta pare suficient sa se schimbe anumite valori limita pentru efectuarea examinarii. Organizatia Internationala de Standardizare (ISO) se straduie de aceea sa unifice diferitele normative nationale si eventual sa le inlocuiasca printr-un standard international (ISO).
In tabelul 7.1 s-au rezumat detaliile de tehnica de examinare din diferite normative. Acest rezumat este gandit numai ca privire de ansamblu. El nu poate inlocui studiul exact al acestor normative pentru o aplicatie, pentru ca multe particularitati nu pot fi prezentate in acest context.
Timpi de penetrare si timpi de developare (in minute)
|
Standard |
Timp de penetrare |
Timp de developare |
||
|
normativ |
min. |
max. |
min. |
max. |
|
DIN 54152 | ||||
|
ASME V/ASTM | ||||
|
MIL-STD-6866 | ||||
|
BS 6443/1984 | ||||
|
NF A09-120 | ||||
= poate varia functie de material (reguli ref. la obiect)
= caracter de recomandare: atentie la indicatiile fabricantului!
= din BS M.39 (1972)
= functie de tipul developantului
Conditii de temperatura in timpul examinarii cu lichide penetrante (grade Celsius)
|
Standard, normativ |
Proces de penetrare |
Curatire intermed. (apa) |
Proces de developare |
|
DIN 54152 | |||
|
ASME V/ASTM | |||
|
MIL-I-6866 |
pana la 121* |
||
|
BS 6443/1984 | |||
|
NF A09-120 |
pana la 45* |
pana la 50 |
= a se tine cont de indicatiile fabricantului
Conditii de evidentiere
|
Standard |
Procedeul colorat |
Procedeul fluorescent |
|
|
normativ |
luminozitate min. lx |
lumina vizibila lx |
intensitate UV W/m2 |
|
DIN 54152 | |||
|
ASME V/ASTM | |||
|
MIL-I-6866 | |||
|
BS 6443/1984 |
5 (BS 4489) |
||
|
NF A09-120 | |||
Tabelul 7.1: comparatie a detaliilor de tehnica de examinare a diferitelor normative
Normative raportate la obiect
Normative raportate la obiect stabilesc conditii minime pentru calitatea unui anumit produs sau al unei grupe de produse (de ex. recipienti conventionali sub presiune, instalatii nucleare, constructii metalice, constructii de masini, avioane, bunuri militare etc.). Ele contin de regula sectiuni despre proiectare, alegerea materialelor, fabricatie si criterii de receptie. In acest context ele se refera si la examinari nedistructive. Date tipice si parametri, care se gasesc in normative raportate la obiect, sunt:
- momentul; deci starea de fabricatie, in care trebuie aplicata examinarea nedistructiva
- volumul de examinare; marimea lotului si fractiunea suprafetei unei piese, care trebuie examinata
- criterii de admisibilitate; deci proportia de indicatii penetrante inca acceptabile
- daca este cazul calificarea personalului
Normative raportate la obiect stabilesc si efectuarea si supravegherea examinarii cu lichide penetrante. In privinta detaliilor de tehnica de examinare ele se refera de obicei la anumite normative de tehnica de examinare. De exemplu normativul german KTA 3201.3 (tehnica nucleara) citeaza pe DIN 54152, partea 1 pentru detaliile efectuarii controlului penetrant la suduri in circuitul primar. Simultan insa se stabilesc restrictii fata de norma, care sunt necesare datorita cerintelor speciale de material in circuitul primar. Pentru aceasta se trimite la tabelul 13-1 (vezi tabelul 7.2), in care se stabilesc functie de material timpi prelungiti de penetrare si developare. Daca se efectueaza examinarea cu lichide penetrante conform KTA 3201.3, se vor folosi aceste valori si nu cele mentionate in DIN 54152. Pentru CNd exista deci o ierarhie a normativelor; adica se tine cont de cele stabilite in normative raportate la obiect si cele stabilite in normative de tehnica de examinare se aplica numai in masura, in care ele sunt citate in normative raportate la obiect si nu sunt mai stranse sau mai largi.
De aceea operatorul de nivel 2 trebuie sa se descurce nu numai in normative de tehnica de examinare, ci si in normative raportate la obiect folosite in intreprinderea sa. Normative raportate la obiect contin deseori o multime de particularitati, de care el trebuie sa tina cont in practica sa in intreprindere. Aceasta se explica prin faptul ca in spatele normativelor stau anumite filozofii de asigurare a calitatii, care se pot reflecta si in anumite cerinte fata de examinarea cu lichide penetrante. Ca exemplu fie mentionat aici Code ASME, care cere o verificare speciala a materialelor de examinare de catre fabricant si o calificare a procedeului la abateri de la conditiile standard.
Tabelul 7.2: stabilirea timpilor de actionare in KTA 3201.3
|
Tabelul 13-1: timpi de actionare si momente de apreciere pentru examinare |
||||||
|
Nr. |
Obiect de |
Timp act. (h) |
Momente de aprec. (h) dupa aplic. devel. |
|||
|
crt. |
examinat |
al lich. pene. | ||||
|
Mat. baza, sud. fer. + aust. (exc. 2.) + alte |
min. 0,5 |
max. 0,5 |
min. 1 | |||
|
Suduri de incarc. aust pe mat. de baza fer. |
min. 1 |
max. 0,5 |
min. 2 | |||
|
Suduri cu mat. de adaos pe baza de nichel |
min. 2 |
max. 0,5 |
min. 4 |
|||
|
Examinari la suduri (la fiecare strat, la rada.) |
min. 0,5 |
min. 0,5 | ||||
|
* Aceste momente de apreciere se pot discuta iar dupa un timp, bazat pe o experienta corespunzatoare |
||||||
Tabelul 7.3: ierarhia normativelor in exemplul KTA/DIN
|
Normative raportate la obiect; de ex. KTA 3201.3
|
Citeaza: normativ de
tehnica de control de ex. DIN 54152 Limiteaza: de ex. timp de
penetrare devine functie de
material
|
Denumire |
Stat |
Domeniu de aplicare |
Reguli citate de examinat |
|
KTA 3201.3 AD-MB HP 5/3 DVGW GW 1 DIN 1690 Cod ASME MIL-STD ANSI B 31.1 |
RFG RFG RFG RFG SUA SUA SUA |
Tehnica nucleara Recipienti sub presiune Conducte apa si gaz Piese turnate Recipienti sub presiune Militar Conducte |
DIN 54152, partea 1 DIN 54152, partea 1 DIN 54152, partea 1 ASME V, 6/SE-165 MIL-STD 6866 ASME V, 6/SE-165 |
Tabelul 7.4: rezumatul a diferite normative raportate la obiect
Documentatii de comanda, specificatii si proceduri de examinare
Exploatatorul unei instalatii sau masini trebuie sa defineasca intr-o comanda exact cerintele (solicitare de presiune, temperatura, solicitare abraziva si coroziva etc). Fabricantul si beneficiarul convin asupra regulilor si verificarilor de proiectare, de materiale si de fabricatie de respectat pentru calitatea produsului avand in vedere aceste cerinte. O parte din aceste reguli si verificari sunt de obicei fixate in prealabil prin legi (de ex. legea nucleara) si dispozitii (de ex. dispozitia privind recipientii sub presiune), care la randul lor prescriu anumite reguli tehnice (de ex. normative AD). O alta parte trebuie convenite suplimentar, adica specificate, pentru o anumita instalatie sau pentru filozofia speciala de siguranta. Aici pot fi valabile si cerinte speciale fata de examinarea nedistructiva, care eventual depasesc normativul aplicabil. Aceste cerinte speciale se prezinta atunci de obicei intr-o specificatie. Un exemplu bun pentru aceasta sunt in domeniul tehnicii nucleare prescriptiile de lucru de la Siemens/Kraftwerksunion (AVS ai KWU). Printre AVS-uri exista si specificatii propriu-zise de examinare, de ex. AVS 11, care se ocupa special de examinarea fisurilor de suprafata.
Cum trebuie pregatita, efectuata si apreciata la urma urmei o examinare cu lichide penetrante conform regulilor si comenzii, poate depinde de o multime de factori (vezi si tabelul 7.5):
- legi si dispozitii
- normative si specificatii raportate la produs
- reguli si specificatii de tehnica de examinare
- conventii speciale ale comenzii
Tabelul 7.5: factori de influenta asupra detaliilor tehnice a unei examinari cu lichide penetrante / procedura de examinare
Operatorul de nivel 1, care lucreaza la fata locului, poate fi suprasolicitat la o paleta de produse corespunzator de mare de a include toti acesti factori in munca sa zilnica. O buna cunoastere a standardului de tehnica de examinare, cum se urmareste in cursurile de treapta 1, este avantajoasa, dar insuficienta. De aceea este de multe ori necesar sau cerut, sa se asambleze toti parametri de examinare raportat la produs si sistematic pentru folosire la fata locului. O astfel de asamblare se cheama o procedura de examinare. Este o sarcina tipica a operatorului de nivel 2, de a elabora astfel de proceduri de examinare.
Un exemplu/formular pentru o astfel de procedura de examinare poate sa arate dupa cum urmeaza:
|
