RECEPŢIA MĂRFURILOR
Receptia loturilor de marfuri este operatia de identificare si verificare cantitativa si calitativa a marfurilor si se realizeaza de catre beneficiar în prezenta sau absenta furnizorului. Locul de desfasurare poate fi la sediul furnizorului sau al beneficiarului si se efectueaza de catre comisii de receptie formate din 3-5 membri.
Receptia se deosebeste de controlul tehnic de calitate si prin modalitati si prin efectele pe care le produce. Receptia are un caracter tehnic, dar în acelasi timp are caracter economic si juridic.
Scopul receptiei consta în verificarea modului în care furnizorul îsi îndeplineste obligatiile asumate prin contract (cu privire la sortiment, calitate, cantitate, ambalare, marcare) si daca organele de transport îsi respecta obligatiile legate de integritatea marfurilor pe toata durata transportului. Controlul final de receptie are rolul de a constata daca produsele sunt corespunzatoare sau nu calitativ [119-125]. Comisia de receptie are rolul de a urmari, în continuare, evolutia starii calitative a marfurilor receptionate în ul depozitarii si pâna în momentul livrarii din depozit.
X.1.Metodologia receptiei
Procesul de receptie implica urmatoarele operatii:
X.1.1. Verificarea documentelor
Cu ocazia receptiei se ver 525f59f ifica urmatoarele documente:
X.1.2.Verificarea cantitativa a loturilor
de marfuri
Verificarea cantitativa a lotului de marfuri se face prin numarare, masurare sau cântarire, în functie de felul marfurilor, pe baza specificatiilor din contract.
Verificarea cantitativa se realizeaza prin:
Avantajele utilizarii statisticii matematice se refera la:
identificarea produselor din lot;
examinarea ambalajelor;
verificarea integritatii sigiliilor;
verificarea marcarii si etichetarii;
definirea planului de control;
prelevarea esantionului;
verificarea principalelor caracteristici de calitate prin metode organoleptice si de laborator;
concluzii privind acceptarea sau respingerea lotului.
Cea mai complexa si importanta etapa este definirea planului de control. Se folosesc trei tipuri de control:
Au fost definite, de asemenea, notiunile de fractiune defectiva (p), numar de defecte pe 100 unitati de produs (u*), calitate medie rezultanta (AQQ).
- α reprezinta riscul furnizorului (producatorului) adica probabilitatea ca loturile cu nivel de calitate acceptabil (AQL) sa nu fie acceptate. Se mai numeste probabilitate de respingere.
- reprezinta riscul beneficiarului, adica probabilitatea ca loturile cu un anumit nivel de calitate sa fie acceptat (probabilitatea de acceptare). De obicei < 10 %
1.3.2.Verificarea calitatii loturilor de produse în cazul caracteristicilor de calitate atributive (STAS 3160/2-84)
Standardul se aplica la verificarea calitatii produselor finite, dar si a materiilor prime si auxiliare, repere în procesul de fabricatie, subansambluri înainte de montaj, operatii, stocuri în depozit, operatii de mentenanta Beneficiarul desemneaza o anume valoare pentru AQL pentru un anumit defectiv (sau defect) sau pentru un grup, si în acest fel indica furnizorului ca prin planul de verificare utilizat accepta loturile livrate numai daca fractiunea defectiva medie (sau u*) nu este mai mare decât o anumita valoare acceptata de beneficiar. In acest caz se stabilesc trei tipuri de planuri de verificare :
prin esantionare simpla;
prin esantionare dubla;
prin esantionare multipla.
In cazul esantionarii simple:
|
k ≤ A, lotul se accepta k ≥ R, lotul se respinge A - numar de acceptare; R - numar de respingere; k - numar de defective. In cazul esantionarii duble se efectueaza de doua ori operatiunea prezentata anterior :
daca k1 ≤ A1 daca k1 ≥ R1 lotul se accepta lotul se respinge
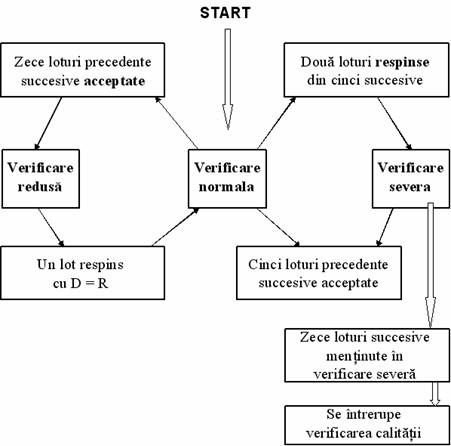
daca k1 + k2 ≤ A2 daca k1 + k2 ≥ R2 lotul se accepta lotul se respinge Marimea esantionului si a conditiei de acceptare este dependenta de stabilitatea proceselor de fabricatie la furnizori, de seriozitatea acestora, de rezultatele controalelor anterioare. Acceptarea unui lot este determinata pe baza utilizarii unuia sau mai multor planuri de verificare, asociate uneia sau mai multor valori specificate ale lui AQL. In cazul defectelor critice furnizorul verifica fiecare unitate de produs din lot. La gasirea primului defect critic se face respingerea întregului lot. Standardul prevede si regulile pentru modificarea severitatii de verificare a calitatii (verificare normala, severa sau redusa) Fig. 23. Verificarea normala se aplica la începutul verificarii sirului de loturi livrate si continua pîna când devine necesara aplicarea unui alt tip de verificare (severa sau redusa). Verificarea severa se instituie în cazul în care din cinci loturi succesive, doua sunt respinse si este abandonata în situatia în care nici un lot din cinci succesive nu este respins. Verificarea redusa se aplica în cazul în care zece loturi succesive au fost acceptate la o verificare normala si sunt îndeplinite simultan o serie de conditii:
Fig. 23 - Modificarea severitatii de verificare a calitatii apar si alte cauze speciale care necesita reinstaurarea verificarii normale. In cazul în care rezultatele nu sunt cele scontate (dupa verificarea severa a zece loturi) se întrerupe (de catre autoritatea responsabila) verificarea calitatii si se asteapta luarea masurilor necesare (de catre furnizor) pentru ameliorarea calitatii productiei livrate. 1.3.3. Verificarea calitatii loturilor de produse în cazul caracteristicilor de calitate masurabile SR ISO 3951 - 98 Standardul asigura o probabilitate mai mare de acceptare pentru loturile de calitate acceptabila si o probabilitate mai mica de a accepta loturile de calitate inferioara. Inspectia prin masurare consta în masurarea unei caracteristici cantitative pentru fiecare unitate a unei populatii sau pe un esantion. Planurile de verificare a calitatii cuprind, pe lânga planul de esantionare, anumite metode privind luarea deciziei de acceptare sau respingere. Sunt prezentate metodele grafice posibil a fi utilizate:
s- abaterea medie patratica de sondaj
X - media valorilor caracteristicii XI masurate pentru toate produsele care constituie lotul sau esantionul In acest standard [122] se stabilesc numai 16 valori pentru AQL asociat de la 0,01 % la 10 % care pot fi exprimate fie ca fractiuni defective, fie ca numar de defecte pentru 100 de unitati. Probabilitatile de respingere a unui lot sunt sensibil egale cu cele din STAS 3160/2-84 pentru valori ale fractiei defective mai mici sau egale cu valoarea respectiva a lui AQL asociat. Probabilitatile de respingere cresc pentru valori ale fractiunii defective ce depasesc valoarea AQL asociat (chiar pentru depasiri mici). Prezentul standard stimuleaza furnizorul pentru realizarea unei productii competitive. Se recomanda ca valorile AQL asociat sa fie alese în functie de carateristicile critice, majore sau minore. Calculul planurilor de verificare se face pentru un risc al beneficiarului de 10%. Când un beneficiar alege o anumita valoare a lui AQL asociat pentru un anumit defectiv sau pentru un grup de defective, el trebuie sa indice furnizorului clasificarea caracteristicilor de calitate dupa gravitatea defectelor pe care a ales-o pentru ca acesta sa stie ca i se pot respinge loturi într-o proportie mai mare decât în cazul folosirii unui plan de verificare conform STAS 3160/2-84. 1.3.5. Metode de prelevare a esantioanelor pentru produse în bucati (STAS 6085 - 86) Standardul specificat mai sus [123] se aplica pentru verificarea calitatii sirurilor de loturi, loturilor unice si loturilor izolate de produse, pentru care UP componente sunt individualizate (organe de asamblare, rulmenti, detergenti, tuburi de pasta) sau sunt de tip pereche (încaltaminte, costume de baie). Se aplica atât produselor nealimentare cât si celor alimentare Prelevarea esantioanelor se face prin trei metode, si anume: 1 - prelevarea pe baza tabelelor de numere aleatorii; 2 - prin extragere oarba; 3 - faze multiple. Esantionul ales pe baza unor procedee statistico-matematice trebuie sa fie reprezentativ pentru calitatea întregului lot si se alege în mod aleator. 1 . Prelevarea pe baza tabelelor de numere aleatorii Prelevarea pe baza tabelelor de numere aleatorii - în cazurile în care unitatile de produs din loturile supuse verificarii pot fi numerotate se realizeaza, mai întâi, aceasta numerotare a UP din lot. Numerele de ordine se constituie cu acelasi numar de cifre. Pentru 100 unitati de produs, numaratoarea este 001, 002 ... 100. Se recomanda pentru numerotare: In cazul în care verificarea calitatii se face la intrarea sau la iesirea din magazie, UP se extrag în timpul descarcarii respectiv, încarcarii lotului. Prelevarea în faze multiple se aplica atunci când produsul se afla într-o unitate de ambalaj care la rândul ei se afla într-o unitate de ambalaj mai mare. Se preleveaza mai întâi esantionul primar prin extragerea aleatorie a unui numar de unitati de ambalaj din cele mari, apoi esantionul secundar prin extragerea aleatorie din esantionul primar a unitatilor de ambalaj mai mici. Fiecare extragere se face pe baza tabelului de numere aleatorii sau prin extragere oarba. 2. Litigii posibile în cazul receptiei marfurilor Receptia loturilor de produse reprezinta, de asemenea, o etapa în care pot sa apara numeroase litigii referitoare la identificarea marfurilor, livrarea produselor necorespunzatoare calitativ si cantitativ, ambalarea neadecvata, întocmirea incorecta a documentelor de livrare sau expediere. Sursele de litigii cele mai frecvente sunt: neconcordanta dintre sortimentul contractat si sortimentul atestat prin documente sau cel real; neconcordanta dintre calitatea contractata (prescrisa sau omologata) si calitatea reala a lotului de marfa; neconcordanta calitativa a loturilor de marfuri. Metodologia de determinare a calitatii este aleasa functie de spetele expertizelor (degradare, calitate, substituire), natura produsului (curent sau nou), determinarea calitatii unui produs sau lot, destinatia sau locul determinarii (la furnizor sau la beneficiar). Faptul ca uneori pot fi livrate de catre furnizor produse cu vicii ascunse (defecte plasate în locuri inaccesibile sau care comporta determinari laborioase) care nu sunt descoperite la receptie, poate constitui motiv pentru realizarea unei expertize merceologice. Recoltarea probelor si analizele de laborator efectuate trebuie facute conform cu prevederile oficiale. Procesul verbal de receptie întocmit, prin faptul ca oglindeste starea reala a marfurilor receptionate, constituie un mijloc de proba, cu dubla forta probanta, deoarece prin continutul sau certifica atât cantitatea cât si calitatea acestora.Verificarea modalitatii de efectuare a receptiei presupune stabilirea factorilor care au generat degradarea calitativa a lotului si corectitudinea cu care a fost efectuata receptia. In cazul în care este verificata activitatea comisiilor de receptie, expertii au sarcina sa analizeze alegerea schemei de verificare, tehnica de extragere a esantioanelor si receptia propriu-zisa. In afara stabilirii gradului de concordanta a calitatii reale cu cea prescrisa, în cadrul expertizei merceologice, trebuie, de asemenea, fundamentata decizia de acceptare sau de respingere a lotului de marfa receptionat si evidentiate consecintele receptiei calitative asupra pastrarii marfurilor în depozit, a termenului de garantie si în comercializarea produselor. Document InfoAccesari: 66763 Apreciat: Comenteaza documentul:Nu esti inregistratTrebuie sa fii utilizator inregistrat pentru a putea comenta Creaza cont nou A fost util?Daca documentul a fost util si crezi ca meritasa adaugi un link catre el la tine in site in pagina web a site-ului tau.
Copyright © Contact (SCRIGROUP Int. 2024 ) |