ALTE DOCUMENTE
|
||||||||||
BLOCUL MOTOR
a) Rolul. Blocul motor îndeplineste rolul de schelet al întregului motor, pe el montându-se toate organele si subansamblele acestuia. De aceea el este o piesa complicata constructiv si cu masa de aprox. 25...35 % din masa întregului motor.
b) Solicitari, Blocul motor este supus la actiunea fortelor de presiune a gazelor, fortelor de inertie si momentele acestora, toate, transmitându-se prin intermediul lagarelor paliere la suportul motorului, iar de aici la sasiul automobilului. Totodata apar solicitari suplimentare datorate încarcarii termice si strângerii la montaj a diferitelor piese. Nu este supus la uzura, decât daca cilindrii sunt alezati direct în bloc.
c) Cerinte:- mare rigiditate si stabilitate dimensionala; - masa redusa si forma constructiva simpla; - sa permita acces usor la subansamblele montate pe acesta; - gabarit si pret de cost reduse.
d) Constructie:Partile componente ale blocului motor sunt blocul cilindrilor si carterul superior. La motoarele racite cu apa acestea formeaza, de regula, un corp comun , fiind simultan turnate. La motoarele racite cu aer cilindrii sunt piese indivi-duale care se fixeaza pe carterul superior cu surub-uri lungi ce prind si chiulasa , sau cu suruburi scur-te . În ambele cazuri chiulasa poate fi individuala sau pentru un grup de cilindri.
În blocul cilindrilor se executa sau se monteaza cilindrii motorului. Acestia pot fi executati direct în materialul blocului sau pot fi piese separate, adica sunt demontabili . De asemenea uneori la baza blocului cilindrilor se executa
Lagarele arborelui cu came si rampa centrata de ungere, care este o canalizatie cu diametrul de 8...14 mm ce strabate blocul de-a lungul lui de la un capat la altul si din care pornesc alte canale cu diametrul de 6 ..8 mm ce conduc uleiul spre lagarele arborelui cotit si ale arborelui cu came.
n carterul superior se executa, coaxial, lagarele paliere în care se sprijina arborele cotit. Aceste lagare sunt formate dintr-o par 424b18e te turnata odata cu blocul si una detasabila, numita capac palier. (v.anexa cu desene) Pentru rigidizarea bloc-ului fara marirea exagerata a grosimii peretilor, se recurge la nervurarea blocului în zona lagarelor.
O alta solutie de rigidizare ar fi coborârea planului de separatie a carterului superior de cel inferior, fata de planul de separare al lagarului. În acest caz fortele sunt preluate de un volum mai mare de me-tal, dar creste înaltimea si masa motorului.
De regula la partea din fata a blocului se monteaza meca-nismul de antrenare al distributiei, iar la parea din spate carterul ambreiajului.
La partea superioara a blocului se dispune chiulasa cu garnitura de chiulasa, iar la partea inferioara, baia de ulei prin intermediul garniturii sale.Mai exista, pe partile laterale ale blocului motor, suprafete prelucrate prin aschi-ere pe care se monteaza: filtrul de ulei, manocon-tactul, pompa de alimentare.În anexa lucrarii de fata se prezinta si alte constructii de bloc motor.
e) Materiale, tehnologie de fabricatie, verificare si montaj. Blocul motor se executa numai prin turnare din fonta (MAS si MAC) sau din aliaje de aluminiu (MAS). Dupa turnare se prelucreaza prin aschiere toate suprafetele mentionate anterior, precum si lagarele paliere. Acestea din urma se prelucreaza cu capacele în stare montata si strânse la cuplu, dupa care ele devin neinterschimbabile, de aceea la demontare ele se repereaza si se vor monta în aceeasi pozitie.Abaterea maxima admisa la planeitate a suprafetei de îmbinare cu chiulasa este în general de 0,02...0,08 mm/100 mm lungime.
Caracteristici de montai si functionare
|
|
102,00 DACIA |
M036 OLTCIT |
L-27 ARO Diesel |
797-05 SAVIE |
D2156M MAN |
|
Cuplul de strângere al capacelor pe paliere [N*m] |
|
|
|
|
|
|
Jocul longitudinal al arborelui cotit [mm] |
|
|
|
|
|
|
Jocul fusului palier în lagar [mm] |
|
|
|
|
|
f) Comportarea în exploatare (defectiuni, cauze, efecte):În exploatare pot aparea urmatoarele defectiuni:- fisuri ale blocului datorate defectiunilor de fabricatie si/sau de montaj care duc la redistribuirea sarcinilor si aparitia unor tensiuni locale;- fisuri ale blocului, ca urmare a înghetarii apei din sistemul de racire;- spargeri ale blocului ca urmare a ruperii altor organe aflate în miscare si care lovesc astfel blocul.În toate cazurile blocul motor devine inutilizabil, nu mai poate fi reparat în conditii de siguranta si deci necesita înlocuirea.
CHIULASA sl GARNITURA DE CHIULASĂ
a) Rolul Chiulasa închide cilindrul la partea superioara formând peretele fix al camerei de ardere. Totodata pe chiulasa se dispun o parte din organele distributiei (supapele si uneori arborele cu came)
b) Solicitari Chiulasa este supusa fortei de presiune a gazelor si solicitarilor termice care sunt inegal distribuite, fiind mai mari în zona SE, pe unde trec gaze cu temperaturi de peste 1000 K si mai mici în zona SA pe unde gazele au temperaturi sub 350 K.
c) Cerinte Fata de chiulasa se impun urmatoarele cerinte:- rigiditate si rezistenta la solicitari termice;- forma constructiva mai putin complicata;- dilatare si masa reduse.
d) Constructie Elementele componente (în sectiune transversala) ale unei chiulase de MAS. Chiulasa unui MAC are aproximativ aceleasi elemente, cu exceptia faptului ca în locul bujiei se monteaza injectorul, iar camera de ardere poate fi în capul pistonului (MAC cu camera de ardere unitara sau injectie directa), sau în chiulasa (MAC cu camera de ardere divizata - camera de vârtej sau antecamera). e) Materiale, tehnologie de fabricatie, verificare si montaj .Chiulasa se executa numai prin turnare din aliaje de aluminiu pentru MAS si din fonta pentru MAC. Aliajele de Al au o conductibilitate termica mai buna ceea ce face ca o chiulasa de MAS sa fie mai rece, lucru esential la acest motor, Invers, in cazul MAC-ului, unde se urmareste o chiulasa mai calda care sa usureze autoaprinderea amestecului aer - combustibil. Suprafata de îmbi-nare cu blocul motor se prelucreaza prin aschiere, abaterea maxima admisa la planeitate fiind 0,05 mm/100 mm lungime. Camera de racire din chiulasa se verifica la etanseitate prin proba de presiune, la o presiune de 4 bari timp de 3 min., când se mtroduce în aceasta aer comprimat si se cufunda într-un bazin cu apa. Nu este admisa iesirea de bule de aer.
Caracteristici de montai si functionale
|
|
102,00 DACIA |
M036 OLTCIT |
L-27 ARO Diesel |
SAV1EM 797-05 |
MAN D2156HM |
|
Cuplul de strângere a prezoanelor de chiulasa [N*m] |
|
|
|
|
|
|
Cuplul de strângere a piulitelor colectorului de admisie [N*m] |
|
|
|
|
|
|
Deformatia max. a suprafetei de îmbinare cu blocul motor [mm] |
|
|
|
|
|
f) Comportarea în exploatare Defectiunile mai frecvente ce pot aparea sunt:- deformarea chiulasei (ovalizarea) cauzata de dilatarea excesiva ca urmare a lipsei de lichid de racire sau a nestrângerii la cuplu a suruburilor de chiulasa; astfel, suprafata de îmbinare cu blocul îsi pierde planeitatea ceea ce face posibila scaparea flacarii din cilindru si arderea garniturii de chiulasa;- fisuri ale peretilor chiulasei datorita înghetarii apei din sistemul de racire sau a unor supraîncalziri locale cauzate de lipsa de lichid de racire;- deteriorarea filetului bujiei datorita strângerii incorecte a acesteia;
depuneri de calamina pe peretii camerei de ardere, datorate unui exces de ulei, ulei de calitate inferioara, amestec prea bogat sau defectiuni de aprindere. Prima defectiune poate fi remediata printr-o rectificare, însa urmatoarele doua fac chiulasa inutilizabila, fiind necesara înlocuirea ei.
Garnitura de chiulasa
Asigura etansarea dintre chiulasa si blocul motor. In mod obisnuit se utilizeaza o garnitura comuna pentru toti cilindri, dar uneori se folosesc si garnituri de chiulasa pentru grupuri de cilindrii (ARO Diesel are 2 garnituri fiecare pentru un grup de 2 cilindrii, iar MAN D 2156 HM are 2 garnituri pentru grupuri de câte 3 cilindri).Deoarece aceasta garnitura este supusa unor forte si temperaturi variabile, ea trebuie sa asigure o etansare perfecta pentru ca în timpul procesului de ardere, când presiunea gazelor tinde sa îndeparteze chiulasa, sa nu aiba loc scapari degaze printre blocul motor si chiulasa. De aceea materialul din care ea se executa trebuie sa fie suficient de elastic, iar tensiunea creata la montaj prin strângerea suruburilor sa nu depaseasca limita de elasticitate. Elasticitatea materialului cât si rezistenta mecanica trebuie sa se pastreze si la temperaturile înalte de functionare ale motorului.
În functie de particularitatile motorului garniturile de chiulasa sunt de mai multe feluri:
a) Metalo-plastice care sunt formate dintr-o foaie de azbest sau tesatura din fir metalic cu azbest învelite în tabla subtire de cupru, alama sau fier care îi asigura rezistenta necesara. Marginile orificiilor pt camera de ardere sunt bordurate.
b) Plastice din foi de azb-est grafitate care sunt mai putin rezistente, dar se adapteaza bine la neuniformitatile suprafetelor cu care se îmbina. Orificiile garniturii se bordureaza, în special cele pt camera de ardere. Aceste garnitu-ri au cea mai larga utilizare ele montându-se atât la MAS cât si la MAC. c) Metalice care pot fi din :- tabla de aluminiu sau cupru; pt aceste garnituri se executa niste ca-neluri în chiulasa si gulerul cilind-rului, iar proemi-nentele lor intra în garnitura la strângere;- tabla de otel moale cu grosime de 0,4.. ..0,6 mm si cu ondul-atii de diferite adâncimi în jurul orificiilor ce treb-uie etansate. La strângerea suruburilor apare defor-marea elastica a garniturii realizându-se o etansare ermetica - se folosesc la MAS;- pachet de table subtiri care sunt garnituri cu rigiditate variabila; aceasta se obtine prin micso-rarea numarului de table în anumite locuri. Locasul din dreptul camerei de ardere se bordureaza de una din tablele exterioare. Se folosesc la MAC;- inele de etansare pentru fiecare cilindru din cupru sau aluminiu.Partea frontala a camasii intra în inelul 1 amplasat pe bordura. Etansarea îmbinarii pentru trecerea lichidului de racire se realizeaza cu garni-tura elastica 2, comuna tuturor cilindrilor. Se folo-seste mai ales la MAC-uri supraalimentate.Strânge-rea garniturii de chiulasa se face cu ajutorul surub-urilor de chiulasa. pentru, a evita deformarea neuniforma a garniturii sau aparitia unor deformatii ale chiulasei, strângerea suruburilor se face într-o anumita ordine, care începe cu suruburile de la mij-loc si se continua prin alternare spre capetele chiulasei. suruburile se strâng în 2 sau 3 treceri cu un cuplu de 70 ... 80 N*m.Ordinea exacta de strân-gere a suruburilor de chiulasa este prescrisa de catre fiecare firma constructoare a motorului, pe baza rezultatelor obtinute în urma încercarilor de banc. Pentru câteva motoare construite în România si în lume, ordinea de strângere a suruburilor de chiulasa Prin strângerea chiulasei garnitura îsi micsoreaza grosimea cu 20...30%. La demontare însa nu-si revine la dimensiunea initiala si de aceea nu se recomanda folosirea lor a doua oara.
CILINDRUL
a) Rolul Cilindrul este organul motorului în care se desfasoara toate procesele din ciclul motorului aici având loc transformarea energiei chimice a combustibilului în lucru mecanic.
b) Solicitari Cilindrul este supus la :- forta de presiune a gaze-lor; - solicitari termice cauzate de caldura degajata prin arderea combustibilului;- uzura coroziva, ade-ziva si abraziva produsa de gazele de ardere, unge-rea deficitara mai ales în zona pct moarte si respec-tiv datorita particulelor abrazive patrunse în cilindru odata cu aerul aspirat sau rezultate din frecarea între diferite piese si transportate de uleiul de ungere.
c) Cerinte Se impun urmatoarele cerinte :
- rezistenta mecanica la forta de presiune a gazelor.
- rezistenta la solicitari termice;- rezistenta la cele 3 tipuri de uzura.
d) Constructie Cilindrul poate fi nedemontabil (neamovibil) sau demontabil (amovibil). În primul caz el se alezeaza direct în materialul blocului. Dezavantajul este acela ca întreg blocul trebuie turnat dintr-un material rezis-tent la uzura, în schimb blocul are o rigiditate mai mare. Cilindrul demontabil se mai numeste si camasa de cilindru. Camasa de cilindru poate fi uscata sau umeda . Camasa uscata nu vine în contact direct cu lichidul de racire, în timp ce camasa umeda se defineste prin opozitie. Camasa uscata poate fi montata pe toata lungimea cilindrului sau numai la partea superioara a acestuia. Introducerea ei se poate face cu o usoara presare la rece, sau presata la cald, când blocul motor se încalzeste pentru a se dilata alezajul camasii, iar camasa se raceste în zapada carbonica. Dupa montaj ele îsi revin la temperatura mediului ambiant si se reali-zeaza strângerea. Camasa uscata poate avea o sup-rafata de sprijin la partea superioara (motor MAN D2156), sau fara suprafata de sprijin (motor ARO L27 Diesel). Camasa umeda poale avea suprafata de sprijin la partea superioara , motor SAVIEM 797-05) sau la partea inferioara (motor din familia DACIA); al doilea caz se utilizeaza la motoarele rapide pt a asigura o racire mai buna a primului segment când pistonul se gaseste la p.m.s. (segm-entul se gaseste în dreptul camasii de racire a cilindrului pt aceasta pozitie a pistonului). În ambele cazuri - montarea camasii umede se face astfel încât sa depaseasca nivelul blocului cu 0.10......0.15 mm pentru ca forta principala de strângere a chiulasei sa fie preluata de cilindru. Pentru a asigura aceasta supraînaltare se folosesc niste garnituri din hârtie ce se dispun între cilindru si suprafata sa de sprijin (solutia e). Garniturile sunt de grosimi diferite pentru a se putea prelua si abaterile de fabricatie si colorate diferit pentru a se putea recunoaste. (0,08 mm - albastru; 0.10 mm rosu; 0.12 mm verde). Cilindrul racit cu aer este întotdeauna demontabil si prezinta ca particularita-te existenta unor aripioare ce au rolul de marire a suprafetei de cedare a caldurii catre aerul din medi-ul ambiant. Acestea pot fi obtinute prin turnare odata cu cilindrul sau separat când sunt montate prin presare peste o camasa turnata separat din fonta. Lungimea acestor aripioare poate fi aceeasi pe toata înaltimea camasii sau pot avea lungime din ce în ce mai mica spre partea inferioara deoare-ce temperatura cilindrului scade spre aceasta parte.
e) Materiale, tehnologie de fabricatie, verificare si montai. Cilindrul se confectioneaza prin turnare centrifugala din fonta perlitica cu grafit lamelar fin sau nodular nealiata sau aliata cu Ni, Cr, Mo, Cu. Apoi se prelucreaza prin aschiere suprafata interi-oara numita si oglinda cilindrului, dupa care urme-aza o operatie de honuire a acestei suprafete pâna ce rugozitatea ajunge la 0,35...0,45 fim. S-a consta-tat ca la aceasta rugozitate oglinda cilindrului reti-ne o pelicula de ulei care o protejeaza cât timp motorul este oprit, în plus raportul calitate/pret de fabricatie este optim. Datorita abaterilor de fabri-catie, admise între anumite limite diametrul interior al cilindrilor (alezajul) nu este la toti acelasi. De aceea în final se face sortarea cilindrilor pe clase de dimensiuni în functie de marimea alezajului. Marcarea clasei pe cilindru se face printr-o pata de vopsea de o anumita culoare. De exemplu pentru cilindrii motorului autoturismului DACIA (motor 102.00) de 1400 cm3 clasele de sortare sunt: verde D == 76,00 .... 76,10 mm;- albastru D=76,10... ..76,20 mm;-rosu D = 76,20.....76,30 mm
Jocul admis între piston si cilindru este :-motor Dacia: 0,045...0,065 mm;- motor ARO L-27: 0,18 ...0,204 mm;- motor Saviem 797-05: 0,11. ..0,13 mm;- motor MAND2156 HM:0,12...0,16 mm
f) Comportarea în exploatare. Pot aparea urmatoarele defectiuni:- uzura normala a cilindrului datorata factorilor enumerati la punctul b, uzura care apare în timp chiar si în cazul unei exploatari si întretineri corecte;- uzura anormala datorita defectelor de material sau de tratament termic, corelate cu factorii anteriori si cu o exploatare sau întretinere incorecta (filtru ulei colmatat, lipsa filtru de aer);- griparea cilindrului cauzata de supraîncalzirea oglinzii acestuia ca urmare a lipsei de ungere si/sau de racire; aceasta consta din topirea materialului pistonului si aderarea lui la suprafata cilindrului;- fisurarea cilindrului când îngheata apa din sistemul de racire;- uzura adeziva, abraziva si coroziva a oglinzii cilindrului cauzate de: ungere insuficienta, lipsa filtru de aer sau filtrul de ulei est colmatat, actiunea chimica a produselor rezultate în urma arderii).In exploatare, în generat, cilindrul nu se repara ci se înlocuieste. Atunci când nu se dispune însa de cilindri noi, se pot aleza cei vechi, daca gradul de uzura permite, pâna la una din cotele de reparatie pentru care se dispune de pistoane corespunzatoare.
CUZINEŢII
a) Rolul Cuzinetii sunt piese semicilindrice inelare cu rol de captusire a lagarelor manetoane si paliere în scopul de a micsora frecarile.
b) Solicitari. Cu-zinetii sunt supusi în principal la uzura datorita fre-carii dintre ei si fusuri dar si la solicitari mecanice provocate de forta de presiune a gazelor si fortele de inertie. Solicitarile termice exista dar sunt sem-nificative numai în cazul lipsei de ungere.
c) Cerinte. Fata de cuzineti se impun urmatoarele cerinte:- rezistenta mecanica; bune proprietati de alunecare, deci rezistenta la uzura; adaptabilitate la forma lagarului.
d) Constructie. Cuzinetul este format dintr-o carcasa de otel pe care se depune un strat de material antifrictiune. Conform STAS 9715-80 grosimea carcasei din otel este de 1...2,8 mm, iar a stratului de frictiune de 0,212 ... 0,225 mm, pentru diametre ale fusului de 30....80 mm. S-a constatat ca la aceasta grosime, stratul de frictiune nu se striveste sub actiunea fortelor, care vor fi preluate în principal de carcasa din otel. În scopul împiedicarii rotirii cuzinetului în lagar, acesta este prevazut cu un pinten , iar lagarul are o degajare în care acesta intra. Cuzinetii lagarelor paliere au un canal longitudinal, care are rolul de a distribui uleiul pe întreaga circumferinta a fusului în timpul functionarii si de a retine o cantitate de ulei la oprirea motorului, necesara la pornirea urmatoare. La unele motoare cuzinetii lagarului palier din mijlocul arborelui cotit sunt prevazuti cu un guler care are si rolul de fixare axiala a arborelui cotit. (Jocul axial maxim admis al arborelui cotit este de 0.05..0.23 mm).
e) Materiale, tehnologie de fabricatie, verificare si montai Carcasa din otel se executa prin laminare din banda de otel cu continut de C de max. 0,08%. Stratul antifrictiune se aplica prin placare sau laminare pe carcasa, ori se depune galvanic sau chimic. Ca materiale pentru acesta se pot folosi: aliaje pe baza de staniu (BABIT), pe baza de Cu, bronz, Pb, bronz cu Pb, dar mai ales pe baza de Al, care au cea mai larga raspândire.
Se exemplifica câteva materiale antifrictiune ce pot fi utilizate (STAS 11271-80): - pe baza de cupru: CuPb25, CuPb30, CuPb23Sn2, CuPblOSnlO, CuPb22Sn4; - pe baza de aluminiu: AISn20, AIPb2Cul, AISn6Nil, AISn6NiO5, AISn6NiO4;
- depuse galvanic sau chimic: PbSnlOCu2, PbSn8, Sn. Cuzinetii se fabrica pentru diferite trepte de reparatie a arborelui cotit având grosimea carcasei din otel din ce în ce mai mare, pentru a putea pastra jocul radial al arborelui în lagar. (La fiecare treapta de reparatie, ca urmare a rectificarii arborelui, diametrul fusurilor scade cu 0,25 mm). Marcarea treptei de reparatie se face pe partea exterioara a carcasei astfel: ST - cota standard; R1,R2, R3.... reparatia I, a II-a, a III-a...etc.
f) Comportarea în exploatare. Cuzinetii sunt supusi uzurii normale chiar daca sunt respectate toate indicatiile uzinei constructoare privind întretinerea si exploatarea. în afara de aceasta mai poate aparea griparea cuzinetilor, care consta din topirea stratului antifrictiune si aderarea lui la suprafata fusului atunci când lagarul respectiv nu mai are ulei de ungere. Remediul consta din rectificarea arborelui, cotit si înlocuirea cuzinetilor.
Ca o defectiune mai frecventa ar fi aparitia de zgârieturi sau rizuri pe suprafata de alunecare a cuzinetului ca urmare a unor particule dure existente în ulei si neretinute de filtrul din cauza colmatarii lui.
PISTONUL
a)Rolul. Pistonul este organul din mecanismul motor care îndeplineste urmatoarele functiunii:
1) preia forta de presiune a gazelor si o transmite prin intermediul boltului si a bielei, la arborele cotit. Miscarea sa alternativa este transformata, prin inte-rmediul mecanismului biela-manivela, în miscare de rotatie a arborelui cotit;
2) preia reactiunile det de biela si le transmite suprafetei cilindrului;
3) asigura cu ajutorul segmentilor etansarea camerei de ardere.
4) serveste ca mijloc de transmitere a caldurii la peretii cilindrului si chiar la aerul din carter;
5) împreuna cu segmentii asigura reglarea cantitatii de ulei pe oglinda cilindrilor;
6) la motoarele în 2 timpi pistonul mai are în plus si rolul de organ de distibutie el comandând deschiderea si închiderea luminilor de baleiaj si de evacuare.
b) Solicitari. Este supus la solicitari mecanice datorate fortei de presiune a gazelor, solicitari termice deoarece dea-supra pistonului are loc procesul de ardere, si la uzura, el fiind o piesa în miscare relativa fata de cilindru, deci între ele existând frecare. Diminuarea acestei frecari se face printr-o pelicula de ulei ce se depune prin ceata si stropire pe oglinda cilindrului.
c) Cerinte Fata de piston se impun urmatoarele cerinte;
rezistanta mecanica la actiunea fortei de presiune a gazelor si mentinerea acesteia la temp ridicate;
- termoconductibilitate mare în scopul micsorarii temp;
- dilatare redusa si concordanta a acesteia cu dilatarea cilindrului:
- coefi mic de frecare si deci rezistenta înalta la uzura:
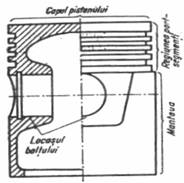
d) Constructie. Pistonul se compune din patru parti si anume:
1) capul pistonului care preia forta de presiune a gazelor,
2) regiunea port-segmenti care contine canalele unde se monteaza segmentii;
3) mantaua sau fusta pistonului, care ghideaza pistonul în miscarea sa alternativa;
4) bosajele sau umerii pistonului, unde se executa alezajul pentru bolt.
Capul pistonului poate avea forme diferite în functie de tipul motorului (MAS sau MAC). La MAS el poate fi plat, bombat sau profilat. La MAC capul pistonului poale fi plat (MAC-uri cu injectie indirecta) sau poate avea diferite forme în functie de geometria camerei de ardere ce este executata în acesta (MAC-uri cu injectie directa). (A se vedea setul de pistoane din cadrul lucrarii).
Regiunea port-segment (RPS) este regiunea situata imediat sub capul pistonului pâna la alezajul pentru bolt, unde se dispun segmentii. (La unele motoare, mai ales Diesel, uneori se mai dispune un segm de un-gere la partea inferioara a mantalei, sub alezajul pentru bolt, deci nu în RPS).Pt usurarea evacuarii caldurii înmagazinta de primul segm, numit si segm de foc, canalul acestuia se executa, mai ales la motoarele rapide (MAS-uri), mai jos decât partea interioara a capului . La motoarele la care grosimea capului este prea mare (MAC-uri), canalul acestui segment este protejat cu o insertie din otel termorezistent . Uneori prin intermediul unui cilindru canelat la exterior, încorporat în RPS se protejeaza toate canalele pentru segm, sau se prevede aceasta insertie chiar pe capul pistonului în dreptul jetului de flacara sau combustibil . Insertia de metal se confectioneaza din fonta cenusie, fonta speciala sau austenitica, cu coeficient de dilatare apropiat de cel al aluminiului (de exemplu NIRE-ZIST).
Mantaua (fusta pistonului) este partea pist care serveste la ghidarea sa în miscarea alternativa din interiorul cilindrului. Prin intermediul acesteia se preia forta normala N = F*tgα si se transmite la oglinda cilindrului ; (F=Fp+Fj, unde Fp este forta de pres a gazelor, iar Fj este forta de inertie a mas-elor în miscare alternativa). Nu întreaga circumfe-rinta a mantalei transmite aceasta forta normala N, care îsi schimba sensul de 7 ori pe parcursul unui ciclu, ci numai o portiune situata sub un unghi p = 80.. 100° . asa explicându-se uzura mai accentuata a acesteia. Uneori, si numai la MAS, se practica taierea mantalei pe fata care nu preia forta normala maxima, taiere incompleta în forma de T sau de H rezultând asa numita manta elastica. Acest tip de manta permite reducerea jocului la rece dintre piston si cilindru pâna la valori de 0,024 ... 0.036 mm deoarece se conteaza pe faptul ca dilatarile pistonului la cald sunt preluate de rostul acestei taieturi.Se utilizeaza pe scara larga pistoane cu insertii formate dintr-o placuta metaltca dispusa în zona bosajelor . Aceasta poate fi o placuta de invar (otel aliat cu 36% Ni si cu un coeficient de dilatare de 30 x mai mic decât al aluminiului, ) sau placuta din otel de calitatea . Placutele de invar sunt sunt încorporate în materialul pistonului împiedicând dilatarea pistonului în timp ce placutele de otel sunt fixate pe periferia materialului pistonului si lucreaza ca o lama bimetalica supusa încalzirii, frânând dilatarea, sistemul curbându-se în directia evazarii pentru a satisface conditia de dilatare.
Un asemenea piston permite cele mai mici jocuri de montaj (0,012...0,024 mm), si în plus placutele inserate maresc rigiditatea mantalei si a umerilor. Pistoanele cu insertie se numesc si pistoane autotermice si se utilizeaza la motoare solicitate mai intens termic si mecanic.
Bosajele sau umerii pistonului Reprezinta aglomerari de material în care se executa alezajul pentru bolt. Centrul acestui alezaj (punctul B) poate fi pe axa pistonului sau poate fi decalat cu e=0,5...1,5 mm în sensul de rot-atie al arborelui cotit, sau în sens invers . În aceste cazuri se urmareste fie micsorarea unghiului fie micsorarea unghiului b si implicit a fortei N ceea ce duce la micsorarea fortei de frecare (Ff =μ*N unde micron este coefi de frecare dintre piston si cilindru), fie a cuplului de basculare al pistonului (Mb = Ff*D/2 unde D este alezajul). De aceea pt a putea fi montat corect, respectând sensul de deza-xare, pist se repereaza printr-un semn (o sageata, o litera V ) marcat pe capul sau si paralel cu axa bolt-ului. Montarea se face dupa indicatiile constructor-ului (d), adica toate pistoanele unui motor au acest semn orientat spre volant (DACIA) sau spre partea din fata a motorului (OLTCIT).
e) Comportarea în exploatare. Pistonul în exploatare se deformeaza din mai multe cauze si anume :- sub actiunea dilatarilor termice (fig,II-7,a);
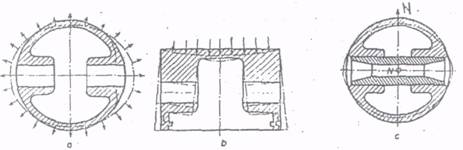
Fig.II-7 Deformatiile pistonului în exploatare
- sub actiunea fortei de presiune a gazelor Fp (b);
- sub actiunea reactiunii N' determinate de cilindru asupra pistonului (c).Se observa însa ca în toate aceste cazuri pistonul ia o forma eliptica. în plan transversal cu axa mare a elipsei paralela cu axa boltului.De asemenea pist este supus uzurii normale sau anormale din aceleasi motive ca si cilindrul, dar apare mai ales griparea pistonului care consta din topirea unui strat superficial din materialul acestuia si aderarea lui la oglinda cilindrului. Cauza o constituie supraîncalzirea prin frecare a cuplului piston-cilindru în principal din lipsa de ungere si/sau de racire. Griparea poate ajunge, în cel mai grav caz, pâna la "sudarea" pistoanelor de cilindri si deci blocarea motorului, când remedierea nu se mai poate face decât prin înlocuirea întregului set motor. Spargerea capului pistonului poate avea loc atunci când în cilindru se dezvolta timp îndelungat o ardere cu detonatie sau în cazul ruperii uneia din supape si caderea ei în cilindru. Datorita unor jocuri mari între piston si cilindru (peste 0,001 D) apare fenomenul de bataie a pistonului când mantaua, mai ales la MAS unde este mai subtire, se poate sparge.
f) Materiale, tehnologie de fabricatie, control si montai. Pistonul poate fi executat prin doua procedee si anume: turnare în cochila sau matritare. Turnarea este mai des utilizata, mai ales la motoarele de serie, deoarece este un procedeu mai ieftin si care confera rezistenta mecanica suficienta pentru solicitarile la care este supus un astfel de motor. Matritarea se utilizeaza pentru pistoanele motoarelor puternic solicitate cum ar fi cele de curse. Ca materiale se utilizeaza:- aliaje de aluminiu cu cupru numite si aliaje Y;- aliaje de aluminiu cu siliciu numite silumin. Se exemplifica în continuare câteva materiale mai des utilizate, conform STAS 201/2 - 80: ATN Cu4 Ni2 Mg, ATC Cu4 Ni2 Mg, ATN Cu 10 Mg, ATC Si6 Cu4, ATC Si7 Mg, ATC Si 10 Cu3 Mg, ATC Si 12 Cu Mg Ni etc. Prelucrarea prin aschiere a profilului exterior al pistonului este însa foarte pretentioasa ea trebuie sa tina seama de deformatiile pe care acesta le sufera în timpul functionarii. Astfel cunoscând modul de deformatie, pentru a-1 contracara, pistonul se profileaza în plan transversal dupa o elipsa care are axa mare perpendiculara pe axa boltului (fig.II-8,a), urmând ca la cald pistonul sa devina cilindric. Marimea ovalizatiei maxime este Av = 0,1. .0,25 mm pentru alezaje mai mici de 100 mm si poate ajunge la 1,0 mm pentru alezaje mai mari. De asemenea având în vedere încalzirea diferita pe înaltime datorita repartizarii neuniforme a materialului si deci dilatarea diferita, în profil longitudinal,
pistonul nu este cilindric ci poate avea diferite forme tronconice însa întotdeauna (la rece) cu diametrul mai mic la capul pistonului. La cald datorita dilatarilor mai mari în aceasta zona, pistonul devine cilindric.Suprafata exterioara a pistonului poate fi protejata prin:- cositorire cu un strat de 0,004...0.006 mm care scurteaza perioada de rodaj;- grafîtare cu un strat rugos si aderent de grafit de 0.01 mm care retine uleiul prevenind griparea;- eloxare adica oxidare electrolitica a suprafetei pistonului rezultând un strat dur si poros care retine uleiul si mareste rezistenta la uzura.
Pistoanele se sorteaza pe clase de dimensiuni si de greutati, în functie de diametrul mare al elipsei (cota masurata perpendicular pe axa boltului) si de masa lui. Cele doua sortari se marcheaza pe capul pistonului prin doua pete de vopsea de culori diferite. La MAS se sorteaza si dupa marimea alezajului pentru bolt, marcâdu-se pe capul pistonului înca un semn de o alta culoare.
Pistonul se fabrica si pentru diferite trepte de reparatie a cilindrului de +0,25, +0,5 si +1 mm si se marcheaza cu Rl, R2, R3.
BOLŢUL
a) Rolul. Boltul face legatura între piston si biela. Prin intermediul lui se transmite forta de presiune a gazelor de la piston la biela.
b) Solicitari. Este su-pus la solicitari mecanice de încovoiere, forfecare si oboseala de catre forta de pres a gazelor (Fp), precum si la uzura.
c) Cerinte. Având în vedere solicitarile mentionate anterior el trebuie sa aiba o tenacitate ridicata a miezului dar si o duritate ridicata a suprafetei exterioare pentru a reduce uzurile care sunt mult favorizate de o ungere deficitara. De asemenea fiind o piesa în miscare trebuie sa aiba o masa redus pentru a micsora fortele de inertie pe care aceasta le introduce în întreg mecanismul motor.
d) Constructie. Boltul are o forma tubulara, profilul exterior fiind întot-deauna cilindric, iar cel interior poate avea diferite forme însa din motive de economicitate, cei mai des se utilizeaza tot profilul cilindric si pt interior.
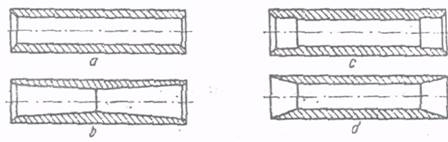
Fig. II-9 Forme constructive de bolt
Asamblarea bolt-biela-piston poate fi realizata în trei moduri însa la motoarele de automobile se utilizeaza doar doua dintre acestea (fig.II-10):
- bolt liber în piciorul bielei si în umerii pistonului;
- bolt fix în piciorul bielei si liber în umerii pistonului;
- bolt liber în piciorul bielei si fix în umerii pistonului;
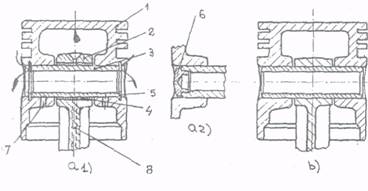
Fig.II-10 Tipuri de asamblari bolt - biela - piston al si a2 - bolt flotant; b -bolt fix în biela 1- piston; 2-biela; 3-bolt; 4-bucsa antifrictiune;
5-sigurante; 6-capac; 7-orificii pentru ungere
Partile mobile ale mecanismului motor
Dupa cum s-a vazut, mecanismul motor este format din parti fixe (blocul motor, chiulasa, cilindrii, cu-zinetii) si din parti mobile.Principalele parti mobile ale acestui mecanism sunt prezentate în cele ce urmeaza. De ungere sa patrunda între bolt si umerii pistonului pentru ungerea acestei portiuni. Atunci fie se practica niste orificii (7) în bosaje prin care patrunde uleiul din ceata ce se formeaza sub acesta, fie în locul sigurantelor se utilizeaza un capac sferic la exterior (6) din aliaj usor si moale (aliaj de Al sau Mg), care nu mai fixeaza boltul axial însa nici nu provoaca zgârierea oglinzii cilindrului (a2).
În ambele cazuri însa, existând o miscare relativa între bolt si biela, iar ungerea facându-se cu dificu-ltate, se dispune între acestea o bucsa antifrictiune din bronz (4). Numai prezenta ei nu este suficienta pentru micsorarea frecarii si de aceea se mai practi-ca un orificiu prin care pica uleiul de pe partea in-terioara a capului pâna în zona boltului aflata în biela. Uneori însa, la motoarele mai solicitate, se recurge la solutia ungerii boltului în biela sub pres cu ulei adus din lagarul maneton printr-un canal (8) ce traverseaza corpul bielei. Prezenta bucsei anti-frictiune si a inelelor de siguranta este un indiciu sigur ca asamblarea bolt - biela - piston este de tipul cu bolt flotant. Solutia aceasta se utilizeaza la toate motoarele fabricate în România cu exceptia motoarelor din familia DACIA.
Boltul fix în piciorul bielei este solutia exceptata anterior si asamblarea se realizeaza în urmatoarele etape:
se încalzeste piciorul bielei pe o plita electrica la o temperatura de cea. 250°C, timp de 10 ... 15 min-ute, în scopul dilatarii alezajului acestuia, pt a se putea monta usor boltul;- se monteaza rapid boltul în pist si biela cu ajutorul unor bucse si mandrine;
-se lasa ansamblul sa se raceasca în aer liber, timp în care biela se contracta realizând strângerea si fixarea boltului.Între bolt si biela nemaiexistând miscare relativa nu mai este necesara nici bucsa antifrictiune. De asemenea boltul fiind fix în biela nu mai sunt necesare nici sigurantele.Ungerea boltului de face numai în zona din piston, cu ulei din ceata ce se formeaza sub acesta, prin orificiile executate în umeri.
Boltul fix în umerii pistonului este o solutie care nu se utilizeaza la motoarele de autovehicule rutiere datorita introducerii unor con-centratori de tensiune, maririi masei în miscarea de translatie si dificultatilor de montaj. Fixarea boltu-lui se realizeaza cu doua suruburi ce strapung ume-rii pistonului si boltul, sau utilizând o biela cu pici-or partial sectionat (biela cu picior elastic) si strâns cu surub .e) Materiale, tehnologie de fabricatie, control si montai. Boltul se executa prin stunjire din OLC 15, 20, 45, 60 sau din oteluri aliate cu Cr, Ni, Mo, V. Dupa strunjire se rectifica suprafata exterioara pâna la o rugozitate de 0,1...0,2 micron, iar apoi se cementeaza sau se caleste CIF pe o adâncime de 1,0... 1,5 mm pâna când duritatea stratului superficial atinge 58...64 HRC.Toleranta de fabricatie a diametrului exterior este de 3 mic-ron la MAS si de 8 um la MAC. De aceea la MAS boltul se sorteaza pe clase de dimensiuni în timp ce la MAC se renunta la aceasta operatie. Marcarea clasei se face cu o pata de vopsea. Pe un acelasi motor nu se admite montarea decât a unor bolturi din aceeasi clasa de dimensiuni.
f) Comportarea în exploatare. Boltul este o piesa deosebit de rezistenta ceea ce face ca el practic sa nu se rupa. Totusi datorita conditiilor dificile de ungere, bucsa antifrictiune dar si boltul se uzeaza. Atunci când, ca urmare a uzurii, jocul boltului în bucsa antifri-ctiune depaseste cea. 0,05 mm apare fenomenul numit "bataie de bolt" care se manifesta în exterior sub forma unui zgomot înfundat. Remedierea consta din înlocuirea boltului si bucsei antifrictiune. Jocul normal al boltului în piciorul bielei la motorul SAVIEM 797-05 este de 0,02.. .0,04 mm, iar' la motorul MAN-D2156, este de 0,05...0,08 mm în ambele cazuri boltul este de tip flotant.
SEGMENTII
a) Rolul. Segmentii au rolul de etansare a camerei de ardere, împiedicând scaparea gazelor din cilin-dru spre carter, si de radere a surplusului de ulei de pe oglinda cilindrului. De aceea exista doua tipuri de segmenti si anume: segmenti de compresie si segmenti de ungere sau raclori.
b) Solicitari. Segmentii sunt piese solicitate mai mult la uzura si termic. Aceasta deoarece sunt în contact direct cu cilindrul fata de care au o miscare relativa, si cu gazele fierbinti, mai ales primul segment dinspre camera de ardere care se mai numeste si "segment de foc".
c) Cerinte. Rezistenta la uzura, solicitari termice si coroziunea provocata de gazele de ardere.
d) Constructie. Segmentii de compresie sunt cei care asigura etansarea camerei de ardere si ei se monteaza în RPS cel mai aproape de capul pist (de regula sunt 2 segmenti de compresie si unul de un-gere). îndeplinirea rolului de etansare al segmentilor de compresie se face cu ajutorul presiunii elas-tice cu care acestia sunt realizati din fabricatie, a pres gazelor scapate în spatele segmentului care contribuie ia apasarea suplimentara a segmentului pe oglinda cilindrului si a peliculei de ulei dintre segment si cilindru care umple golurile dintre asperitati.Se realizeaza o buna etansare daca presiunea gazelor scapate dupa ultimul segment este de 3... 4% din presiunea gazelor în camera de ardere. Seg-mentul de ungere îsi îndeplinesc rolul în cursa descendenta a pistonului când rad surplusul de ulei si-1 evacueaza prin orificii anume executate în spatele segmentului sau sub acesta. Forme constructive de segmenti de compresie si de ungere, turna-ti din fonta. Dintre segmentii de compresie cel mai mult se folosesc cei de sectiune dreptunghiulara datorita unei tehnologii de fabricatie mai simpla. Segmentii cu suprafata laterala înclinata cu unghiul β = 25... 45 se folosesc pentru accelerarea ajus-tarii lor pe oglinda cilindrului, în timp ce segmentii asimetrici sau trapezoidali constituie o solutie eficienta împotriva blocarii deoarece sub efectul de basculare al pistonului, segmentii acestia se rasuce-sc în canal expulzând uleiul si depunerile care fa-vorizeaza formarea lacurilor ce duc la întepenirea segmentului.Se observa ca segmentii de ungere pot fi neperforati sau perforati (i...l), perforarea facându-se prin frezare (i,l) sau gaurire (j,k); Mai exista însa înca o categorie de segmenti de ungere si anume cei din otel, mai ales tipul "lift ex" care are o larga utilizare . În ce priveste fanta segmen-tului acesta poate avea diferite forme , cea mai des utilizata fiind taietura (fanta) dreapta fiind mai simpla de executat. Rostul de montaj al segmen-tilor (A) este între 0,2...0,7 mm în functie de alezaj. La alezaje mici si rosturile sunt mici. La cald aceste rosturi scad ajungând la 0,1...0,6 mm în functie de alezaj si de modul de racire al motorului (cu apa sau cu aer). e) Materialele tehnologie de fabricatie, control si montai. Segmentii se fabrica prin turnare individuala în ciorchine. Ca material se foloseste fonta aliata cu Si, Mn, P (fonte Kl, IKA, K9) si cantitati reduse de Cr, Ni, Mo, Ti, Cu .Dupa turnare se prelucreaza prin aschiere pe un dom, se taie fanta si, apoi se supun unui tratament de ter-mofixare pentru obtinerea elasticitatii necesara. Uneori suprafata de contact a segmentului cu cili-ndrul se acopera prin cromare poroasa într-un strat gros de 60... 170 μm. Cromarea se aplica mai ales la primul segment care lucreaza la temperaturi mai înalte si se uzeaza cel mai mult. Rugozitatea supra-fetei laterale este de max. 1,6 μm. Segmentii din otel se fabrica prin stantare din tabla. Montarea segmentilor pe piston se face respectând pozitia marcajului "TOP" sau al marcii firmei producato-are (NOVA ori GOTZE) care trebuie sa fie spre capul pistonului, iar fanta trebuie sa fie echiunghiular decalata, (la 120° pentru un piston cu 3 segmenti).
f)Comportarea în exploatare. Segmentii se uzeaza atât normal, cât si anormal din aceleasi motive din care se uzeaza si cilindrul. In plus segmentii se pot rupe în cazul arderilor îndelungate cu detonatie sau al blocarii lor în canal datorita gumelor si lacurilor ce se formeaza aici ca urmare a arderii în primul rând a uleiului. Efectul este cel de scadere al presiunii gazelor din cilindru ele scapând în carterul motorului, ceea ce duce la scaderea puterii motorului, cresterea consumului de combustibil si functionarea cu fum la esapament ca urmare a arderii uleiului de ungere care nu mai poate fi ras corect de pe oglinda cilindrului. Remedierea consta din înlocuirea setului de segmenti.
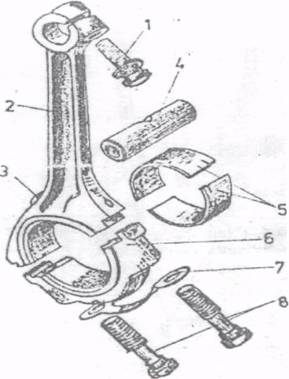
BIELA
a) Rolul. Biela realizeaza transformarea misc-arii alternative a pistonului în miscare de rotatie a arborelui cotit si transmite forta de presiune a gazelor de la piston la arborele cotit.
b) Solicitari. Biela este supusa la solicitarile simple de întindere, compresiune, încovoiere, toate fiind produse de actiunea comuna a fortei de presiune a gazelor (Fp) si a fortelor de inertie a pistonului, boltului si segmentilor.
c) Cerinte, Biela trebuie sa aiba rezisten-ta mecanica ridicata si masa redusa deoarece este supusa fortelor de inertie.
d) Constructie. Partile principale ale bielei (Fig.III-1) sunt.
Piciorul bielei fiind partea în care se executa alezajul pentru bolt.
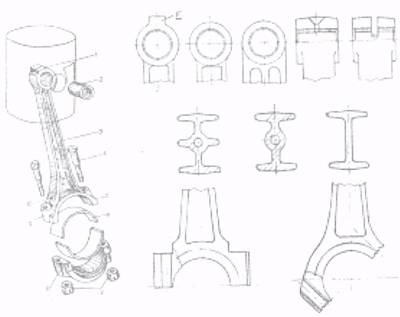
Poate avea diferite forme constructive în functie de tipul motorului. Uneori aici se dispune un exces do material (E) pentru ajustarea masei bielei.
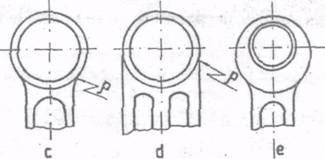
Corpul bielei este conceput ca o grinda de egala rezistenta atât în planul de încastrare cât si în cel de oscilatie. Ca urmare are în sectiune transversala, o forma de I. La motoare mai solicitate se poate utiliza o biela cu corpul în forma de dublu I. Uneori prin corpul bielei este executat un canal prin care trece uleiul sub presiune de la fusul maneton la bolt, pt ungerea acestuia din urma. De aceea pt a descarca suruburi-le de biela de aceasta solicitare se recurge la preve-derea unor bucse (1), renuri (2) sau praguri (3) care sa preia componenta Bn descarcând astfel surubur-ile (fig. III-1).In capul bielei se dispun semicuzine-tii de biela care se asigura împotriva rotirii prin intermediul unui pinten.
e) Materialele, tehnologie de fabricatie, control si montaj Biela se executa prin matritare din OLC 45, 55, 60 sau din otel alia-te cu Mo, Cr, Mn. Apoi corpul bielei este debavur-at si se slefuiesc racordarile. Se prelucreaza prin aschiere alezajul pentru bolt dupa care cu capacul în stare montata se prelucreaza alezajul pentru fusul maneton. Dupa aceasta operatie cele doua piese; biela si capacul, devin neinterschimbabile.
Pentru marirea duritatii suprafetei exterioare a corpului se recurge la ecruisarea cu jet de alice a acesteia.Bucsa antifrictiune se fabrica prin strunjire din bronz cu aluminiu, bronz cu plumb sau bronz fosforos care au o buna rezistenta la uzura, iar apoi se monteaza prin presare. Prelucrarea de rectificare finala a acesteia se face dupa ce a fost montata.
Se impun tolerante strânse privind unele dimensi-uni si tolerante cum ar fi: - abaterile axelor celor doua alezaje de la paralelism si coplaneitate de maximum 0,04... 0,06 mm/100 mm lungime;
rugozitatea suprafetei interioare a piciorului si capului bielei de max. 0,3...0,8 um;- jocul între bolt si bucsa de max. 3 ... 6 um; - abaterea la distanta între axele alezajelor poate fi între 0,05 ... 0,10 mm; -jocul axial maxim (în lungul fusului maneton) este de 0,08 ... 0,30 mm; - jocul radial maxim este (0,0003 ... 0,003) dM, unde dM este diametrul fusului maneton. suruburile de biela se fabrica prin strunjire sau roluire din oteluri aliate de îmbunatatire (marcile 45C10, 4ICNI2, 34MoCN15). Strângerea lor se face cu un cuplu bine determinat, precizat pentru fiecare motor de catre firma constructoare. Astfel se exemplifica pentru o serie de motoare cuplurile de strângere ale suruburilor de biela.
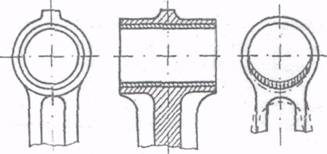
Forme constructive de picior al bielei
Solutii pentru ungerea piciorului bielei
a-gaura pentru ungere prin stropire; b-taietura; c-canal în corpul bietei pentru ungerea boltului de presiune; d-pulverizator pentru racirea prinjet de ulei a capului pistonului; e-punga de ungere.
Biela cu picior elastic
1-surub de strângere a boltului; 2-corpul bielei; 3-orificiu pentru stropirea cu jet de ulei a oglinzii cilindrului: 4-bolt;5-semicuzineiti de biela; 6-capac de biela; 7-siguranta; 8-suruburi de biela
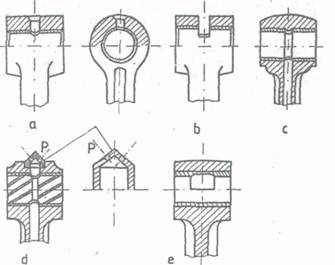
Capul bielei este format din doua parti. Una comuna cu corpul si cealalta detasabila, numita capac de biela. Detasarea se face prin sectionarea capului cu un plan perpendicular pe axa ce uneste centrele celor doua alezaje sau cu un plan înclinat la 45° fata de aceasta axa. Sectionarea înclinata se face numai în cazul motoarelor la care diametrul fusului maneton este comparabil cu alezajul. Aceasta deoarece altfel biela nu ar trece prin cilindru la montare/demontare.Solutia este dezavantajoasa deoarece determina aparitia unei componente Bn, care este normala pe axa suruburilor de biela si care le solicita la forfecare, solicitare foarte periculoasa si la care suruburile rezista mult mai putin decât la tractiunea produsa de componenta Bt .vor utiliza cuzinetii executati pentru trepte de reparatie. Acestia au grosimea carcasei din otel din ce în ce mai mare, de regula cu 0,125 mm pentru fiecare treapta.
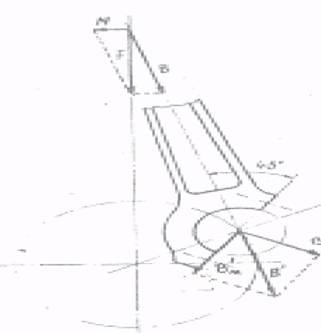
Fig.III-3 Fortele ce solicita suruburile de biela
Se recomanda ca rectificarea sa se faca la toate fusurile de acelasi nume si la aceeasi treapta de reparatie.Cuplul de strângere al capacelor paliere difera de la un motor la altul, constructorul indicând în notita tehnica aceasta valoare. Ca si în cazul suruburilor de chiulasa ori a celor de biela, si acestea se strâng în mod treptat si pe rând, din 2...3 treceri. Astfel spre exemplu cuplurile de strângere pentru câteva motoare ar fi:
|
|
102.00 DACIA |
M036 OLTCIT |
AROL27 Diesel |
797 - 05 SAVIEM |
D2156HM MAN |
|
Cuplul de strângere al capacelor, paliere [N*m] |
|
|
|
|
|
în timpul lucrarii se va urmari
- identificarea partilor, componente ale arborelui cotit;
- identificarea pieselor si subansamblelor antrenate în miscare de arborele cotit;
- modul de montare al arborelui cotit în blocul motor, se va monta efectiv arborele.
|
|
102.00 DACIA |
M036 OLTCIT |
AROL27 Diesel |
797 - 05 SAVIEM |
D2156HM MAN |
|
Cuplurile de strângere al suruburilor de biela[N*m] |
|
|
|
|
|
Bielele se sorteaza pe clase în functie de masa lor. Marcarea clasei se face printr-o combinatie de mai multe culori formând pete de vopsea, aplicate pe corpul bielei. De asemenea la MAS bielele se sorteaza si dupa marimea alezajului pentru bolt.
f) Comportarea în exploatare. Biela este una din piesele motorului cu cea mai mare fiabilitate. In mod normal ea trebuie sa fie în stare de functionare si la casarea motorului. Totusi uneori din motive de executie, montaj sau exploatare incorecta, se poate ajunge la încovoierea bielei, ceea ce o scoate din functiune. Mai frecvent însa apare ruperea suruburilor de biela când acestea nu sunt strânse la cuplu (strânse excesiv sau insuficient). Aceasta duce la avarii mecanice grave, biela în miscare lovind blocul motor, arborele cotit etc. în mod frecvent apare însa o uzura a bucsei antifrictiune care duce la cresterea jocului între aceasta si bolt pâna la aparitia "bataii de bolt".
ARBORELE COTIT
a) Rolul. Arborele cotit are rolul de a transmite în exterior lucrul mecanic produs în cilindrii motoru-lui. Miscarea de translatie a pistoanelor este trans-formata în miscare proprie de rotatie prin inter-mediul întregului mecanism biela-manivela. De asemenea arborele cotit antreneaza în miscare de rotatie o serie de alte subansamble sau organe ale motorului, cum ar fi: arborele cu came, pompa de apa, de ulei, de injectie, alternatorul, compresorul pentru sistemul de frânare, etc.
b) Solicitari. Arborele cotit este piesa cea mai solicitata din în-treg motorul el fiind supus la: întindere, compresiune, încovoiere, torsiune, solicitari cu soc, oboseala, uzura. Toate aceste solicitari sunt provocate de fortele ce actioneaza în mecanismul motor si de momentele generate de acestea (la motorul poli-cilindric).
c) Cerinte. Fiind o piesa atât de solic-tata cerintele sunt pe masura si anume:rezistenta mecanica, rigiditate, precizie dimensionala, duritate a suprafetelor fusurilor, coaxialitate a centrelor fusurilor.
d) Constructie. Partile componente ale arborelui cotit sunt: Capatul din fata este portiunea executata de obicei în trepte si pe care se monteaza urmatoarele elemente: pinionul de antrenare al distributiei, simering de etansare la ulei, fulia arborelui cotit, uneori un amortizor de vibratii torsionale.
Fusurile paliere sunt fusurile ce se gasesc pe axa de rotatie si prin intermediul carora arborele cotit se sprijina în lagarele paliere executate în carterul superior al blocului motor. Toate fusurile au acelasi diametru si aceeasi lungime cu exceptia, de regula a fusului palier din mijloc care este mai lung deo-arece aici se monteaza niste cale semiinelare pt fix-area axiala a arborelui cotit. (La motorul autoturis-mului DACIA, jocul longitudinal maxim admis al arborelui cotit este de 0,05...0,23 mm).
Fusurile manetoane sunt fusurile ce se gasesc de-a lungul si în jurul axei de rotatie a arborelui cotit la distanta r=S/2, unde S este cursa pistonului. Toate au acela-si diametru si aceeasi lungime. La unele construc-tii, pt usurare, fusurile manetoane si chiar cele paliere se gauresc, diametrul gaurii ajungând la 60...80% din diametrul fusului.
Bratele sunt partile care fac legatura între cele doua tipuri de fusuri. Pot avea diferite forme constructive însa, cel mai des la motoarele de automobile se utilizeaza.Brate-le de forma eliptica . Doua fusuri paliere alaturate, împreuna cu cele doua brate si fusul maneton din-tre acestea, formeaza un cot (manivela) al arbore-lui. Numarul de coruri (manivele) este egal cu numarul de cilindri ai motorului (i) daca acestia sunt dispusi în linie si egal cu i/2 daca motorul este în V. Dispunerea relativa a acestor coruri (in jurul axei de rotatie a arborelui cotit) si în lungul axei de rotatie se face din considerente de buna echilibrare naturala. S-a constatat ca rezistenta la oboseala a arborelui cotit creste odata cu cresterea suprapune-rii.Aceasta suprapunere este de 5...25 mm si se realizeaza cu usurinta la motoarele cu cursa scurta (motoare subpatrate) La motorul 102.00 DACIA cu D = 76 mm si S = 77 mm rezulta suprapunerea fusurilor s=dP/2 + dM/2 - r = 6,5 mm (dP=46 mm, dM=44 mm, r=S/2 = 38,5mm).Racordarea dintre brate si fusuri se poate face în mai multe moduri (fig.de mai jos)
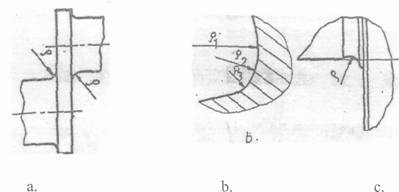
Fig. Racordarea dintre brate si fusuri
Contragreutatile sunt mase dispuse pe prelungirea bratelor, în sens opus fusului maneton, si care serv-esc pt echilibrare. Ele pot fi turnate odata cu arbo-rele ,sau pot fi piese separate, când se fixeaza cu suruburi .
e) Materiale, tehnologie de fabricatie, control si montai. Arborele cotit se executa prin turnare sau prin forjare. Arborele turnat este mai putin rezistent mecanic decât cel forjat însa este mai ieftin. De aceea arborele turnat se foloseste la MAS-uri de serie, iar cel forjat ia MAS-uri de com-petitii sportive sau la MAC-uri de mare putere.
Dupa turnare sau forjare se relucreaza prin aschiere fusurile paliere si manetoane, ultima operatie fiind de rectificare pâna la o rugozitate de 0,08 mm.Apoi se calesc CIF fusurile pâna la o duritate de 55...65 HRC pe o adâncime de: l,5...3mm. Rugozitatea fusurilor este de max.0,4 um la MAS pt turisme si 0,8 μm la MAS si MAC pt autocamioane. Ovalitatea admisa a fusurilor este de 0,02 um, iar conicitatea 0,02...0,03% f) Comportarea în exploatare. In afara uzurii normale a fusurilor, mai pot aparea:- griparea fusurilor ca urmare a topirii stratului antifrictiune de pe cuzineti si aderarea lui la fus;- rizuri sau zgârieturi pe suprafata fusului ca urmare a unor impuritati mari existente în ulei si neretinute de filtru;- ovalizari ale fusurilor din cauza defectelor de material asociate cu deficiente de ungere si cu forte mari ce actioneaza în lagare.Datorita uzurii fusurilor jocul acestora în lagare creste ceea ce duce la scaderea presiunii uleiului din sistemul de ungere (presiunea minima acceptata a uleiului la o temperatura a acestuia de 80°C si la turatia de 775±25 rot/min este de 0,7 bar, iar la turatia de 4000 rot/min, este de 3,5...4 bar, pentru motorul autoturismului DACIA) De aceea arborele cotit se repara prin rectificarea fusurilor la una din cotele de reparatie (Rl, R2, ....). în acest mod diametrul fusului scade (de regula pentru fiecare treapta de reparatie scade cu 0,25 mm) drept pentru care în scopul mentinerii jocului din lagar în limitele normale
|
