Imbinari sudate
1 Clasificarea imbinarilor sudate
Clasificarea imbinarilor sudate se poate face dupa mai multe criterii. Printre acestea, cele mai importante sunt urmatoarele:
a) dupa pozitia in spatiu a imbinarii in momentul sudarii;
b) dupa pozitia reciproca a elementelor imbinate.
Dupa primul criteriul, imbinarile sudate se clasifica in (fig. 1):
Cusatura orizontala sau orizontala in jgheab;
Cusatura orizontala pe plan inclinat sau orizontala cu un perete vertical;
Cusatura orizontala pe perete vertical sau orizontala cu pereti inclinati;
Cusatura in cornisa;
Cusatura de plafon sau peste cap;
Cusatura verticala - de jos in sus (ascendenta);
- de sus in jos (descendenta).
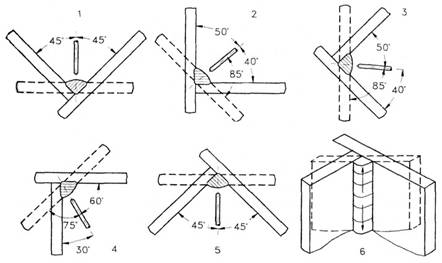
Figura 1. Tipuri de imbinari dupa pozitia in spatiu in momentul sudarii.
1 - orizontala (orizontala in jgheab); 2 - orizontala pe plan inclinat (orizontala cu un perete vertical); 3 - orizontala pe perete vertical(orizontala cu pereti inclinati); 4 - in cornisa; 5 - de plafon; 6 - verticala (ascendenta, descendenta).
Dupa cel de-al doilea criteriu, imbinarile sudate se clasifica in:
Imbinari cap la cap:
unilaterale sau bilaterale;
cu sau fara prelucrarea marginilor.
2. Imbinari de colt;
3. Imbinari in gauri.
2. Imbinari cap la cap
Elementele geometrice ale cordonului
Forma cordonului de sudura depinde de mai multi factori, in special la sudarea manuala unde intervine si calificarea operatorului sudor. Forma cordonului, laimbinarea cap la cap, este prezentata in figura 2.
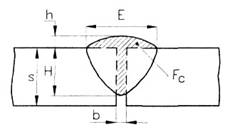
Figura 2. Elementele geometrice ale imbinarii cap la cap.
Pe masura ce se topeste electrodul, se topeste si metalul de baza, care participa la formarea cordonului. Cantitatea de metal de baza, ce intra in fuziune, respectiv adancimea pana la care patrunde arcul electric, depinde de intensitatea curentului de sudare. De aceea, la sudarea manuala, care se face cu intensitati mici, adancimea de patrundere H este limitata. Experimental s-a stabilit, pentru sudarea manuala cap la cap fara tesirea marginilor, ca adancimea de patrundere maxima este de Hmax = 5mm. Din aceste motive, tablele cu grosimi mici s < 4mm, pot fi sudate pe o singura parte, iar la grosimi s = (..8)mm tablele se sudeaza pe ambele parti, fara tesirea marginilor. Pentru grosimi mai mari muchiile se tesesc, iar rostul b va fi mai mare. Latimea cordonului are valoarea E = (..15)mm, iar raportul Y = E/H ia valori cuprinse intre (28). raport ce poarta numele de coeficient de forma al cordonului. Cordonul de sudura este caracterizat, in afara marimilor prezentate mai sus, si de suprainaltarea h < 0,1 s (valoare recomandata).
. Prelucrarea marginilor la imbinarile cap la cap
Forma marginilor pieselor supuse sudarii depinde de grosimea materialului si de procedeul folosit pentru sudare. in general, la sudarea grosimilor mari apare pericolul scurgerii metalului topit in partea opusa cordonului, datorita cantitatii mari de metal din baia de sudura si datorita rostului mai mare al imbinarii. in acest caz este necesara adoptarea unor masuri pentru sustinerea baii de metal topit. Sudarea intr-un singur strat, fara prelucrare, necesita masuri riguroase pentru pregatirea si pozitionarea tablelor, pentru a asigura un rost cat mai constant. Din acest motiv, in practica, se recurge adesea la sudarea in mai multe straturi, cu prelucrarea marginilor. Pregatirea marginilor se realizeaza in urmatoarele sapte moduri (fig. 3):
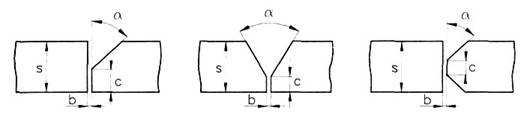
1) 1/2 V; s = (..25)mm; 2) V; s = (..25)mm ; 3) K; s = (1 240)mm;. a = 50°;b.c = f(s). a b,c = f(s). a = 50°; b,c = f(s).

4)1/2U; s = (1260)mm; 5) X; s = (1260)mm; 6)U; s = (2060)mm
a b,c = f(s) a = 60°; b,c = f(s) a=10°; b,c = f(s).
7)2U;s = (3060)mm; a=10 ;b,c = f(s).
Figura 3. Prelucrarea marginilor la imbinarile cap la cap.
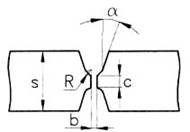
Geometria marginilor asigura conditiile necesare pentru patrunderea cordonului la radacina cusaturii. In cazul tesirii cu un unghi a, prea mic, nu exista posibilitatea realizarii radacinii, dupa cum se observa in figura 4 (cazul a), spre deosebire de cazul b, la care tesirea s-a executat corespunzator.
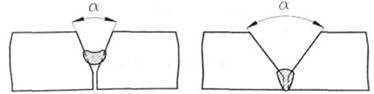
a) b)
Figura Patrunderea cordonului in functie de unghiul de prelucrare a marginilor.
Prelucrarile pentru sudarea manuala sunt reglementate prin STAS 8456-69. Principalele tipuri de prelucrare prezentate se pot aplica intr-o gama larga de grosimi ale materialului. Pentru aceeasi grosime se pot adopta moduri de tesire diferite. Alegerea modului de tesire se va realiza in urma unui studiu asupra economicitatii sudarii, in asa fel incat sa se consume o cantitate cat mai mica de metal de adaos, deci si o cantitate minima de energie, iar sudura sa rezulte cu o penetratie suficienta.
Daca se face un calcul al masei de metal de adaos, pentru o gama de grosimi si pentru diferite moduri de prelucrare a marginilor, se poate trasa diagrama prezentatain figura
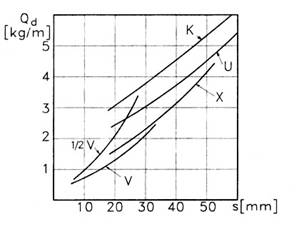
Figura Consumul de metal de adaos in functie de grosimea tablelor si de modul de prelucrare a marginilor.
Din analiza acestei diagrame, rezulta ca pentru grosimi s< 25mm este mai convenabila prelucrarea in V decat prelucrarea1/2 V, iar pentru grosimi s > 20mm, cea mai economica este prelucrarea in X, urmand prelucrarile in forma de U si K.
Trebuie subliniat, insa, faptul ca prelucrarile in V, X si U trebuie realizate pentru ambele margini, ceea ce conduce la cresterea consumului de manopera si energie la prelucrare. Deci, adoptarea modului de prelucrare a marginilor se va face analizand ambii factori.
In ceea ce priveste sudarea cap la cap a tablelor cu grosimi diferite, tabla mai groasa trebuie tesita pe o anumita latime, daca diferenta de grosime depaseste valoarea admisa (tabelul 1).
Tabelul 9.1 Diferenta de grosime admisibila de la care este necesara tesirea.
|
s2[mm] |
|
|
|
|
|
s1-s2[mm] |
|
|
|
|
Tesirea poate fi facuta si pe ambele parti, dar in constructia de nave nu se poate face decat pe partea opusa celei pe care se sudeaza osatura (fig. 6).
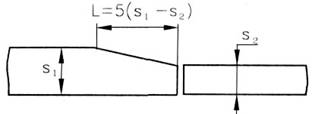
Figura 6. Tesirea marginii in cazul diferentelor mari de grosime.
In ceea ce priveste sudarea automata, trebuie mentionat faptul ca prelucrarea muchiilor este necesara la grosimi mai mari de 14 mm, deoarece la acest procedeu de sudura adancimea de patrundere este mai mare. in acest caz, prelucrarile sunt in principiu de aceeasi forma ca la sudarea manuala, diferind doar unele valori pentru a, b si c, cat si gamele de grosimi la care se recomanda fiecare prelucrare.
Ca observatie generala, trebuie mentionat faptul ca unghiul a este ai mic la toate prelucrarile, iar pragul c este mai mare. in ceea ce priveste rostul b, acesta este in general acelasi ca la sudarea manuala. Consumul de metal depus va fi in consecinta mai mic pentru aceeasi imbinare sudata automat.
3 Imbinari de colt
Aceste imbinari sunt alcatuite din elemente asezate perpendicular, avand marginile tesite sau nu, in functie de grosimea materialului, imbinarile de colt pot fi:
continue - unilaterale;
-bilaterale.
discontinue -unilaterale;
-in zig-zag;
-in pieptene;
-in lant.
Imbinarile discontinue (fig. 7) sunt caracterizate de lungimea cordonului 1 si pasul sudurii p.
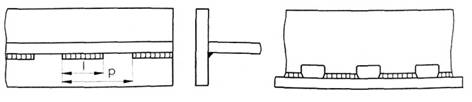
a) unilaterala discontinua c) in pieptene
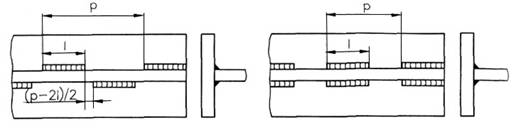
b) in zig-zag d) in lant
Figura 7. Tipuri de imbinari discontinue.
Imbinarile in gauri constituie un caz particular al imbinarilor de colt, caz in care cele doua elemente imbinate sunt suprapuse. Cordonul de sudura are aspectul unui cordon de colt, fiind depus in orificiile practicate in una din piese. Imbinarile in gauri pot fi cu gauri rotunde sau ovale (fig.8).
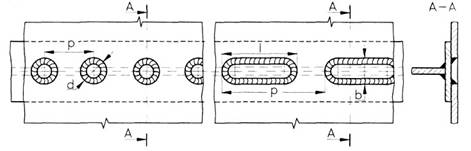
a) in gauri rotunde b) in gauri ovale
Figura 8. Tipuri de imbinari in gauri.
Imbinarile in gauri sunt caracterizate de urmatoarele dimensiuni: pasul p si diametrul d pentru gaurile rotunde respectiv de lungimea 1, latimea b si pasul p pentru gaurile ovale.
3.1 Elementele geometrice ale cordonului
Sectiunea transversala a cordonului de sudura este caracterizata de urmatoarele elemente geometrice (fig. 9):
So, Sv - adancimea de patrundere in tabla orizontala si verticala;
e - adancimea de patrundere;
Ko, Kv - cateta orizontala, respectiv verticala;
a - inaltimea cordonului;
f-sageata cordonului.
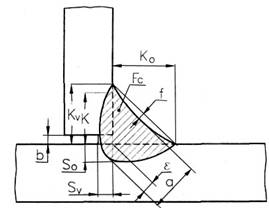
Figura 9. Elementele geometrice ale cordonului in cazul imbinarilor de colt.
Pentru imbinarile de colt
se constata experimental ca Sv = So = 0,..1 mm. Din acest motiv se
considera ca imbinarea se formeaza exclusiv din materialul de adaos, deci e = 0. Pentru ca
sudura sa fie
eficace, trebuie ca valorile Kv si Ko sa fie
egale: Kv = Ko = K => Fc = K*K/2![]()
![]()
Cordonul de sudura se poate forma astfel incat sageata f sa fie pozitiva sau negativa, inaltimea a luand in acest caz valori cuprinse intre (0,7 1)K. Trebuie mentionat ca nu se accepta sageata negativa. Conform STAS, dimensiunea a se numeste inaltimea sau calibrul cordonului. Dupa standardele GOST, calibrul sudurii este definit de cateta K. Acoperitor, se considera ca relatia dintre acestea trebuie sa fie a = 0,7K. In calcule, sectiunea rezistenta a cordonului este definita de inaltimea acestuia a, neglijandu-se suprainaltarea. Din acest motiv, se cauta ca sudurile de colt sa aiba sageata f = 0, valoare pentru care sectiunea Fc este minima.
3.2 Prelucrarea marginilor
La imbinarea prin sudare manuala a pieselor groase, pentru a mari adancimea de patrundere a cordonului, si deci sectiunea acestuia, se prelucreaza muchiile adiacente, in conformitate cu unul din cele doua desene prezentate in figura 10.
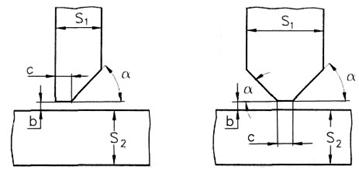
a) prelucrare in 1/2V b) prelucrare in K
Figura 10. Prelucrarea marginilor pentru imbinarile de colt
Prelucrarea tip 1/2 V, se practica pentru table cu grosimi cuprinse intre valorile S1 = (1024)mm, iar prelucrarea tip K pentru grosimi S1 = (16 40)mm, celelalte dimensiuni luand urmatoarele valori: a = 50° ± 5°, b = (03)mm = f(S1) si c = (02)mm = f(S1).
Pentru sudarea automata, unghiul a si pragul c se aleg mai mari decat la sudarea manuala, prelucrarile utilizate fiind aceleasi.
|
