GRUP SCOLAR INDUSTRIAL
NICOLAE TECLU
BUCURESTI
Profil: mecanic, utilaje si instalatii in industrie
TEMA PROIECT
NITUIREA. ASAMBLARI PRIN NITUIRE
Coordonator Absolvent
CUPRINS
ARGUMENT1
CAPITOLUL.I.GENERALITATI CU PRIVIRE LA ASAMBLARI2
Tipuri de asamblari.2
1.2. Asamblarea nedemontabila prin nituire2
1.2.1 Caracterizare generala.....................2
1.3. Clasificarea niturilor si a nituirilor.....................4
Clasificarea nituirilor7
CAPITOLUL II. SOLICITARILE APARUTE LA NITUIRE..9
CAPITOLUL
3.1. Dimensionarea asamblarilor nituite . 939g65j ..10
3.2. Verificarea nitului.11
CAPITOLUL IV. TEHNOLOGIA NITUIRII.12
Scule si dispozitive folosite la nituire..12
4.2. Alegerea dimensiunilor niturilor13
4.3. Tehnologia operatiei de nituire.14
4.4. Controlul asamblarilor nituite16
CAPITOLUL V. MASURI DE TEHNICA SECURITATII MUNCII.17
BIBLIOGRAFIE19
ARGUMENT
Asamblarea mecanica este reprezentata de legatura realizata intre doua sau mai multe piese in scopul realizarii unui subansamblu sau a unei blocari.
in cazul asamblarilor nedemontabile, piesele nu mai au posibilitatea miscarii relative unele in raport cu altele.
Asamblarile nedemontabile pot fi:
asamblari directe;
asamblari indirecte.
Asamblarile directe realizeaza direct legatura intre piesele componente. Aceste asamblari pot fi realizate prin sudare, poansonare, stemuire, indoire, crestare, strangere.
Asamblarile indirecte realizeaza legatura intre elementele componente prin intermediul unor piese sau substante. Printre acestea enumeram: asamblari prin sudare, asamblari prin nituire, asamblari prin lipire.
Pana cand sudarea a inceput sa fie folosita, nituirea reprezenta singura modalitate de asamblare folosita la constructia de poduri, cazane, vapoare si constructii metalice.
Desi aria ei de utilizare s-a restrans considerabil, sunt inca multe domenii in care aceasta metoda de asamblare ramane inca una care prezinta avantaje
certe din punct de vedere tehnologic sau economic, de exemplu in cazul materialelor greu sudabile, sau in cazul in care nu este permisa incalzirea materialului.
Lucrarea este structurata in 5 capitole si bibliografie, dupa cum urmeaza:
CAPITOLUL.I.GENERALITATI CU PRIVIRE LA ASAMBLARI
CAPITOLUL II. SOLICITARILE APARUTE LA NITUIRE
CAPITOLUL
CAPITOLUL IV. TEHNOLOGIA NITUIRII
CAPITOLUL V. MASURI DE TEHNICA SECURITATII MUNCII
BIBLIOGRAFIE
Prin structura si continut tematic proiectul cauta sa imbine scopul informativ cu cel formativ.
Lucrarea se adreseaza elevilor cu profil mecanic utilaje si instalatii in industrie dar poate fi consultata si de elevii cu alte specializari din domeniul mecanic.
CAPITOLUL.I.GENERALITATI CU PRIVIRE LA ASAMBLARI
Asamblarea mecanica este reprezentata de legatura realizata intre doua sau mai multe piese in scopul realizarii unui subansamblu sau a unei blocari.
in cazul asamblarilor nedemontabile, piesele nu mai au posibilitatea miscarii relative unele in raport cu altele.
Asamblarile nedemontabile pot fi:
asamblari directe;
asamblari indirecte.
Asamblarile directe realizeaza direct legatura intre piesele componente. Aceste asamblari pot fi realizate prin sudare, poansonare, stemuire, indoire, crestare, strangere.
Asamblarile indirecte realizeaza legatura intre elementele componente prin intermediul unor piese sau substante. Printre acestea enumeram: asamblari prin sudare, asamblari prin nituire, asamblari prin lipire.
1.2.1. Caracterizare generala
Pana cand sudarea a inceput sa fie folosita, nituirea reprezenta singura modalitate de asamblare folosita la constructia de poduri, cazane, vapoare si constructii metalice.
Desi aria ei de utilizare s-a restrans considerabil, sunt inca multe domenii in care aceasta metoda de asamblare ramane inca una care prezinta avantaje
certe din punct de vedere tehnologic sau economic, de exemplu in cazul materialelor greu sudabile, sau in cazul in care nu este permisa incalzirea materialului.
1.2.2. Nituri. Materiale din care se executa niturile
Nitul este organul de masina folosit la asamblarea nedemontabila a doua sau mai multe piese, table, profile sau piese de forma plata.
Pentru desfacerea legaturii realizate se procedeaza la distrugerea nitului cu dalta, folosind flacara oxiacetilenica etc.
Nitul (fig. 1) este format din:
tija cilindrica;
capul format din fabricatie;
capul format in timpul nituirii

Pentru a putea fi realizata nituirea, tija nitului este construita mai lunga decat grosimea totala a tablelor ce urmeaza a fi asamblate, pentru a exista suficient material astfel ca prin batere sa se realizeze al doilea cap al nitului.
Niturile se realizeaza din materiale diverse, functie de materialele pieselor ce trebuie asamblate si de fortele la care va fi solicitat asamblul. Pentru confectionarea niturilor poate fi folosit otelul carbon obisnuit OL 34, OL 37, alama Am 63; cupru Cu 5; aluminiul Al 99,5 etc.
Caracteristicile principale pe care trebuie sa le indeplineasca materialele pentru confectionarea niturilor sunt: rezistenta suficient de mare la rupere si o plasticitate buna.
In industria chimica, in aviatie sau in mecanica fina se folosesc pentru nituire o serie de aliaje usoare avand caracteristici speciale, cum sunt: anticorodal, avional, aluman, ergol.
Clasificarea niturilor se face dupa materialul din care sunt confectionate, dupa forma si destinatia nitului.
Din punctul de vedere al materialului din care sunt confectionate, exista:
nituri de otel;
nituri de cupru;
nituri de aluminiu;
nituri
din aliaje usoare (anticorodal, avional,
aluman, ergol).
Dupa rolul functional niturile pot fi:
nituri de rezistenta;
nituri de etansare;
nituri de rezistenta-etansare.
Din punctul de vedere al formei niturile se caracterizeaza atat prin forma capetelor provenite din fabricatie cat si prin diametrul tijei. Atat forma cat si dimensiunile sunt standardizate.
Din punctul de vedere al solicitarii si al conditiilor de rezistenta dimensiunile capatului nitului sunt conditionate de marimea diametrului tijei si, de aceea, prin standard dimensiunile sunt stabilite in functie de diametrul tijei.
Tipuri de nituri
Nit cu cap semirotund, formatul capului mare (fig. 2).
Niturile de acest tip sunt nituri de rezistenta si etansare; dimensiunile standardizate sunt date de relatiile:
raza sferei calotei
Nit cu cap semirotund, formatul capului
mic (fig. 3).
Sunt nituri de rezistenta; dimensiunile date de standard sunt:
1,5d, h = 0A- 0,5d, r = 0,05d.
Nit cu cap semiinecat (fig. 4).
Sunt nituri de rezistenta si etansare; dimensiunile standard sunt:
Nit cu cap semiinecat pentru tinichigerie(fig. 5). Sunt nituri de rezistenta,
Nit cu cap tronconic (fig. 6).
Sunt nituri de rezistenta si etansare, folosite in special in constructii de rezervoare pentru fluide. Dimensiunile standardizate sunt:
=1,7d, D1=1,1d, h=0,7d, r=0,1 d.
Nit cu cap tronconic si semiinecat (fig. 7)Sunt nituri de rezistenta si etansare; calcululdimensiunilor se face cu relatiile:
Nit cu cap inecat (fig. 8).
Sunt nituri de rezistenta si de rezistenta-etansare, folosite in constructii metalice la care se cere o suprafata cat mai neteda, cu dimensiunile:
Nit cu cap plat - astfel de nituri sunt folositeca nituri de rezistenta (fig. 9)
Nituri speciale - nituri tubulare (fig.10).Se confectioneaza dintr-un metal moale siservesc ca nituri de prindere sau fixare , dar nu pot rezista la solicitari mari. Se intalnesc in constructii de mecanica fina. Nituirea lor se face cu ajutorul unui dispozitiv special.
Nituri cu cap extraplat (fig.11).Pentru a mari rezistenta de forfecare a nitului,tabla se indoaie ca in figura, astfel ca efortul e preluat de aceste suprafete de sprijin.
Nitul ciuperca (fig. 12).
Serveste la imbinarea tablelor in colturi acolo unde nu se pot folosi niturile obisnuite, neavand fata plana de sprijin. Se intalnesc in aviatie si in constructii navale.
Nitul pahar (fig. 13).
Este un nit folosit in cazul in care operatia de nituire poate fi executata numai pe o parte. Cu ajutorul unui dispozitiv de nituire special, se mareste diametrul interior al nitului, largindu-se partea inferioara a paharului astfel ca preseaza tablele si realizeaza asamblarea lor.
Nit cu explozibil (fig. 14).
Este un nit folosit in cazul cand operatia de nituire poate fi executata numai pe o parte. Tija nitului are un rezervor care contine explozibil. Tija nitului se incalzeste si materialul explodeaza umflandu-se, se rabate si preseaza astfel cele doua table. Se foloseste in constructii navale.
Fig. 2 Nit cu cap Fig. 3 Nit cu cap Fig. 4 Nit cu cap Fig. 5 Nit cu cap
mare semirotund mic semirotund semiinecat semiinecat pt
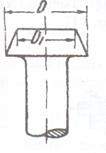
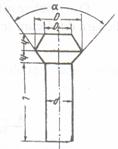
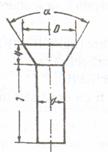
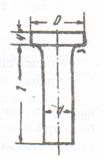
Fig. 6 Nit cu cap Fig. 7 Nit cu cap Fig. 8 Nit cu cap Fig. 9 Nit cu cap
tronconic tronconic si inecat plat
semiinecat
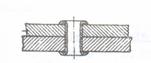
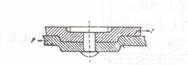

Fig. 10 Nit tubular Fig. 11 Nit cu cap extraplat Fig. 12 Nit cu cap
1.3.2. Clasificarea nituirilor
Clasificarea nituirilor se face dupa mai multe criterii, si anume:
Dupa forma asezarii niturilor:
a) nituire prin suprapunere - care poate fi (fig
nituire simpla (a);
nituire dubla (b);
nituire multipla.
in aceasta situatie, nituirea este clasificata dupa numarul de randuri in care este realizata
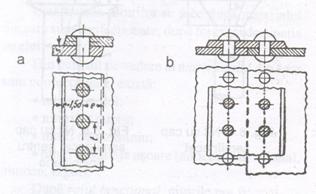
Fig. 15. Nituiri prin suprapunere
b) nituirea prin eclise (fig. 16 a, b):
nituire cu o singura eclisa (a);
nituire cu doua eclise (b).
|
|
Aceste nituiri pot fi cu doua sau mai multe randuri.
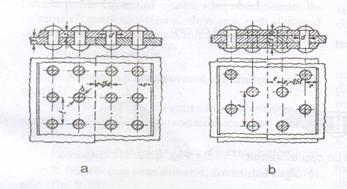
Fig. 16. Nituiri cu eclise
Dupa scopul nituirii:
nituiri de rezistenta - pentru eforturi mari;
nituiri de etansare - pentru a impiedica lichidele sa treaca prin legatura realizata. Nituirea de etan-sare poate fi imbunatatita prin operatii de stemuire, chituire etc
nituire de rezistenta si etansare - realizata la cazane si rezervoare care lucreaza sub presiune. Metoda este utilizata foarte rar astazi.
Dupa modul executiei - nituirea se poateexecuta la rece sau la cald
Nituirea la rece se realizeaza in cazul niturilor cu diametrul de pana la 8-10 mm;
Nituirea la cald se realizeaza pentru nituri cu un diametru ce depaseste 10 mm.
Pentru nituirea la cald se foloseste o forja sau incalzirea electrica pana la temperatura de cea 1100 °C, incalzirea la rosu.
Din punctul de vedere al fortei necesare nituirii, aceasta poate fi nituire manuala si nituire mecanizata.
Pentru nituirea mecanizata se folosesc masini pneumatice, hidraulice sau masini speciale de nituit.
CAPITOLUL II.
SOLICITARILE APARUTE LA NITUIRE
O asamblare nituita este supusa simultan la solicitari, dupa cum se vede in fig. 8.17.
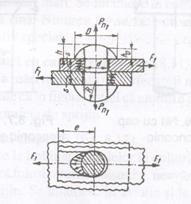
Fig. 17. Solicitari aparute la nituire
Solicitarile care apar in sectiune sunt:
sectiunea I -forfecare;
sectiunea II - intindere (se poate rupe tabla pe linia niturilor la solicitarea de intindere )
sectiunea III -forfecarea tablei de catre nituri prin smulgerea lor;
sectiunea IV - strivirea sectiunii de contact dintre tabla si nit;
sectiunea V -forfecarea dupa o sectiune cilindrica (solicitarea are loc in capul de nit, ceea ce duce la ruperea nitului datorita tensiunii care apare o data cu racirea nitului si contractia lui);
sectiunea VI - strivire intre suprafata tablei si suprafata de asezare a capului de nit
CAPITOLUL III.
CALCULUL ASAMBLARILOR PRIN NITUIRE
3.1. Dimensionarea asamblarilor nituite
La dimensionarea asamblarilor nituite se tine seama de tipul de solicitari aparute in fiecare sectiune, stabilindu-se totodata sectiunea cea mai periculoasa.
Asamblarea nituita nu permite alunecarea tablelor una fata de cealalta si acest lucru se realizeaza prin strangerea nitului.
Tija nitului este solicitata la intindere de catre forta F, iar forta de frecare care ia nastere intre table impiedica deplasarea tablelor una fata de cealalta.
In momentul in care se stabileste echilibrul, forta ce solicita nituirea este egala cu forta de frecare ce ia nastere intre tablele supuse nituirii.
![]()
La imbinarea cu un singur nit:
Daca notam cu R fortele de rezistenta pentru un singur nit obtinem:

Pentru intregul ansamblu format din n nituri, forta de frecare este
Pentru verificare trebuie sa fie indeplinita conditia:
3.2. Verificarea nitului
Verificarea nitului se face tinand seama ca acesta este solicitat la forfecare in sectiunea I. in acest caz, relatiile folosite sunt

![]()
Pentru sectiunea II se face o verificare a tablei la rupere. Se considera ca fiecare nit preia o parte din solicitarea corespunzatoare unui pas si este posibil ca, atunci cand este solicitata la intindere, tabla sa se rupa.
In aceasta situatie, relatiile vor fi:
t - pasul nituirii; s - grosimea tablei.
CAPITOLUL IV.
TEHNOLOGIA NITUIRII
4.1. Scule si dispozitive folosite la nituire
Ciocanul de lacatuserie este un ciocan obisnuit avand greutati de 50 250 grame.
Clestele de lacatuserie este un cleste utilizat la manipularea niturilor in cazul asamblarii nituite la cald.
Ciocanul percutant pneumatic sau mecanic.
Contracapuitorul este o scula de forma cilindrica sau prismatica folosita la sprijinirea capului initial al nitului; el are o adancitura identica cu forma acestui cap al nitului si are rolul de nicovala.
Capuitorul (fig. 18.a) are aceeasi forma ca si contracapuitorul si serveste la formarea capului de inchidere al nitului.
Tragatorul (fig. 18.b) este o scula cu care se trage tija nitului, pentru ca piesele ce urmeaza a fi asamblate sa se apropie cat mai mult una fata de cealalta, pentru a elimina jocul intre piese.
Clestele de nituit este o scula speciala utilizata la asamblarea cu nituri cu tija tubulara.
Fig. 18. Scule folosite la nituire
4.2. Alegerea dimensiunilor niturilor
Pentru ca asamblarea nituita sa fie rezistenta si de calitate trebuie sa existe o corelatie intre dimensiunile nitului si cele ale elementelor ce urmeaza a fi asamblate (de exemplu, a tablelor) (fig.19.).
Fig. 19. Alegerea dimensiunilor de nituire
Toate dimensiunile nitului se aleg in functie de grosimea tablelor "S' - care este suma grosimilor tuturor tablelor ce se asambleaza:
S = s1 + s2 + sn [mm];
Diametrul tijei nitului "d' se alege in functie de grosimea tablelor, cu relatia:
d = 2 . S [mm];
Lungimea tijei nitului "1', se alege in functie de grosimea tablelor si dimetrului tijei, cu relatia:
I = s +1,4d [mm];
"t' este distanta dintre centrele niturilor, si se alege in raport cu diametrul tijei, astfel:
In functie de "L'care este lungimea totala a tablelor, se poate determina numarul de nituri "n' cu expresia:
Se recomanda ca distanta de la margine la axa nitului "n' sa fie mai mica decat:
4.3. Tehnologia operatiei de nituire
Imbinarile nituite se executa manual sau mecanic. Nituirea manuala se face la rece sau la cald si se realizeaza respectind o serie de reguli si o anume succesiune a operatiilor.
Daca diametrul nitului este sub 10 mm, nituirea se face la rece, iar in cazul diametrelor mai mari de 10 mm, nituirea se executa la cald.
Incalzirea niturilor se face total in cuptoare sau in instalatii cu curenti de inalta frecventa atunci cand se incalzeste numai tija nitului. Dupa incalzire, niturile se prind cu clesti si se introduc in gaurile elementelor care se asambleaza.
Pentru a realiza o asamblare nituita se incepe cu operatia de curatire a tablelor, urmata de indreptare. Curatirea se face pentru indepartarea zgurii, a petelor de rugina sau a altor materiale depuse pe suprafata, cu ajutorul periilor de sarma si a hartiei abrazive.
Indreptarea se face prin batere cu ciocanul, asa cum s-a studiat la operatia de indreptare.
In functie de dimensiunile constructive se executa trasarea axelor centrelor gaurilor, cu punctatorul, respectand dimensiunile obtinute Urmeaza operatia de gaurire a tablelor pe masini de gaurit. Pentru reusita asamblarii, se recomanda ca tablele sa se gaureasca simultan, obtinandu-se o coincidenta perfecta a gaurilor din calcul. Diametrul gaurilor trebuie sa fie mai mare decat diametrul tijei nitului, conform tabelului 1.
Tab.1
|
Pentru nituri cu diametrul tijei "d' |
Diametrul gaurii este mai mare cu |
|
intre 1-5 mm |
0,2 mm |
|
intre 5 si 10 mm |
0,5 mm |
|
peste 10 mm |
1 mm |
Se introduce nitul in gaura si cu ajutorul tragatorului se apropie cele doua table, pentru a nu ramane spatiu intre ele. Nitul se sprijina cu capul fabricat pe contracapuitor (fig. 20.).
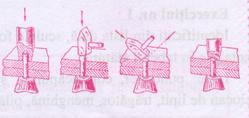
Fig. 20. Fazele nituirii manuale
De obicei, la nituirea manuala, contracapuitorul se prinde in menghina. Cu ciocanul se aplica lovituri verticale la inceput, apoi lovituri radiale asupra tijei nitului, obtinandu-se forma "bombata' a capului de inchidere.
La sfarsit se aseaza capuitorul pe capul de inchidere aproape format si se loveste cu ciocanul, rotindul dupa fiecare lovitura, pentru a se obtine forma identica cu capul initial al nitului.
La lovirea cu ciocanul se are in vedere ca acesta sa nu atinga suprafata pieselor de nituit, pentru a nu se produce deformarea lor.
4.4. Controlul asamblarilor nituite
Controlul unei asamblari nituite consta in evaluarea cu atentie a intregii asamblari avandu-se in vedere urmatoarele:
distanta dintre table trebuie sa fie foarte mica, aceasta controlandu-se cu calibre de interstitiu;
se masoara diametrul capului de inchidere a nitului;
se loveste usor cu ciocanul asamblarea, pentru incercarea niturilor;
capul de inchidere trebuie sa depaseasca gaura din piese si sa fie centrat pe mijlocul acestuia.
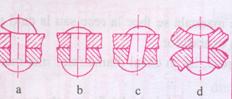
Fig. 21. Defecte ce apar la nituire
Niturile cu defecte sunt considerate rebut si trebuie ca ele sa fie inlocuite cu altele noi. in figura 2.43 s-au reprezentat urmatoarele defecte care pot aparea la nituire: a - cap de inchidere inclinat; b - cap de inchidere prea mic din cauza tijei scurte; c - nit stramb; d - table deformate la nituire.
CAPITOLUL V.
MASURI DE TEHNICA SECURITATII MUNCII
La nituirea manuala, se vor respecta urmatoarele MTSM:
se interzice utilizarea de
scule uzate, cu cozi nepotrivite si cu urme de lovituri; ciocanele trebuie safie bine fixate in cozi; contracapuitorul nu
trebuie strans in mana ci numai apasat usor pe nit (refularea
capului nitului depinde de greutatea contracapuitorului si nu de apasarea
asupra lui).
- la executarea gaurilor se vor respecta normele specifice studiate la operatia de gaurire privindsculele si piesele supuse gauririi.
Pentru imbunatatirea conditiilor de munca si inlaturarea cauzelor care pot provoca accidente de munca si imbolnaviri profesionale trebuie luate o serie de masuri, sarcini ce revin atat conducatorului locului de munca dar si lucratorilor.
Acestea sunt:
- asigurarea iluminatului, incalzirii si ventilatiei in atelier;
- masinile si instalatiile sa fie echipate cu instructiuni de folosire;
- sa fie asigurata legarea la pamant si la nul a tuturor masinilor actionate electric;
- masinile sa fie echipate cu ecrane de protectie conform normelor de protectie a muncii;
- atelierele sa fie echipate in locuri vizibile cu mijloace de combatere a incendiilor;
- atelierul sa fie dotat cu mijloace de ridicat pentru manipularea pieselor mai mari de 20 kg;
- muncitorii sa poarte echipament bine ajustat pe corp cu manecile incheiate iar parul sa fie acoperit sau legat;
- inainte de inceperea lucrului va fi controlata starea masinilor, a dispozitivelor de pornire-oprire si inversare a sensului de miscare;
- se va verifica inaintea lucrului daca atmosfera nu este incarcata cu vapori de benzina sau alte gaze inflamabile sau toxice;
- la terminarea lucrului
se deconecteaza legaturile electrice de
la prize, masinile vor fi oprite, sculele
se vor aseza la locul lor iar materialele si
piesele vor fi stivuite in locuri indicate;
- muncitorii nu se vor
spala pe maini cu emulsie de racire si nu se vor sterge pe maini cu bumbacul utilizat la curatirea masinii. Daca pentru spalarea
mai
nilor a fost necesara utilizarea
produselor usor inflamabile se va folosi imediat apa si
sapun;
- ciocanele trebuie sa
aiba cozi din lemn de esenta tare,
fara noduri sau crapaturi; este interzis lucrul cu ciocane,
nicovale care au fisuri, stirbituri,
sparturi sau deformari in forma de floare;
- la folosirea trasatoarelor se cere atentie pentru a nu produce intepaturi iar dupa utilizare vor fi asezate in truse speciale;
- daca in timpul realizarii unei operatii mecanice sar aschii vor fi purtati ochelari de protectie;
- in cazul polizarii cu ajutorul masinii
vor fi verificate cu atentie pietrele de
polizat sa nu prezinte fisuri sau
sparturi precum si prinderea piesei pe ma
sina. Polizorul trebuie sa aiba
prevazut ecran de protectie.
BIBLIOGRAFIE
1. BADESCU, Gheorghe, STURZU, A, MILITARI,C., POPESCU,1., Tolerante si masuratori tehnice, Editura Didactica si Pedagogica, Bucuresti, 1982
2. CIOCARLEA-VASILESCU, Aurel, CONSTANTIN, Mariana, Asamblarea, Intretinerea si repararea masinilor si instalatiilor. Editura All Educational,Bucuresti, 2002
3. CIOCARLEA-VASILESCU, Aurel, CONSTANTIN, Mariana, Organe de masini si mecanisme. Editura All Educational,Bucuresti, 2002
4. GHEORGHE, Ion, VOICU, Mihai, PARASCHIV, Ion, HUZUM, Neculai, RANTZ, Gabriel, Utilajul si tehnologia meseriei- tehnologia asaamblarii si montajului, Editura Didactica si Pedagogica, Bucuresti, 1990
5. TANASESCU, Mariana, GHEORGHIU, Tatiana, GHETU, Camelia, CEPISCA, Cornelia, Masurari tehnice, Editura Aramis, Bucuresti, 2005
6. ZGURA, Gh.,ARIESANU,E., PEPTEA,Gh., Utilajul si tehnologia meseriei-lacatuserie, Editura Didactica si Pedagogica, Bucuresti, 1991
|
