PROGRAMAREA SI CONDUCEREA PRODUCTIEI
CUPRINS
Cuprins2
1. Date initiale.4
1.1 Tema proiectului4
1.2 Conditii generale4
2. Analiza proiectului de productie..4
2.1 Structura de dezagregare a produsulu.4
2.2 Structura de dezagregare a lucrariilor.5
2.3 Calculul necesarului brut..7
2.4 Calculul necesarului net.8
2.5 Elaborarea planului de productie director................8
2.6 Determinarea tipului productiei.9
2.7 Stabilirea formei de organizare a productiei.11
2.8 Aprovizionarea cu semifabricate11
3. VARIANTA I-A: PROGRAMAREA SI CONDUCEREA PRODUCTIEI IN CONDITII DE RESURSE NELIMITATE SI FARA DATE IMPUSE.19
3.1 Ipoteze de baza.19
3.2 Stabilirea resurselor de productie19
3.3 Determinarea lotului de fabricatie optim si a lotului de fabricatie economic..20
3.3.1 Lotul de fabricatie optim.20
3.3.2 Lotul de fabricatie economic23
3.4 Stabilirea lotului de transport optim si a lotului de transport economic.23
3.4.1 Lot de transport23
3.4.2 Lot de transport economic.24
3.5 Determinarea duratei ciclului de productie24
Determinarea perioada de repetare a loturilor25
3.7 Elaborarea programelor de lucru si a planurilor de sarcina cumulata.26
3.8 Elaborarea tebelelor de sarcina cumulata si a graficelor de sarcina cumulata29
3.9 Corelarea programelor de lucru cu PPD.33
3.10 Calculul costului de productie..36
4. VARIANTA II-A: PROGRAMAREA SI CONDUCEREA PRODUCTIEI IN CONDITII DE RESURSE LIMITATE SI DATE IMPUSE..39
4.1 Ipoteze de baza39
4.2 Stabilirea resurselor de productie si a calendarelor corespondente..39
4.3 Structura organizatorica a atelierului de productie41
4.4 Elaborarea retelei logice a proiectului de productie.42
4.5 Managementul proiectului in functie de timp..43
4.5.1 Calculul datelor CMD..43
4.5.2 Calculul datelor CMT..43
4.5.3 Calculul marjelor43
4.6 Managementul proiectului in functie de resurse.45
4.6.1 Definirea calendarului resurselor implicate in proiect.45
4.6.2 Elaborarea planurilor de sarcini ale resurselor.46
4.6.3 Lisajul..46
4.7 Managementul proiectului prin ordonantarea resurselor47
4.7.1 Ordonantarea inainte (CMD)48
4.7.1.1 Ordonantarea inainte in functie de marja curenta..48
Ordonantarea inainte in functie de ordine de declarare a activitatilor49
4.7.2 Ordonantarea inapoi (CMT).50
4.7.2.1 Ordonantarea inapoi in functie de marja curenta50
Ordonantarea inapoi in functie de ordine de declarare a activitatilor..51
4.8 Selectarea scenariului optim.52
4.9 Corelarea programelor de lucru cu PPD.52
4.10 Elaborarea tabelelor de sarcina cumulata si a graficelor de sarcina cumulata..55
4.11 Amplasarea optima a resurselor57
4.11.1 Elaborarea matricei de amplasare57
4.11.2 Realizarea amplasarii teoretice.58
4.12 Calculul costului de productie..60
5. Compararea variantelor..64
5.1 In functie de durata ciclului de productie.................64
5.2 In functie de numarul de resurse si de gradul de utilizare a acestora.....64
5.3 In functie de sarcina de productie raportata la unitatea conventionala..... 65
5.4 In functie de costul de productie...................65
6. Concluzii finale..........................66
Bibliografie..............................67
Anexe..............................68
Date initiale
1.1 Tema proiectului
Programarea si conducerea productiei pentru fabricarea unui set de repere din componenta produsului "Cap hidraulic pentru prajini 35 si P
Conform temei de proiectare reperele sunt:
2. Analiza proiectului de productie
2.1 Structura de dezagregare a produsului (SDP)
Produsul oricarui proiect poate fi considerat ca o structura de sistem.
Prin urmare, se poate imagina dezagregarea produsului in structuri de ordin inferior, denumite subsisteme. In continuare subsistemele pot fi dezagregate in subansambluri, iar acestea din urma in alte subansambluri.
Dezagregarea se poate efectua pana la nivelul entitatilor individuale din sistem, numite conventional "piese".
Activitatea logica ce are ca obiect dezagregarea unui produs in grupuri structurale inferioare este denumita conventional structura de dezagregare a produsului.
Structura de dezagregare a produsului este o reprezentare grafica sub forma arborescenta. Ea poate fi realizata la diferite niveluri, in functie de cerintele concrete ale proiectului.
Structura de dezagregare a produsului P este prezentata in figura 2.1.
REPER
P2
P5
P10
STOCURI (BUC)
2.2 Structura de dezagregare a lucrariilor (SDL)
Structura de dezagregare a lucrarilor (SDL) este o reprezentare structurala a tuturor activitatilor din proiect si poate fi reprezentata sub forma arborescenta, la fel ca si structura de dezagregare a produsului (SDP).
SDL permite structurarea programului de lucru pana la orice nivel de detaliere.
Nu se recomanda o detaliere exagerata datorita complicarii proiectului de programare si conducere. Problema esentiala este de a identifica toate activitatile importante. In caz contrar, activitatile neidentificate nu vor fi planificate, proiectul putand intra in deriva.
Aceasta structurare logica poate constitui baza elaborarii planurilor de sarcini si bugete necesare realizarii proiectului.
Structura de dezagregare a lucrarilor pentru reperele considerate este prezentata in figura 2.2.
Activitate administrativa
Nr. operatie
Denumire operatie
Durata
Aprobare inceput proiect
Aprobare finalizare proiect
Activitate proiect (SDL)
|
|
|
Activitati P2 |
|
Activitati P5 |
|
Activitati P10 |
|
Activitati administrativ |
Fig 2.2. Structura de dezagregare a lucrariilor (SDL) 2.3 Calculul necesarului brut (NB) Necesarul brut de componente, determinat in functie de produsul care se livreaza P si de numarul de componente (an 212c28c samble, subansamble, piese) utilizate pentru formarea unei bucati de produs poate fi observata in cadrul programului de productie director. Necesarul brut pentru produsul P este urmatorul: q TRIMESTRUL I: 300 buc q TRIMESTRUL II: 400 buc q TRIMESTRUL III: 600 buc q TRIMESTRUL IV: 830 buc 2.4 Calculul necesarului net (NN) Necesarul net se determina cu ajutorul necesarului brut si al stocurilor. El poate fi calculat cu urmatoarea relatie (PPD) si observat in planul de productie director (PPD) (2.4.1). NN=NB-S (2.4.1) unde: NN= necesarul net de componente; NB= necesarul brut de componente; S= nivelul de stocuri. Numarul de repere livrate, se calculeaza cu formula de mai jos (2.4.2):
2.5 Elaborarea planului de productie director (PPD) Obiectivul planului de productie director este sa planifice cerinta de materiale si de capacitate. Aceasta este functia vitala deoarece fiecare companie trebuie sa dispuna de resurse umane, de echipamente si de materiale, precum si de capital. Pentru a gasi cea mai eficienta cale de realizare a obiectivelor, adica, minimizarea costurilor de productie, respectarea termenelor de livrare, PPD trebuie sa permita determinarea necesarului de componente, sarcinile ce revin fiecarui post de lucru in vederea realizarii necesarului de componente. Programul de productie director este prezentat in plansa 1-anexe. 2.6 Determinarea tipului productiei Pentru determinarea tipului de productie la nivel de obiect-operatie se foloseste metoda indicilor de constanta. Aceasta metoda ia in considerare gradul de omogenitate si continuitate in timp a lucrarilor ce se executa la locul de munca. q Fondul nominal de timp unde: z=numarul de zile lucratoare; h=numarul de ore lucratoare pe zi; ks=numarul de schimburi. P2-serie mare q succesiva:- cu ritm liber, pentru productia de serie mica; - cu ritm corelat, pentru productia de serie mijlocie; q mixta pentru productia de serie mijlocie. In tabelul 2.7.1 se prezinta forma de organizare a productiei pentru fiecare reper al produsului. Tabelul 2.7.1.
2.8 Aprovizionarea cu semifabricate In practica curenta, raporturile comerciale ale intreprinderii cu furnizorii sai se bazeaza pe tarifele regresive. Aceasta inseamna ca furnizorii pot acorda reduceri de pret, de la un nivel anumit al cantitatilor comandate. In felul acesta, pretul unitar al produselor devine o variabila ce depinde de marimea comenzii. Tinand cont de acest aspect, in cazul tarifelor regresive trebuie sa se ia in considerare costul total de aprovizionare, avand urmatoarea relatie (2.8.1): unde: CTA= costul total de aprovizionare; Dg= necesarul anual; p = pretul; c = costul de lansare; = rata costului de posesie. Se determina cantitatiile economice cu urmatoarea formula (2.8.2): Tarifele de regresie pot rezulta din doua modalitati de reducere a pretului: Puncte |
A |
B |
C |
D |
E |
F |
G |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
q |
|
|
|
|
|
|
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
CTA |
|
|
|
|
|
|
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Reprezentarea grafica CTA=f(q) este redata in fig.2.3.

Fig 2.3
Deoarece in punctul G unde apare costul total de aprovizionare minim, nu
este respectata conditia q> S2, se va lua o valuare a lui q astfel
incat sa se respecte conditia:![]()
qopt=4200 buc 
Reperul P5



Puncte
A
B
C
D
E
F
G
q
CTA
Reprezentarea grafica CTA=f(q) este redata in fig.2.4.
Puncte
A
B
C
D
E
F
G
q
CTA
Reprezentarea grafica CTA=f(q) este redata in fig.2.5.
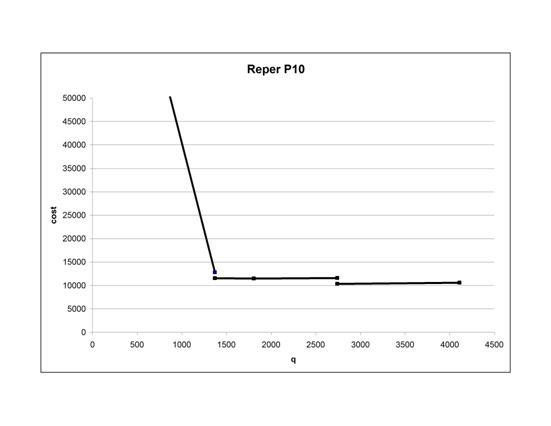
Fig. 2.5
Deoarece in punctul F unde apare costul total de aprovizionare minim, nu
este respectata conditia q> S2, se va lua o valuare a lui q astfel
incat sa se respecte conditia:![]()
qopt=4110 buc
![]()
3. VARIANTA I-A: PROGRAMAREA SI CONDUCEREA PRODUCTIEI IN CONDITII DE RESURSE NELIMITATE SI FARA DATE IMPUSE
3.1 Ipoteze de baza
Resursele destinate fabricarii reperelor sunt nelimitate astfel incat fiecare operatie se va realiza cu un numar necesar de masini distincte.
Se considera ca lansarea in fabricatie a loturiilor de repere se va realiza la aceleasi date pentru toate reperele.
Nu exista date impuse privind realizarea operatiilor de fabricatie.
3.2 Stabilirea resurselor de productie
Numarul de masini-unelte pentru fiecare operatie se determina cu relatia (3.2.1):
Rg=ritmul mediu de fabricatie;
Tuk= timpul unitar pe operatie;
Se vor adopta urmatoarele valori:
Nr. op
Rg
Tuk
mk
mak
|
Nr. op |
Rg |
Tuk |
mk |
mak |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
P9
|
Nr. Op |
Rg |
Tuk |
mk |
mak |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
3.3 Determinarea lotului de fabricatie optim si a lotului de fabricatie economic
Lotul de fabricatie economic reprezinta cantitatea de piese identice lansate in fabricatie, simultan sau succesiv, care consuma un singur timp de pregatire-incheiere.
3.3.1 Lotul de fabricatie optim
Lotul de fabricatie optim reprezinta cantitatea de piese, lansata in fabricatie, care minimizeaza functia costului de productie CT (N). Se determina cu relatia urmatoare (3.3.1.1):
 [buc/lot] (3.3.1.1)
[buc/lot] (3.3.1.1)
unde: Ng= productia anuala, in buc/an;
L = costuri fixe, in RON/lot;
Cm= costul semifabricatului, in RON/buc ;
Cm=![]()
C1= costuri curente, in RON/buc;
Z = coeficient al formei de organizare;
E = coeficient ce cuantifica costul (pierderea) suportat de
intreprindere la un leu-ciclu imobilizat, se adopta E=0,25.
In functie de forma de organizare adoptata (mixta), se introduc valorile corespunzatoare pentru Z, respectiv ( 3.3.1.2):
![]() (3.3.1.2)
(3.3.1.2)
Pentru ![]() , se considera doar diferentele pozitive
si de asemenea se adauga ultima operatie fictiva, de durata 0.
, se considera doar diferentele pozitive
si de asemenea se adauga ultima operatie fictiva, de durata 0.
Valorile lui Zm pentru cele trei repere sunt prezentate in tabelul (3.3.1.1.).
Tabelul 3.3.1.1.
|
Reper |
P2 |
P5 |
P10 |
|
Zm |
|
|
|
C1-costuri curente. Se mai numesc si independente de lotul de fabricatie. Ele se repeta la fabricarea fiecarei piese din lot.
Relatia de calcul a acestor costuri este urmatoarea (3.3.1.3):
![]() [RON/buc]
[RON/buc]
unde: Cm= costul obiectului muncii pana la intrarea lotului in stadiul de
productie analizat;
Cm=masa reper x pret pe Kg, valorile corespunzatoare reperelor sunt prezentate in tabelul (3.3.1.2).
Tabelul 3.3.1.2.
|
Reper |
P2 |
P5 |
P10 |
|
Cm[RON/buc] |
|
|
|
Cr-costul implicat de retributia personalului direct productiv, putand fi exprimat cu relatia (3.3.1.4):
![]() [RON/buc] (3.3.1.4)
[RON/buc] (3.3.1.4)
unde: Tuk= timpul unitar pe operatie;
Sk = retributia orara a personalului direct productiv, ce participa la
executarea fiecarei operatii k, se adopta Sk=4.5 [RON/ora].
Valorile lui Cr sunt prezentate in tabelul (3.3.1.3).
Tabelul 3.3.1.3.
|
Reper |
P2 |
P5 |
P10 |
|
Cr[RON/buc] |
|
|
|
Cif- costurile de intretinere si functionare a capacitatii de productie, pe durata lucrului efectiv, se calculeaza cu relatia (3.3.1.5):
![]() [RON/buc] (3.3.1.5)
[RON/buc] (3.3.1.5)
unde: ak= cota orara a costurilor de intretinere si functionare a capacitatilor
de productie, se adopta ak= 3,5 [RON/ora].
Valorile lui Cif sunt prezentate in tabelul (3.3.1.4).
Tabelul 3.3.1.4.
|
Reper |
P2 |
P5 |
P10 |
|
Cif[RON/buc] |
|
|
|
Cind- cosurile indirecte, ale sectiei de productie si se exprima cu relatia (3.3.1.6):
![]() [RON/buc] (3.3.1.6)
[RON/buc] (3.3.1.6)
unde: Rf = regia sectiei in care se executa prelucrarea lotului de piese identice,
Rf =150 %.
Valorile lui Cind sunt prezentate in tabelul (3.3.1.5).
Tabelul 3.3.1.5.
|
Reper |
P2 |
P5 |
P10 |
|
Cind[RON/buc] |
|
|
|
Astfel costurile curente C1 sunt prezentate in tabelul (3.3.1.6).
Tabelul 3.3.1.6.
|
Reper |
P2 |
P5 |
P10 |
|
C1[RON/buc] |
|
|
|
Costuri fixe. La nivelul lotului de fabricatie, aceasta categorie de costuri cuprinde doua componente A si B.
Componenta A reprezinta costurile de pregatire-incheiere a fabricatiei si pentru activitati administrative de lansare a lotului.
Componenta B reprezinta costurile de intretinere si functionare a capacitatilor de productie pe durata pregatirii-incheierii fabriactiei.
Aceste costuri se calculeaza cu relatiile urmatoare (3.3.1.7) si (3.3.1.8):
![]() [RON/buc] (3.3.1.7)
[RON/buc] (3.3.1.7)
![]() [RON/buc] (3.3.1.8)
[RON/buc] (3.3.1.8)
unde: p= coeficient care tine seama de cota parte a costurilor implicate in
pregatirea administrativa a lotului, p=0,15;
Tpik= timpul de pregatire-incheiere pentru fiecare operatie, in min/lot;
Srk = retributia medie orara a muncitorilor reglori, Srk=5 [RON/ora];
ak = cota orara a costurilor de intretinere si functionare a capacitatii de
productie, ak=3,5 [RON/ora];
mak = numarul de masini folosite la operatia k, mak=1.
Valorile acestor costuri sunt prezentate in tabelul (3.3.1.7).
Tabelul 3.3.1.7.
|
Reper |
A |
B |
L=A+B |
|
P2 |
|
|
|
|
P5 |
|
|
|
|
P10 |
|
|
|
3.3.2 Lotul de fabricatie economic
Lotul economic de fabricatie trebuie rotunjit, in plus sau in minus, la o valoare intreaga, apropiata de cea rezultata din calcul, care sa permita lansarea unui numar intreg de loturi in perioada considerata.
Aceasta noua valoare, notata cu Ne, reprezinta lotul economic (3.3.2.1):
![]()
3.4 Stabilirea lotului de transport optim si a lotului de transport economic
3.4.1 Lot de transport optim
Lotul de transport optim (Nt0) poate varia in limitele 1≤![]() ≤Ne. Valoarea
optima a lotului de transport se calculeaza cu relatia (3.4.1.1):
≤Ne. Valoarea
optima a lotului de transport se calculeaza cu relatia (3.4.1.1):
 (3.4.1.1)
(3.4.1.1)
unde: Ct= costul mediu al unui transport pe intreg fluxul tehnologic,
Ct=4.5 RON/lot trans.
Valoarea lotului de transport, obtinut cu ajutorul relatiei de mai sus, trebuie corectata astfel incat sa se obtina un submultiplu intreg al lotului economic, Ne.



3.4.2 Lot de transport economic
Lotul de transport economic se calculeaza cu relatia (3.4.2.1):
(tabelul 3.7.1)
Tabelul 3.7.1.
|
|
min |
ore |
|
D1,2 |
|
|
|
D2,3 |
|
|
|
D3,4 |
|
|
|
D4,5 |
|
|
|
D5,6 |
|
|
|
D6,7 |
|
|
|
D7,8 |
|
|
|
D8,9 |
|
|
|
D9,10 |
|
|
|
D10,11 |
|
|
|
D11,12 |
|
|
|
D12,13 |
|
|
VERIFICARE:
Trebuie sa fie indeplinita urmatoarea egalitate:
![]() ,
in care:
,
in care:
Tabelul 3.7.2.
|
Tcm [ore] |
|
|
|
|
Reperul P6 (tabelul 3.7.3)
Tabelul 3.7.3.
|
|
min |
ore |
|
D1,2 |
|
|
|
D2,3 |
|
|
|
D3,4 |
|
|
|
D4,5 |
|
|
|
D5,6 |
|
|
|
D6,7 |
|
|
VERIFICARE
Trebuie sa fie indeplinita urmatoarea egalitate:
![]() ,
in care:
,
in care:
Tabelul 3.7.4.
|
Tcm [ore] |
|
|
|
|
Reperul P9 (tabelul 3.7.5)
Tabelul 3.7.5.
|
|
min |
ore |
|
D1,2 |
|
|
|
D2,3 |
|
|
|
D3,4 |
|
|
|
D4,5 |
|
|
|
D5,6 |
|
|
|
D6,7 |
|
|
VERIFICARE
Trebuie sa fie indeplinita urmatoarea egalitate:
![]() ,
in care:
,
in care:
Tabelul 3.7.6.
|
Tcm [ore] |
|
|
|
|
3.8 Elaborarea tabelelor de sarcina cumulata si a graficelor de sarcina
cumulata
Tabelul de sarcina cumulata evidentiaza, pe fiecare interval, atat sarcina curenta cat si sarcina cumulata a fiecarei resurse.
Reperul P3 (tabelul 3.8.1)
DATE IMPUSE
4.1 Ipoteze de baza
Managementul operational al productiei celor trei reper se va realiza pentru situatia in care:
Tabelul 4.2.1.
|
Reper |
Nr. operatie |
Denumire operatie |
Cod operatie |
Resursa |
Cod resursa |
Inten. |
Tei [ore] |
Val.maj. Tei [ore] |
|
P2 |
|
Strunjire-gaurire |
S21 |
SN 320 |
R1 |
|
|
|
|
|
Strunjire-filetare |
S22 |
SN 320 |
R1 |
|
|
||
|
|
Inspectie |
I23 |
Banc control |
R2 |
|
|
||
|
|
Strunjire |
S24 |
SN 320 |
R1 |
|
|
||
|
|
Frezare I |
F25 |
FU32X132 |
R3 |
|
|
||
|
|
Debavurare |
D26 |
Banc debavurare |
R4 |
|
|
||
|
|
Frezare II |
F27 |
FU32X132 |
R3 |
|
|
||
|
|
Debavurare |
D28 |
Banc debavurare |
R4 |
|
|
||
|
|
Strunjire-filetare |
S29 |
SN 320 |
R1 |
|
|
||
|
|
Spalare |
SP210 |
Inst. Spalare |
R5 |
|
|
||
|
|
Tratament |
T211 |
Inst.zincare |
R6 |
|
|
||
|
|
Inspectie finala |
I212 |
Banc control |
R2 |
|
|
||
|
|
Conservare-depozitare |
CD213 |
Banc depozitare |
R7 |
|
|
||
|
P5 |
|
Strunjire |
S51 |
SN 320 |
R1 |
|
|
|
|
|
Inspectie |
I52 |
Banc control |
R2 |
|
|
||
|
|
Gaurire |
G53 |
G40 |
R8 |
|
|
||
|
|
Gaurire |
G54 |
G40 |
R8 |
|
|
||
|
|
Spalare |
S55 |
Inst. Spalare |
R5 |
|
|
||
|
|
Inspectie |
I56 |
Banc control |
R2 |
|
|
||
|
|
Conservare-depozitare |
CD57 |
Banc depozitare |
R7 |
|
|
||
|
P10 |
|
Frezare |
F101 |
SN 320 |
R3 |
|
|
|
|
|
Debavurare |
D102 |
SN 320 |
R4 |
|
|
||
|
|
Inspectie |
I103 |
Banc control |
R2 |
|
|
||
|
|
Strunjire |
S104 |
SN 320 |
R1 |
|
|
||
|
|
Spalare |
S105 |
Banc control |
R5 |
|
|
||
|
|
Inspectie |
I106 |
G 16 |
R2 |
|
|
||
|
|
Conservare-depozitare |
CD107 |
Banc control |
R7 |
|
|
Se fac urmatoarele precizari, care vor reprezenta datele impuse ale proiectului:
![]() (4.3.1)
(4.3.1)
unde: Tirm= durata a indisponibilitatii resursei in cadrul fecarui ciclu de productie.
Tirm=18h.
nL = numarul de lansari;
mak=1;
Fn= fondul nominal de timp, Fn= 1.960ore.
Valorile lui mu sunt prezentate in tabelul (4.3.1).
Tabelul 4.3.1.
|
Resursa |
Cod |
mu |
|
R1 |
S |
|
|
R2 |
I |
|
|
R3 |
F |
|
|
R4 |
D |
|
|
R5 |
SP |
|
|
R6 |
T |
|
|
R7 |
CD |
|
|
R8 |
G |
|
Se stabileste mau prin intermediul urmatoarei formule (4.3.2), iar valorile sunt prezentate in tabelul (4.3.2).
mau= max ( max (mak), [mu]*) (4.3.2)
Tabelul 4.3.2.
|
Resursa |
Cod |
mu |
mau |
|
R1 |
S |
|
|
|
R2 |
I |
|
|
|
R3 |
F |
|
|
|
R4 |
D |
|
|
|
R5 |
SP |
|
|
|
R6 |
T |
|
|
|
R7 |
CD |
|
|
|
R8 |
G |
|
|
4.3 Structura organizatorica a atelierului de productie
Primul obiectiv al structurii de dezagregare a organizatiei este acela de a
preciza cine face si ce anume face.
In cadrul structurii de dezagregare a organizatiei, accentul se pune pe identificarea responsabilitatiilor ce decurg din structura de dezagregare a lucrarilor (fig. 4.3.1).
![]()
|
|
![]()
![]()
![]() R2
R2
|
|
![]()
![]()
![]()
![]()
![]()
![]()
R31
![]()
Fig. 4.3.1 Structura organizatorica a atelierului de productie
4.4 Elaborarea retelei logice a proiectului
Legatura este o relatie intre doua evenimente: inceputul sau sfarsitul predecesorului si inceputul sau sfarsitul succesorului. Semnificatia generala a legaturii este urmatoarea: evenimentul succesor poate avea loc in acelasi timp cu evenimentul predecesor sau mai tarziu.
Legatura poate fi caracterizata prin valoarea duratei sale; durata indica timpul minim care separa evenimentul succesiv de evenimentul predecesor. Identificarea duratelor legaturii presupune determinarea timpului dintre inceputul activitatii succesoare si sfarsitul activitatii predecesoare.
Legaturile din reteua logica a proiectului sunt de tip sfarsit-inceput, iar valoarea negativa a legaturii semnifica faptul ca activitatea succesoare poate incepe inainte de sfarsitul activitatii predecesoare cu acea valoare.
Valorile legaturilor pentru reperele cu organizare mixta se calculeaza cu relatia
![]() [ore] (4.4.1)
[ore] (4.4.1)
unde:
![]()
![]()
si sunt prezentate in tabelul (4.4.1).
Tabelul 4.4.1.
|
Nr. ord. |
Reper |
Legaturi |
Durata legaturii [ore] |
|
|
|
P2 |
L1,2 |
|
|
|
|
L2,3 |
|
||
|
|
L3,4 |
|
||
|
|
L4,5 |
|
||
|
|
L5,6 |
|
||
|
|
L6,7 |
|
||
|
|
L7,8 |
|
||
|
|
L8,9 |
|
||
|
|
L9,10 |
|
||
|
|
L10,11 |
|
||
|
|
L11,12 |
|
||
|
|
L12,13 |
|
||
|
|
P5 |
L1,2 |
|
|
|
|
L2,3 |
|
||
|
|
L3,4 |
|
||
|
|
L4,5 |
|
||
|
|
L5,6 |
|
||
|
|
L6,7 |
|
||
|
|
L7,8 |
|
||
|
|
P10 |
L1,2 |
|
|
|
|
L2,3 |
|
||
|
|
L3,4 |
|
||
|
|
L4,5 |
|
||
|
|
L5,6 |
|
||
|
|
L6,7 |
|
||
|
|
L7,8 |
|
||
Reprezentarea grafica a retelei logice este realizata in plansa 3 - anexe.
4.5 Managementul proiectului in functie de timp
4.5.1 Calculul datelor "cel mai devreme" (CMD)
In calculul datelor CMD timpul se scurge in sens natural. In consecinta, succesiunea starilor fiecarei activitati este urmatoarea: activitatea nu este inceputa; inceputul activitatii; activitatea este in curs de desfasurare; sfarsitul activitatii; activitatea este terminata.
Pentru efectuarea calculului CMD, activitatile din retea trebuie plasate pe o scara de timp care are ca origine momentul t0 si se deruleaza spre viitor.
Reprezentarea grafica a CMD cu date impuse este realizata in plansa 4 - anexe.
4.5.2 Calculul datelor "cel mai tarziu" (CMT)
In calculul datelor CMT, timpul se scurge in sens invers celui natural. In consecinta succesiunea de stari a fiecarei activitati este urmatoarea: activitatea este terminata; sfarsitul activitatii; activitatea este in curs de desfasurare; activitatea nu este inca inceputa.
Activitatile din retea trebuie plasate pe o scara de timp cu originea in tf si care se deruleaza spre trecut.
Reprezentarea grafica a CMT cu date impuse este realizata in plansa 5 - anexe.
4.5.3 Calculul marjelor
"Durata CMD egala cu durata CMT" este o regula generala in afara de cazul cand proiectul contine date impuse. Calculul marjelor se bazeaza pe punerea in corespondenta a scarilor CMD si CMT.
In mod obisnuit se considera numai corespondenta intre punctul de plecare al datelor CMT(tf ) si punctul de sosire al datelor CMD (t0+126 ore). Aceasta este numai o conventie, dar foarte mult aplicata in practica.
Corespondenta intre puctul de plecare al datelor CMT (tf ) si punctul de sosire al datelor CMD (t0+126 ore) se mai numeste suprapunerea scarilor CMD si CMT.
Aceasta suprapunere permite compararea rapida a datelor CMD cu datele CMT, precum si calculul marjelor.
Prin definitie, marja unei activitati este diferenta dintre data sa de la inceputul CMT si data sa de la inceputul CMD.
Calculul marjelor, tinand cont de datele impuse, este prezentat in tabelul (4.5.3).
Tabelul 4.5.3.
|
Activitate |
Date CMD [ore] |
Date CMT [ore] |
Marje [ore] |
|
S21 |
t0+0 |
tf-125= t0+0 |
|
|
S22 |
t0+9 |
tf-116= t0+9 |
|
|
I23 |
t0+34 |
tf-91= t0+34 |
|
|
S24 |
t0+38 |
tf-87= t0+38 |
|
|
F25 |
t0+43 |
tf-82= t0+43 |
|
|
D26 |
t0+67 |
tf-58= t0+67 |
|
|
F27 |
t0+71 |
tf-54= t0+71 |
|
|
D28 |
t0+75 |
tf-50= t0+75 |
|
|
S29 |
t0+79 |
tf-46= t0+79 |
|
|
SP210 |
t0+87 |
tf-38= t0+87 |
|
|
T211 |
t0+90 |
tf-35= t0+90 |
|
|
I212 |
t0+109 |
tf-16= t0+109 |
|
|
CD213 |
t0+117 |
tf-8= t0+117 |
|
|
S51 |
t0+0 |
tf-110= t0+15 |
|
|
I52 |
t0+15 |
tf-95= t0+30 |
|
|
G53 |
t0+19 |
tf-91= t0+34 |
|
|
G54 |
t0+31 |
tf-79= t0+46 |
|
|
S55 |
t0+39 |
tf-14= t0+111 |
|
|
I56 |
t0+42 |
tf-11= t0+114 |
|
|
CD57 |
t0+48 |
tf-5= t0+120 |
|
|
F101 |
t0+0 |
tf-110= t0+15 |
|
|
D102 |
t0+33 |
tf-77= t0+48 |
|
|
I103 |
t0+43 |
tf-67= t0+58 |
|
|
S104 |
t0+51 |
tf-59= t0+66 |
|
|
S105 |
t0+80 |
tf-30= t0+95 |
|
|
I106 |
t0+88 |
tf-22= t0+103 |
|
|
CD107 |
t0+103 |
tf-7= t0+118 |
|
Drumul critic se obtine din scara CMD, retinand numai activitatile cu marja nula.
Drumul critic nu este chiar un drum, in sensul obisnuit al cuvantului, adica o succesiune de activitati inlantuite strict sub forma sfarsit - inceput.
In mod obisnuit, o activitate critica (care face parte din drumul critic) este interpretata ca avand urmatoarea proprietate: daca ea se prelungeste cu o anumita durata, intregul proiect se va prelungi cu durata respectiva.
Drumul critic este prezentat in plansa 5- anexe.
4.6 Managementul proiectului in functie de resurse
4.6.1 Definirea calendarelor resurselor implicate in proiect
In cadrul programarii si conducerii proiectelor termenul "resursa" desemneaza un mijloc necesar derularii si indeplinirii unei activitati.
Orice resursa se prezinta simbolic sub forma unui calendar. Termenul "calendar" capata aici un sens particular: descrierea esalonata in timp a numarului de unitati de lucru pe care resursa il poate consacra activitatilor din proiect.
Partea din calendarul resursei disponibilizata pentru scopul mentionat este denumita conventional sarcina.
Sarcinile se masoara in unitati de munca (ore-persoana, zile-persoana, saptamani-persoana, etc.). Aceeasi resursa poate fi alocata mai multor activitati, ale aceluiasi proiect sau ale unor proiecte diferite. Totodata, mai multe resurse pot fi alocate uneia si aceleiasi activitati.
Alocarea unei resurse pentru o anumita activitate capata diferite interpretari, in functie de intensitatea participarii la activitatea respectiva.
Termenul "intensitate" desemneaza procentul din calendarul resursei alocat unei activitati.
In modelul de programare si conducere PERT-sarcini, activitatile sunt exprimate prin durate si intensitati ale resurselor.
Calendarul de lucru este prezentat in fig. 4.6.1.1.
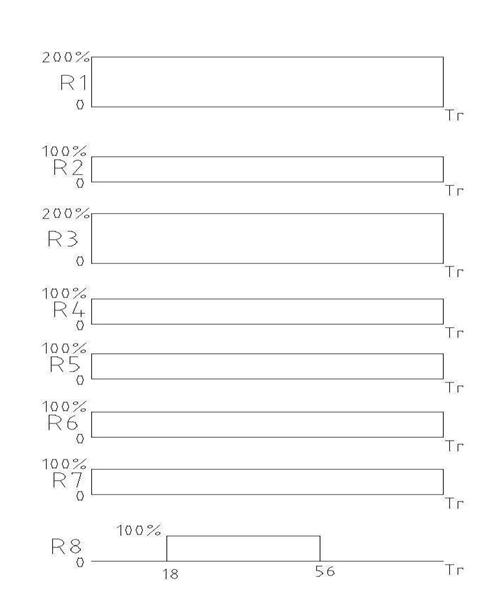
Fig. 4.6.1.1.
4.6.2 Elaborarea planurilor de sarcini ale resurselor
Stabilirea planurilor de sarcini ale resurselor consta in proiectarea duratelor activitatilor pe calendarul resurselor componente tinand cont de intensitatea fiecareia dintre acestea.
Rezultatul acestei etape este un ansamblu de planuri de sarcini. Un plan de sarcini este un calendar-resursa pe care sunt incarcate activitatile.
Planurile de sarcini cumulate sunt reprezentari ale cumulului de sarcini prevazute pentru o resursa incepand cu debutul proiectului.
Se poate trage concluzia ca analiza proiectului prin resurse pune in evidenta atat supraincarcarile, cat si subincarcarile resurselor. Aceasta permite efectuarea unor evaluari obiective asupra derularii proiectului.
In general, existenta supraincarcarilor creeaza dificultati in realizarea proiectului. Atunci cand potentialul de resurse disponibil este limitat, supraincarcarile trebuie eliminate.
In plansele 6 si 7 sunt prezentate programele de ordonantare obtinute prin programarea si conducerea prin resurse CMD si CMT.
4.6.3 Lisajul
Lisajul planurilor de sarcini este acea operatie care are ca scop diminuarea supraincarcarilor resurselor. Atingerea acestui scop se face prin decalarea activitatilor spre viitor.
Decalajul trebuie sa fie cat mai mic posibil pentru a nu prelungi prea mult durata de realizare a proiectului.
De obicei, la aparitia unei supraincarcari, intr-o anumita perioada de timp, doua sau mai multe activitati se desfasoara in paralel.
Problema de baza care se pune este aceea de a decide care dintre aceste activitati trebuie decalata pentru a realiza lisajul.
Decalarea unei anumite activitati poate antrena si decalarea succesorilor sai. Astfel este posibil sa apara alte supraincarcari.
Faptul ca se rezolva o supraincarcare locala nu constituie o garantie a optimizarii programului si conducerii proiectului. Chiar daca nu exista garantia unei rezolvari
optime, regula de baza a lisajului consta in decalarea, cu prioritate, a activitatilor cu marja cea mai mare.
In plansele 8 si 9 sunt prezentate lisajele in conditiile CMD si CMT impuse.
Managementul proiectului prin ordonantarea resurselor
Ordonantarea este de doua tipuri:
Din tabelul (4.8.1) rezulta ca, scenariul cu cea mai mica durata pentru ciclul de productie este lisajul CMD, pentru care Tc=156 [ore].
Tabelul 4.8.1.
|
Scenariul |
Durata |
Respectare a datei impuse |
|
Managementul proiectului in functie de resurse CMD |
|
Da |
|
Managementul proiectului in functie de resurse CMT |
|
Da |
|
Managementul proiectului prin ordonantarea resurselor in functie de marja curenta CMD |
|
Nu |
|
Managementul proiectului prin ordonantarea resurselor in functie de ordinea de declarare a activitatilor CMD |
|
Da |
|
Managementul proiectului prin ordonantarea resurselor in functie de marja curenta CMT |
|
Da |
|
Managementul proiectului prin ordonantarea resurselor in functie de ordinea de declarare a activitatilor CMT |
|
Da |
4.9. Corelarea programelor de lucru cu PPD
Corelarea programelor de lucru cu PPD presupune determinarea stocurilor
asociate fiecarui reper, pentru fiecare trimestru.
Stocurile se determina cu urmatoarele relatii (4.9.1) si (4.9.2):
![]() daca
daca ![]() (4.9.1)
(4.9.1)
 daca
daca ![]() (4.9.2)
(4.9.2)
Pentru fiecare
reper se va calcula ![]() cu relatia (3.9.3):
cu relatia (3.9.3):
P5
R1
R2
R8
R8
R5
R2
R7
P10
R3
R4
R2
R1
R5
R2
R7
6. CONCLUZII FINALE
Se observa ca varianta I prezinta o durata a ciclului de productie mai mare decat cea de la varianta a-II-a
Gradul de utilizare a resurselor este mai mare la varianta a-II-a, in comparatie cu cel de la varianta I
Sarcina de productie raportata la unitatea conventionala este mai mare la varianta a-II-a
Costul de productie este mai mare in cazul primei variantei
Se alege ca varianta optima de proiectare varianta a-II-a
BIBLIOGRAFIE
1. NEAGU, C., NITU, E., CATANA, M., Managementul operational al proiectelor, Ed. Didactica si Pedagogica, Bucuresti, 2005
ANEXE
|

 [buc] (2.8.2)
[buc] (2.8.2)