ETAPA NR. 1 : CUTIT DE STRUNG
TEMA PROIECTULUI:
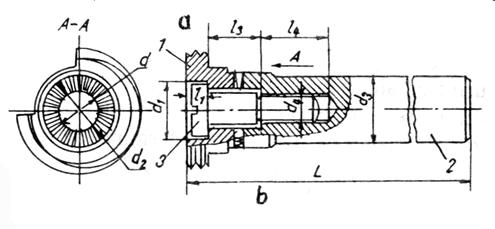
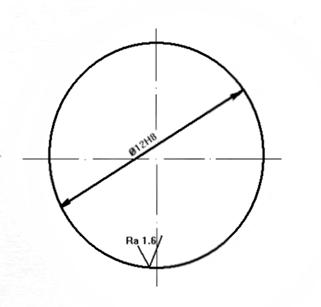
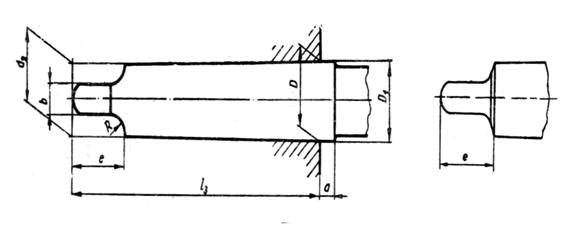
Sa se proiecteze un cutit de strung, armat cu CMS, prin fixare mecanica neascutibila pentru prelucrarea piesei din figura de mai jos:
l = 100 mm
l1 = 80 mm
do = 50 mm
d1 = 35 mm
Material 40Cr10
1.1 Stabilirea schemei de ascutire si atipului de scula.
Tipul de scula: cutit pentru interior, cutit pentru alezaje fara fund
Alegere materialului si stabilirea tratamentului termic.
Materialul aschiat: 40Cr10 otel aliat pentru imbunatatire
Compozitia chimica, forme de livrare si domenii de utilizare:
C=(0.36÷0.44)% P=max 0.035% ; max 0.025%
Mn=(0.50÷0.80)% S=max 0.035% , 0.04%
Si=(0.17÷0.37)% Cr=(0.8÷1.1)%
Elemente reziduale max: 0.3% Ni; max 0.3% Cu; max 0.02% Ti
Forme de livrare:
- profile plate laminate la cald; produse plate laminate la cald; semifabricate pentru forjare; sarme laminate si trase
Domenii de utilizare:
- Organe de masini si piese tratate termic cu adancimea de calire garantata conform curbei de calibilitate a marcii ca:
- arbori netezi
- cu caneluri
- arbori cotiti
- bandaje
Temperaturi critice si tratamente termice recomandate la 35MnSi12
Temperature critice: Ac1=740°C
Ac3=800°C
Ms=325°C
Tratamente termice recomandate:
T=(680÷720)°C
Recoacere de inmuiere raciere = cuptor
T=(840÷870)°C
Normalizare racire = aer
![]() T=(820÷850)°C
T=(820÷850)°C
![]() Calire martensitica volumica racire = apa
Calire martensitica volumica racire = apa
Revenire inalta racire = apa, ulei
Caracteristici fizice ale otelului 40Cr10
|
Masa specifica ρ,kg/m3 |
Conductibilitate termica λ, W/m°C, la temperatura T |
Caldura specifica Cp, J/Kg °C, la temperatura T |
||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Caracteristici mecanice ale otelului 40Cr10
|
Tratament termica |
Grosimea sau diam. |
Rm in N/mm2 |
Rp0.2 in N/mm2 (val min) |
A5 in % (val min) |
KCU300/2 in J/cm2(val min) |
|
Calire martensitica volumica + revenire inalta |
Max 18 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
σr=790 N/mm2
HB= 217 daN/mm2
Materialul pentru parte a de fixare a corpului sculei:
Se recomanda otel carbon de calitate STAS 745-66, STAS 880-66
Otelul ales pentru partea de fixare a corpului sculei : OLC 45
Compozitie chimica
C=(0.42÷0.50)% Pmax=0.040%
Mn=(0.50÷0.80)% Smax=0.010%
Si=(0.17÷0.37)% Nimax=0.30%
Crmax=0.30% Asmax=0.05% Crmax=0.30%
Caracteristici mecanice pentru OLC 45 imbunatatit
rezistenta la tractiune σr = 66 kgf/mm2 τc = 0.58·σc
limita de curgere σ0.2 = 40 kgf/mm2 τrf = 0.8·σr
alungirea la rupere δr = 17%
gatuirea la rupere z = 35 % stare lamelara 229
duritate Brinell max HB
stare recoapta 197
Tratament termic de imbunatatire:
a) calire pana la (840÷870)°C, calire in apa si ulei cu un timp de calire de 1 1.5 min/grosime
b) revenire , incalzire (350÷660÷680)°C
Pentru lacasul placutei se realizeaza o calire superficiala
Materialul pentru partea aschietoare a sculei
Materiale metalo ceramice CMS
Grupa principala: P
Grupa utilizare: P01
Materialul prelucrat: otel turnat sau deformat plastic
Domenii de utilizare : finisare si finisare fina
Procedee de prelucrare si conditiile procesului:
strunjire interioara sau exterioara
viteze de aschiere foarte mari, avansuri mici
utilizarea conditionata de o structura buna a materialului, fara incluziuni de zgura si retusuri fara intreruperi
in sist. tehnologice fara vibratii se poate obtine o precizie dimensionala foarte inalta si o netezime a suprafetei foarte fine
Compozitia si proprietatile carburilor metalice sinterizate P01
Compozitie chimica
Rezistenta la incovoiere σi = 1.5·103 Mpa
1.3. Stabilirea elementelor constructiv dimensionale a sculelor
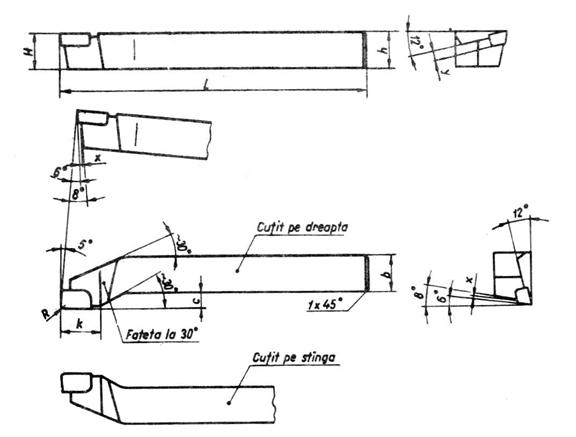
Sectiunea cozii hxb = 20x20
Stabilirea geometriei optime
- plana cu fateta scurtata, recomandata pentru prelucrarea otelurilor cu σr<80 kgf/mm2 si a otelurilor cu σr>80 kgf/mm2pe sisteme MUSDP de rigiditate medie
Lf=0.70.8mm
L=125 H=20 r=0.4
y=3.5 c= 8 x=1.1 p=18



![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]() => se verifica
=> se verifica
Calculul regimului de aschiere
Viteza de aschiere
HB=229daN/mm2
Cv1=242 yv1=0.2 t=5mm T=90min
xv1=0.18 m=0.125 s=0.3mm/rot n=1.5
Calculul coeficientilor de corectie k1 k9
r2= 34.9088 r9=30.0419 r16=27.7010
r3=34.6382 r10=29 r17=27.5905
r4=34.1962 r11=28.7395 r18=27.5228
r5=33.5963 r12=28.4870 r19=27.5
r6=32.8567 r13=28.2500
r7=32.0000 r14=28.0358
![]()
A1=34.9147 A8=30.9560 A15=27.7437
A2=34.8234 A9=29.9425 A16=27.5932
A3=34.5520 A10=28.8970 A17=27.4822
A4=34.1089 A11=28.6356 A18=27.4143
A5=33.5074 A12=28.3822 A19=27.3914
A6=32.7659 A13=28.1443
A7=31.9067 A14=27.9293
![]()
C1=0.914 C8=4.9772 C15=7.3216
C2=0.3627 C9=6.0172 C16=7.4325
C3=0.8059 C10=6.2791 C17=7.4326
C4=1.4073 C11=6.5326 C18=7.5005
C5=2.1489 C12=6.7704 C19=7.5233
C6=3.0080 C13=6.9854
C7=3.9588 C14=7.1710
![]()
Bi=B1-Ci
B1=Rcos(αy+γy)=20.2477
B2=19.8849 B8=15.2754 B14=13.0766
B3=19.4418 B9=14.2300 B15=12.9261
B4=18.8404 B10=13.9685 B16=12.8151
B5=18.0988 B11=13.7151 B17=12.7472
B6=17.2396 B12=13.4772 B18=12.7243
B7=16.2889 B13=13.2622

![]()
R1=20.7 R7=16.8479 R13=13.9431
R2=20.3453 R8=15.8701 R14=137666
R3=19.9125 R9=14.8665 R15=13.6237
R4=19.3257 R10=14.6105 R16=13.5185
R5=18.6035 R11=14.3745 R17=13.4541
R6=17.7687 R12=14.1477 R18=13.4325
t1=1.5 t8=7.1382 t15=8.0358
t2=t1+R1sin10=2.5419 t9=7.4088 t16=8.25
t3=3.5521 t10=7.5 t17=8.4870
t4=4.5 t11=7.5228 t18=8.7395
t5=5.3567 t12=7.5905 t19=9.00
t6=6.0963 t13=7.7010
t7=6.6962 t14=7.8509
2.4 Calculul regimului de aschiere
Adancimea de aschiere t=B=9 mm
Avans de
aschiere ![]()
Viteze de aschiere
![]()
Cv4=6.55 S=0.16 k5=1 k6=1.1 kT=1 k8=1
knα=0.83 kc=0.3 yv4=0.5
![]()
Turatia
teoretica ![]()
Turatia
efectiva 
Viteza
efectiva ![]()
2.5 Calculul fortelor de aschiere
Pentru scule profilate componenta principala Fz se determina cu relatiile:
![]() pentru σr>60
kgf / mm2
pentru σr>60
kgf / mm2
![]() pentru
σr<60 kgf / mm2
pentru
σr<60 kgf / mm2
σ r=39.76 kgf / mm2
Cpz=43 knα=1.03 kf=1.5
Fz=43·9·0.090.8·39.760.35·1.5·1.03=316.11 kgf
Fy~0.5Fz=158.05 kgf
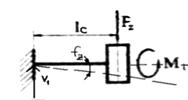
Puterea necesara procesului de aschiere
![]()
Puterea motorului
![]()
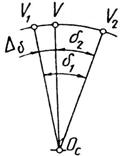
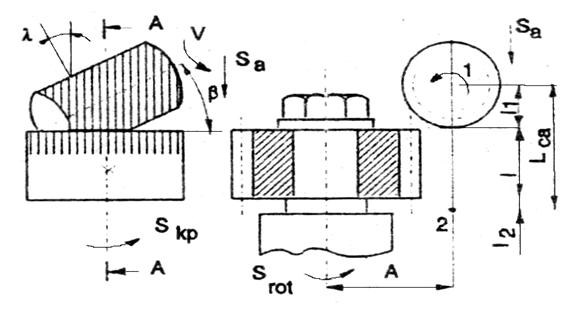
2.6 Stabilirea sistemului de fixare
Pentru micsorarea costului dispozitivului de fixare s-a adoptat varianta reglarii diferentiale.
![]()
![]()
![]()
![]() z1=z2+1 z2=39 dinti z1=40 dinti
z1=z2+1 z2=39 dinti z1=40 dinti
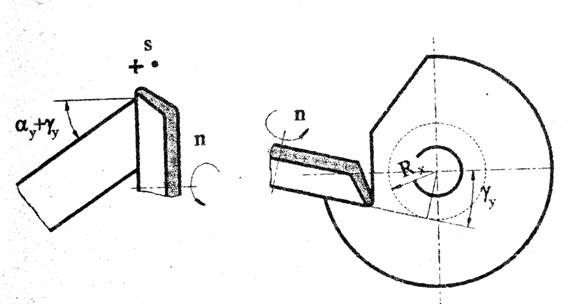
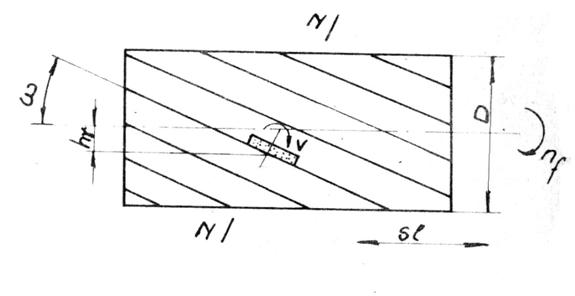
2.7 Stabilirea schemei de ascutire, reascutire si supraascutire
Cutitele profilate se ascut exclusiv pe fata de degajare. Ascutirea se realizeaza cu ajutorul corpurilor abrazive din electrocorindon in prezenta lichidelor de racire ungere.
In vederea obtinerii unei precizii ridicatem se impune ca rugozitatea suprafetelor active sa se incadreze in limitele Ra=0.4 0.63μm
![]() bmin=8mm
bmin=8mm
2.8 Calculul de rezistenta
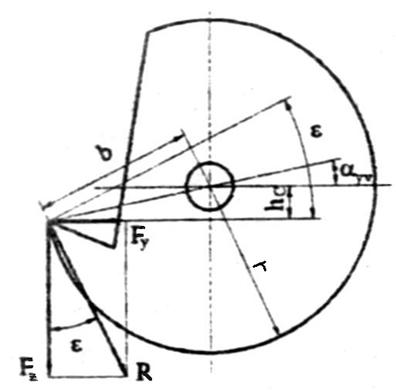
![]()
![]()
Mt=R·r·cos(ε-αyv)=75·353.41·cos(26.56-8)=23452.06 N·mm
![]()
ETAPA NR. 3 : BROSA DE COMPRESIUNE
TEMA PROIECTULUI:
Sa se proiecteze o brosa de tractiune pentru prelucrarea piesei din figura de mai jos:
3.1 Alegerea materialului
Material piesa : FC 250
Fontele cu grafit nodular se caracterizeaza prin prezenta separarilor de grafic cu compactitatea maxima posibila si se obtin prin adaugarea unor metale alcaline sau alcalino pamantoase in fonta lichida.
Compozitia chimica
cele mai importante elemente modificatoare sunt Mg, Ca si Cr
pentru cresterea numarului de grafit se introduc elemente puternic grafitizate ca: Si, Ba, Al (numita si postmodificare)
Caracteristici mecanice:
Rm=490 N/mm2 (pt. otel tras (T) cojit tras (CT) si tras slefuit (TS)
A5=9%
Rm=350÷440 N/mm2 (pentru otel tras recopt(TR) tras recopt slefuit(TRS) cojit slefuit(CS)
A5=25%
HB=170 daN/mm2
Tratament termic
Normalizare : Rm=360÷450 N/mm2
Rp0,2=225 N/mm2
A5=28%
KCU300/2=80 J/cm2
Calire + revenire joasa:
Rm=540÷830 N/mm2
Rp0,2=325 N/mm2
A5=15%
KCU300/2=80 J/cm2
Materialul pentru partea corpul sculei si partea de fixare: OLC 45
Compozitie chimica:
C=(0.42÷0.50)% Pmax=0.040%
Mn=(0.50÷0.80)% Smax=0.010%
Si=(0.17÷0.37)% Nimax=0.30%
Crmax=0.30% Asmax=0.05%
Cumax=0.30%
Caracteristici mecanice pentru OLC 45 imbunatatit
rezistenta la tractiune σr = 66 kgf/mm2 τc = 0.58·σc
limita de curgere σ0.2 = 40 kgf/mm2 τrf = 0.8·σr
alungirea la rupere δr = 17%
gatuirea la rupere z = 35 % stare lamelara 229
duritate Brinell max HB
stare recoapta 197
Tratament termic de imbunatatire:
c) calire pana la (840÷870)°C, calire in apa si ulei cu un timp de calire de 1 1.5 min/grosime
revenire , incalzire (350÷660÷680)°C
Materialul pentru partea aschietoare: Rp3
Dupa recoacere de inmuiere se aplica sculei din otel rapid o calire in trepte de min 2 reveniri inalte. Temperatura de incalzire pentru calire este cuprinsa intre 1250÷1310°C, iar temperatura de incalzire pentru revenire este cuprinsa intre 550÷580°C.
Incalzirea pentru calire se face lent pana la 650°C lent in intervalul 650÷900°C, apoi rapid in bai de saruri pana la 1310°C.
Timpul de mentinere se calculeaza ca fiind 6-8 sec pentru fiecare mm din grosimea sculei. Racirea se face in ulei sau in bai izotermice.
HB=230÷300 daN/mm2
HRC=61÷64 daN/mm2
3.2 Stabilirea schemei de aschiere
3.3 Parametrii constructivi ai brosei
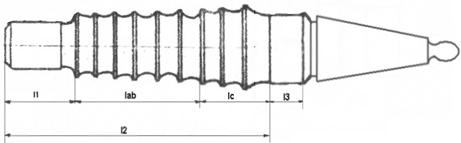
l1= partea de ghidare din fata l1=(0.7÷1) ·lp=0.8·40=32 mm
l2= partea activa l2=zd·p+ zf·p+ zc·p=213.75 mm
l3= partea de ghidare posterioara l3=(0.5÷0.7) ·lp=0.5·40=20 mm
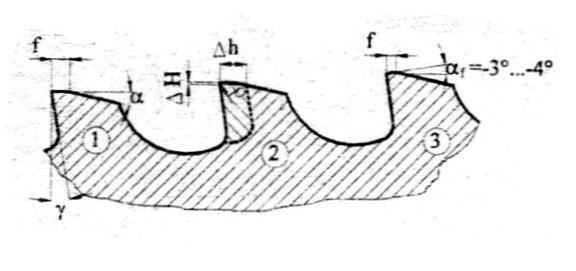
3.4 Parametrii geometrici optici ai brosei
unghiul de degajare γ=8° (degrosare) γ=5° (finisare)
unghiul de asezare α=4° (degrosare) α=1° (finisare)
forma fetei de asezare este plana cu fateta nula
3.5 Calculul geometric al broselor
Adaosul total de prelucrare
![]()
![]()
Adaosul ce trebuie prelucrat de dintii de finisare Af
![]()
Adaosul ce trebuie prelucrat de dintii de degrosare Ad
![]()
Numarul dintilor necesari pentru a prelucra adaosul de prelucrare
![]() - pentru
dintii de degrosare
- pentru
dintii de degrosare
![]() - pentru
dintii de finisare
- pentru
dintii de finisare
ad=0.03 mm
af= 0.01 mm
![]() dinti
dinti
![]() dinti
dinti
Zcalibrare= 4÷6 = 4 dinti
Marimea fatetei nule pe fata de asezare se modifica in functie de tipul dintelui:
f=0.05 pentru dintii de finisare si degrosare
este cresterea pentru dintii de calibrare de la 0.2mm (primul dinte) la 1..1.2 (ultimul dinte)
Volumul canalului pentru aschii trebuie sa fie mai mare decat volumul aschiei degrosate
Vg=k·Va , unde k coeficient de umplere =1.5
Vg=1.5·Va
Ag=2.5·Aa , Ag aria supraf golului dintre 2 dinti consecutivi
Aa aria laterala a aschiei prelucrate de canale
Aa=ad·lp=0.03·40=1.2mm2
Ag=Π·r2=![]()
![]() , k=3 ; lp=40
; azd=0.03
, k=3 ; lp=40
; azd=0.03
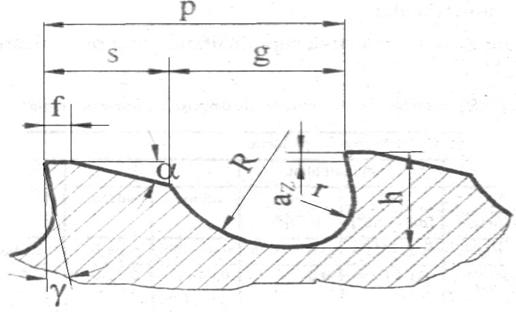
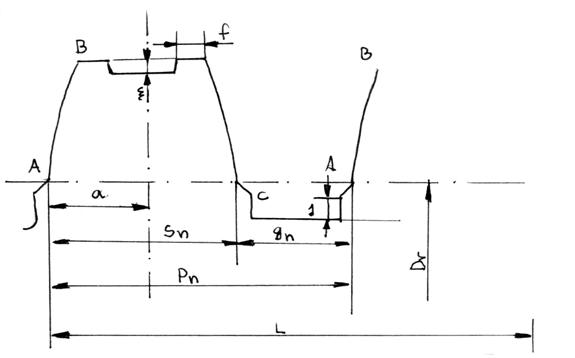
Pasul dintilor
![]()
![]()
g=p-s=5.34mm, g - grosimea golului
c=(0.35÷0.7) ·p=2.87 mm
s=c+f=2.92 mm
R=(0.65÷0.7) ·p=5
Pentru a elimina vibratiile se va recomanda urmatoarele modificari ale pasului dintre dinti astfel:
pn+1=pn±rp
pentru p>8 mm rp=0.5÷1 mm =>rp=0.8 mm
9.02 mm
pn+1=8.22±0.8
7.42 mm
Verificare
![]() dinti
dinti
2 ≤ Zsim ≤ 6 => se verifica
Forma profilului real axial se executa cu spatele dintelui conic (η=30° ÷ 45°) si o raza de racordare r=h/2
r=0.2·p=1.64 mm
L=l2+l3=313.72+20=233.72 mm
L≤15·dp => 327.72<375 => se verifica
3.6 Forte de aschiere la brosare
ad=0.03 an=0.03
![]() , Pz
forta principala de brosare
, Pz
forta principala de brosare
kc1.1=200 daN/mm
an=0.03
I-Z=0.83
b=Π·25=78.5
zsim=6
Pz=5129.34 daN
Forta de brosare
Pzg=Pz·kf·kn=5129.34·1.1·1.2=6770.72daN
kf=1.1
kn=1.2
Viteza de brosare
T=140 m=0.62
km=1.4 y=0.62
Cv=12 ad=0.03
Puterea necesara procesului de aschiere cu brosa:
![]()
3.7 Schema de ascutire reascutire
Ascutirea fetei de asezare
Ascutirea fetelor de degajare
![]()
![]()
![]()
![]()
![]()
![]()
![]() => se verifica
=> se verifica
Verificarea la rezistenta a broselor
In cazul broselor de compresiune, avand in vedere forma si nivelul fortelor de aschiere se impune verificarea la flambaj.
Pz < Pa , Pz forta la brosare
![]() , Pcr
forta critica de flambaj
, Pcr
forta critica de flambaj
C=1.8÷3
V sageata
Pentru calculul coeficientilor de zveltete se utilizeaza relatia:

lf lungimea la flambaj = 2·l=80
 , imin raza minima de inertie
, imin raza minima de inertie
Imin momentul minim de inertie
A aria sectiunii transversale a brosei
! ! ! Urmeaza NISTE calcule ! !
3. Stabilirea sistemului de pozitionare fixare (con MORSE 3)
ETAPA NR 4
TEMA PROIECTULUI
Sa se proiecteze o freza melc pentru prelucrarea unui arbore canelat cu urmatorul profil dreptunghiular:
8x32h7x38xh10x6h10
4.1 Alegerea materialului
Material piesa: OLC 45
Compozitie chimica:
C=(0.42÷0.50)% Pmax=0.040%
Mn=(0.50÷0.80)% Smax=0.010%
Si=(0.17÷0.37)% Nimax=0.30%
Crmax=0.30% Asmax=0.05%
Cumax=0.30%
Caracteristici mecanice pentru OLC 45 imbunatatit
rezistenta la tractiune σr = 66 kgf/mm2 τc = 0.58·σc
limita de curgere σ0.2 = 40 kgf/mm2 τrf = 0.8·σr
alungirea la rupere δr = 17%
gatuirea la rupere z = 35 % stare lamelara 229
duritate Brinell max HB
stare recoapta 197
Tratament termic de imbunatatire:
d) calire pana la (840÷870)°C, calire in apa si ulei cu un timp de calire de 1 1.5 min/grosime
revenire , incalzire (350÷660÷680)°C
Materialul pentru partea aschietoare: Rp3
Dupa recoacere de inmuiere se aplica sculei din otel rapid o calire in trepte de min 2 reveniri inalte. Temperatura de incalzire pentru calire este cuprinsa intre 1250÷1310°C, iar temperatura de incalzire pentru revenire este cuprinsa intre 550÷580°C.
Incalzirea pentru calire se face lent pana la 650°C lent in intervalul 650÷900°C, apoi rapid in bai de saruri pana la 1310°C.
Timpul de mentinere se calculeaza ca fiind 6-8 sec pentru fiecare mm din grosimea sculei. Racirea se face in ulei sau in bai izotermice.
HB=230÷300 daN/mm2
HRC=61÷64 daN/mm2
4.2 Stabilirea schemei de aschiere si a tipului de scula
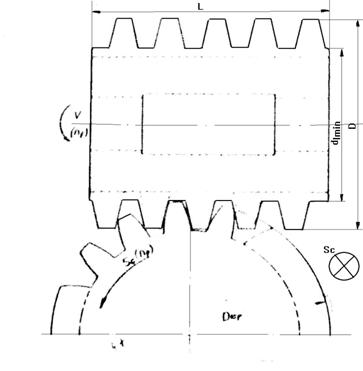
Freza pentru arbori canelati cu profil dreptunghiular
o numarul de caneluri z=8
o centrare interioara sau pe flancuri
o d = 32
o D = 38
o b = 6
o d1min = 29.4
o fmin = 0.15
o Abateri limita = ±0.2
o Cnominal =0.3
o rmax = 0.3
Pentru prelucrare se va utiliza o freza melc monobloc cu inceput conform STAS 1769 68
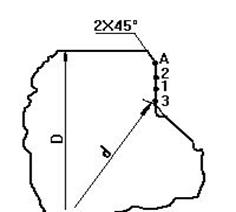
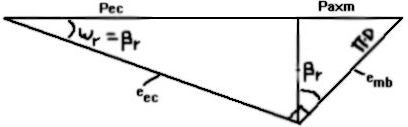
4.3 Determinarea profilurilor
![]()
![]()
Profilul functional
![]()
![]()
![]()
![]()
![]()





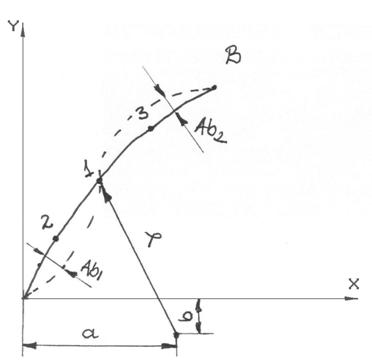
Stabilirea coordonatelor punctelor:
![]()
![]()
Stabilirea profilului de inlocuire
![]()
![]()
![]()
![]()
![]()
Ab=Ab1+Ab2=0.0151mm
Ab=(0.60÷0.7)Tb = 0.6÷0.7(0.048) = 0.028mm
Ab = 0.0151<0.028 => se verifica
![]()
![]()
4.4 Determinarea profilului nominal
![]()
f = 0.5 ÷ 1 = 1mm
j = 0.3 ÷ 2 = 2mm
Dr=De-2(YB+m) = 27.6689mm
![]()
![]()
![]()
![]()
Determinarea profilului axial
![]()
![]()
![]()
L=63 conform STAS 3091/2 82
![]()
![]()
![]()
![]()
![]()
D=71mm amin=3mm
D1min=40 mm z=12 dinti
![]()
![]()
d
= 27mm ![]()
L = 63 mm
4.5 Calculul regimului de aschiere si a fortelor
Distanta
dintre axe ![]()
a) avansul pe dinte
b) avansul de aschiere
S=Sd · z =0.72 mm
c) latimea de frezare
d) adancimea de frezare
![]()
e) viteza de aschiere
![]()
Cv =53 D=71 m=0.2 n=0.1 r=0.1
T=50 q=0.25 x=0.15 y=0.4
km=1 kM=1 kk=1
4.6 Calculul componetelor fortelor de aschiere
![]()
PH=(0.80.9)·P=597.77 Kgf
Pr=(0.30.8)·P=523.05 Kgf
Pa=(0.350.55)·P=373.608 Kgf
CP=82 Yp=YN=0.8 CN=4.2·10-5
Xp=XN=1.1 rP=rN=0.95 qN=0.14
kγ=1.2 qp= - 1.1 kv=1 kn=1.2
4.7 Calculul puterii de aschiere
![]()
![]()
![]()
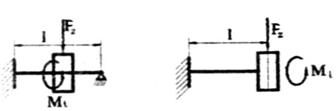
4.8 Verificarea la rezistenta
Fixarea frezei se face pe dorn, pentru aceasta dornul se verifica la incovoiere, torsiune, intindere, compresiune, si forfecare.
P
![]()
![]()
![]()
![]()
![]()
![]() Mt
Mt
![]()
Forfecare
![]()
![]()
Intindere
![]()
![]()
![]()
4.8 Schema de aschiere
Frezele cu dinti elicoidali se ascut pe fata de degajare cu ajutorul partii conice a unei pietre abrazive tir taler.
4.10 Sistemul de prindere
|
