UTILAJE DIN INDUSTRIA ALIMENTARA
Utilajele din industria alimentara si alimentatie publica sunt masini de lucru utilizate pentru efectuarea unor operatiuni diversificate in cadrul procesului de productie.
Aceste masini trebuie sa indeplineasca o serie de conditii:
realizarea unor operatiuni de calitate superioara;
consumuri energetice reduse iar costurile pe unitatea de produs sa fie cat mai mici;
posibilitatea cresterii gradului de automatizare a unor operatiuni din cadrul proceselor de productie;
cresterea productivitatii muncii;
deservirea utilajelor sa fie cat mai facila;
utilajele sa fie prevazute cu aparatura de masura si control a functionarii acestora;
liniile tehnologice sa fie prevazute cu dispozitive de siguranta care sa permita blocarea lor in cazul defectarii une 333g67d i masini.
Clasificarea utilajelor tehnologice se poate face dupa urmatoarele criterii principale:
a). Dupa ciclul de lucru se impart in:
masini si utilaje cu actiune sau functionare continua;
masini si utilaje cu actiune sau functionare periodica.
b). Dupa tipul actiunii se impart in:
masini si utilaje cu actiune mecanica asupra produsului (cu schimbarea formei si dimensiunilor);
masini si utilaje cu actiuni fizico-chimice ale produselor).
c) Dupa gradul de automatizare se impart in:
masini si utilaje fara elemente de automatizare la care cea mai mare parte din operatiuni sunt realizate prin interventia omului (incarcare, descarcare, deplasare, etc);
masini si utilaje semiautomate la care procesele tehnologice sunt realizate automat iar procesele auxiliare (transport, control) sunt realizate manual;
masini si utilaje automate la care atat procesele tehnologice cat si cele auxiliare sunt realizate automat.
d) Dupa tipul operatiunii executate se impart in:
masini si utilaje pentru maruntire;
masini si utilaje pentru amestecare;
masini si utilaje pentruspalare;
masini si utilaje pentrudozare;
masini si utilaje pentru ambalare;
etc.
e) Dupa numarul de operatiuni executate se impart in:
masini individuale (care executa o singura operatiune);
masini complexe (care executa operatiuni complexe).
Sistema de masini trebuie sa acopere toate operatiunile din cadrul procesului de productie. Aceasta sistema se bazeaza pe analiza unor factori:
tehnico - organizatorici - gruparea rationala a agregatelor de productie, mecanizarea proceselor de productie, automatizarea controlului, etc;
tehnologici - proprietatile materiei prime, caracterul proceselor de productie;
energetici - echilibrul permanent intre material si energie.
Fluxul tehnologic reprezinta circulatia continua a materiei prime, in succesiunea operatiilor dintr-un proces de productie. Dupa caracterul productiei continue se deosebesc:
fluxuri pe o singura linie - in care dintr-un anumit tip de materie prima se fabrica un singur tip de produs finit omogen;
fluxuri pe mai multe linii - cu o linie principala si mai multe linii auxiliare.
Utilajul reprezinta totalitatea uneltelor, aparatelor, masinilor, etc., necesare pentru efectuarea unei anumite lucrari din cadrul procesului de productie.
Linia tehnologica reprezinta un ansamblu de masini de lucru, instalatii si mijloace de transport, dispuse in ordinea succesiunii operatiilor de fabricare.
Materialele folosite in constructia si exploatarea utilajelor tehnologice sunt in general materiale metalice si nemetalice. Pe langa acestea, in exploatarea utilajelor se mai folosesc combustibilii si lubrifiantii.
Astfel, materialele utilizate se impart in :
Materiale metalice:
feroase ;
neferoase.
Materiale nemetalice.
Combustibili si lubrifianti.
Recunoasterea materialelor se face dupa proprietatile lor si anume :
proprietati fizice
-luciul ;
-culoarea ;
-structura ;
-conductibilitatea termica si electrica - proprietatea materialelor metalice de a conduce caldura si electricitatea ;
-dilatabilitatea - insusirea materialelor metalice de a-si mari volumul la cresterea temperaturii ;
-fuzibilitatea - insusirea materialelor metalice de a se topi.
proprietati chimice
-oxidarea - reactia prin care o substanta se combina cu oxigenul.
proprietati mecanice
-duritatea - caracterizeaza rezistenta opusa de materialul metalic la patrunderea in el a unui corp cu o duritate mai mare ;
-maleabilitatea - proprietatea unor materiale de a se deforma permanent, fara fisurare (ex. laminarea in foi subtiri) ;
-tenacitatea - proprietatea unui material metalic de a prezenta deformatii plastice mari, inainte de a se rupe ;
-elasticitatea - proprietatea unui material metalic deformabil de a reveni la forma si dimensiunile initiale ;
-rezistenta - proprietatea materialelor solide de a se opune actiunilor mecanice care tind sa le deformeze sau sa le rupa (rezistenta la forfecare, compresiune, intindere, rasucire, etc) ;
-rezistenta la coroziune - proprietatea unui material de a se opune actiunilor distructive ale agentilor fizico-chimici din exterior ;
-rezistenta la uzura - proprietatea materialelor de a se opune distrugerii prin frecare ;
-plasticitatea - proprietatea materialelor de a nu reveni la forma initiala dupa deformare.
proprietati tehnologice
-forjabilitatea - proprietatea unui material metalic de a se deforma fara fisurare sub influenta unor actiuni de ciocanire sau presare (la cald sau la rece) ;
-sudabilitatea - proprietatea materialului metalic de a putea fi sudat.
etc.
2.1. Materiale metalice feroase
Aceste materiale sunt reprezentate prin fonte si oteluri.
Fonta reprezinta un aliaj fier - carbon (Fe + C) care contine intre 1,7-6,67 % C. Pe langa acestea mai cuprinde elemente insotitoare (Mn, Si, P si S) sau de aliere (Cr, Ni, Mo, Cu, Al, Mg, etc.). Se obtine din minereurile de fier in urma topirii acestora. Fonta se utilizeaza ca materie prima pentru obtinerea otelurilor si a pieselor turnate.
Fontele se clasifica in :
fonte ordinare (fonta cenusie, fonta alba, fonta maleabila si fonta cu grafit nodular) ;
fonte speciale sau aliate (fontele refractare, antifrictiune si inalt aliate) ;
Fonta cenusie (fonta cu grafit lamelar) datorita grafitului ce intra in compozitia sa se prelucreaza usor prin aschiere, este rezistenta la uzura , coroziune si compresiune. Din ea se obtin piese prin turnare.
Fonta alba are o mare duritate si fragilitate si un continut bogat in siliciu si mangan. Din ea se obtin piese prin turnare, care trebuie sa aiba suprafete dure.
Fonta maleabila (fonta cu grafit in cuiburi) se obtine din fonta alba in urma unei incalziri la temperaturi ridicate urmata de o racire lenta (procedeu de maleabilizare. Din ea sunt relizate piese care trebuie sa aiba rezistenta mare la soc, presiune si oboseala.
Fonta cu grafit nodular este o fonta superioara obtinuta prin modificarea compozitiei chimice a fontei cenusii (adaugare de elemente grafitizante). Din ea sunt realizate piese importante care au calitati apropiate cu a celor din otel (arbori, roti dintate, etc).
Fonta refractara are un continut mare de Cr, Mn si Si , fiind utilizata pentru obtinerea pieselor care trebuie sa reziste la temperaturi ridicate si la oxidare.
Fonta antifrictiune are un continut ridicat de Cr, Ni, Mn, Mo, Al, Mg, Cu si Si. Din ea sunt realizate piese cu rezistenta mare la uzura (cilindri, arbori, etc).
Fonta inalt aliata are in compozitie Ni, Si, Al si este utilizata in constructia unor repere din instalatiile de prelucrare a vinului, industria chimica si alimentara.
Otelul reprezinta un aliaj fier - carbon (Fe + C) care are un continut de 0,04 - 1,7 % C. Se obtine din fonta prin oxidarea acesteia. Din otel se obtin piese prin turnare, laminare, forjare, prelucrare prin aschiere, etc.
Otelurile se impart in :
-oteluri de uz general (oteluri carbon) utilizate la obtinerea majoritatii reperelor de la tractoare si masini agricole (ex. oteluri pentru scule, oteluri pentru tevi, oteluri pentru arcuri, oteluri rezistente la coroziune, oteluri refractare, etc.).
-oteluri aliate cu Ni, Cr, Si, Co, W, Mn, Ti, Va, Al, Cu, pentru imbunatatirea proprietatilor mecanice, fizice si chimice. Sunt utilizate pentru obtinerea unor piese cu rezistenta mare la uzura, oxidare, si temperaturi ridicate.
Pentru imbunatatirea proprietatilor pieselor din otel, acestea pot fi supuse unor tratamente termice si termochimice.
Tratamentele termice aplicate pieselor din otel sunt urmatoarele : calirea, revenirea, recoacerea.
Calirea este tratamentul termic aplicat pieselor din otel pentru marirea
rezistentei si a duritatii. Tratamentul consta in incalzirea pieselor la o
temperatura de 800 - 850
Revenirea este tratamentul termic aplicat pieselor din otel dupa ce au fost calite,
pentru inlaturarea tensiunilor interioare si micsorarea fragilitatii.
Tratamentul consta in incalzirea pieselor la temperaturi de 300 - 350
Recoacerea este tratamentul termic aplicat pieselor din otel
turnate, laminate sau forjate pentru anularea tensiunilor interioare in vederea
executarii altor prelucrari. Tratamentul consta in incalzirea pieselor la
temperaturi de 800 - 900
Tratamentele termochimice aplicate pieselor din otel sunt urmatoarele : cementarea, nitrurarea, cromizarea, aluminizarea, etc .
Aceste tratamente se executa pentru marirea duritatii si
rezistentei la uzura, coroziune. Tratamentele constau in modificarea
compozitiei chimice a straturilor superficiale ale pieselor din otel. Piesele
se incalzesc la temperaturi de 900 - 1000
2.2. Materiale metalice neferoase
In constructia si exploatarea utilajelor tehnologice sunt utilizate materiale metalice neferoase reprezentate prin metale neferoase (cuprul, staniul, zincul, aluminiul, plumbul,etc.) si aliaje neferoase (bronzul, alama, duraluminiul, aliajul antifrictiune).
Cuprul (Cu) sau arama este un metal neferos de culoare rosiatica, maleabil, ductil, cu o foarte buna conductibilitate electrica si termica si rezistent la coroziune. Este utilizat pentru confectionarea conductorilor electrici, conductelor, garniturilor, etc., si ca element de aliere in obtinerea bronzurilor, alamei si duraluminiului.
Staniul (Sn) este un metal neferos de culoare alb - argintie, maleabil, ductil si rezistent la coroziune. Se foloseste la cositorirea tablelor din otel, material de aport pentru lipirea moale si ca element de aliere pentru obtinerea bronzului si aliajului antifrictiune.
Zincul (Zn) este un metal neferos de culoare alb - albastruie, maleabil in
intervalul de temperatura de 100 - 150
Aluminiul (Al) este un metal neferos de culoare argintie, cu o foarte buna conductibilitate termica si electrica, greutate specifica mica, rezistent la solicitari mecanice si la oxidare. Este utilizat pentru confectionarea conductorilor electrici, conductelor, pieselor turnate, etc.
Plumbul este un metal neferos de culoare cenusiu - albastruie, maleabil si rezistent la coroziune. Este folosit la confectionarea conductelor, fabricarea placilor pentru acumulatorii electrici si la obtinerea aliajelor antifrictiune.
Bronzul este un aliaj neferos de culoare alb - roscat, obtinut din Cu si Sn. Este folosit la realizarea lagarelor cu frecare de alunecare (cuzineti, bucse) iar prin alierea cuprului cu Al, Zn, Pb, Ni, rezulta bronzurile speciale.
Alama este un aliaj neferos de culoare rosie - galbuie, obtinut din Cu si Zn. Este utilizata la confectionarea conductelor, recipientilor, robinetilor si ca material de aport la lipirea tare (alamire).
Duraluminiul este un aliaj neferos obtinut din Al si Cu, cu o mare rezistenta mecanica, folosit la realizarea blocurilor motoare, chiulase, pistoane.
Aliajul antifrictiune se obtine prin alierea unor metale neferoase precum Sn, Pb, Zn, Sb. Cele mai utilizate aliaje antifrictiune sunt cele pe baza de Sn si Pb, din care se obtin lagarele.
2.3. Materiale nemetalice
In constructia de utilaje tehnologice se folosesc urmatoarele materiale nemetalice : lemnul, sticla, pielea tehnica, cauciucul, fibrele textile, masele plastice, hartia si cartonul, materiale ceramice, ferodoul, klingheritul, ebonita, lacurile si vopselurile, etc.
Lemnul se utilizeaza la confectionarea ambalajelor din agricultura, platformelor , a unor piese de la masinile agricole si combustibil pentru foc. Este un material higroscopic, supus putrezirii si arderii, cu masa specifica mica, se prelucreaza usor si rezista bine la socuri.
Sticla este o topitura de silicati racita brusc. Se utilizeaza pentru obtinerea de geamuri, recipienti, lampi, faruri, etc. Este un material transparent, fara conductibilitate termica si electrica.
Pielea tehnica obtinuta din pielea animalelor (in general de bovine), prelucrata prin tabacire. Se utilizeaza pentru confectionarea curelelor de transmisie, garniturilor de etansare, membranelor,etc.
Cauciucul natural sau sintetic este folosit la confectionarea anvelopelor, benzilor transportoare, curelelor de transmisie, invelisurilor pentru cablurile electrice, garniturilor, etc. Este caracterizat prin elasticitate, rezistenta buna la rupere si nu este higroscopic.
Fibrele textile sunt utilizate pentru confectionarea elementelor de filtrare, curelelor de transmisie, benzilor transportoare, garniturilor de etansare. Ele pot fi de origine vegetala (bumbac, canepa), de origine animala (par, lana) si de origine minerala (azbest).
Masele plastice sunt utilizate pentru obtinerea unei mari diversitati de organe de masini. Din mase plastice se realizeaza roti dintate, tuburi flexibile, flanse, robinete, izolatori electrici, organe de lucru ale masinilor agricole. Materialele plastice sunt reprezentate prin policlorura de vinil, polietilena, polistirenul, bachelita, textolitul, etc.
Hartia si cartonul sunt utilizate la obtinerea de garnituri, elemente de filtrare, etc. Sunt obtinute din celuloza prin prelucrarea materialelor vegetale.
Materialele ceramice sunt folosite la realizarea unor elemente electroizolante. Au masa specifica redusa si duritate mare.
Ferodoul se obtine din azbest si insertii metalice neferoase. Are un coeficient de frecare mare, rezistent la temperatura si uzura. Din el sunt realizate discurile de frictiune ale ambreiajelor si franelor.
Klingheritul este un amestec de azbest (70 %) si cauciuc (30 %), fiind utilizat la realizarea garniturilor de etansare (garnitura de chiulasa).
Ebonita este obtinuta prin amestecul cauciucului brut cu plastifiante si sulf. Este un material electroizolant, utilizat pentru confectionarea unor carcase electroizolante, piese turnate, tuburi, bare, roti dintate, etc.
Lacurile si vopselurile sunt folosite pentru acoperirea suprafetelor din metal si lemn pentru a le proteja de actiunea coroziva a agentilor fizici si chimici.
Organele de masini pot fi alcatuite dintr-o singura piesa sau dintr-o structura mai complexa formata din mai multe elemente simple. Organele de masini pot fi impartite in urmatoarele grupe:
Organe de masini pentru asamblari
demontabile (suruburi, pene, caneluri, etc);
nedemontabile (nituri, sudare, lipire);
elastice (arcuri).
Organe de masini pentru sustinerea miscarii de rotatie (lagare, arbori, osii);
Organe de masini pentru transformarea miscarii (mecanismul biela-manivela, mecanismul cu cama, mecanismul cremaliera, etc).
Organe de masini pentru transmiterea miscarii de rotatie (transmisii cu roti de frictiune, transmisii cu curele, transmisii cu roti dintate, transmisii cu lanturi).
Organe de masini pentru mecanismele de cuplare (cuplajele).
3.2. Organe de masini pentru asamblari filetate - suruburile
In cele mai multe dintre situatii, imbinarea filetata cuprinde: surubul, piulita si elementul de asigurare impotriva desfacerii accidentale. Piulita poate lipsi atunci cand insurubarea se face direct in elementele asamblarii.
Surubul este format dintr-un cap de diferite forme (hexagonal, patrat, eliptic, cilindric, tronconic, inecat) si o tija cu o portiune filetata.
Filetul surubului este caracterizat printr-o serie de parametrii: pas, profil si adancime.
Pasul filetului reprezinta distanta parcursa de un punct de pe filet, pe directia generatoarei, la rotirea surubului cu 3600.
Profilul filetului poate fi: dreptunghiular, patrat, trapezoidal (pentru transmiterea miscarii) triunghiular (pentru suruburile de fixare).
Suruburile pot fi prevazute cu filetul pe stanga sau pe dreapta, cu unul sau mai multe inceputuri.
Piulitele pot avea si ele forme diferite: hexagonala, patrata, crenelata, fluture, etc. Ele prezinta un filet interior care trebuie sa aiba aceleasi valori ale parametrilor in vederea realizarii unei imbinari surub-piulita.
Pentru asigurarea impotriva desfacerii sunt utilizate diferite elemente reprezentate prin: piulita crenelata si cuiul spintecat, saibele plate si elastice, contrapiulita, etc.
3.3. Asamblari demontabile prin pene
Asamblarile prin pene se impart in doua categorii:
pene transversale - se monteaza perpendicular pe axele elementelor imbinate;
pene longitudinale - se monteaza paralel cu axul arborelui.
Dupa modul in care transmit momentul de torsiune, penele se impart in:
pene paralele si pene disc - care transmit prin forma;
pene inclinate - care transmit prin frecare;
pene tangentiale - care transmit prin forma si prin frecare.
3.4. Asamblari demontabile prin caneluri
Canelurile sunt canale practicate pe arbore (pe directia longitudinala) si in butucul rotilor si se folosesc pentru solidarizarea rotilor, tamburilor pe arbori.
Se intalnesc trei forme standardizate de caneluri (profile):
profil dreptunghiular (au cea mai mare raspandire pentru asamblari fixe si mobile);
profil triunghiular (numai pentru asamblari fixe);
profil evolventic (corespunzator profilului dintilor rotilor dintate).
3.5. Asamblari nedemontabile prin intermediul niturilor
Un nit este format dintr-o tija cilindrica care prezinta la extremitate un cap initial, de forme diferite (semirotund, cilindric, semiinecat, tronconic, inecat, etc).
In urma operatiunii de nituire se formeaza cel de-al doilea cap denumit cap de inchidere. Operatiunea de nituire se poate realiza prin suprapunerea pieselor ce urmeaza a fi imbinate sau prin dispunerea lor cap la cap cu ajutorul unor eclise.
Dupa destinatie, niturile se impart in 3 categorii:
nituri de rezistenta;
nituri de etansare;
nituri de rezistenta si etansare.
3.6. Asamblarea nedemontabila prin sudare
Sudarea reprezinta procedeul de imbinare nedemontabila cu sau fara material de aport, prin aducerea suprafetelor elementelor de imbinat la starea de topire.
Se intalnesc mai multe procedee de sudura, respectiv:
sudura electrica;
sudura oxiacetilenica;
sudura cu plasma;
sudura prin presiune;
sudura cu laser;
sudura cu flux de electroni.
Sudura este folosita in constructiile metalice, constructiile de masini si utilaje, etc. Din punct de vedere al metodei folosite, imbinarile sudate se impart in:
imbinari sudate prin dispunere cap la cap;
imbinari sudate de colt;
imbinari prin puncte.
3.7. Asamblari nedemontabile prin lipire
Lipirea este un procedeu de asamblare nedemontabila prin intermediul unui material de adaos, adus in stare topita si care difuzeaza in stratul de suprafata al elementelor imbinate.
In functie de materialul de adaos folosit, lipiturile se impart in 2 categorii:
lipirea moale
(temperatura de topire de pana la
lipirea tare
(temperatura de topire este cuprinsa intre 450 si
Ca metode de lipire, intalnim:
metoda prin suprapunere;
metoda circulara.
3.8. Asamblarea elastica prin intermediul arcurilor
Arcurile sunt organe de masini folosite pentru a realiza legaturi elastice intre diferite parti ale masinilor, utilajelor. Sunt confectionate din oteluri speciale pentru arcuri sau din aliaje neferoase sau din cauciuc.
Din punct de vedere al destinatiei, domeniului de utilizare si tipul solicitarii, arcurile se impart astfel:
arcuri pentru exercitarea unei forte elastice permanente (ex. Arcurile contactelor electrice);
arcuri de amortizare (suspensii, fundatii);
arcuri pentru limitarea fortelor (supape de sigurante);
arcuri pentru masurarea fortelor (dinamometre);
arcuri pentru acumularea de energie (arcurile ceasurilor, intrerupatoarelor);
arcuri pentru reglarea fortelor (supape de reglare a presiunii).
Din punct de vedere constructiv se impart in: arcuri elicoidale, spirale, conice, lamelare, disc, bare de torsiune, etc.
Dupa solicitarea la care sunt supuse se impart:
arcul lamelar - solicitare la incovoiere;
arcul spiral - solicitare la torsiune;
arcul bara de torsiune - solicitare la incovoiere si rasucire;
arcul elicoidal - solicitare la compresiune, tractiune, torsiune.
3.9. Lagarele
Lagarele sunt organe de masini utilizate pentru sprijinirea arborilor aflati in miscare de rotatie.
Clasificarea lagarelor se poate face dupa urmatoarele criterii:
Dupa frecarea ce apare intre elementele componente se impart in:
lagare cu frecare de alunecare;
lagare cu frecare de rostogolire;
lagare combinate.
Dupa directia solicitarii din lagar se impart :
lagare radiale;
lagare axiale;
lagare radial-axiale.
Lagarele cu frecare de alunecare se impart in:
lagare cu frecare uscata;
lagare cu frecare fluida (hidrodinamice, hidrostatice, combinate).
Un lagar cu frecare de alunecare este format din corp, capac, cuzinet sau bucsa, organe de asamblare si dispozitiv de ungere (orificiu de ungere). Intre fusul arborelui si partea interioara a lagarului se dispune o pelicula de lubrifiant.
Lagarele cu frecare de rostogolire (rulmenti) se caracterizeaza prin faptul ca frecarea dintre fus si lagar se face prin intermediul corpurilor de rulare.
Un lagar cu frecare de rostogolire este format dintr-un inel interior, inel exterior, corpurile de rulare si colivia. Corpurile de rulare pot avea forma sferica, cilindrica, tronconica, aciculara, etc.
3.10. Arbori si osii
Arborii si osiile sunt organe de masini ale miscarii de rotatie. Spre deosebire de osii, arborii transmit momente de torsiune si cuplu de forte.
Arborii se clasifica dupa urmatoarele criterii:
Dupa forma:
arbori drepti;
arbori cotiti;
arbori flexibili.
Dupa pozitia lor:
arbori orizontali;
arbori verticali;
arbori inclinati.
La un arbore distingem ca parti componente: fusurile (zonele pe care se sprijina arborele) si locasurile de calare (zonele arborelui pe care se monteaza alte organe de masini).
Osiile sunt elemente de rezemare pentru alte organe de masini aflate in miscare de rotatie.
Osiile pot fi:
fixe;
mobile (se rotesc odata cu organele de masini pe care le sprijina).
3.11. Mecanisme
Mecanismele sunt cupluri cinematice utilizate pentru transmiterea si transformarea miscarii.
Principalele mecanisme utilizate la utilajele tehnologice sunt reprezentate prin:
mecanismul biela-manivela - care transforma miscarea rectilinie alternativa in miscare de rotatie sau invers;
mecanismul cu cama - transforma miscarea de rotatie in miscare rectilinie alternativa;
mecanismul cu surub si piulita - transforma miscarea de rotatie in miscare rectilinie alternativa;
mecanismul cu cremaliera - transforma si transmite miscarea de rotatie in miscare rectilie alternativa sau invers;
mecanismul cu excentric - transforma miscarea de rotatie in miscare de translatie.
3.12. Organe de masini pentru transmiterea miscarii de rotatie
Aceste organe de masini sunt reprezentate prin:
transmisii cu roti de frictiune;
transmisii prin curele;
transmisii cu roti dintate;
transmisii cu lanturi.
Transmisii cu roti de frictiune. Rotile de frictiune transmit momente de torsiune prin frecare, prin contactul direct al acestora. Sunt utilizate pentru transmiterea de puteri mici intre arbori apropiati iar miscarea nu se transmite cu precizie.
Dupa forma rotilor, aceste transmisii se impart in:
transmisii cu roti de frictiune cilindrice paralele;
transmisii cu roti de frictiune cilindrice perpendiculare;
transmisii cu roti de frictiune conice;
transmisii cu roata si tambur.
Raportul de transmitere a miscarii - it - se poate calcula cu relatia:
It = n1/n2 = D2/D1
In care: n1, n2 - turatiile rotilor;
p = numarul de perechi de poli a unei infasurari induse;
Frecventa curentului electric alternativ indus este proportionala cu turatia rotorului si cu numarul de perechi de poli ai unei infasurari induse. Frecventa curentului electric alternativ are o valoare standardizata (f = 50 Hz) si de aici rezulta ca turatia generatorului trebuie sa fie mentinuta constanta.
Pentru producerea inductiei magnetice, in practica se utilizeaza inductorul electromagnetic, prevazut cu miez magnetic si infasurare de excitatie, alimentata cu curent continuu. Dupa modul de alimentare pot fi :
generatoare electrice cu excitatie independenta (separata);
generatoare cu autoexcitatie (alimentate cu curent de la bornele indusului, dupa ce curentul alternativ a fost redresat in curent continuu).
Generatorul sincron de curent alternativ trifazat, cu rotor indus, cu autoexcitatie este format dintr-un stator (inductor) si rotor (indus).
Statorul este prevazut cu o carcasa care are la interior mai multe piese polare peste care se aplica bobinajele, legate intre ele, formand infasurarea de excitatie. Aceasta infasurare este alimentata cu curent continuu obtinut prin redresarea unei parti din curentul alternativ.
Rotorul este alcatuit dintr-un arbore, miez din tole de otel electrotehnic si cele trei infasurari rotorice induse. Pe rotor sunt amplasate patru inele colectoare, cu perii. Fiecare infasurare este legata cu un capat la un inel colector. Celelalte capete ale infasurarilor, ramase libere sunt legate intre ele si prinse la cel de-al patrulea inel colector.
Pentru functionarea generatorului este nevoie de actionare prin intermediul unui motor.
Generatorul sincron de curent alternativ trifazat, cu stator indus si excitatie separata.
Rotorul (inductorul) generatorului este format dintr-un arbore de antrenare pe care sunt amplasate mai multe perechi de poli. Bobinele polilor electromagnetici sunt legate intre ele formand infasurarea de excitatie, alimentata cu curent continuu produs de un generator de curent continuu (echipament anex), denumit si excitatrice.
Statorul (indusul) este prevazut cu o carcasa care are la interior un miez din tole de otel in a carui degajari sunt amplasate cele trei infasurari induse.
Motoarele electrice sunt masini electrice care transforma energia electrica in energie mecanica. Motoarele electrice se clasifica astfel :
Ø motoare electrice de curent alternativ trifazat.
motoare electrice sincrone;
motoare electrice asincrone :
-trifazate (cu rotor in scurtcircuit si cu rotor bobinat);
-monofazate (cu rotor in scurtcircuit si cu colector);
Ø motoare electrice de curent continuu.
cu excitatie in derivatie;
cu excitatie in serie;
cu excitatie mixta.
Cele mai utilizate motoare sunt cele de curent alternativ trifazat, asincrone, datorita simplitatii constructive si fiabilitatii ridicate.
Motoarele electrice, asincrone, trifazate sunt formate dintr-un stator si un rotor.
Statorul acestor motoare produce campul magnetic invartitor. Este format dintr-o carcasa prevazuta la interior cu un miez din tole de otel in a carui degajari sunt dispuse cele trei infasurari inductoare. Capetele infasurarilor sunt scoase la cutia de borne.
Rotorul bobinat este format dintr-un arbore care prezinta in partea centrala un miez de otel si infasurarile rotorice. Trei capete ale infasurarilor sunt scurtcircuitate iar celelalte legate la inelele cu perii colectoare.
Rotorul in scurtcircuit este alcatuit dintr-un arbore, miezul de otel si infasurarile rotorice scurtcircuitate la ambele capete prin doua inele de contact.
Functionare. Statorul este alimentat de la retea cu curent alternativ trifazat care va produce in infasurarile statorice un camp magnetic invartitor care se va roti cu turatia:
ns = 60 ![]() ,
(rot / min) (25)
,
(rot / min) (25)
Acest camp magnetic va induce in infasurarile rotorice un curent electric care va produce un camp magnetic. Interactiunea dintre cele doua campuri magnetice va determina aparitia unei forte electromotoare ce pune in miscare rotorul. Acesta tinde sa se roteasca cu aceeasi turatie cu al campului magnetic invartitor, dar ramane in urma. Acest fenomen se numeste alunecare iar motorul electric se numeste asincron, pentru ca turatia rotorului este mai mica decat turatia campului magnetic invartitor (alunecarea are valori de 2-8 %).
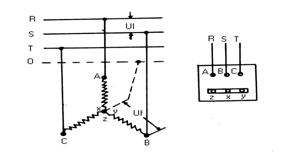
Legarea la reteaua electrica a
motoarelor electrice asincrone, trifazate, se face in functie de tensiunea de
linie a retelei electrice si de tensiunea pe care o suporta infasurarile
statorice. Motoarele electrice se pot lega la reteaua electrica, in stea si in
triunghi. In figura 13 este prezentata schema legarii motoarelor trifazate in
stea iar in figura 14 schema legarii in triunghi.
Fig.13. Schema legarii in stea la reteaua electrica
Ul = tensiunea de linie; Uf = tensiunea de faza.
La legarea in stea Uf = Ul / ![]() iar la legarea in triunghi Uf = Ul.
iar la legarea in triunghi Uf = Ul.
Motorul electric este prevazut cu o placuta indicatoare unde se precizeaza modul de conectare la retea si tensiunea pe care o poate suporta o infasurare statorica (ex :Y/Δ ►220/380 V).
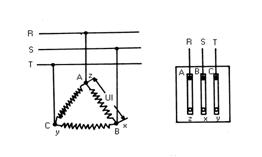
Fig.14. Schema legarii in triunghi la reteaua electrica
R, S, T - fazele retelei;
A, B, C si x, y, z - capetele infasurarilor statorice.
Cele mai utilizate metode de pornire a motoarelor electrice asincrone, trifazate sunt:
Ø pornirea in stea - triunghi;
Ø pornirea cu reostat.
Pornirea stea - triunghi este cel mai des utilizata si are drept scop reducerea curentului de pornire prin micsorarea tensiunii de alimentare pe faza statorului.
Pornirea cu reostat se aplica numai la motoarele cu rotorul bobinat, situatie in care rezistenta reostatului este legata in serie cu infasurarea rotorului. Astfel se diminueaza curentul de pornire in conditiile unui cuplu ridicat.
|
