ALTE DOCUMENTE
|
||||||||||
TEHNOLOGIA SUDǍRII MANUALE PRIN TOPIRE CU FLACǍRǍ OXIACETILENICǍ
Lucrarea are ca obiective:
- prezentarea utilajelor din laborator destinate sudarii prin topire cu flacara oxiacetilenica;
- realizarea unei tehnologii de sudare prin topire cu flacara oxiacetilenica;
- verificarea calitativa a îmbinarii sudate.
Procesul de sudare cu flacara consta în încalzirea locala, pâna la topire, a marginilor pieselor de sudat si a metalului de adaos cu ajutorul unei flacari. Flacara oxiacetilenica se formeaza prin aprinderea amestecului gazos compus din acetilena si oxigen, la iesirea dintr-un arzator.
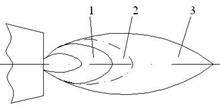
În conditiile arderii normale, flacara oxiacetilenica prezinta o structura formata din patru zone distincte (zona rece, nucleul, flacara primara si flacara secundara), fig. 1:
|
Fig. 1 |
nucleul luminos 1, corespunde arderii carbonului si dis 20420u2013u ocierii acetilenei; nucleul are o forma cilindrica si este înconjurat la exterior de un strat de carbon liber, incandescent, care-i confera o luminozitate caracteristica; flacara primara 2, are caracter reducator datorita CO si H2 continute, are o forma conica îmbracând la exterior nucleul luminos; flacara secundara 3 corespunde arderii complete; are temperatura mai scazuta decât flacara primara, datorita efectului de racire al mediului înconjurator. |
Aspectul si temperatura flacarii oxiacetilenice depind de raportul volumic dintre oxigen si acetilena:
|
|
|
Având în vedere relatia (1), flacara poate fi:
b = 1,1.1,2): zonele flacarii sunt perfect delimitate (fig. 1), aspectul si culoarea flacarii sunt constante; este flacara cea mai utilizata la sudarea metalelor feroase si neferoase, datorita caracterului reducator al flacarii primare si temperaturii înalte;
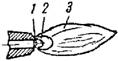
b = 1,2 . 1,5),la care în zonele 1 si 2 predomina oxigenul (fig. 2); este redusa ca dimensiuni, arde zgomotos, culoarea ei este violeta; este utilizata doar pentru sudarea alamelor;
b = 0,7 . 1,1): zonele flacarii se întrepatrund, este deformata, lunga, de culoare rosie; se utilizeaza pentru sudarea aluminiului, fontelor si la încarcarea prin sudare (fig. 3).
|
Fig. 2 |
Fig. 3 |
Utilizarea rationala a caldurii flacarii, calitatea superioara a îmbinarii sudate si productivitatea maxima se obtin prin alegerea corecta a metodei de sudare. Se cunosc doua metode de sudare:
|
Fig. 4 |
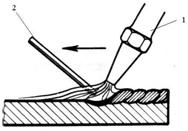
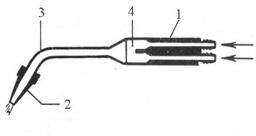
- sudarea spre stânga ( fig. 4), la care arzatorul 1, tinut în mâna dreapta, este condus, cu oscilatii transversale, spre stânga, înaintea sudurii efectuate; cu sârma de adaos 2, tinuta în mâna stânga, se executa o miscare oscilatorie înaintea becului arzatorului; se aplica la sudarea tablelor din otel cu grosimea pâna la 4 mm. |
|
Fig. 5 |
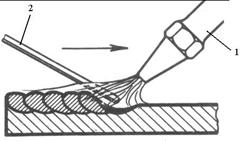
- sudarea spre dreapta (fig. 5), la care cu arzatorul 1 se executa o miscare rectilinie spre dreapta, iar sârma 2 executa o miscare oscilatorie în urma becului; flacara fiind permanent îndreptata spre sudura realizata, metalul se topeste mai repede; se aplica la sudarea tablelor din otel cu conductivitate termica ridicata. |
Parametrii regimului de sudare se determina în functie de grosimea pieselor de sudat si de metoda de sudare. Acestia sunt:
1.Diametrul sârmei de adaos (d) se determina cu relatiile:
-sudare spre stânga:
|
|
|
-sudare spre dreapta
|
|
|
în care s reprezinta grosimea pieselor de sudat, în mm.
Sârma de adaos este principalul element care determina compozitia chimica a cusaturii. Ea se alege în functie de compozitia chimica a materialului de baza si trebuie sa aiba compozitia chimica, caracteristicile mecanice si temperatura de topire apropiate de ale materialului de baza.
2. Viteza de sudare (vs) se stabileste în functie de metoda de sudare, grosimea si natura metalului de baza. În cazul otelurilor, pentru stabilirea vitezei de sudare, se utilizeaza relatia empirica:
|
|
|
în care k este un coeficient empiric(k = 12 pentru sudarea spre stânga si k = 15 pentru sudarea spre dreapta).
3. Debitul de acetilena, pentru otel, se poate calcula cu relatiile:
-sudare spre stânga:
|
|
|
-sudare spre dreapta:
|
|
|
În functie de consumul orar de acetilena, se alege si marimea arzatorului din trusa de sudare.
3. Metode si mijloace experimentale
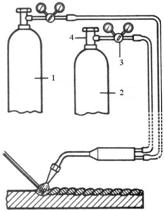
Pentru realizarea unei tehnologii de sudare cu flacara oxiacetilenica sunt necesare (fig. 6):
- o butelie de acetilena (2) cu reductor de presiune (3);
- o butelie de oxigen (1) cu reductor de presiune;
- o trusa pentru sudare;
- tuburi de cauciuc pentru conducerea gazelor si accesorii (perii de sârma, ciocane, etc.);
- epruvete.
|
Fig. 6 |
Butelia de acetilena are în interior o masa poroasa si acetona în care acetilena se dizolva sub presiune. Masa poroasa evita producerea exploziei acetilenei si favorizeaza dizolvarea acesteia în acetona. Preluarea acetilenei din butelie se face cu un robinet 4 cu ventil, executat din otel carbon, de constructie speciala cu jug. Butelia de oxigen are capacitatea de 40 l si este prevazuta cu robinet cu ventil din bronz. Reductoarele de presiune au rolul de a reduce presiunea gazului din butelii la valoarea necesara sudarii (2,45 daN/cm2 pentru oxigen si 0,0096.0,49 daN/cm2 pentru acetilena) si de a mentine constanta aceasta presiune pe tot parcursul sudarii indiferent de valoare presiunii din butelii. |
|||||||||||
|
Fig. 7 |
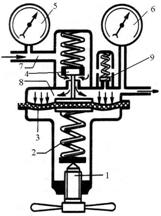
Reductorul de presiune pentru oxigen (fig. 7) se însurubeaza la robinetul cu ventil al buteliei de oxigen. Pentru obtinerea presiunii de lucru se roteste surubul de reglare 1 pâna când manometrul 6 indica presiunea de lucru. surubul de reglare 1 comprima arcul 2 care ridica supapa 4, prin intermediul membranei elastice 3. Supapa permite oxigenului sa treaca din camera de înalta presiune 7, prevazuta cu manometrul 5, în camera de joasa presiune 8; gazul se destinde si presiunea scade. Mentinerea presiunii constante se realizeaza fara interventia sudorului. Daca debitul de oxigen este mai mare, atunci presiunea din camera 8 scade si forta exercitata de presiune asupra membranei devine mai mica decât forta exercitata de arc asupra membranei si membrana se ridica. | Reductorul pentru acetilena se deosebeste de cel pentru oxigen numai prin modul de racordare la butelie. Trusa pentru sudare contine arzatorul propriu-zis, un aparat de taiere si un set de opt capete de arzatoare (becuri) numerotate de la 0 la 7. Pentru sudarea unor epruvete cu grosimea de 4 mm se va utiliza becul numarul 2.
Dupa identificarea structurii si functionarii utilajului pentru sudarea cu flacara oxiacetilenica se trece la calculul regimului de sudare pentru îmbinarea cap la cap a doua epruvete din OL37 cu grosimea de 4 mm (sudarea se va realiza spre stânga). Rezultatele obtinute se noteaza în tabelul 1. Tab. 1
| |||||||||