TEHNOLOGIA FABRICĂRII PRODUSELOR
A. STUDIU PRIVIND STABILIREA SEMIFABRICATULUI
ECONOMIC
1. Stabilirea procedeelor de obtinere a semifabricatului
Materialul propus pentru executia reperului "INEL EXTERIOR" este otelul de calitate OLC45. Acest otel este destinat executiei pieselor tratate termic cu adâncime de calire garantata conform curbei de calibilitate a marcii. Caracteristicile mecanice si compozitia chimica ale acestui otel sunt reglementate prin STAS 880-88 Conform standardului amintit, pentru otelul OLC45 sunt impuse :
Compozitia chimica:
|
-Carbon : 0.43...0.48% |
|
|
-Mangan : 0.5...0.80% |
|
|
-Siliciu : 0.17...0.370% |
|
|
-Crom :max...0,03% |
|
|
-Nichel : max...0.030% |
|
|
Caracteristicile mecanice |
|
|
Limita de curgere Rp0,2 |
= 480 N/mm2 |
|
- Rezistenta la tractiune Rm |
= 700... 840 N/mm |
|
- Alungirea la rupere A5 |
|
|
- Rezilienta KCU 30/2 |
= 40 J/cm2 |
|
- Modulul de elasticitate E |
= 21000 N/mm2 |
|
- Coeficientul Poisson |
|
- Duritate Brinell în stare recoapta = max.207 Tratamentele termice aplicabile acestei marci de otel sunt:
a) tratamente termice primare, aplicate pe semifabricate cu grad redus de prelucrare : recoacere de normalizare, recoacere de omogenizare, recoacere de înmuiere;
b) tratamente termice secundare (finale), aplicate pieselor finite : calire, revenire, tratamente termochimice.
|
Parametrii tratamen |
tului tei |
mic. |
|
|
|
|
|
|
|
|
Marca |
Stare |
Recoacere |
Normalizare |
Calire |
Revenire |
||||
|
OLC45 |
I |
|
|
|
|
|
A |
|
A-u |
unde: A-apa u- ulei
1.1 Caracteristicile tehnologice
Dintre carcteristicile tehnologice ale unui material fac parte si forjabilitatea, aschiabilitatea si calibilitatea.
*Forjabilitatea reprezinta capacitatea metalelor de ase deforma si de a lua o forma noua sub actiunea fortelor exterioare fara a se fisura. La oteluri, forjabilitatea este cu
atât mai buna cu cat continutul de carbon este mai redus, astfel marca OLC.45 se poate aprecia ca are o forjabilitate buna.
*Aschiabilitatea, este capacitatea materialelor de a putea fi prelucrate prin aschiere cu ajutorul sculelor aschietoare.
Otelurile cu 0,3-0,6 C au aschiabilitate buna; continuturi mai mari de carbon conduc la micsorarea vitezelor de aschiere. Continuturi mai ridicate de S(<0,3%) si de P(<0,2%) in oteluri imbunatatesc mult aschiabilitatea.
Analizând aceste conditii vom observa ca din punct de vedere al continutului de carbon , dar si din cel al continutului de S si P, marca OLC 45 are aschiabilitate buna.
Pentru cresterea aschiabilitatii ese recomandata o recoacere prealabila de inmuiere. *Calibilitatea este proprietatea materialelor de a se caii
Calibilitatea otelurilor creste odata cu continutul de carbon si de elemente de aliere.
Marca OLC45 prezinta o calibilitate buna, pretandu-se la tratament termic al suprafetei si la operatii de tratament termochimic.
Variantele semifabricatului pentru piesa data prin proiect:
-semifabricat laminat
-semifabricat forjat liber pe ciocan de forjat
-semifabricat matritat pe masini de forjat.
O problema care influenteaza foarte mult tehnologia de fabricatie pentru un reper este alegerea variantei optime de semifabricat. Semifabricatul trebuie sa aiba o forma cat mai apropiata de forma piesei finale pentru a necesita cat mai putine prelucrari , deci un consum cat mai redus de material si energie.
Alegerea semifabricatului optim consta in verificarea umatoarelor aspecte tehnico economice:
-felul semifabricatelor corespunzatoare tehnic pentru piesa;
-gradul de apropiere al acestor semifabricate de piesa;
-costul fiecarui semifabricat tehnic posibil pentru piesa si alegerea semifabricatului cu cost minim.
* Gradul de apropiere al semifabricatului de piesa. Se determina prin:
Procedeele de obtinere prin forjare cele mai indicate sunt;
Forjare libera
Metoda de semifabricare prin forjare libera se foloseste in general la productia de serie mica, unde este nerentabila semifabricarea in matrite .
Pentru usurarea forjarii libere, semifabricatul se proiecteaza cu o forma simplificata fata de cea a piesei finite, fiind prevazut cu un plus de material numit adaos tehnologic.
Deoarece la forjarea libera materialul se deformeaza plastic in mod neingradit (nu se limiteaza curgerea), nu se poate obtine o precizie ridicata; dimensiunile prezinta variatii mari, iar suprafetele rezulta cu abateri mari de la forma geometrica corecta, necesitând adaosuri mari de prelucrare.
Matritare
Semifabricatele matritate prezinta avantaje insemnate in comparatie cu semifabricatele forjate liber.
La acest tip de semifabricate se micsoreaza sau se exclud adaosurile tehnologice, inevitabile la piese cu variatii bruste a formei, se reduc adaosurile de prelucrare, iar tolerantele se micsoreaza de 3...4 ori.
Matritarea la cald permite obtinerea de semifabricate cu precizie ridicata , practic pentru piese cu orice configuratie, asigura o structura mai omogena a metalului, o calitate mai buna a suprafetei.
Costul relativ ridicat al matritelor face ca acest procedeu sa fie rentabil pentru un numar de piese corespunzator cel putin productiei de serie mijlocie.
Matritarea constituie procedeul de prelucrare prin presiune a metalelor si aliajelor prin care materialul în timpul deformarii plastice se deformeaza simultan în intreg volumul, iar curgerea acestuia este conditionata de forma si dimensiunile cavitatilor sculelor (matrite). Dupa matritare urmeaza operatia de debavurare, adica de înlaturare a surplusului de material colectat în bavura.
Pentru micsorarea adaosului tehnologic se va urmari geometria piesei prin matritare bilaterala, unde surplusul de material se gaseste în planul de separatie. Canalul de bavura poate prelua în anumite limite surplusul de material permitînd obtinerea de dimensiuni exacte, din semifabricate cu dimensiuni neexacte.
Stabilirea planului de separatie va tine seama de posibilitatile de executie, extragerea piesei matritate si de consumul de material în adaosul tehnologic, modul de curgere a materialului în bavura.
Matritarea pe ciocane
Este cel mai raspândit procedeu de deformarea plastica la cald folosindu-se în productia de serie sau masa pentru piese cu masa pâna la circa 1000 kg.
Matritarea pe prese
Matritarea pe prese are urmatoarele avantaje in raport cu matritarea pe ciocane:
precizie mai ridicata datorita rigiditatii sporite a berbecului;
înclinatii mai mici la peretii cavitatii datorita folosirii extractoarelor;
posibilitatea mecanizarii si automatizarii procesului;
consum mai mic de energie;
productivitate ridicata.
La întocmirea desenului semifabricatului matritat trebuie realizate urmatoarele faze succesive:
alegerea planului de separatie;
stabilirea adaosurilor de prelucrare;
stabilirea adaosurilor tehnologice;
aplicarea amprentelor
întocmirea desenului semifabricatului matritat se face plecând de la desenul de executie al piesei finite, la care se considera adaosurile de prelucrare si adaosurile tehnologice (înclinari pentru scoaterea usoara a semifabricatului din cavitatea matritei, raze de racordare pentru a elimina muchiile ascutite si pentru a ajuta la curgerea materialului in cavitatile matritei).
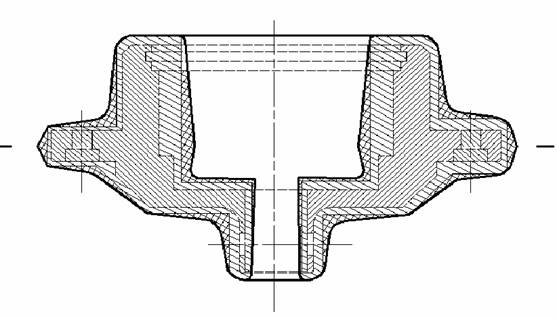
Schita semifabricatului obtinut in matrita pe presa
Matritarea pe masini de forjat orizontal (MFO)
Masinile de forjat orizontal sunt din punct de vedere constructiv asemanatoare cu presele mecanice cu excentric. Din punct de vedere constructiv exista doua tipuri de MFO :
cu planul de separatie al matritelor situat orizontal;
cu planul de separatie al matritelor situat vertical;
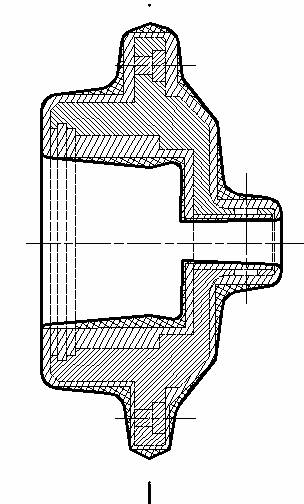
Principiul metodei;
Semifabricatul incalzit se introduce in locasul matritei fixe ,care este montata pe batiul presei ; semimatrita mobila se apropie de semimatrita fixa stangand semifabricatul, dupa care sub actiunea berbecului masinii in care se afla poansonul semifabricatul se deformeaza si metalul umple cavitatea locasului matritei.
Directia de actiune a poansonului este orizontala si materializeaza alezaj ui semifabricatului care se obtine.
2. Adoptarea procedeului economic de realizarea a semifabricatului
Realizarea semifabricatului in functie de productivitate (serie mica-mijlocie) si tipul piesei (bucsa cu alezaj stapuns) presupune unele avantaje si dezavantaje atât pe prese cat si pe masina de forjat orizontal:
. pe masina de forjat realizarea semifabricatului orizontal:
avantaje:
productivitate ridicata in comparatie cu utilajele clasice (prese sau ciocane);
folosirea economica a metalului;
deformarea pieselor se face cu viteze mici de deformare asigurând obtinerea de piese cu structuri favorabile ceea ce priveste directia fibrelor; dezavantaje:
pozitia semifabricatului de matritat se realizeaza cu opritoare;
existenta capetelor ramase la semifabricat dupa matritare;
cost ridicat al semifabricatelor;
Totusi, prin luarea unor masuri organizatorice, aceste neajunsuri pot fi înlaturate. . realizarea semifabricatului pe prese: avantaje:
costul semimatritelor este scazut in comparatie cu masina de forjat orizontal;
durabilitatea mare a semimatritelor; dezavantaje:
adaosuri mai mari in comparatie cu masina de forjat orizontal;
Criteriul pe baza caruia se alege semifabricatul economic este costul acestuia. Pentru forjarea in matrita (fara degrosari importante), relatia de calcul a costului semifabricatului este:
|
c + -, lei/buc N |
|
-FM |
Gj . Cmi + Com 1 + "
100, unde: Gj - greutatea materialului initial pentru forjare;
cmi - costul unui kg de material laminat;
Com - costul unitar al operatiei de matritare;
Rs - regia sectiei in care se executa operatia de matritare;
N - numarul de piese executate cu aceeasi matrita;
Costul unui kg de material laminat este acelasi pentru ambele cazuri. In cazul matritarii pe prese, greutatea semifabricatului laminat este mai mare decât in cazul matritarii pe masina de forjat orizontal, ceea ce conduce la costuri mai mari in primul caz.
Tinand cont de aceasta relatie de calcul, se observa ca forjarea in matrita pe masina de forjat orizontal este mai avantajoasa decât forjarea in matrita pe prese.
In concluzie metoda optima de obtinere a semifabricatului economic este cea de forjare in matrita pe masina de forjat orizontal.
3. Adoptarea adaosurilor totale de prtelucrare
Adaosurile totale de prelucrare depind de:
metoda si procedeul de executie a semifabricatului;
materialul semifabricatului;
clasa in care se incadreaza semifabricatul; Alegerea clasei de precizie se face in functie de:
grupa de forma din care piesa face parte (grupa de forma 3);
forma constructiva a piesei (piesa cu gaura nepatrunsa). Din aceste considerente, rezulta clasa de precizie II.
|
1) Adaosuri de prelucrare ale piesei matritate pe masini de forjat orizontal sunt prezentate in tabel SI |
|
STAS 1299-80 |
|
|
|
|
Dimensiuni(mm) |
Clasa de precizie |
Adaosuri de prelucrare, (mm) |
|
|
Peste |
Pana la |
II |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
2) Abaterile limita la dimensiunile D si Hpentru piesele matritate in clasa a Ii-a de precizie pe masini de forjat orizontal sunt prezentate in tabel
|
'icos Tab. |
|
|
|
|
|
|
|
înaltimea max H, mm |
D/H |
Diametrul sau grosimea maxima D, mm |
||||
|
Peste |
Pana la |
Peste |
|
|
|
|
|
Pana la |
|
|
|
|||
|
Abaterile limita la dimensiunea D si respectiv H, mm |
||||||
|
|
|
D |
|
|
|
|
|
H |
|
|
|
|
||
Adaosurile de prelucrare normale sunt completate de adaosuri tehnologice: inclinatii de matritare; raze de racordare. 3) Valorile inclinatiilor de matritare sunt prezentate in tabel
|
Tipii utilajului de matritat |
înclinatiile de matritare maxime |
|
|
M.f.o. |
Suprafete exteriaore |
Suprafete interioare |
|
lu |
|
|
Valorile razelor de racordare sun prezentate in tabel
|
înaltimea considerata h;, mm |
Razele de racordare, in mm pentru raportul |
||
|
Peste |
Pana la |
hj / b; < 2 |
|
|
r |
R |
||
|
|
|
|
|
Valorile adaosurilor de prelucrare stabilite de STAS 7670-66 pentru piesele din otel matritate corespund pentru suprafete prelucrate care au rugozitatea Ra=25um, rezulta conform STAS, ca valorile adaosurile de prelucrare se majoreaza cu 0.5mm. Rugozitatea semifabricatului este cuprinsa intre Ra (25-50) um.
STABILIREA TRATAMENTELOR TERMICE PRIMARE NECESARE
Tratamentul termic primar are ca scop imbunatatirea prelucrabilitatii semifabricatului (prin aschiere) si de detensionare a acestuia.
|
Marca otelului |
Recoacere de inmuiere |
SAU |
Recoacere intermediara |
||
|
OLC45 |
Temp UC |
Mediul de racire |
Temp UC |
Mediul de racire |
|
|
|
cuptor |
|
cuptor |
||
|
