MINISTERUL EDUCATIEI, CERCETARII SI INOVARII
COLEGIUL TEHNIC DIMITRIE DIMA PITESTI
PROIECT
PENTRU EXAMENUL DE CERTIFICARE
A COMPETENTELOR PROFESIONALE NIVEL 3
TEHNICIAN PROIECTANT CAD
TEMA LUCRARII:
EXECUTIA SI MONTAREA ORGANELOR PENTRU CIRCULATIA FLUIDELOR
ARGUMENT
Creatie tehnica a omului , masina este realizata dintr-un ansamblu de elemente mecanice componente (organe), inlantuite cinematic , cu miscari strict determinate. Nici o masina nu poate fi realizata fara cunostinte temeinece despre organele sale componente.
Este absolut necesar cunoasterea primelor notiuni de baza despre calculul si construirea principalelor organe de masini de uz general.
Industria constructoare de masini trebiu sa utilizeze tehnologii noi, eficente precum realizarea de masini, utilaje si aparate prin folosirea si exploatarea in mod rational al tehnologiilor de prelucrarea si a formulelor de calcul ce stau la baza proiectarii reperului. De asemenea calculele de rezistenta materialelor care stau la baza stabilirii corecte a variantelor constructive trebuie utilizate corespunzator.
Proiectul de baza este conceput astfel incat sa sintetizeze atent aspectele teoretice cat si cele practice conform cu reperul ales.
El vine ca raspuns la nevoia imperioasa de pregatire a elevilor (tehnicienilor) in domeniul tehnic, specializarea mecanica care sa le permita acestora sa se poata integra activ si competent in viata profesionala , pe piata muncii.
Prin tema aleasa pentru elaborarea proiectului s-a dorit sa se dezvolte creativitatea, logica, puterea de decizie, sa se creeze oportunitatile de a se prezenta o varietate de contexte si situatii.
Continutul stiintific al proiectului imbina o serie de cunostinte de specialitate din domeniul mecanic ( materii prime si materiale, masurari tehnice, tehnici de masurare in domeniu, sisteme de transmiterea miscarii, planificarea si organizarea productiei, sisteme si tehnologii de fabricatie), studiate in clasele a X-a, a XI-a si aprofundate in clasa a XII-a.
Activitatea de proiectare asistata de calculator este consecinta fireasca a necesitatii proiectarii mai rapide a unor produse de calitate tot mai buna.
Programele CAD sunt destinate cu precadere realizarii desenelor din domeniul tehnic, in ultima vreme capatand insa si numeroase valente estetice sau chiar
artistice.
Prin functiile lor, ele ofera posibilitatea construirii modelului, imbunatatirea lui prin operatii interactive, testarea acestuia cu ajutorul unor simulatoare si apoi realizarea fazelor de postprocesare: crearea listei de componente si materiale, generarea auto 858j93i mata a tehnologiei si a comenzilor numerice pentru masinile unelte cu comanda program
Desenarea asistata de calculator creste performantele si viteza de realizare ale proiectarii traditionale. Un desen, fie ca este o vedere sau o sectiune, este in esenta o colectie de linii, drepte, arce, elipse, etc. In general, fiecare element reprezinta o succesiune de entitati fiind redat in conformitate cu modelul bazat pe calculator al desenului.
2. PREZENTARE GENERALA
Ansamblul elementelor montate pe un traseu bine determinat, delimitand un spatiu inchis prin care se transporta si se distribuie materiale in stare fluida sau fluidizata, se numeste conducta.
Fluidul ce se transporta poate fi: lichid (apa, uleiuri, benzine, produse chimice etc) ; gazos (abur, aer comprimat, hidrogen, amoniac etc) ; corpuri solide aduse in stare fludizata (transportul hidraulic al lemnelor, al sfeclei de zahar, transportul pneumatic al minereurilor, al pulberilor, al cerealelor etc).
Conductele pot avea lungimi de la cativa centimetri sau metri (in cadrul agregatelor sau al uzinelor) si pana la sute sau mii de kilometrii (transportul intre localitati sau intre tari ).
Avantajul principal al acestei variante de transport este ca, pana la o anumita valoare a cantitatii de fluid transportate, este cel mai ieftin.
Elementele constructive de baza ale unei conducte sunt: tubulatura 1 (conduce fluidul), armaturile sau robinetele 2 (comanda si regleaza circulatia fluidelor), aparate de masura si control 3 (indica valoarea temperaturii, presiunii PH-ului etc), suporti de rezemare 4, piese fasonate (ramificatii) 5, compensatoarele de dilatare 6, flansele 7 (solidarizeaza elementele invecinate), elementele de sustinere 8, elemente de retinere a fluidului 9, pompa 10 (imprima fluidului presiunea necesara pentru a putea fi transportat).
Conductele se executa la diametre nominale standardizate. Acestea au valori apropiate de diametrul sectiunii de trecere a fluidului. Presiunile nominale, standardizate, determina incadrarea conductelor in anumite trepte de presiune. Acest lucru, alaturi de temperatura si caracteristicile chimice ale mediului de lucru transportat, ajuta la alegerea corecta a tipului de conducta. La executia conductelor si a elementelor de legatura sunt utilizate materiale care prezinta : o buna rezistenta elastica si plastica ; rezistenta la presiunea, temperatura si actiunea coroziva a mediului de lucru, a mediului ambiant ; prelucrabilitate ; pret de cost optim fata de cerintele impuse de exploatare.
3. ELEMENTE PENTRU CONDUCEREA FLUIDELOR
Tubulatura conductelor are rol de delimitare a spatiului in care este condus fluidul si se executa prin procedee de laminare, circulara in sectiune. Dupa destinatie, conuctele pot fi industriale (tehnologice, de ventilatie, de ungere) sau civile(de apa, canal, termoficare, etc). Tubulatura se prezinta sub forma de : tevi- au peretii subtiri, lungimea mult mai mare decat diametrul si se executa prin procedee de laminare, tragere, sudare din platbanda sau tabla roluita. Pentru medii de lucru corozive se folosesc oteluri anticorozive inalt aliate. Tevile se pot proteja la interior prin cauciucare, emailare, placare ; se mai pot executa de asemeni din cupru, alama, aluminiu, plumb ; tuburi au peretii mai grosi , diametrele foarte mari, lungime mult mai mica decat tevile si se executa din fonta turnata, beton, gresie antiacida, azbociment, etc.
4. ELEMENTE PENTRU RETINEREA FLUIDELOR
Din aceasta categorie fac parte : rezervoarele, recipientele si cilindrii masinilor de forta sau ai masinilor de lucru.
Aceste elemente se executa in special prin turnare din fonta sau din otel. Cele de dimensiuni mari se executa prin sudare din table de otel.
Rezervoarele, recipientele si cilindrii au ca anexe conducte de umplere si de evacuare, serpentine de incalyire sau de racire, dispozitive de nivel si de prealin, precum si armaturile specifice.
Rezervoarele sunt vase inchise (de constructie etansa) utilizate pentru depozitarea fluidelor la presiunea atmosferica sau la presiuni diferite, dar la temperatura obisnuita. De exemplu, rezervoarele de benzina ale masinilor rutiere sau cele ale statiilor de benzina, rezervoarelor castelelor de apa, etc.
Recipientele sunt tot vase inchise de contructie etansa.Ele retin fluidele la temperaturi si presiuni diferite.
|
|
Ca exemplu pot fi indicate buteliile de aragaz, autoclavele, tamburele cazanelor de abur, putere de oxigen, etc.
Rezervoarele si recipientele au forme constructive variate. Mai obisnuite sunt formele cilindrice (tamburele cazanelor cu abur, cisternele pentru transporturi laptelui, al benzinei etc.), sferice (vase de depozitat din industria chimica).
5. ELEMENTE PENTRU COMANDA SI REGLAREA FLUIDELOR
Armaturile sunt elemente componente folosite in urmatoarele scopuri : inchiderea (retinerea) si deschiderea circulatiei fluidelor ; reglarea debitului de curgere a fluidului ; masurarea si controlul unor parametri (presiune, temperatura etc) pentru siguranta si protectia instalatiilor.
Armaturi normale. Organele se folosite pentru inchiderea si cele pentru deschiderea circulatiei fluidelor se numesc armaturi normale.
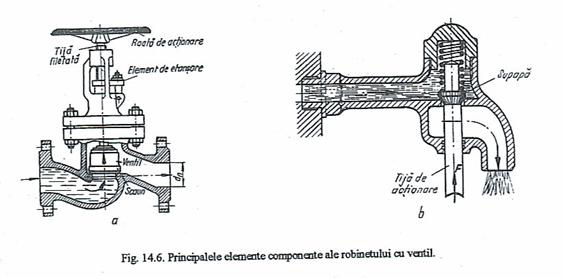
Organul cel mai utilizat pentru comanda circulatiei fluidelor este ventilul sau
supapa (fig. 14.6, a,b).
|
|
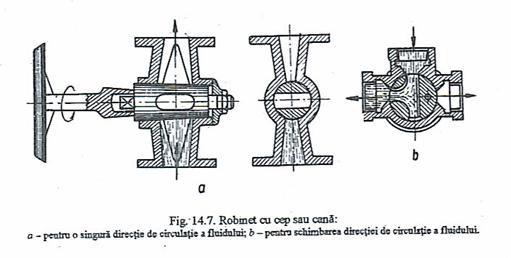
Inchiderea deschiderea se obtin prin deplasarea liniara a ventilului, prin insurubare desurubare in cauza ventilului din figura 14.6, a, sau prin actionarea directa a tijei, supapei in cazul robinetului din figura 14.6,b. Robinetele cu cap (fig. 14.7) asigura o inchidere etansa prin contactul suprafetelor slefuite ale cepului cu corpul armaturii. Astfel de armaturi se monteaza pe conducte cu gaze, la indicatoarele de nivel etc. Deschiderea se face prin rotirea cepului prevazut cu fanta. Se pot construi robinete cu cep pentru : un singur ceas, doua sensuri, doua sau trei cai de curgere (fig.14.7, b).
Cele mai reprezentative
armaturi cu functie de reglaj sunt robinetele cu ac si supapele
cu clapete sau vane (fig 14.8) executate in diferite variante. 
Variatia debitului de trecere prin conducta este reglata prin insurubarea sau desurubarea treptata a tijei acului. Astfel elementele de inchidere pot asigura o sectiune variabila a orificiului de trecere a fluidului, adica se poate regla debitul de trecere prin conducta.
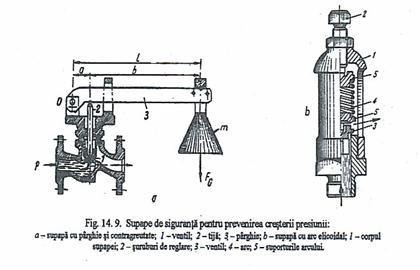
Grupa armaturilor speciale cuprinde aparatele pentru presiune, debit etc. din interiorul fluidului conductei sau al vaselor precum si supapele, ventilele sau valvele de siguranta ce se monteaza pe conductele sau pe recipientele in care presiunea fluidelor variaza de la P min la P max.
Este necesara protejarea unor astfel de instalatii impotriva deteriorarii determinate de cresterea presiunii peste valoarea maxima admisibila. Deoarece eventuala deteriorare a unor parti ale instalatiei ca urmare a suprapresiunii poate produce accidentarea personalului deservire, echiparea instalatiilor cu supape de siguranta este obligatorie.
|
|
In figura 14.9, a este reprezentata sectiunea printr-o supapa de siguranta cu parghie si contragreutate (G). Astfel de supape de siguranta functioneaza automat sub actiunea directa a presiunii fluidului. Un alt tip de armatura pentru siguranta si protectie foarte mult utilizat este supapa de siguranta cu arc elicoidal (fig 14.9,b).
Cand presiunea din conducta sau din recipientul pe care se monteaza supapa creste astfel incat creeaza o forta mai mare decat cea a arcului ventilului se deschide, iar presiunea se restabileste la valoarea admisibila.
6. ETANSARI
Etansarile reprezinta ansamblurile de organe de masini avand cas cop esential inchiderea cat mai ermetica a unui spatiu continand un mediu sub presiune, separarea a doua sau ami multe spatii cu medii aflate sub presiuni diferite, respectiv protectia etansa a unor spatii continand lubrifianti, impotriva pierderii acestora sau impotriva patrunderii unor corpuri straine.
Etansarile ocupa un rol deosebit de important in construictia de masini, deoarece de buna functionare a etansarilor depinde buna functionare a intregii instalatii sau durata ei de viata.
Clasificarea etansarilor poate fi facuta dupa diferite criterii ca, de exemplu :
Dupa contactul dintre suprafetele pieselor si ale garniturii care constituie etansarea, se deosebesc :
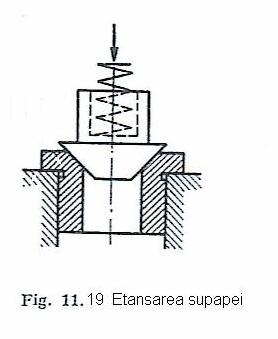
- etansari cu contact, la care etansarea se realizeaza prin contactul direct dintre suprafetele pieselor (fig. 11.17 si 11.19, a) sau prin contactul acestora cu un element intermediar care constituie garnitura de etansare.

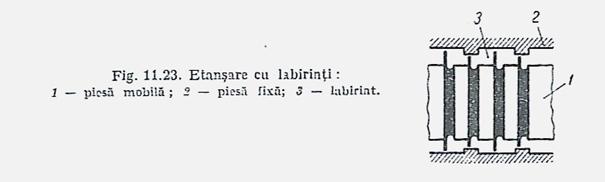
-etansari fara contact, la care etansarea se realizeaza prin forma interstitiului dintre cele doua piese (fig.11.23).
2) Dupa miscarea relativa dintre suprafetele pieselor intre care se realizeaza etansarea, se deosebesc :
- etansari fixe, la care nu exista miscare intre suprafetele pieselor ;
- etansari mobile, la care exista miscare intre suprafetele pieselor.
7. PROTECTIA SI IZOLAREA CONDUCTELOR SI ARMATURILOR
Protectia conductelor si armaturilor
Fluidele pot avea actiuni agresive asupra conductelor si aparaturii aferente sau, pentru a-si mentine parametrii functionali trebuie protejate. Aceasta actiune se manifesta prin distrugerea conductelor, si armaturilor prin coroziune si eroziune. Ca rezultat al acestor actiuni se produce distrugerea geometriei interioare a armaturilor, subtierea peretilor, distrugerea inelelor de etansare, strapungerea flanselor etc.
Pentru a preintampina aparitia acestor efecte in timpul functionarii instalatiilor din care fac parte conductele si armaturile se iau masuri speciale in procesul de proiectare, executie si ansamblare.
Solutia constand din executarea conductelor si armaturilor din materiale cu rezistenta mare la coroziune si eroziune oteluri bogat aliate cu Cr, Ni, Mn, Mo etc. sau aliaje neferoase nu poate fi intotdeauna aplicata din cauza costului ridicat al acestor materiale.
De aceea se adopta alte masuri ca :
folosirea etansarilor speciale din fibre ceramice cu insertie metalica si acoperis metalic din otel sau nichel ;
etansarea tijelor armaturilor cu teflon ;
evitarea montarii in contact direct a doua piese din metale cu potential electrochimic diferit.
Spre deosebire de metalele din grupa intai, cele din grupa a doua nu se oxideaza in aer.
Daca doua piese aflate in contact metalic direct sunt confectionate din materiale aflate la distanta mare, apare o coroziune puternica la locul de contac. De aceea se izoleaza suprafetele de contact cu un material plastic metalizat. Acesta se depune pe suprafetele pieselor ce trebuie izolate (fig. 11.25) dupa care montarea decurge in mod obisnuit.
|
|
Astfel se pot izola suruburile flanselor corp-copac si flansele paralele, dupa ce, in prealabil, s-a izolat si suprafata garniturilor metalice.
- depunerea de pelicule de protectie pe suprafetele armaturilor.
Aceste pelicule pot fi :
din material plastic, depus cu pensula ;
din materiale plastice, depuse cu spray ;
metalice, depuse prin
metalizare ;
din sticla, ceramica sau email, depuse prin procedee speciale ;
Protectia anticorosiva
Conductele situate in aer liber sau in diferite medii agresive sunt afectate, in general, de efectul coroziunii. Procesul de coroziune este de natura electrolitica si apare la piesele metalice aflate sub influenta unui mediu agresiv. Efectul acestuia este reducerea sectiunii piesei si reducerea rezistentei acesteia. Avand un efect negative foarte puternic, procesul de coroziune si de protectie contra coroziunii ocupa un loc important in preocuparile tehnicii actuale.
Protejarea anticorosiva se face prin interpunerea intre suprafata metalica si mediul ambiant a unui strat izolat ( mineral sau organic ) a unui metal inoxidabil
(crom, nichel) sau a unei depuneri de zinc. Procedeele de depunere pot fi prin realizarea unei pelicule din material plastic depus cu pensula sau prin pulverizare, prin metalizare sau zincare, prin acoperiri cu vopsele antiruginoase.
Izolarea condutelor si armaturilor
Izolarea conductelor si, mai putin a armaturilor este o operatie care se executa dupa montare in una din urmatoarele situatii:
cand se urmareste evitarea pierderilor de caldura de la fluidul cald din conducta spre mediul inconjurator;
cand se urmareste impiedicarea patrunderii caldurii din exterior, la un fluid rece care circula prin conducta,
cand este necesara protectia conductei sau armaturii impotriva actiunii mediului in care ele sunt amplasate,
cand este necesara evitarea incalzirii conductei sau armaturii sub actiunea razelor solare.
In functie de scopul urmarit se allege un anumit tip de izolatie si o anume substanta izolatoare.
Astfel, in cazul cel mai obisnuit, izolatiile termice se realizeaza cu ajutorul vatei de sticla. Stratul de vata este multat pe conducta cu ajutorul unei plase din sarma si al unui strat din carton, strans cu sarma din otel ( fig. 11.30, a). Pentru conductele cu diametru mare, in locul cartonului asfaltat se poate utiliza tabla galvanizata.
Conductele care se protejeaza impotriva umiditatii, de exemplu din sol, se izoleaza cu bitum si hartie ( fig. 11.30, b).

Conductele obisnuite care lucreaza in aer se izoleaza prin acoperire cu lacuri si vopsele. Culorile acestora indica, conform prevederilor unui standard de stat, si natura fluidului care circula prin conducta sau armatura.
Conductele si armaturile care lucreaza in aer liber, in bataia razelor solare, se vopsesc, dacaa este cazul, cu vopsele sau lacuri de culoare argintie ( pe baza de bronz de aluminiu ) astfel incat sa reflecte razele si sa acumuleze cat mai putina caldura.
8. CONTROLUL IMBINARII TEVILOR SI TUBURILOR
Controlul imbinarii tevilor consta in efectuarea probelor tehnologice si vizeaza rezistenta la etanseitate atat a elementelor de baza cat si a imbinarilor cand prin conducta circula fluide. Probele de etanseitate se fac hidraulic, cu ajutorul unei prese hidraulice manuale, in conducte introducandu-se apa. Presiunea de proba, superioara celei de lucru a fluidelor se stabileste prin caietele de sarcini de catre proiectant.
Inainte de proba conductele se spala cu apa sau se sufla cu aer, in interior, in scopul de a se inlatura orice reziduuri.
Pentru probe conductele se echipeaza cu aparate de masurat si control ca: manometre, termometre, supape de siguranta etc. Felul sau caracterul probelor ce se executa sunt prevazute in documentatia de executarea conductelor.
De obicei, toate conductele destinate transportului de lichide, indiferent de diametrul lor, ca si conductele de gaze pana la diametrul de 150 mm, se probeaza hidrauluic. Peste 150 de mm diametru conductele de gaze se probeaza fie cu apa, fie cu aer.
Presiunea de proba, in majoritatea cazurilor, este 1,25 P . Se mentine presiunea de proba timp de 5 10 min, dupa care presiunea in conducta se scade la valoarea presiunii nominale, executandu-se o usoara ciocanire a imbinarilor sudate, la o distanta de 15 20 mm de cusatura de sudura, cu un ciocan cu capul bombat
( sferic), timp in care se face controlul imbinarilor.
Rezultatele probei se constituie satisfacatoare daca nu se constata scaderea presiunii in manometre si nu sunt pierderi de apa.
Dupa terminarea probelor hidraulice de presiune apa din conducte se evacueaza, avand insa grija sa se deschida armaturile de aerisire pentru a evita formarea vacuumului care poate avea efecte daunatoare atat asupra AMC- urilor, cat si asupra conductei.
Se insufla apoi aer in conducta, avand deschise toate armaturile la maximum.
La proba pneumatica, conductele se tin timp de 30 de minute la presiunea de proba.
Proba de etanseitate se efectueaza tinand conducta 24 de ore la presiuneaa nominala si apoi calculand pierderea de gaz produsa.
Detectarea defectelor se face cu o emulsie de apa cu sapun.
Tevile se imbina intre ele direct, cap la cap, nedemontabil, sau demontabil, prin intermediul unor elemente de legatura ( mufe, nipluri, teuri, coturi ), numite fitinguri sau flanse. In functie de parametrii functionali ai fluidului, elementele de legatura se executa prin turnare din fonta maleabila sau din otel si, pentru presiuni mari, prin forjare din otel.
Pentru preluarea efectelor produse de dilatatii din cauza diferentelor mari de temperatura, in circuitele lungi de conducte se utilizeaza compensatoarele de dilatatie. Acasta se executa in forma de bucle sau axiale.
Imbinarea tevilor
Tevile se imbina intre ele direct, cap la cap, nedemontabil, sau demontabil, prin intermediul unor elemente de legatura(mufe, nipluri, racorduri, teuri, cruci, coturi), numite fitinguri (Anexa 3) sau cu flanse. In functie de parametrii functionali ai fluidului, elementele de legatura se executa prin turnare din fonta maleabila sau din otel si, pentru presiuni mari, prin forjare din otel.
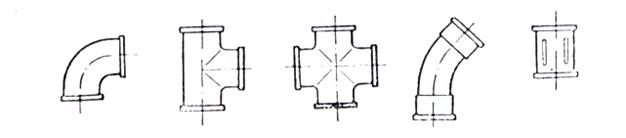
Pentru preluarea efectelor produse de dilatatii din cauza diferentelor mari de temperatura, in circuitele lungi de conducte se utilizeaza compensatoarele de dilatatie. Aceasta se executa in forma de bucle sau axiale.
Imbinarea nedemontabila a tevilor
a. Asamblarea prin lipire. Acest procedeu de imbinare nedemontabila se aplica in special in cazul tevilor si conductelor care, in timpul lucrului, sunt supuse la presiuni mult mai mici comparativ cu conductele asamblate prin sudura.
Lipirea este admisa pentru imbinarea tevilor din metale neferoase la presiuni conventionale, precum si din materiale nemetalice (exemplu: materiale plastice).
b. Imbinarea prin sudura. Este mai simplu de executat deci mai economica si calitativ superioara ca etansitate.
Imbinarea prin sudura a tevilor si conductelor se realizeaza prin urmatoarele procedee:
sudare cu flacara oxigaz;
sudare cu gaze prin presiune;
sudare electrica prin rezistenta.
Sudarea cu flacara oxigaz, in special cu flacara oxiacetilenica, este foarte raspandita la sudarea tevilor necesare in diferite domenii: tevi de apa, de gaze, de petrol, de abur, etc.
Tevile cu peretii subtiri cu grosimea de 1 3 mm se sudeaza fara tesirea capetelor cu ajutorul unui metal de adaos. Tevile cu peretii mai grosi de 4 mm se sudeaza dupa tesirea in V a capetelor.
Pentru a asigura o imbinare buna se aplica un inel interior.
Capatul sarmei de adaos este tinut in baia lichida, iar flacara trebuie sa acopere metalul depus pentru ca oxidarea sa fie redusa la minimum.
Pentru a impiedica solicitarea custurii datorita tensiunilor reziduale care iau nastere in urma racirii neuniforme si a modificarii structurii este de preferat sa se dea tevii pe portiunea sudurii o forma mai putin rigida.
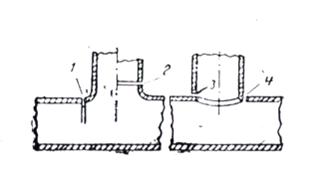
Ramificatiile tevilor se imbina printr-o sudura executata in locurile 1 si 2 (Anexa 4); nu se recomanda executarea sudurii in locurile 3 si 4 deoarece opun rezistenta la trecerea fluidului.
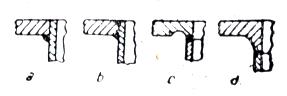
Flansele se fixeaza prin sudura unilaterala (Anexa 5 a ) sau bilaterala (Anexa 5 b).
Pentru a se inlatura tensiunile datorita grosimii (Anexa 5 c) inegale a tevii si a flansei se executa un sant circular in flanse sau se sudeaza o flansa cu peretele subtiat inspre teava (anexa 5 d).
Sudarea manuala cu flacara oxiacetilenica se foloseste de asemenea la imbinarea conductelor cu diametre mari pe santier, unde alt procedeu nu este posibil.
Datorita conditiilor specifice de lucru pe santier, mai ales la conductele care urmeaza a se ingropa, sudarea manuala se face in conditii grele si trebuie executata cu cea mai mare atentie.
Sudarea cu gaze prin presiune se foloseste la sudarea conductelor, tevilor, sinelor, osiilor, etc.
Piesele de sudat se incalzesc cu flacara de gaze in locul de imbinare pana la starea plastica (rosu deschis) si apoi se preseaza cele doua capete. Productivitatea acestui procedeu este mare.
Imbinarea unei tevi cu diametrul de 200 300 mm si grosimea peretilor de 6 12 mm se executa in 30 100 s.
Masina de sudat care se foloseste in acest caz este compusa dintr-un suport, un dispozitiv de strangere pentru fixarea pieselor care urmeaza a fi sudate, un mecanism de impingere (refulare), un suflai si un mecanism permitand deplasarile suflaiului (Anexa 6).
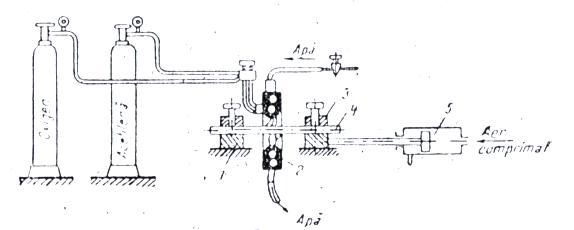
Pentru incalzirea elementelor cilindrice se foloseste un suflai compus din doua semicercuri pe al caror perimetru interior se afla mai multe ajutaje. Cu cat pasul dintre flacarile suflaiului este mai mic, cu atat numarul de ajutaje asezat pe parte interioara a suflaiului este mai mare.
Alimentarea suflaiului se face de la un generator de acetilena si o butelie de oxigen.
Sudarea prin presiune prezinta o deosebita importanta in cazul cand lipseste energia electrica de exemplu, la construirea conductelor.
Sudarea electrica a tevilor prin rezistenta (contact) se realizeaza cu ajutorul masinilor electrice de sudat cap la cap.
Procedeul este foarte raspandit datorita faptului ca da o cusatura de sudura de calitate superioara.
Se intrebuinteaza pe scara larga la sudarea tevilor, profilelor, etc. Caldura produsa
la trecerea curentului electric prin piesele supuse sudarii si prin rezistenta de contact dintre capetele celor doua tevi de sudat incalzeste rapid suprafetele in contac. Prin presarea pieselor astfel incalzite se realizeaza o imbinare foarte rezistenta (sudare prin refulare).
Tevile de sudat sunt fixate in niste bacuri de cupru aliat cu beriliu sau argint si presate puternic una asupra celeilalte.
Sudarea cap la cap se poate executa si prin metoda sudarii cu scantei (prin topire).
La acest procedeu, tevile sunt la inceput in contact pentru stabilirea arcului voltaic (amorsare) si apoi se indeparteaza pastrandu-se distanta necesara mentinerii arcului pentru ca topirea sa fie continua. Dupa ce metalul a atins temperatura de topire se aplica o presiune care face ca metalul topit sa iasa dintre capetele pieselor si sa formeze o bavora circulara in jurul tevilor imbinate.
La sectiuni mari (peste 100 mm²) topirea nu se face continuu ci cu intermitenta. Acest procedeu se aplica in special cand masinile de sudat nu sunt suficient de puternice pentru sectiunea de sudat.
Sudarea prin scantei este superioara sudarii prin refulare deoarece metalul topit elimina sub actiunea presiunii eventuale impuritati pe cand la sudarea prin refulare aceste impuritati raman in cusatura.
c. Imbinarea prin mandrinare. Asigura imbinarea inte tevi si alte elemente (flanse, placi tubulare etc.).
Mandrinarea este operatia prin care se realizeaza o imbinare rezistenta si etansa a tevilor, cu alte elemente (placi tubulare ale cazanelor de abur, flanse de legatura etc.).
Imbinarea trebuie sa reziste solicitarilor datorate presiuni fluidului, greutatii proprii a constructiei si dilatarilor termice.
Operatia consta in presarea peretilor tevii in gaurile executate in peretii elementului cuprinzator cu care se imbina teava si se executa cu ajutorul unei scule speciale numita mandrina.
Teava se deformeaza plastic, iar peretele piesei cuprinzatoare se deformeaza elastic. Dupa ce inceteaza actiunea fortei de mandrinare adica dupa ce se scoate mandrina, peretele elementului cuprinzator deformat elastic revine la dimensiunile initiale in timp ce peretii tevii raman la dimensiunea imprimata de mandrina.
In felul acesta se exercita permanent o presiune intre cele doua piese, realizandu-se o imbinare etansa si rezistenta.
Fata de alte procedee de imbinare, mandrinarea prezinta avantajul ca se realizeaza simplu fara prelucrari complicate cum ar fi filetarea si are o productivitate mare.
Centrarea se face usor, iar imbinarea ofera o mare siguranta in exploatare. Sculele de mandrinare (mandrinele) se executa cu avans manual cu surub sau cu avans automat.
Mandrinele contin un numar de role conice (3 4) si un dorn conic interior. Prin inaintarea axiala a dornului, rolele conice sunt deplasate radial, apasand asupra peretilor tevii, pe care o largesc pana la contactul cu peretii gaurii.
In cazul mandrinelor automate in timpul rotirii dornului se naste intre dorn si bile o forta de frecare suficient de mare care imprima avansul automat. Asadar, pentru mandrinare este suficient sa se introduca mandrina in interiorul tevii si sa se roteasca dornul avansul fiind in acest caz automat.
Rotirea dornului se realizeaza cu ajutorul masinilor portative electrice sau pneumatice reglate la un cuplu limitat, astfel ca atunci cand s-a teminat mandrinarea rotirea inceteaza automat.
Uneori mandrinarea se executa si manual cu ajutorul unei chei fixe sau al unei manivele. Acest lucru este insa mai putin indicat, deoarece cere un efort fizic deosebit, are productivitate scazuta si nu asigura o mandrinare uniforma.
Inainte de mandrinare tevile se supun unui control minutios.
Fiecare teava, in special tevile din otel aliat, se verifica daca corespund ca marcaj calitatii prevazuta in documentatia de executie si certificatul de calitate primit la receptionare tevilor.
Lungimea tevii trebuie astfel aleasa incat sa asigure o depasire a suprafetei flansei sau placii tubulare, numita lungime libera.
Taierea tevilor se face intr-un plan perpendicular pe axul tevii cu o abatere maxima 2 % din diametrul exterior.
Dupa taiere, capatul tevilor se recoace pentru reducerea duritatii si marirea plasticitatii materialului tevii si pentru inlaturarea tensiunilor interne.
Recoacerea tevilor se face prin incalzirea capetelor pe o lungime de 200 250 mm la 550 650sC cu un combustibil care sa contina cat mai putin sulf. Incalzirea se face uniform, iar racirea se face in aer linistit.
Daca tevile au fost livrate de furnizor in stare recoapta nu mai necesita tratamentul termic indicat mai sus.
Dupa recoacere se curata capatul tevilor pana la luciu metalic; de asemenea alezajul elementului cuprinzator.
Nu se admite nici o urma de grasime pe suprafetele curatate si atingerea lor cu mana dupa curatire.
Nu se admit defecte exterioare sau interioare vizibile: lovituri, rizuri longitudinale, adancituri, crapaturi, fisuri, exfolieri, corosiuni.
Se admit unele rigurozitati sau rizuri longitudinale superficiale care prin indepartarea lor prin pilire nu reduc grosimea tevii sub limitele admise.
Dupa ce suprafetele au fost pregatite asa cum s-a aratat se introduce teava cu capatul in alezajul elementului in care urmeaza sa se faca mandrinarea si se verifica perpendicularitatea. Se potriveste apoi lungimea libera a capatului tevii.
Operatia de mandrinare se executa in doua faze:
Premandrinarea consta in fixarea tevii in azelaj si marirea diametrului ei cu ajutorul unei mandrine manuale invartita lent si cu avans uniform pana ce peretele exterior al tevii se preseaza fara joc pe peretele alezajului datorita contactului cu frecare dintre teava si alezaj.
Dupa ce se premandrineaza mai multe tevi se trece la operatia propriu-zisa de mandrinare. Mandrinarea se executa cu mandrine automate, cu turatie redusa si apasare puternica.
La mandrinele actionate electric, turatia este cel mult de 30 40 rot/min, iar apasarea este de 800 1200 daN/rola. Pe tot timpul mandrinarii mandrina se mentine centrata.
Dupa imbinarea prin mandrinare este supusa unor sarcini mari in lungul tevii, se executa mandrinarea cu role.
Calitatea imbinarii prin mandrinare depinde de urmatorii factori:
gradul de mandrinare, care rezulta din relatia:
g= ( d i/ds)100%
in care:
d cresterea diametrului tevii adica diferenta intre diametrul dupa mandrinare si inainte de mandrinare, in mm;
i jocul dintre teava si peretele locasului inainte de mandrinare, egal cu diferenta dintre diametrul interior al azelajului si diametrul exterior al tevii, in mm;
ds diametrul azelajului, in mm.
Valoarea optima a gradului de mandrinare este cuprinsa intre 0,5 si 1,2%. La tevi cu pereti mai grosi corespund valori mai mari.
raportul dintre calitatea materialului tevii si materialul piesei cuprinzatoare
Este necesar ca limita de curgere a tevii sa fie cu 3 5 daN/cm² mai mica decat a materialului piesei cuprinzatoare.
distanta dintre peretele tevii si peretele locasului Jocul trebuie sa fie cat mai
mic, insa sa permita introducerea tevii in locas fara deteriorare daca jocul este mai mare, materialul tevii se ecruiseaza la mandrinare, se micsoreaza aderenta la peretele locasului si uneori teava se poate fisura.
viteza de mandrinare, care nu trebuie sa fie mare. O mandrinare buna se obtine cu o turatie redusa si un avans mic.
Controlul imbinarilor prin mandrinare se face vizual. Nu se admit urmatoarele defecte:
fisuri sau crapaturi la marginea rasfranta a tevilor Este interzisa sudarea crapaturilor;
exfolieri profunde in peretele tevii;
prag interior partial sau pe intreaga circumferinta. Cand inaltimea pragului depaseste 15% din grosimea peretelui tevii mandrinarea se respinge;
mandrinarea insuficienta (joc intre teava si locas);
supramandrinarea, caracterizata prin aparitia unui guler alungit la teava sau a unui prag pe peretele exterior al tevii;
fisuri sau crapaturi in peretele locasului tevii.
d. Imbinarea prin faltuire. Tuburile cu pereti subtiri se pot imbina nedemontabil si prin operatii de faltuire sau lipire metalica.
9. SANATATEA SI SECURITATEA IN MUNCA
Conductele care lucreaza in atmosfera exploziva vor fi bine etansate in zonele de imbinare.
Se executa legarea la pamant folosindu-se scoave de cupru sau otel, pentru a se evita accidentele produse de descarcarile electrice din atmosfera.
La repararea conductelor se vor lua masuri de precautie, pentru a se evita exploziile, obturand bine conducta chiar in cazul unei avarii mici.
Cand se lucreaza cu bitum topit trebuie echipament de protectie corespunzator pentru executarea lucrarilor de izolare a conductelor tehnologice.
Pentru lucrarile la inaltime trebuie sa se amenajeze balustrade pe schele; lucratorii vor purta centuri de siguranta cu franghii de ancorare solide si nealunecoasa cu talpa subtire.
Pentru muncitorii care lucreaza la aplicarea de acoperiri de protectie se impune normelor si instructiunilor de tehnica a securitatii muncii elaborate pentru aceste locuri de munca, unde se folosesc substante corosive acide sau bazice care pot provoca arsuri sau intoxicatii.
10. APLICATII PRACTICE PENTRU TEMA
ORGANE PENTRU CIRCULATIA FLUIDELOR, UTILIZAND PROGRAMUL AutoCAD
10.1.Notiuni introductive
Domeniile de aplicabilitate ale programelor CAD actuale sunt numeroase: desene tehnice, planuri de montaj, ilustratii tehnice, scheme electrice, circuite electronice, arhitectura, planuri de constructie, cartografie, multimedia.
Desenele pot fi vizualizate, pot fi corectate, modificate sau dezvoltate, pentru ca in final sa fie desenate pe hartie la plotter sau imprimanta, ori exportate catre un alt program pentru realizarea de calcule ingineresti, pentru obtinerea rapida a unui prototip sau pentru fabricarea cu ajutorul unei masini unelte cu comanda numerica.
Atunci cand calculatorul este folosit pentru producerea unor vederi si sectiuni
ortogonale traditionale, prin CAD se intelege (cel putin in proiectarea mecanica) computer aided drafting, adica desenare (schitare) asistata. Daca sunt implicate si
posibilitatile si utilizarile 3D (ale modelelor spatiale), conceptul computer aided design devine sinonim cu computer aided modelling modelare asistata decalculator.
Avantajele utilizarii programului AutoCAD sunt:
numeroase posibilitati de creare si editare a desenelor;
precizie de calcul ridicata;
compatibilitate cu un mare numar de periferice grafice: monitoare,
digitizoare, plottere, imprimante;
multiple posibilitati de transpunere pe hartie a desenelor;
utilizarea a numeroase tipuri de linie si culori;
cotari automate ale obiectelor selectate;
hasurari ale suprafetelor inchise cu numeroase modele;
numeroase posibilitati de configurare;
conceperea de simboluri si biblioteci de simboluri;
selectarea oricarui sistem de masura si a formatului paginii de desen;
10.2 Ecranul grafic AutoCAD
Lansarea in executie a programului AutoCAD se face prin activarea iconitei specifice, din bara de stare sau de pe desktop-ul sistemului de operare, ori prin lansarea in executie a fisierului acad.exe. Se incepe astfel un desen nou cu denumirea Drawing1.dwg ce se poate pastra sau modifica atunci cand se salveaza fisierul.
In figura de mai jos prezentam ecranul grafic AutoCAD
|
|
![]() meniuri
meniuri
sistemul de coordonate bara de stare
linia de comanda cursorul grafic zona de desenare
bara cu instrumente
Aici distingem mai multe zone dupa cum urmeaza:
Meniurile: organizeaza functiile si comenzile AutoCAD functie de actiunile acestora;
Bara cu instrumente: pentru o apelare rapida a comenzilor AutoCAD. Organizarea acestora este asemanatoare cu cea a meniurilor;
Zona de desenare: zona destinata reprezentarii grafice;
Cursorul grafic: indica pozitia punctului curent;
Sistemul de coordonate: ofera informatii despre planul curent de desenare;
Bara de stare: furnizeaza informatii despre nivelul de interactiune oferit de AutoCAD utilizatorului.
Linia de comanda: locul unde se introduc comenzile, cu ajutorul tastaturii.
10.3.Comenzi de desenare utilizate pentru rezolvarea aplicatiei
Bara cu instrumente de desenare
|
|
1. Linia Se poate desena un singur segment sau o serie de mai multe segmente.
Comanda: LINE (origine/From, destinatie/To)
2. Cercul Se deseneaza un cerc prin mai multe variante
Comanda: CIRCLE (origine, raza sau diametrul)
3. Arcul
Comanda: ARC 3-Points (3 puncte). Prin aceasta metoda, este creat un arc care treceprin trei puncte specificate. Primul punct este considerat punctul de inceput, al doilea este punctul de sfarsit, iar cel de-al treilea poate fi orice punct dintre primele doua.
Aceasta este metoda prestabilita de desenare a arcelor de cerc.
4. Polygon
Comanda: POLYGON Se deseneaza un poligon regulat specificand: centrul poligonului, numarul de laturi, daca poligonul este circumsris sau inscris unui cerc si raza cercului.
10.4. Comenzi de editare utilizate pentru rezolvarea aplicatiei
ERASE
Comanda ERASE Cu ajutorul comenzii ERASE, se pot elimina obiectele selectate dintr-un desen.
2. TRIM
Comanda TRIM Aceasta comanda permite retezarea obiectele dupa un contur existent.
3.COPY
Comanda COPY Aceasta comanda permite copierea obiectelor
|
|
Cotarea desenului s-a realizat cu ajutorul barei de cotare Dimension din care am folosit: cotarea diametrelor si a razelor.
Cu ajutorul comenzilor mentionate am realizat desenul din anexa nr.1.
11. BIBLIOGRAFIE
1. GHEORGHE ION s.a.- Tehnologia asamblarii si montajului, manual pentru licee industriale cu profil de mecanica- Editura Didactica si Pedagogica, Bucuresti 1978.
2. RUXANDRA MOIA s.a.- Organe de masini si mecanisme, manual pentru clasa a XI-a Editura Sigma
3. VASILESCU MARIANA s.a.- Asamblarea, intretinerea si repararea masinilor si instalatiilor Editura All.
4. ION MORARU s.a.- Utilajul si tehnologia meseriei constructiei de masini, manual pentru clasele a IX a si a X-a , licee industriale si scoli profesionale anul I -Editura Didactica si Pedagogica R.A., Bucuresti 1994
5. GH. ZGURA, s.a. Utilajul si tehnologia lucrarilor mecanice Manual pentru liceele industriale, E.D.P. Bucuresti 1980.
6. VASILE MARGINEAN, s.a. - Utilajul si tehnologia meseriei Manual pentru liceele industriale, E.D.P. Bucuresti 1993.
7. EMIL ARIESAN, GHEORGHE PEPTEA, - Lacatuserie generala - Manual pentru liceele si scoli profesionale, E.D.P. Bucuresti 1983.
8. NOIA. R., TENESCU L., 'Organe de masini si mecanisme' ,Manual pentru clasa a XI a, profil tehnic, Editura SIGMA 2002.
AUREL CIOCARLEA- VASILESCU MARIANA CONSTANTIN, Asamblarea, intretinerea si repararea masinilor si instalatiilor- Manual pentru clasa a XII-a, Editura: ALL 2000
10. I. Vieru, A. Clenci, Stefan Tabacu Autocad Aplicatii practice pentru inginerie mecanica, Editura Universitatii din Pitesti, 2004
11. Stefan Tabacu, Adrian Clenci - Grafica pe calculator AutoCAD Aplicatii practice , Editura Universitatii din Pitesti, 2001
12. Victor Florin Constantin, Vasilescu Aurel Ciocarlea, Constantin Mariana, Daniel Besnea - Utilizarea aplicatiilor de tip CAD Manual pentru clasele
a XI-a si a XII-a , Editura CD Press, 2008
12. ANEXE
|