ALTE DOCUMENTE
|
||||||||||
DEBITAREA SEMIFABRICATELOR ÎN VEDEREA FORJĂRII, MATRIŢĂRII sI SUDĂRII
Lucrarea urmareste sa prezinte utilajele si procedeele de debitare a semifabricatelor în vederea forjarii, matritarii si sudarii.
Prin debitare se întelege operatia tehnologica de obtinere a unui semifabricat (lingou, bara profil laminat) la dimensiunea si masa necesara forjarii ulterioare la cald sau la rece sau obtinerea piesei finite direct prin aschiere.
La aplicarea unui procedeu trebuie sa se aiba în vedere posibilitatea obtinerii preciziei impuse de catre tehnologul metalur 11211e416l g în conditiile de cost minim si cu o productivitate maxima.
Aplicarea unui procedeu sau altul se face în functie de conditiile concrete din atelier. Semifabricatele trebuie sa îndeplineasca urmatoarele conditii: sa aiba precizia prescrisa si duritatea în zona debitata sa nu difere semnificativ în raport cu duritatea neafectata de procesul de debitare.
Principalele tehnologii de debitare sunt:
Tab. 1
|
Prin aschiere |
Cu scule metalice |
Cu cutit de debitat pe strung Cu freza disc Cu ferastrau alternativ Cu ferastrau circular Cu ferastrau panglica |
|
Cu scule nemetalice |
Cu disc abraziv |
|
|
Prin frictiune |
|
Cu scula panglica sau scula disc |
|
Prin forfecare |
La rece sau la cald |
Deschisa; Semideschisa Semiînchisa Închisa |
|
Neconventionale |
|
Cu plasma; Oxigaz; Anodomecanic; Electrochimic; Electroeroziune; Cu contact electric; Cu laser; Cu alti agenti |
1. Debitarea prin forfecare care este cea mai raspândita în productia industriala, care poate fi din punct de vedere al preciziei de prelucrare:
Semifabricatele obtinute prin debitare obisnuita nu pot fi prelucrate direct prin aschiere sau prin presare în matrite închise. Cele obtinute prin forfecare de precizie pot fi direct prelucrate în matrite închise sau prin aschiere. Debitarea prin forfecare se clasifica ca în tabelul 1 în functie de constructia partilor active ale dispozitivului si dupa modul de fixare al semifabricatului în dispozitiv. Strângerea semifabricatului si debitarea sunt concomitente.
La debitarea cu ajutorul foarfecelor jocul dintre cutite se determina cu relatia:
![]() mm,
mm,
2. Debitarea prin rupere se aplica numai la rece, acelor materiale a caror rezistenta depaseste 600N/mm2. Daca aceasta conditie nu este îndeplinita materialul se îndoaie.
Semifabricatul în vederea debitarii prin rupere este asezat pe doua reazeme iar ruperea se face cu ajutorul unui cutit.
In prealabil semifabricatul este pregatit, executându-se o crestatura de adâncime:
h = 0,1d mm
unde, d este diametrul semifabricatului de debitat, în mm.
3. Debitarea pe fierastraul alternativ asigura o suprafata neteda si perpendiculara pe axa semifabricatului initial. Procedeul se aplica la semifabricate cu sectiuni mari, bare profilate, tevi. Procedeul se aplica, în special, atunci când prima operatie de deformare plastica este refularea.
 Utilajul de
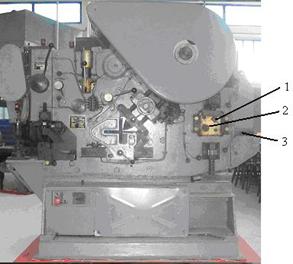
debitat este o ghilotina universala (fig. 1) care poate debita bare
rotunde pâna la diametrul de 50mm; bare patrate cu latura de 50mm
si semifabricate din table groase cu grosimea de pâna la 10mm. Pentru
primele doua tipuri de semifabricate se folosesc setul de cutite
plasate în locasurile de debitat bare patrate 1 si bare rotunde
în locasul 2. pentru semifabricate din tabla se folosesc
cutitele pentru debitat semifabricate din tabla.
Utilajul de
debitat este o ghilotina universala (fig. 1) care poate debita bare
rotunde pâna la diametrul de 50mm; bare patrate cu latura de 50mm
si semifabricate din table groase cu grosimea de pâna la 10mm. Pentru
primele doua tipuri de semifabricate se folosesc setul de cutite
plasate în locasurile de debitat bare patrate 1 si bare rotunde
în locasul 2. pentru semifabricate din tabla se folosesc
cutitele pentru debitat semifabricate din tabla.
Fig.1
1 - locas pentru debitarea semifabricatelor din bara patrata; 2 - locas pentru debitarea semifabricatelor din bara rotunda; 3 - cutite pentru debitate semifabricate cu sectiune dreptunghiulara
|
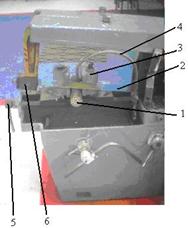
Ghilotina mai poate debita semifabricate din profile turnate sau laminate, mai poate debita dupa un contur circular. Fierastraul mecanic (fig. 2) foloseste drept scula de debitat o pânza 2 prevazuta cu dinti pentru aschiere. Pânza este montata pe un cadru metalic mobil 6 care are o miscare rectilinie alternativa. Orientarea si fixarea semifabricatului 1 pe fierastrau se realizeaza prin intermediul a doua bacuri, dintre care unul este mobil iar altul este fix. Bacul mobil este actionat de un mecanism de tip surub - piulita prin intermediul unei pârghi 5. |
Fig.2 |
1 - semifabricat; 2 -pânza de debitat; 3 - bacuri de prindere a semifabricatului; 4 - conducta pentru lichidul de racire; 5 - pârghie; 6 - cadru metalic mobil. |
4. Modul de lucru
Dupa cunoasterea utilajelor si echipamentelor tehnologice aferente se va trece la efectuarea lucrarii astfel:
4. Prelucrarea datelor si concluziile
Dupa masurarea lungimii semifabricatelor si efectuarea unor observatii asupra aspectului celor doua semifabricate se va completa tab. 2.
Tab. 2
|
Materialul de debitat |
Metoda de debitare |
Lungimea totala masurata, în mm |
Lungimea fara deformatii, în mm |
Timpul de baza la debitare, în s |
|
OLC45 |
Prin forfecate pe ghilotina |
|
|
|
|
OLC45 |
Prin aschiere pe fierastraul mecanic |
|
|
|
|