Pentru a avea un flux tehnologic de lucru intr-o unitate de exploatare si deservire tehnica (autobaze) sau numai de deservire tehnica(service pentru automobile) este necesar ca unitatile administrative, atelierele de intretinere reparatii precum si anexele acestora sa fie amplasate intr-o anumita ordine astfel ca niciodata fluxul tehnologic de productie sa nu se intersecteze cu fluxul de miscare a automobilelor in unitate.
Intr-o unitate de transport exista doua fluxuri tehnologice: flux tehnologic de productie si flux de circulatie al automobilelor in incinta unitatii. Alegerea acestor fluxuri tehnologice se face in functie de sistemul de intretinere adoptat, de modul de organizare al lucrarilor pe posturi de lucru, de dotarea tehnologica si de gradul de calificare al muncitorilor. Exemplu de fluxuri individuale: flux tehnologic continuu, flux tehnologic discontinuu. Caracteristicile unui flux tehnologic de productie intr-o unitate service pentru automobile sunt:
a) sa fie continuu dand o productivitate maxima la productia de intretinere,
b) sa nu permita in atelierele de intretinere - reparare manevre (suplimentare), evitand aglomerarile, blocarile de automobile si pericolul de accidente,
c) sa permita excluderea pericolului de incendiu,
d) sa permita reducerea timpului de intretinere - reparare,
e) sa permita introducerea mecanizarii lucrarilor de intretinere - reparare (benzi transportoare, carucioare pentru automobile sau conveioare),
f) sa asigure folosirea la maxim a capacitatilor de productie a utilajelor tehnologice si instalatiispecifice din sectorul transporturi, precum repartizarea judicioasa a fortei de munca,
g) sa asigure realizarea unei calitati superioare la lucrarile de intretinere - reparare.
In figurile 1, 2 si 3 sunt prezentate exemple de fluxuri tehnologice care respecta conditiile tehnice mentionate mai sus.
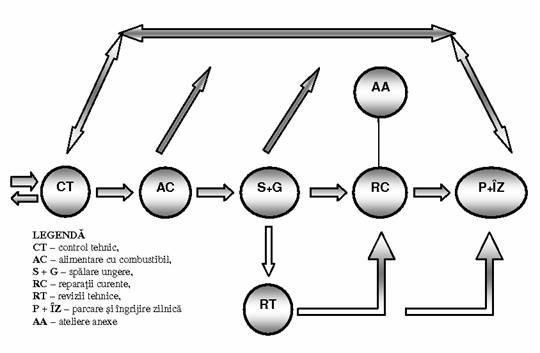
Fig. 1. Flux tehnologic pentru o autobaza

Fig. 2. Flux tehnologic pentru o unitate mixta de deservire tehnica
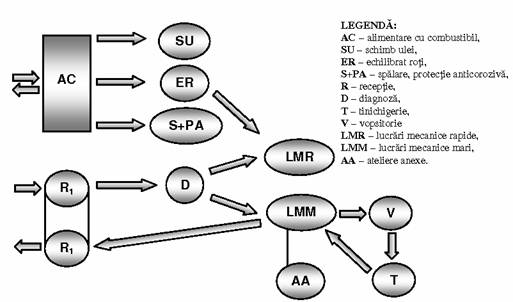
Fig. Flux tehnologic pentru o unitate de deservire tehnica service
Intr-un atelier service pentru automobile, postul de lucru reprezinta suprafata tehnologica amplasata la sol sau pe canale, destinata efectuarii lucrarilor de control tehnic, ungere, spalare, intretinere sau reparatii amenajata cu utilaje si instalatii aferente fiecarei categorii de lucrari.
 Posturile de lucru care efectueaza lucrarii la partile
inferioare ale automobilului sau la alte parti greu accesibile, trebuie sa fie
prevazute cu canale de vizitare, rampe sau instalatii de ridicat. Dimensionarea
judicioasa a posturilor de lucru, amenajarea si specializarea acestora
constituie elementele de baza in cresterea productivitatii muncii si ridicarea
lucrarilor de intretinere reparare la automobile.
Posturile de lucru care efectueaza lucrarii la partile
inferioare ale automobilului sau la alte parti greu accesibile, trebuie sa fie
prevazute cu canale de vizitare, rampe sau instalatii de ridicat. Dimensionarea
judicioasa a posturilor de lucru, amenajarea si specializarea acestora
constituie elementele de baza in cresterea productivitatii muncii si ridicarea
lucrarilor de intretinere reparare la automobile.
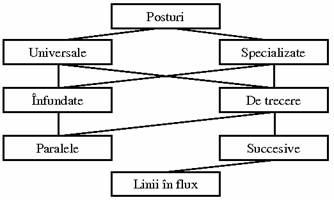
Intr-un atelier service pentru automobile posturile de lucru pot fi amplasate in flux continuu sau independent, perpendicular pe axul culoarului de trecere al automobilelor inclinate sub un anumit unghi sau mixte. Posturile de lucru, in functie de specificul lucrarilor tehnologice, se pot clasifica in posturi universale, unde se pot efectua aproape toate operatiile prevazute in fisele tehnologice si specializate pe tipul subansamblurilor automobilului. Posturile de lucru pot fi: infundate, paralele, succesive (fig. 4). La un post pot lucra simultan unul sau mai multi muncitori. Continutul lucrarilor, succesiunea lor, modul de efectuare si necesitatea lor, specializarea muncitorilor se stabilesc pentru fiecare post de lucru conform fiselor tehnologice sau caietelor de sarcini specifics.
In tabelul 1 sunt prezentate operatiile tehnologice pentru INLOCUIREA GARNITURII DE CHIULASA.', iar in tabelele 2, 3, 4 si 5 sunt prezentate modele de fise tehnologice pentru diferite lucrari efectuate pe posturi specializate.
|
Lucrarea: Subansamblu: Tipul automobilului: |
FISA TEHNOLOGICA de intretinere automobil INLOCUIREA GARNITURII DE CHIULASA MOTOR |
|
Tabel 1
|
Nr. Crt. |
Denumirea operatiei |
Aparate de control si S.D.V. - uri |
Conditii tehnice |
Norma de timp |
Obs. |
|
|
Asezarea automobilului pe postul de lucru |
|
Norme de asigurare auto pe post |
|
|
|
|
Deblocarea si ridicarea capotei motorului |
|
|
|
|
|
|
Demontarea cablurilor si a altor subansamble de pe capacul chiulasei |
Chei fire sau tubulare, Φ10, 12, 17 |
|
|
|
|
|
Scoaterea capacului de chiulasa impreuna cu garnitura de chiulasa |
Cheie de bujii |
|
|
|
|
|
Deblocarea scoaterea prezoanelor de la chiulasa |
Cheie tubulara Φ19 |
Se va respecta ordinea inversa montarii |
|
|
|
|
Slabirea culbutorilor scoaterea tijelor culbutorilor si a rampei cu culbutori |
Cheie fixa |
Tijele culbutoare se aseaza pe rastel in ordinea demontarii |
|
|
|
|
Se bate usor chiulasa, pentru desprinderea garniturii de pe chiulasa sau bloc motor |
Ciocan din plastic |
|
|
|
|
|
Scoaterea chiulasei asamblate si a garniturii de chiulasa |
|
Garnitura de chiulasa nu se recupereaza |
|
|
|
|
Curatirea si verificarea chiulasei: lipsa corpuri straine, santuri in materialul chiulasei, planeitatea |
Ceas comparator |
0,05 mm planeitate la chiulasa si bloc motor |
|
|
|
|
Asezarea noii garniturii pe blocul motor si a chiulasei pe garnitura |
|
asezare garnitura are marcajul pe partea superioara |
|
|
|
|
Curatirea prin suflare a orificiilor din blocul motor si introducerea prezoanelor |
Aer comprimat |
|
|
|
|
|
Strangerea si fixarea prezoanelor |
Cheie dinamometrica cu capat 19 |
Respectarea valorii cuplului de strangere (5,5 6,5 daNm) si a ordinii in cruce sau spirala |
|
|
|
|
Introducerea tijelor impingatoare in locasurile lor sau in ordinea demontarii |
|
|
|
|
|
|
Asezarea si refixarea rampei culbutorilor |
Cheie tubulara 13 |
Cuplul de strangere 1,5 1,7 daNm |
|
|
|
|
Reglarea jocului termic in mecanismul de distributie |
Cheie speciala cu cap Φ13 si un calibru de distanta. |
glisare cu retinere culbutor si a supapei |
|
|
|
|
Remoiitarea in ordine inversa a capacului de chiulasa cu garnitura |
Cheie de bujii |
Cuplu prescris 1,1- 1,3 daNm |
|
|
|
|
Remontarea cablurilor de comanda si a altor accesorii pe capacul chiulasei |
Chei fixe Φ11 - 19 |
|
|
|
|
|
Verificarea: - nivelului uleiului in carterul motor, - nivelului lichidului de racire in vasul de expansiune, - echipamentului de apriiidere motor |
|
|
|
|
|
|
Pornire motor, observandu‑ se: - nivelul de zgomot, - regimurile de functionare sa fie normale (in gol, la sarcina si la accelerare), - noxele de CO (%) |
Sonometru Auditiv Turometru Analizor de gaze |
Maxim 1,5%C0 |
|
|
FISA TEHNOLOGICÁ
a postului de lucru
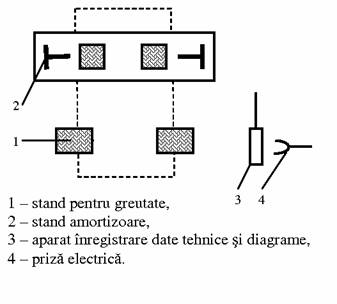
Denumire: DIAGNOSTICAREA SISTEMULUI DE SUSPENSIE
Tabel 2
|
Nr. crt |
Lucrari tehnologice de efectuat |
si dotari generale |
Schita postului de lucru |
|
|
Verificarea si corectarea caracteristicilor elementelor elastice ale |
Stand cu rulouri cu denivelari de inaltime hmincare antreneaza rotile |
|
|
|
sistemului de suspensie al automobilului |
automobilului cu viteza impusa. |
|
|
|
|
Trusa cu scule specializate |
|
|
|
Verificarea si corectarea caracteristicilor |
Stand pentru amortizoare cu platouri care indica |
|
|
|
amortizoarelor |
eficacitatea amortizoarelor |
|
|
|
|
Trusa cu scule |
|
|
|
|
spec specializate |
|
|
|
Respectarea conditiilor |
|
|
|
|
tehnice: automobil gol, centrare stand si automobil pe stand, inchidere usi, capote, etc |
|
FISA TEHNOLOGICA
a postului de lucru
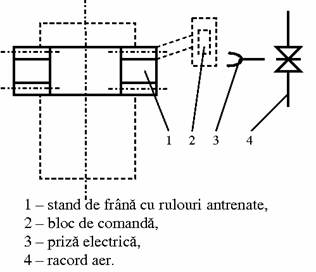
Denumire: INLOCUIRI SI REPARATII LA COMPONENTELE
SISTEMULUI DE FRANARE
Tabel 3
|
Nr. Crt |
Lucrari tehnologice de efectuat |
Aparate S.D.V. uri si dotari generale |
Schita postului de lucru |
|
|
|
Inlocuirea garniturilor de frictiune pentru etrier sau tambur de frana |
Cric hidraulic Capre suspendare roata Scule specializate |
|
|
|
|
||||
|
|
||||
|
|
||||
|
|
Scoaterea aerului din Sistemul de franare |
Instalatie sau specializate dispozitive |
||
|
|
Verificarea franei de stationare |
Cric hidraulic Scule specializate |
||
|
|
||||
|
Racorduri energetice: |
|
|||
|
- racord
aer comprimat: minim 6 |
|
|||
|
- priza de curent electric: 24 V. |
|
|||
FISA TEHNOLOGICA
a postului de lucru
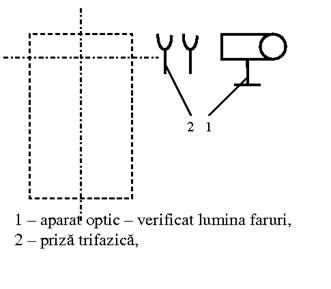
Denumire: VERIFICAREA SI CORECTAREA LUMINII FARURILOR
Tabel 4
|
Nr. Crt |
Lucrari tehnologice de efectuat |
si dotari generale |
Schita postului de lucru |
|
|
Verificarea si corectarea modului in care automobilul ilumineaza calea de rulare (urma luminii) |
Aparat optic pentru verificat lumina farurilor |
|
|
|
Verificarea si corectarea directiei si formei fasciculului luminos. |
|
|
|
|
|||
|
|
|||
|
|
Corectarea pozitiei luminii farurilor prin actionarea dispozitivelor specializate. |
Surubelnita |
FISA TEHNOLOGICA
a postului de lucru
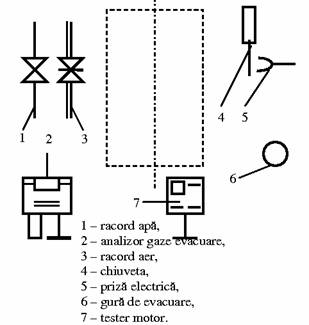
Denumire: DIAGNOSTICAREA SISTEMELOR MOTORULUI
Tabel 5
|
crt. |
Lucrari tehnologice de efectuat |
Aparate S.D.V. uri si dotari generale |
Schita postului de lucru |
|
|
Verificarea si corectarea sistemului de alimentare cu combustibil (pompa de benzina, filtru de benzina, carburator, injectie) |
Minitester electronic motor Manometru, calibre nivel camera de nivel constant compresor aer, avo - metru turometru |
|
|
|
Verificarea si corectarea sistemului de aprindere la m.a.s. |
Tester electronic motor Lampa stroboscopica Avo - metru,compresor aer Dwell - metru, Turometru |
|
|
|
Verificarea si corectarea sistemului de ungere |
Manometru 0 - 10 racord special, turometru |
|
|
|
Analiza compozitiei gazelor de evacuare |
Analizor de gaze |
|
|
|
Etanseitatea camerei de ardere (presiunea la sfarsit de compresie) |
Compresometru: 0 - 15 |
In multe statii service, canalele de vizitare reprezinta elemente constructive foarte importante pentru activitatea de asistenta tehnica service.
Canalele de vizitare dupa destinatia lor pot fi de tip ingust, destinate executarii lucrarilor sub automobil, tip lateral, destinate executarii lucrarilor inferioare laterale ale automobilelor si de tip combinat, destinate pentru majoritatea lucrarilor mecanice la automobil. In figura 5 sunt prezentate schematic tipurile de canale de vizitare.
b)
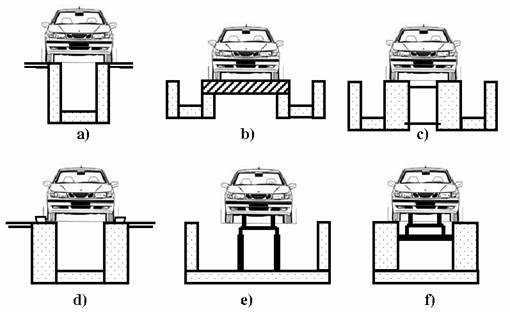
Fig. 5. Canale de vizitare
a
tip ingust, b tip lateral, c tip combinat, d tip ingust cu borduri
exterioare,
e tip combinat mecanizat, f tip ingust mecanizat
La proiectarea canalelor de vizitare se va tine cont de urmatoarele conditii tehnice:
sa sustina (din punct de vedere al rezistentei) automobilul; pentru respectarea acestei conditii canalele de vizitare pot fi construite in forma infundata la ambele capete (fig. 6) sau deschise la unul din capete (fig. 7),
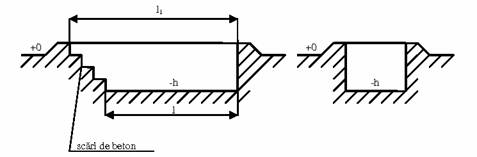
Fig. 6. Canal infundat
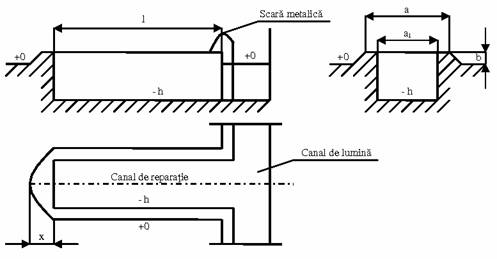
Fig. 7. Canal deschis la un capat
pentru cresterea sigurantei asezarii automobilului pe canalul de vizitare, acesta trebuie sa prezinte la suprafata bordura de dirijare a rotilor directoare; bordura poate sa fie metalica, cu o grosime de circa 25 mm sau din beton armat cu o grosime de circa 100 mm, inaltimea bordurii trebuind sa fie de maxim 150 mm,
lungimea, latimea si adancimea canalului de vizitare se determina in functie de dimensiunile de gabarit ale automobilului si de instalatiile tehnologice ale canalului astfel: lungimea minima (l) a canalului trebuie sa fie egala cu suma consolei fata si ampatamentul automobilului majorat cu 0,8 m, in scopul usurarii lucrarilor mecanice la puntea spate; latimea canalului (a) de tip ingust, prevazut cu bordura metalica este de circa 1,1 m, iar cel prevazut cu bordura din beton armat de circa 0,9 m; adancimea canalului (h) se alege in functie de lungimea automobilului, astfel ca pentru au toturisme se foloseste adancimea de 1,1 - 1,5 m, iar pentru autovehicule tovehicule destinate transporturilor de marfa si calatori se foloseste adancimea de 1,2 - 1,3 m; in cazul canalelor de tip lateral, latimea lor este de cel putin 0,6 m, adancimea acestora find de cel mult 0,8 m, lungimea find egala cu cea de la canalul de tip ingest,
accesul in canale se face prin doua scan din beton plasate la capetele canalului (fig. 8)
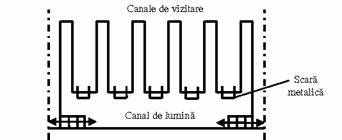
Fig. 8. Amplasamentul scarilor la grupul de canale de vizitare
pe peretii laterali trebuie prevazute nise pentru plasarea prizelor lampilor electrice Si partial pentru scule Si piese de mici dimensiuni.
In functie de numarul de posturi de lucru, structura statiei si gradul de dotare, statiile service pentru automobile pot fi clasificate in trei categorii, fiecare avand capacitati si caracteristici specifice.
Statii de tip A sau puncte de service pentru automobile, de capacitate mica (pana la 5 10 posturi de lucru), destinate efectuarii lucrarilor de intretinere, diagnosticare si inspectii tehnice.
De obicei, structura acestor statii cuprinde activitati de spalare, schimb testari generale la automobile, intretinere periodica (inspectii tehnice) solicitate de constructor sau de codul rutier, echilibrari roti si lucrari mecano electrice rapide pana la doua ore (exemplu: avansuri, reglarea luminii farurilor, garda la ambreiaj, etc.).
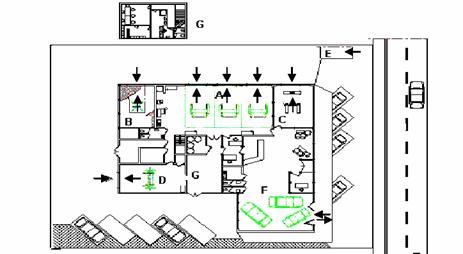
Amplasarea acestor tipuri de statii se face in zone comerciale, orase si centre aglomerate. Unele statii de tip A pot prezenta si comercializa automobile noi sau la mana a doua (vezi fig. 9, 10).
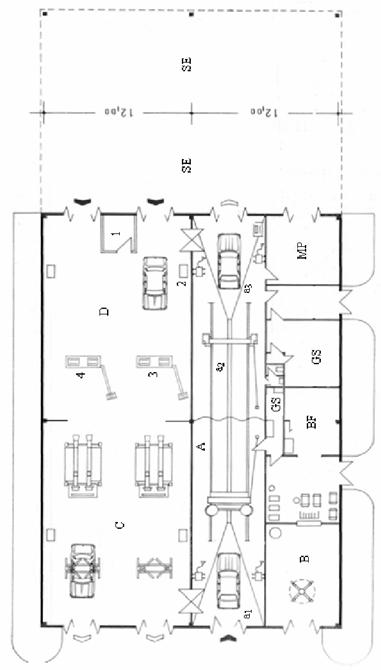
Statii de tip B de
capacitate mijlocie (10 30 posturi de lucru) cu scopul asigurarii lucrarilor
de intretinere si reparatii mecano electrice mari, cuprinzand partial si
lucrari de tinichigerie si de vopsitorie a![]() automobilelor. Durata de
lucru pentru realizarea tehnologiei prescrise de constructor este cuprinsa
intre 4 si 16 ore zilnic.
automobilelor. Durata de
lucru pentru realizarea tehnologiei prescrise de constructor este cuprinsa
intre 4 si 16 ore zilnic.
Din experienta, asemenea lucrari sunt solicitate de circa 25% din automobilisti. Amplasarea acestor tipuri de statii se face spre periferia oraselor, de obicei la intersectia arterelor principale sau autostrazi si pe autostrazi. Aceste statii contin uneori si sectoare comerciale pentru automobile, piese de schimb si accesorii (vezi fig. 11, 12, 13).
Statii de tip C sunt statiile mari, complexe care cuprind toate activitatile de service pentru automobile, inclusiv prezentarea comercializarea automobilelor si a pieselor de schimb.
Capacitatea acestor statii depaseste numarul de 30 de posturi de lucru, unde se fac lucrari de toate tipurile: rapide, intretinere diagnosticare, inspectii tehnice periodice, reparatii mecano electrice mari si capitale la subansamble, la caroserie, lucrari de vopsire a elementelor de caroserie, reinnoirea automobilelor prin schimburi de subansamble reparate sau reconditionate. Aceste statii reprezinta centre zonale de perfectionare a personalului pe toate planurile (tehnic, financiar, comercial, etc.) precum si difuzarea pieselor de schimb si a materialelor auto la toate celelalte statii auto din zona. Aceste statii, find complexe, se amplaseaza in centrul de activitate al statiilor si punctelor din zona, pe autostrazi la periferia centrelor urbanistice mari, de obicei la intersectia arterelor rutiere principale (vezi fig. 14).
n X F d ,& ffV rf,
A
atelier mecanic s electric, B caroserii, C directie, frane, D spalare
autoturisme,
E receptie autoturisme, F anexe servicii personal, prezentare autoturisme,
G anexa personal

![]()
![]()






|