Operatia de rabotare
Miscari efectuate la operatia de rabotare
Rabotarea este un procedeu de prelucrare prin aschiere a suprafetelor pieselor si se executa cu scule aschietoare de tipul cutitelor,pe masini-unelte numite masini de rabotat
In general ,prin rabotare se prelucreaza suprafetele plane,orizontale,verticale,inclinate,diferite forme de canale la piese de dimensiuni mici si mijlocii,suprafete profilate la piese lungi si relativ inguste,cum sunt exemplu ghidajele pentru batiuri pentru sanii si mese
Clasificarea procesului de rabotare se face astfel:
Dupa gradul de finete al fetei plane:
-rabotare de degrosare
-rabotare de finisare
Dupa directia de miscare a piesei de prelucrat:
-rabotare pe masini de rabotat longitudinal;
-rabotare pe masini de rabotat transversal.
Dupa deplasarile efectuate de masa de lucru:
-rabotare pe masini cu masa alunecatoare;
-rabotare pe masini cu portunealta alunecatoare;
-rabotare pe masini speciale.
Masinile de rabotat sunt de doua tipuri:masini de rabotat transversal (sepinguri) si masini de rabotat longitudinal (raboteze).
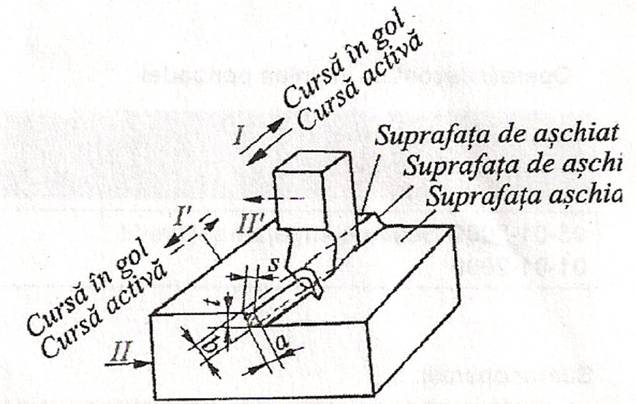
La rabotare,miscarea principala de aschiere(rectilinie-alternativa) se realizeaza in plan orizontal fiind executata de scula aschietoare I, la sepinguri, sau de
piesa de prelucrat I', la raboteze.Miscarea de av este o miscare de translatie executata de piesa de prelucrat II,in cazul sepingurilor,sau de scula aschietoare in cazul
rabotezelor.Aceasta miscare se realizeaza intermitent la capatul cursei inactive (cursa in gol).
Dimnsiunile geometrice ale aschiei,precum si elementele regimului de asciere sunt notate in figura de mai jos.
Aschierea are loc numai pe perioada cursei active,iar pentru a proteja varful sculei la cursa in gol, scula este ridicata de pe semifabricat.
Fixarea cutitelor la rabotare se face in suportul port cutit cu ajutorul unor bride sau eclise si a unor suruburi speciale .
1.2 Clasificarea masinilor de rabotat
Masini de rabotat transversal (sepinguri)
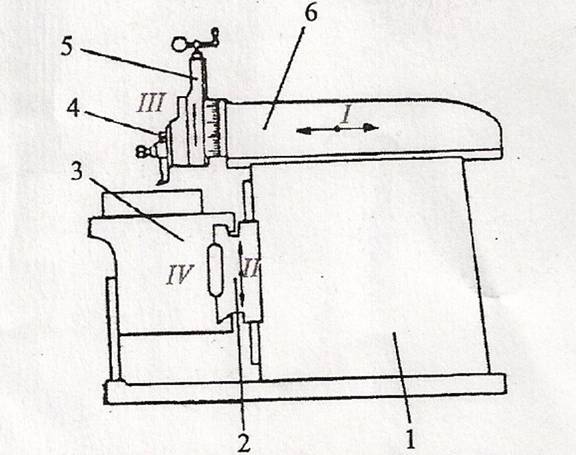
In cazul prelucrarii suprafetelor plane pe piese mici,a unor piese singulare sau de serie mica,se alege masina de rabotat transversal,deoarece este usor de manevrat si in acelasi timp accesibila lalucrari de aschiere foarte diferite.O asemenea masina este reprezentata schematic in figura 1.
Batiul 1,executat din fonta, are forma paralelipipedica ,este gol in interior si prevazut cu nervuri de rigiditate.El este suportul celorlalte subansambluri.In interiorul batiului se afla cutia de viteze,pompa de ulei si mecanismele de actionare.In partea de jos are dimensiunile marite,formand placa de baza a batiului.In partea din fata , batiul are ghidajele verticale pe care se poate deplasa sania verticala (traversa) 2,fiind prelungit pentru a sustine surubul de ridicare al acesteia cu miscarea de pozitionare dupa directia II.
Pe traversa masinii se afla ghidajele orizontale care permit mesei 3 a sepingului sa realiyele avansul tranversal IV.La partea superioara ,batiul are ghidaje,in forma de coada de randunica,pe care aluneca berbecul(capul mobil)6 care executa miscarea rectilinie-alternativa I.Berbecul este turnat din fonta de buna calitate.
Are o constructie usoara,dar suficient de rigida,astfel incat ,chiar la eforturi mari nu se constata deformatii inadmisibile.Berbecul este ghidat pe o lungime mare intr-un ghidaj in forma de coada de randunica.Pe suprafata sa superioara, berbecul are o fereatra longitudinala centala, pentru reglarea pozitiei berbecului,astfel incat aceasta sa-si efectueze cursa mai departe sau mai aproape de batiu ,in functie de configurarea piesei de prelucrat.La partea frontala,berbecul are sania 5 si portcutitul rabatabil 4.Sania se poate deplasa vertical III sau inclinat in functie de suprafetele ce urmeaya a se rabota.Piesele de prelucrat se fixeaza pe masa masinii 3.
La cursa de mers in gol,cutitul nu aschiaza,ci trece peste suprafata prelucrata la cursa activa .In timpul cursei active ,datorita fortelor de aschiere ,materialul se deformeaya elastic ceea ce face ca suprafata piesei sa coboare usor in timpul trecerii cutitului .La inapoierea acestuia,datorita revenirii elastice a materialului, cutitul va freca cu spatele sau suprafata piesei,uzandu-se puternic.
( fig.1 )
Masini de rabotat longitudinal (raboteze)
Aceste masini de rabotat se folosesc, in special,pentru prelucrarea pieselor la care predomina lungimea.
Din aceasta grupa fac parte: masinile de rabotat cu un montant si masinile de rabotat cu doi montanti.
Dintre masinile de rabotat longitudinal,cele mai raspandite sunt masinile cu doi montanti (masinile de rabotat tip portal).
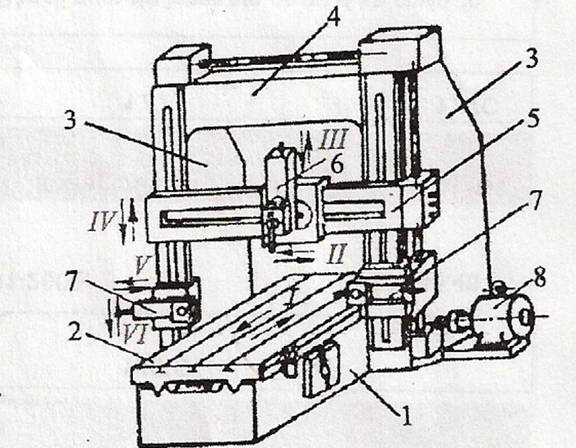
In figura 2 este reprezentata o masina de rabotat longitudinal.
Pe ghidajele orizontale ale batiului 1 se deplaseaza masa 2, pe care se fixeaza piesele de prelucrat.
Pe cadrul format de montantii 3 si traversa 4 se deplaseaza traversa mobila 5,pe care se misca sania portcutit 6.
Tot pe montantii 3 se deplaseaza saniile orizontale 7,folosite in special pentru prelucrarea suprafetelor laterale ale piesei.Masina
este actionata de motorul electric 8.La aceasta masina, miscarea principala de aschiere I este rectilinie-alternativa,fiind
executata de masa.Miscarile de avans II, III, IV, V, VI sunt executate de sculele aschietoare.
Actionarea masinii este electromecanica sau hidraulica.In cazul actionarii electromecanice ,mecanismul folosit
pentru transformarea miscarii de rotatie in miscare de translatie alternativa a mesei este mecanismul roata dintata-cremaliera.
(fig.2)
1.3 Scule aschietoare folosite la rabotare
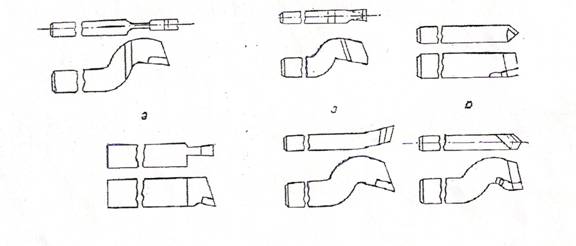
Pentru prelucrarea pe masinile de rabotat se folosesc mai multe tipuri de cutite,asemanatoare cu cele de la strunjire.La rabotare insa cutitele lucreaza in conditii mai grele din cauza socurilor puternice care se produc la patrunderea lor in metal.In figura 3 sunt reprezentate principalele tipuri de cutite de rabotat.
Cutitele normale(fig.3 a) si cele drepte(fig.3 b) se folosesc pentru prelucrarea de drgrosare a suprafetelor palne fara trepte.
Cutitele inconvoiate si cotite(fig.3 c) se utilizeaza pentru prelucrarea suprafetelor in trepte.
Cutitele late,cotite(fig.3 d) se folosesc pentru prelucrarea de finisare a suprafetelor plane,lucrand cu avans mare.
Cutitele de canelat(fig.3 e) se utilizeaza pentru rabotarea canalelor inguste,iar cele de retezat(fig. 3 f) pentru retezarea materialelor.
La fixarea cutitelor in suportul port cutit trebuie sa se respecte aceleasi reguli ca la strunjire.iar lungimea in consola a capatului sa fie cat mai mica,pentru a evita aparitia vibratiilor.
|
