Proiectarea camerei de incalzire in vederea imbinarii. Programul experimental
1 Imbinarea materialelor metalice și nemetalice cu microunde
Dezvoltarea de noi procedee de imbinare pentru creșterea productivitații sau pentru rezolvarea unor probleme ale stabilitații proceselor de sudare la imbinarea unor materiale specifice a condus la studiul unor procedee de incalzire in vederea reducerii consumurilor energetice sau pentru obținerea unor rezistențe electrice similare an condițiile imbinarii a doua materiale cu proprietați fizice mult diferite. Pentru a putea realiza o camera unde se poate crea plasma de microunde pentru sudarea materialelor metalice, respectiv pentru imbinarea materialelor plastice adaptabila la generatorul de microunde tip Muegge GmbH din figura 1 trebuiesc ind 737i82h eplinite cateva condiții de conectare și concentrare a microundelor in zona de incalzire.
De asemenenea, materialul din care se propune construcția trebuie sa fie unul reflectorizant al microundelor pentru a asigura o reconcentrare a acestora catre centrul camerei. O alta condiției necesara este data de monitorizarea temperaturii in cadrul procesului de imbinare pentru asigurarea plafonarii temperaturii in cazul materialelor polimerice sub nivelul degradarii termice. Astfel o fanta de vizitare pentru monitorizarea temperaturii cu ajutorul pirometrului cu infraroșu este absolut necesara.
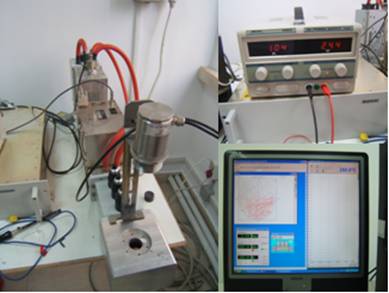
Fig. 1 Sistemul de incalzire cu microunde
In cadrul lucrarii se propune realizarea unor experimente de imbinare a unor sarme de curpru și unor materiale polimerice. Pentru aceasta se propune o soluție constructiva a camerei de concentrare prezentata in figura 2
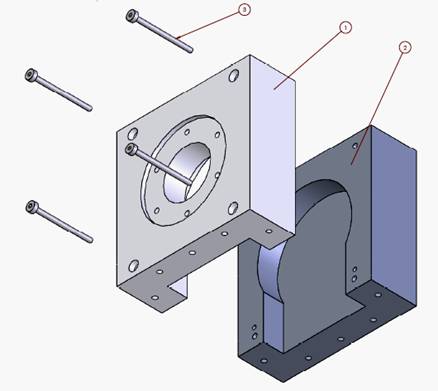
Fig. 2 Propunerea tehnica pentru camera de imbinare cu microunde
1 partea superioara, 2 partea inferioara, 3 - șuruburi de incapsulare
2 Alegerea materialului și dimensionarea sistemului de fixare
Avand in vedere reacția diferitelor de materiale la acțiunea unui camp electric alternant de inalta și foarte inalta frecvența care trebuie sa reflecte microundele se propune ca incinta de concentrare sa fie realizata din oțel S236. Suruburile destinate fixarii se executa in general din otel carbon si otel carbon de calitate, mai rar din otel aliat. Tinand seama de marimea solicitarilor, rezistenta piesei si criteriul rezistenta ridicata greutate minima pret de cost scazut, se alege pentru surub, otel carbon de calitate mare: S 236 in stare normalizata. Caracteristicile mecanice ale acestuia sunt prezentate in tabelul 1:
Tab. 1 Caracteristicile mecanice ale otelului S 236
|
Material |
STAS |
Simbol |
Starea |
Caracteristici mecanice |
|||
|
Limita de curgere [MPa] |
Rezistenta de rupere la tractiune [MPa] |
Duritate |
|||||
|
Miez [HB] |
Suprafata [HRC] |
||||||
|
Otel carbon de calitate pentru t. t. de imbunatatire |
|
OLC 45 |
N |
|
|
Max. 235 |
|
Piulitele se recomanda sa se execute din materiale antifrictiune in scopul evitarii uzurii premature a surubului. Deci acesta se executa din materiale care impreuna cu otelul sa dea un coeficient de frecare cat mai mic. Din acest motiv se propune realizarea piulitei din fonta cu grafit nodular marca Fgn 400. Cum piulita este parte componenta a menghinei si menghina va fi confectionata din acelasi material.
Tab. 2 caracteristicile mecanice al fontei Fgn 400
|
Materialul |
STAS |
Simbol |
Caracteristici mecanice |
||
|
Rezistenta la tractiune [MPa] |
Limita de curgere [MPa] |
Duritate [HB] |
|||
|
Fonta cu grafit nodular turnata in piese |
|
Fgn 400 |
|
|
|
2.1 Predimensionarea surubului
Tija surubului
este solicitata compus la tractiune de catre forta F
si la torsiune de catre momentul de torsiune T![]() . In aceasta faza, se considera ca tija surubului
este solicitata doar la tractiune de catre o forta Fc,
data de relatia:
. In aceasta faza, se considera ca tija surubului
este solicitata doar la tractiune de catre o forta Fc,
data de relatia:
Fc = F
x K![]()
unde:
Rezulta asadar o forta de calcul egala cu:
Fc = 8000 1,27 = 10160 N (1)
Diametrul tijei surubului, se determina din solicitarea de tractiune:
 (2)
(2)
kτ: coeficient ce tine seama de solicitarea suplimentara la torsiune (kτ
rezistenta admisibila la tractiune:
![]() , σat(c 0,3x360=108 Mpa (3)
, σat(c 0,3x360=108 Mpa (3)
unde:
Cc coeficient de siguranta (Cc= 0,3)
Rezulta astfel diametrul predimensionat al tijei surubului:
ds ![]()
![]()
![]() 11,99 mm (4)
11,99 mm (4)
Se considera d![]() = 16 [mm]
= 16 [mm]
2.2 Verificarea conditiei de autofranare
Conditia de autofranare este verificata daca:
α2<φ¹ (5)
unde:
α2 unghiul mediu de inclinare al elicei filetului
φ¹ - unghiul de frecare intre surub si piulita
![]() = 5,776o (6)
= 5,776o (6)
![]() =
=  8,461o (7)
8,461o (7)
b - unghiul filetului
(pentru filet trapezoidal ![]() = 30
= 30![]() )
)
μ coeficient de frecare intre surub si piulita μ = (0,12 0,15)
Deci, cum 5,776 < 8,461 => conditia de autofranare este satisfacuta.
2.3 Calculul inaltimii piulitei
Se determina numarul de spire al piulitei din conditia de rezistenta la strivire a spirelor filetului ca fiind:
![]() (8)
(8)
unde:
Fc forta (Fc= 10160N);
d, D![]() - dimensiunile filetului (din tabelul 3.1);
- dimensiunile filetului (din tabelul 3.1);
p![]() - are valori mici pentru evitarea expulzarii lubrifiantului dintre
suprafete si deci, uzura prematura a acestora p
- are valori mici pentru evitarea expulzarii lubrifiantului dintre
suprafete si deci, uzura prematura a acestora p![]() = 7..13 [MPa].
= 7..13 [MPa].
Se recomanda ca z![]()
z = ![]() (9)
(9)
deci numarul de spire ales este z = 10 spire. Stabilirea inaltimii piulitei se face cu ajutorul relatiei:
![]() (10)
(10)
unde:
![]() - inaltimea utila a piulitei
- inaltimea utila a piulitei
![]() =zp=104=40 mm
=zp=104=40 mm
c tesitura filetului:
c![]()
de
unde rezulta ![]() mm
mm
2.4 Determinarea diametrului exterior al piulitei
Se alege varianta de piulita fara guler, dat fiind faptul ca piulita este parte componenta cuprinsa in corpul menghinei, adoptand constructiv marimea tesiturilor:
c![]() =c
=c![]() =2 mm
(11)
=2 mm
(11)
In aceasta situatie diametrul exterior se alege din conditia de rezistenta la tractiune:
 (12)
(12)
unde rezistenta admisibila la strivire este: σas=0,8 ∙360=288 Mpa.
 (13)
(13)
Rezulta:
![]() (14)
(14)
Constructiv se alege De=22mm
ds3 =(1,7 1,9)∙d => ds3 = 1,8∙16=28,8mm (15)
ds2 =(0,6 0,9)∙d => ds2 = 0,8∙16=12,8mm
ds1= ds2 - (2 3) => ds1 = 12,8 2,8=10mm
Dc= ds2 +(1 2) => Dc = 12,8+1,2 =14 mm
L1=(1,1 1,2) ds1=> L1=1,15∙10=11,5mm
L2=(0,3 0,4) d => L2=0,35∙16=5,6mm
L3=(1,4 1,6) d => L3=1,35∙16=21,6mm
L4=(1,5 2) p => L4=1,8∙4=7,2mm
2.5 Verificare filetului surubului si piulitei la forfecare
Verificarea la forfecare se face cu ajutorul relatiei:
![]() (16)
(16)
Pentru surub verificarea are forma:
![]() (17)
(17)
![]() (18)
(18)
![]() (19)
(19)
De unde rezulta:
![]() (20)
(20)
![]() (21)
(21)
Din relatii rezulta faptul ca:
![]() (22)
(22)
deci conditia de rezistenta la forfecare a tijei surubului este indeplinita.
Pentru piulita verificarea are forma:
![]() (23)
(23)
![]() (24)
(24)
![]() (25)
(25)
De unde rezulta:
![]() (26)
(26)
![]() (27)
(27)
Din relatii rezulta faptul ca:
![]() (28)
(28)
deci conditia de rezistenta la forfecare a piulitei este indeplinita.
2.6 Verificare surubului (tijei) si piulitei (corpului) la solicitari compuse
Surubul si piulita sunt solicitate compus la forta axiala si momentul de rasucire. Verificarea se face dupa ipoteza cea mai defavorabila, teoria tensiunilor tangential maxime cu relatia:
![]() (29)
(29)
Pentru surub verificarea are forma:
![]() (30)
(30)
![]() (31)
(31)
![]() (32)
(32)
![]() (33)
(33)
![]() (34)
(34)
![]()
![]() (35)
(35)
![]() (36)
(36)
![]() (37)
(37)
![]() (38)
(38)
![]() (39)
(39)
![]() (40)
(40)
unde tt reprezinta tensiunea tangentiala produsa de solicitarea de torsiune. Rezulta:
![]() (41)
(41)
care este tensiunea normala efectiva produsa de solicitarea axiala.
Rezistenta admisibila la care trebuie facuta raportarea este o functie de limita de curgere a materialului surubului:
σac=360x0,4=144 (42)
Din relatii rezulta faptul ca:
![]() (43)
(43)
deci conditia de rezistenta la forfecare a piulitei este indeplinita. Pentru piulita verificarea are forma:
![]() (44)
(44)
![]() (45)
(45)
![]() (46)
(46)
![]() (47)
(47)
![]() (48)
(48)
![]() (49)
(49)
![]() (50)
(50)
![]()
![]() (52)
(52)
![]() (53)
(53)
![]() (54)
(54)
![]() (55)
(55)
de unde rezulta:
![]() (56)
(56)
Rezistenta admisibila la care trebuie facuta raportarea este o functie de limita de curgere a materialului piulitei:
σac=250x0,4=100 ![]() (57)
(57)
Din relatiile prezentate rezulta faptul ca, conditia de rezistenta la forfecare a piulitei este indeplinita.
3 Experimente de microimbinare in microunde
Planul experimental de realizare de microimbinari in camp unidirecțional de microunde a fost direcționat catre studiul a doua tipuri de materiale: cupru electrotehnic și materiale polimerice. Cele doua clase sunt predominante in constructiile de natura tehnica si sunt sensibil diferite din punct de vedere structural, compozitional si din punct de vedere al comportarii intr-un camp de microunde. In cazul metalelor s-au utilizat aliaje ale cuprului destinate confectionarii de conductori electrici, iar in cazul polimerilor s-au utilizat polimeri termoplastici.
3.1 Microimbinarea cuprului electrotehnic
In cazul utilizarii microundelor generarea structurala se face volumic, neexistand posibilitatea unei actiuni locale. Aceasta se datoreaza faptului ca fasciculul de microunde este relativ dispersat, cele doua materiale gasindu-se integral in campul de microunde aplicat. Conform celor prezentate anterior nu orice tip de material are o reactie de o anumita natura in campul de microunde. In acelasi timp nu orice material care manifesta o reactie in contact cu campul de microunde poate participa la realizarea unei imbinari. Experimentarile de generare de structuri comune intre metal-metal si polimer-polimer au fost efectuate utilizandu-se un dispozitiv specializat compus dintr-un magnetron generator de microunde si un ghid de unda avand si un rol partial de concentrare a fasciculului, cele doua fiind unite cu ajutorul unui acordor de impedanta avand rolul mentinerii unei unde reflectate de nivel minim.
In cazul materialelor metalice interactiunea este caracterizata de dezvoltarea in zona de sudare a unui puternic camp electric datorat electronilor excitati si smulsi de pe suprafata metalului. Acest camp electric de intensitate ridicata se manifesta si in sensul ionizarii atomilor de gaz ambiental, dand astfel nastere unor descarcari plasmagene care ating suprafata metalului. Descarcarile, desi puternice, nu incalzesc materialul metalic decat in punctul in care exista contact direct intre descarcarile plasmagene si metal.
Experimentarile derulate in vederea controlarii momentului si a locului de formare a descarcarilor plasmagene au evidentiat faptul ca incepand de la aproximativ 100 W putere emisa de magnetron se pot initia descarcari capabile sa incalzeasca local metalul. Marind puterea pana in jurul valorii de 300 W a fost posibila topirea locala a aliajului de cupru utilizat in experimentari, ajungand astfel la sudarea cap la cap a doua sarme (figura 3).

Fig. 3 Imbinare prin descarcari plasmagene a metalului
Valorile parametrilor de sudare sunt prezentate in tabelul
Tab. 4 Parametrii de proces la sudarea sarmelor de cupru
|
Putere injectata |
Timp sudare |
|
[W] |
[s] |
|
|
|
Pentru controlarea descarcarii plasmagene a fost necesara acordarea impedantei fluxului electromagnetic la sarcina supusa incalzirii. Aceasta acordare consta in reglarea puterii de intrare si a geometriei tunelului concentrator de microunde si are drept criteriu de optimizare obtinerea unei unde reflectate de metal minime. Pentru acordare se utilizeaza relatiile lui Schmidt expuse grafic in figura
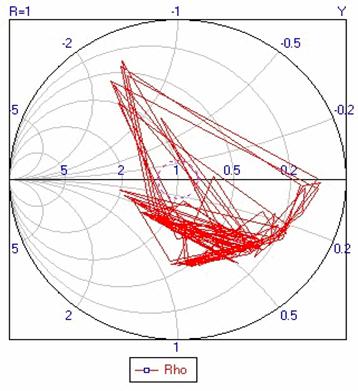
Fig. 4 Curbele Schmidt pentru acordul sarcinii la sursa
Acordul impedantei pentru obtinerea transferului optim al puterii catre sarcina a condus la reducerea puterii reflectate de catre material asa cum se prezinta in figura 5
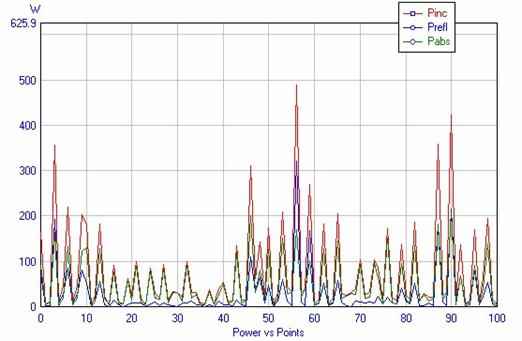
Fig. 5 Bilantul puterilor in procesul de sudare
Analizand suprafata metalului topit se observa faptul ca datorita descarcarii plasmagene metalul a atins local o temperatura apropiata de temperatura de fierbere, iar viteza de racire a fost atat de mare incat metalul s-a solidificat instantaneu si elementele chimice din compozitia aliajului au ramas partial neprinse in aliaj si libere fiind au fost oxidate in timpul descarcarii (figura 6).

Fig. 6 Metalul sudurii oxidat puternic la suprafata
Concluzia care se desprinde este urmatoarea: desi metalele nu sunt materiale absorbante de microunde, totusi exista posibilitatea generarii de structuri comune de tip sudura. Posibilitatea este data de manifestarea campului electric sub forma de descarcari plasmagene. Se prezinta in tabel 5 comportamentul plasmei de microunde la imbinarea cuprului electrotehnic
Tab. 5 Caracteristicile plasmei de microunde
|
Putere injectata [W] |
Fenomen sesizat |
|
|
|
|
|
Inițiere arc plasma |
|
|
Arc de plasma stabil |
|
|
Arc de plasma stabil, zona optima de microimbinare |
|
|
Arc de plasma stabil, zona optima de microimbinare |
|
|
Arc de plasma instabil |
|
|
|
3.2 Microimbinarea materialelor polimerice
Deoarece materialele termoplastice nu sunt bune absorbante de microunde, ele nu se incalzesc daca sunt introduse intr-un camp de microunde. Din acest motiv se propune utilizarea unui susceptor ce contine particule polare, prezenta acestuia in contact cu polimerul fiind absolut necesara, dat fiind faptul ca ceramica este un foarte bun absorbant de microunde. Gradul de absortie al microundelor si transformarea acestora din energie electromagnetica in energie termica este dat de un indicator al nivelului defectelor de material, indicator care poarta numele de tangenta a unghiului de pierderi. Pentru controlul procesului se utilizeaza un regulator care inregistreaza temperatura dupa un gradient impus. In figura 7 este prezentat regulatorul de proces si principiul de realizare a buclei de reglare care comanda cuptorul cu microunde.
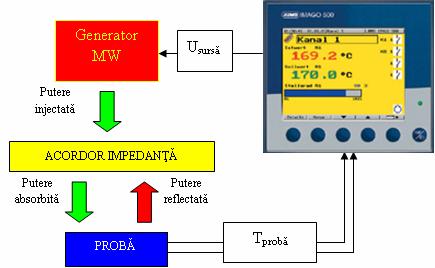
Fig. 7 Monitorizarea si reglarea procesului de sudare in camp de microunde
Experimentul de sudare in camp de microunde derulat a constat in incalzirea controlata a polimerului prin cresterea graduala a puterii generatorului de microunde si urmarirea gradientului de temperatura. Experimentarile de sudare au fost efectuate cu doua tipuri de precursori, dupa cum urmeaza:
placute de ceramica intre care s-au introdus materialele termoplastice destinate sudarii
pulbere de alumina asezata intre cele doua componente de sudat, pulbere care, de asemenea, este un bun absorbant de microunde.
Experimentul nr. 1: Sudarea materialelor termoplastice in camp de microunde utilizand un susceptor format din 2 placute de ceramica. In figura 8 este prezentat modul de pregatire a placutelor de ceramica pentru incalzirea locala in camp de microunde.
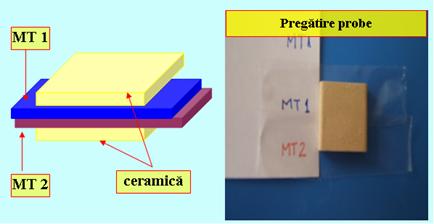
Fig. 8: Pregatirea probelor pentru sudare
Valorile parametrilor de sudare utilizati in cadrul experimentului sunt prezentate in tabel 6.
Tab. 6 Parametrii procesului de sudare cu microunde
|
Putere absorbita [ W ] |
Temperatura [ 0 C ] |
Timp sudare [ s ] |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Valorile inregistrate de regulatorul de proces si prezentarea grafica a lor se regasesc in figura 9.
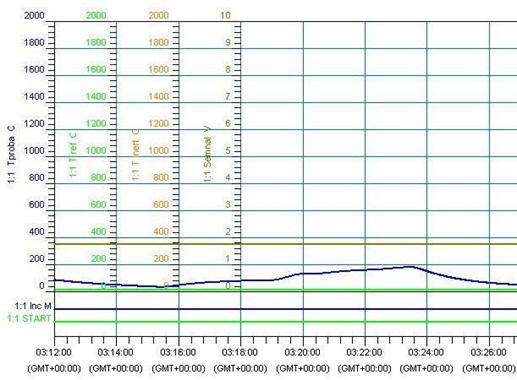
Fig. 9 Temperatura atinsa in procesul de incalzire
Rezultatul experimentul a relevat faptul ca probele au fost sudate prin transmiterea caldurii de la placutele ceramice. In figura 10 este prezentata una dintre probele sudate.
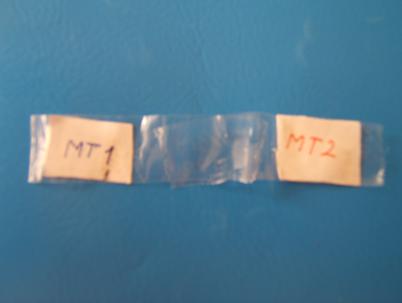
Fig. 10 Materialele termoplastice MT 1 si MT 2 sudate
Puterea fasciculului de microunde a fost crescuta treptat de la 0 W la 300 W urmarindu-se evolutia temperaturii foliei din material termoplastic. Imbinarile (fig. 11) s-au realizat in intervalul de temperaturi de 180210 oC. Analizand imbinarile sudate s-a putut observa ca sudurile sunt partial continue, discontinuitatile locale datorandu-se contactului imperfect dintre cele doua materiale de baza.
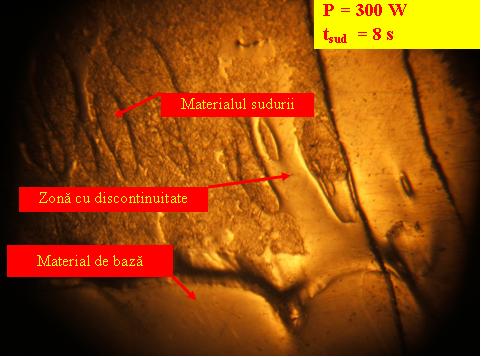
a.
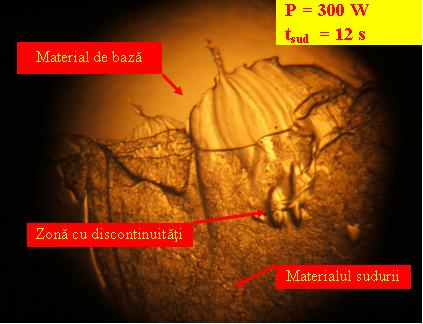
b.
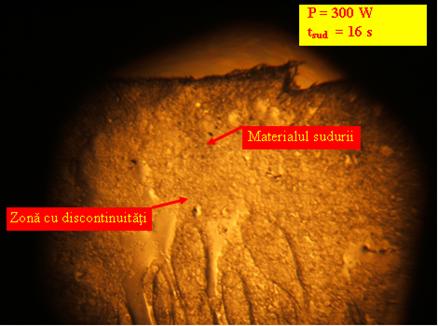
c.
Fig. 11 Suduri pe materiale polimerice termoplastice
a. ts = 8 s, b. ts = 12 s, c. ts = 16 s
In concluzie, desi polimerii sunt neabsorbanti de microunde, se pot efectua incalziri indirecte ale acestora utilizandu-se fascicule concentrate de microunde.
Experimentul nr. 2: Sudarea materialelor termoplastice in camp de microunde utilizand un susceptor format din pulbere de alumina. In figura 12 este prezentat modul de pregatire pentru incalzirea locala in camp de microunde a susceptorului.
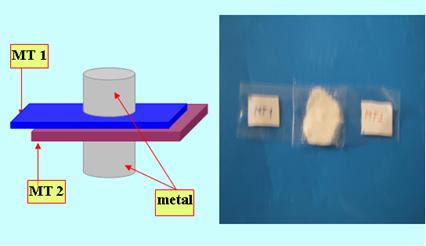
Fig. 12 Pregatirea probelor pentru sudare
Valorile parametrilor de sudare utilizati in cadrul experimentului sunt prezentate in tabelul 7.
Tab. 7 Parametrii procesului de sudare cu microunde
|
Putere absorbita [ W ] |
Temperatura [ 0 C ] |
Timp sudare [ s ] |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Valorile inregistrate de regulatorul de proces si prezentarea grafica a lor se regasesc in figura 13.
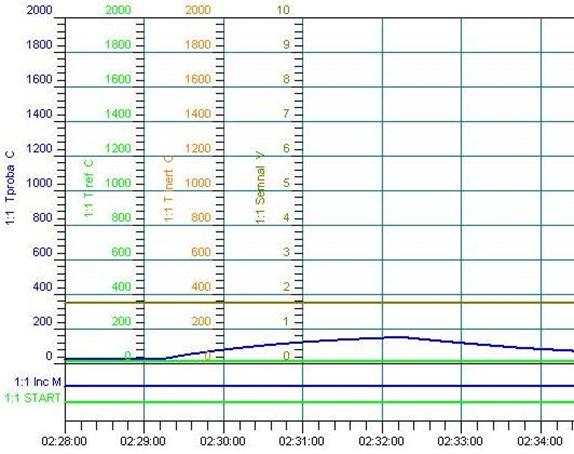
Fig. 13 Temperatura atinsa in procesul de incalzire
|
