Studiul produselor si a tehnologiei actuale - Industria de prelucrare a lemnului
1 Produse realizate
Industria de prelucrare a lemnului, prin fabricarea diverselor corpuri de mobilier, ocupa pozitii inaintate in conjunctura mondiala. Pozitia tarii noastre, ca tara exploatatoare se datoreaza atat existentei materiei prime si a fortei de munca foarte ieftine, cat si a adaptarii, proiectarii si executiei de tipuri de produse finite competitive. Datorita unui bogat sortiment de noi materiale ce se utilizeaza din ce in ce mai mult in fabricatia produselor finite, apar structuri noi de corpuri de mobilier si nu numai, care implica regimuri si tehnologii moderne de prelucrare. Din punct de vedere calitativ folosirea de utilaje si instalatii moderne de mare capacitate, linii tehnologice semiautomate si automate sunt tot mai des folosite, si sunt din ce in ce mai necesare. Calitatea produselor insa este asigurata in primul rand de proiectarea lor functionala, tehnologica si estetica, bazata pe cercetarea indeaproape a parametrilor functionali si constructivi specifici.
Incercand sa respecte aceste considerente S.C. OviProd Com S.R.L. Zalau comercializeaza cateva sortimente de piese de mobilier foarte cerute in ultimii ani pe piata. Dintre acestea vom prezenta doar cateva produse finite care au stat la baza dezvoltarii acestei intreprinderi.
Grup de colt Spandau
Grupul de colt Spandau prezinta o solutie constructiva rafinata prin combinatia culorii stejarului cu cea a pielii naturale. Nuantele insa pot fi alese in functie de dorintele beneficiarului, de la culoarea vie a ciresului, pana la albul pur al florilor de crin. Liniile drepte ale placii mesei vin in completarea curbelor date de spatarul banchetelor. Finisajul este executat prin lac nitrocelulozic, de tip matasos, sau lucios dupa preferinte.
La grupul de colt Gera s-a ales o varianta constructiva similara dar prin scurtarea banchetei lungi si tesirea placii mesei valoarea artistica a crescut, incadrandu-se ca proportii mult mai bine in spatiile bucatariilor de mici dimensiuni.
Gera
Bancheta: 1530x1140x880mm
Masa: 1100/1700x700x780mm
Scaunul: 400x550x480/940mm
Dupa cum se observa, la toate corpurile se foloseste acelasi tip de finisaj, cu lacuri nitrocelulozice, mat sau lucios, in nuante ce imita stejarul, ciresul sau pur si simplu prin colorare in alb, materialele de tapiterie folosite fiind plusul, stofa sau imitatia de piele.
Coburg
Modelele prezentate mai sus arata complexitatea cromatica, constructiva si dimensionala a produselor firmei. La acestea se mai adauga si altele, la fel de placute ca design, dar similare ca functionalitate. De asemenea, in functie de necesitatile beneficiarului, si de spatiul pe care acesta il are la dispozitie, se pot combina mai multe banchete scurte sau lungi in vederea amenajarii unor bucatarii spatioase, mese 535d31f le putand fi si ele insotite de doua, trei, patru sau mai multe scaune.
Unele firme colaboratoare, de exemplu grupul de firme ce apartin Grupului Alicante Brasov, au cerut producatorului in repetate randuri solutii de distributie in vederea comercializarii de mese si scaune in colete separate de banchete, asa cum se prezinta ele mai jos.

Masa extensibila cu scaune tip Belzic

Masa extensibila cu scaune tip Limburg

Masa extensibila cu scaune tip Dortmund
Analiza sistemelor de productie dintr-o intreprindere este necesara in vederea obtinerii de informatii, si din dorinta de a aduce solutii problemelor economice, tehnice si organizatorice, care conditioneaza modernizarea acesteia.
Elementele care definesc tipul productiei sunt: volumul productiei, nomenclatura pe sortimente a acesteia, gradul de specializare la locurile de munca, modul de miscare si rulare intre locurile de munca, gradul de continuitate a circulatiei reperelor, etc.
Dupa gradul de omogenizare a lucrarilor care se executa pe fiecare loc de munca si de numarul locurilor de munca, tipurile de productie din intreprinderile de prelucrarea lemnului sunt:
- productie individuala, sau de unicate, caracterizata printr-o mare varietate a sortimentelor produse in cantitati mici sau unicate;
- productie de serie, caracterizata printr-un nomenclator redus de produse realizate intr-un numar suficient de mare pentru a permite organizarea unei productii industriale, in functie de marimea unei serii deosebindu-se trei tipuri de productie: de serie mica, medie, sau mare.
- productia de masa, care este caracterizata prin fabricarea constanta a unui nomenclator redus de produse sau chiar a unui singur produs intr-un numar foarte mare.
Tinand cont de aceste aspecte, la S.C. OviProd Com S.R.L. Zalau se disting ca atare diferentele pe cele doua linii de fabricatie: daca prima, care are deja vechime de 8 ani in producerea grupurilor de colt isi incadreaza tipul de productie la productia de masa, cea de a doua linie de fabricatie se doreste a fi ceva mai flexibila, cu productii de serii mici sau medii, in functie de cererea de pe piata si de multitudinea de firme concurente care produc marfuri similare. Deoarece acest barometru al productiei, si anume cererea si oferta de pe piata a aratat prin vanzarile din ultima perioada ca in ceea ce priveste grupurile de colt acestea au devenit solicitate tot mai rar ca urmare a cresterii pretului (fapt rezultat din cresterea costurilor de productie, si nu in ultimul rand, ca urmare a scaderii puterii de cumparare a locuitorilor tarii), firma producatoare a incercat sa se reorienteze, prin proiectarea de noi produse ce apartin aceleiasi clase, si anume produse destinate mobilarii bucatariilor. Datorita faptului, ca aceste grupuri de colt, erau destinate in proportie de 93 % pietei interne, si doar 7 % din productia totala pietei externe, este firesc ca numarul cererii sa scada, ca si consecinta a saturarii beneficiarilor tinta a acestui tip de produs. Asadar, incepand cu anul acesta, conducerea firmei a lansat pe piata si alte noi produse, diversificandu-si astfel gama oferita cu tipuri noi de tabureti, scaune si mese asa cum se poate vedea si in imaginile care urmeaza.
Tabureti Oslo
Scaune Regal I tapitate cu plus sau material textil
Scaune Regal II imitatie piele
Scaun Universal
Varietatea acestor scaune si tabureti s-a gandit atat dimensional, cat si din punct de vedere a designului, astfel incat ele sa poata fi combinate estetic si cromatic in diferite forme cu mesele Paris si Europa produse tot pe linia I de fabricatie a firmei OviProd Com.
Mese
PARIS

Selena 4

Selena 6

Olivia 4

Olivia 5

Olivia 6
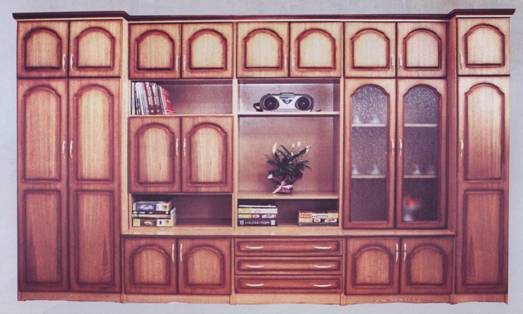
Biblioteci:
Silvania

Stefania
Un produs inca nelansat pe piata, dar executat ca prototip, este dormitorul ANDA, care se doreste a fi o intregire a gamei de mobilier de interior, si care cel mai probabil va fi prezentat la urmatoarea expozitie de profil din judet.
2 Materii prime si materiale
Din punct de vedere a aprovizionarii cu materii prime si materiale, societatea OviProd Com a reusit sa-si creeze un stoc semnificativ, care sa nu tina blocata o suma prea mare de bani, dar care sa asigure o anumita perioada de timp necesarul prevazut de productia estimata in planurile lunare. Acest lucru este de asemenea foarte bine venit in ceea ce priveste procesul de zvantare, uscare si climatizare a cherestelei de fag utilizata in productie la toate produsele realizate. Deoarece aceasta este achizitionata de cele mai multe ori in stare verde, depozitele de pe platforma industriala creeaza rezerve strategice grupate pe stive de dimensiuni bine stabilite, sub forma de scanduri (g = 19, 25, 32 mm) si dulapi (g = 50 mm), ce urmeaza sa parcurga traseele cunoscute in vederea uscarii dupa toate criteriile stabilite de specialisti, astfel incat ea sa poata satisface nevoile calitative cerute de normele tehnologice. Imediat dupa uscarea in cele sase uscatoare de mare capacitate, cheresteaua este climatizata in depozite special amenajate in care nu au loc cresteri sau scaderi bruste a umiditatii aerului, sau variatii mari de temperatura.
Intr-o zona apropiata, care sa faciliteze aprovizionarea cu materiale a sectiilor de prelucrari mecanice se gasesc depozitele de semifabricate, separate in doua sectoare distincte.
Unul special amenajat pentru placile de PAL, grupate pe dimensiuni ( L x l ), grosimi (g = 18, 22, si 25 mm), si tipuri de finisaje (simple, melaminate, furniruite pe o fata sau pe ambele), respectiv dupa sortimentele furnirului care acopera suprafetele (cires, stejar, nuc, mahon, etc.).
Cel de-al doilea sector cuprinde celelalte tipuri de semifabricate, de la PFL, Placaj si MDF, pana la furnire estetice si tehnice de diferite dimensiuni si specii. Toate aceste tipuri de materiale sunt depozitate in conditii deosebit de bune in ceea ce priveste integritatea lor, in vederea pastrarii proprietatilor fizico-mecanice care le caracterizeaza.
De asemenea, un loc bine amenajat este destinat depozitarii materialelor folosite pe de o parte operatiilor de tapiterie (stofe, role de imitatii de piele, poliuretan) iar pe de alta parte acele materiale folosite in procesul de ambalare (coli de carton din 3 sau 5 straturi, role de carton duplex, respectiv folie din material plastic cu protectie sub forma de bule de aer).
Pentru pastrarea materialelor de finisaj, care prezinta grad ridicat de periculozitate (din punct de vedere a inflamabilitatii si volatilitatii lor), s-au prevazut boxe speciale, ce respecta toate normele cerute de Directia de Protectie a Mediului si de Directia de prevenire si stingere a incendiilor.
Adezivii folositi in procesul de productie sunt pastrati in containere speciale (cei in forma lichida, de tip urelit) sau dupa caz in saci, in locuri amenajate impotriva umezelii sau a temperaturilor ridicate (adezivii termoplasti sub forma de granule solide).
3 Flux tehnologic principal schema bloc pentru cele 2 linii de fabricatie;
Asa cum se va prezenta intr-o schema de amplasare a halelor de productie in subcapitolul urmator, societatea OviProd Com S.R.L. este structurata pe 2 linii de fabricatie, bine structurate, fiecare dintre ele fiind axate pe anumite produse. Deoarece linia a II a de fabricatie a fost lansata la inceputul acestui an, dotarea sa tehnica este deocamdata relativ improprie. De aceea, la anumite faze de lucru a unor repere, sectia de prelucrari mecanice a liniei II de fabricatie inca utilizeaza utilaje si masini unelte din sectia similara a liniei I de productie.
De fapt, acest impediment a fost temeiul planului de investitii realizat de conducerea societatii in masini ce folosesc tehnologii moderne de lucru, si totodata, problematica ce a stat la baza conceperii acestei lucrari. Asadar, fluxul celor doua linii de fabricatie vor fi prezentate sub forma schematica, facandu-se cateva precizarii generale legate de principalele probleme aparute.
4 Sectoare de productie (linii de fabricatie, ateliere, depozite)
Amplasare in cadrul general al intreprinderii a celor 2 linii de fabricatie;
In structura societatii OviProd Com S.R.L. se pot distinge doua sectoare mai importante.
sectorul de aprovizionare cu materie prima in care se afla:
depozitul de cherestea
sectorul de uscare si climatizare a cherestelei, si
sectorul de productie in care se afla:
sectia de prelucrari ce cuprinde :
- sectorul de semifabricate unde cheresteaua si celelalte placi de tip PAL, PFL, Placaj, MDF etc. sunt supuse, dupa caz, la o serie de prelucrari primare cum ar fi: retezarea la lungime, indreptare, rindeluire la grosime, spintecare, prelucrare pe 4 fete, formare de panouri necesare sectiilor urmatoare.
- sectorul de prelucrari propriu zise in care panourile sufera o serie de prelucrari mecanice de baza cum ar fi: preformatizare, calibrare, formatizare, frezare, slefuire canturi si profiluri, burghiat, strunjiri, furniruiri, cantuiri, curbari, bordurari etc.
sectia de finisaj in care se desfasoara activitati precum montajul, croire furnire, reparatii si recuperare repere, finisare. Tot in acest sector reperele si subansamblele sunt verificate de catre personalul de asigurare a calitatii
sectia de ambalare depozitare expeditie care se ocupa exclusiv cu ambalarea in cutii de carton a produselor finite, dupa o prealabila tapitare a reperelor care necesita aceasta operatie. Tot in acest sector se realizeaza paletizarea si depozitarea pe sortimente a coletelor (de exemplu o garnitura completa de grup de colt fiind formata din bancheta scurta, bancheta lunga, colt, masa si 2 scaune care impreuna sunt ambalate in 7 colete), si expedierea produselor obtinute.
Ca ateliere mai importante se pot mentiona
atelierul de reparatii si intretinere masini
atelierul de ascutitorie scule
atelierul reparatii masini (autocamioane, motostivuitoare, utilaje de tip IFRON)
O schema generala de amplasare a liniilor de fabricatie pe platforma industriala a societatii va fi prezentata in cele ce urmeaza:
Anexa la schema de ansamblu a platformei industriale:
1 unitate de supraveghere la intrarea in unitate, locatia angajatilor care se ocupa de paza si ordine, si mica centrala termica utilizata la incalzirea spatiilor administrative;
2 parcare destinata angajatilor care detin autoturisme proprietate personala;
3 spatiu de parcare al autocamioanelor aflate in dotarea intreprinderii;
4 zona destinata stivelor de cherestea de fag, aburita, in vederea zvantarii (aproximativ 60 de stive aranjate pe 10 randuri si 3 coloane);
5 zona destinata depozitarii deseurilor de mari dimensiuni, folosite deseori ca zona tampon la descarcarea autocamioanelor ce transporta si aprovizioneaza intreprinderea cu cherestea;
6 zona destinata stivelor de cherestea de fag, aburita, in vederea zvantarii (aproximativ 100 de stive aranjate pe 10 randuri si 5 coloane);
7 depozit de materii prime semifabricate de diferite dimensiuni si grosimi(PAL, MDF, Placaj, P.F.L., poliuretan, etc.)
8 rampa de revizii tehnice si zona de parcare pentru utilitarele de tip IFRON, si pentru motostivuitoarele cu furci;
9 depozit de cherestea uscata
10 spatiu special amenajat destinat fumatorilor;
11 grupuri sanitare ( pentru personalul angajat direct in productie);
12 atelierul de ascutire si intretinere scule;
13, 14 ateliere mecanice pentru diverse servicii de intretinere;
15 cazane pentru obtinerea agentului termic, instalatii pentru controlul acestuia, si zona de depozitare al surplusului de deseuri sub forma de praf, rumegus si aschii;
16 furnal de evacuare a emanatiilor rezultate prin arderea deseurilor;
17 zona de depozitare a deseurilor nelemnoase;
18 uscatoare de mare capacitate destinate uscarii cherestelei (fiecare are aprox. 50 m3);
19 celule de centralizare a regimurilor de uscare;
20, 21 zone de depozitare a deseurilor de diverse marimi, sortate in functie de provenienta acestora;
22 mic sector destinat curbarii lemnului prin presare la cald;
23 incaperi destinate generatoarelor de aer comprimat(compresoare de mare capacitate);
24 rezervor de mare capacitate destinat inmagazinarii apei folosite in caz de incendii;
25 zona de depozitare a materialelor de constructii (nisip, blocuri ceramice, ciment,);
26 sectia de depozitare a materiei prime pentru linia II de fabricatie P.A.L., M.D.F., Placaje, Furnire (tehnice si estetice) de diferite dimensiuni si grosimi si a utilajelor scoase din uz datorita deteriorarii fizice si morale;
27 sectia de prelucrari mecanice a liniei II de fabricatie se va prezenta detailat in capitolele urmatoare;
28 sectia de retusare finisare si montaj a liniei II de fabricatie;
28 ' cabina de pulverizare in vederea finisajului cu baituri si lacuri amenajata special prin separare cu rol de a proteja mediul inconjurator de substantele poluante si nocive folosite;
29 sectia de ambalare depozitare expediere a liniei II de fabricatie;
30 sectia de prelucrari mecanice a liniei I de fabricatie;
31 sectia de retusare finisare - montaj a liniei I de fabricatie;
32 cabina de pulverizare in vederea finisajului cu vopsele, amenajata special prin separare, cu rol de a proteja mediul inconjurator de substantele poluante si nocive folosite;
33 cabina de pulverizare in vederea finisajului cu baituri si lacuri amenajata special prin separare, cu rol de a proteja mediul inconjurator de substantele poluante si nocive folosite;
34 sectia de ambalare depozitare expediere a liniei I de fabricatie;
35 sectorul nr. 1, destinat tapiteriilor si produselor tapitate;
36 sectorul nr. 2, destinat tapiteriilor si produselor tapitate;
37 magazia de materiale si materii prime nelemnoase folosite in productie (feronerie, curele, scule, adezivi, hartii abrazive, role de furnire estetice autocolante pentru canturi, etc.)
38 sector destinat depozitarii furnirelor de foarte buna calitate, obtinute in urma unor sortari riguroase, ce au destinatie speciala in structurile corpurilor de mobilier executat in cazul unor comenzi speciale;
39 depozit de materiale volatile diluanti, carburanti, lacuri, vopsele, etc.
40 depozit pentru materiale adezive sub forma lichida urelit, aracet, etc.
41 platforme de expediere destinate incarcarii autocamioanelor ce transporta produse finite la beneficiari;
42, 44 spatiu de parcare pentru masinile proprietate personala a angajatilor din sectorul administrativ;
43 generator de mare capacitate, folosit mai ales in cazurile de avarie ale circuitului electric principal;
Dotarea tehnica a sectiilor de productie (M.U., Utilaje, I.T.R.I.L., S.D.V)
Asa cum am precizat si in subcapitolele anterioare, dotarea tehnica a sectiilor de productie s-a facut treptat, prin investitii periodice in masini si utilaje, astfel incat, la ora actuala ambele linii de fabricatie sunt capabile de a fabrica produse competitive pe piata interna si externa. Cu doar cateva exceptii, in sectiile de prelucrari mecanice intalnim toata gama de utilaje si masini unelte necesare organizarii unui flux tehnologic productiv.
Asadar, in cele ce urmeaza, se va face o prezentare succinta a masinilor-unelte, utilajelor, instalatiilor destinate exhaustarii, si cateva detalii despre partea de scule, dispozitive si verificatoare existente in fabrica.
Ferastrau circular de retezat (P.A.H.):
- fara transportor pentru avans
Este un utilaj folosit la operatiile de taiere transversala in vederea eliminarii anumitor defecte, a capetelor pieselor de cherestea, si de obtinere a lungimilor cerute. Pentru prelucrarea primara, se utilizeaza in vederea usurarii efortului fizic al operatorului, transportoare cu rola atat la alimentare cat si la evacuarea pieselor. Asadar dimensiunile de gabarit ale masinii variaza in functie de prezenta acestor transportoare. Daca facem abstractie de ele, masina are un gabarit de 1480 x 960 mm. Daca luam in considerare si lungimile de gabarit ale transportoarelor, dimensiunile se modifica: 6000 x 1480 mm.
- cu transportor cu role pentru avans
Alte date tehnice:
Diametrul maxim al panzei: 400 600 mm
Turatia panzei: 1500 rot/min
Puterea instalata: 4 - 5 kw
Greutate: 1200 daN
Retezarea ca operatie, are drept functionalitate, la fel ca si spintecarea, si realizarea unor baze tehnologice de sprijin, ce sunt folosite la operatiile ulterioare.
Ferastrau circular de spintecat (C.T.A.M.):
Caracteristici tehnice:
tipul: CTAM
Dimensiuni de lucru:
Latime maxima: 350 mm
Lungime minima: 250 mm
Panza circulara se defineste turatia, viteza maxima de taiere, diametrul maxim si minim in functie de materialul care se prelucreaza
Viteza de avans: 6 30 m/min
Puterea instalata: 10 kw
Dimensiunea mesei: 1580/800 mm
Dimensiuni de gabarit: 1980 x 1400 mm
Greutate: 1600 daN
Utilizat in general la operatiile de taiere in lungul fibrelor a pieselor din lemn masiv sau a panourilor semifabricate din aschii si fibre de lemn, ferastraul circular de spintecat este folosit de multe ori si in vederea eliminarii anumitor defecte. Avansul acestor circulare este realizat, in functie de necesitate, atat manual cat si mecanic.
Ferastrau circular dublu de spintecat (respectiv retezat) cu masa mobila:
Folosit in functie de necesitati si de forma danturii panzei circulare incarcate, aceste ferastraie circulare duble pot fi folosite atat la operatii de retezare cat si la operatii de spintecare, avand rolul determinarii paralelismului intre cele laturi opuse ale panoului prelucrat.
Pentru folosirea circularului de spintecat, muncitorul principal este recomandat sa fie ajutat de un muncitor secundar, pentru evitarea pericolului de accidentare.
In afara dimensiunilor de gabarit relativ mai mari si a puterii utile dezvoltate de motorul care angreneaza cele 2 panze circulare caracteristicile tehnice ale circularelor duble sunt aproximativ similare cu a celor simple.
F.C. Dublu
pentru retezat
Diametrul maxim al panzei circulare: 300 400 500 mm
Viteza de avans: 4,5 35 m/min
Turatia panzelor: 3000 rot/min
Puterea instalata: 10 - 15 kW
Dimensiunea mesei: 1585 - 800 mm
Dimensiuni de gabarit: 2020 x 1620 mm
Greutate: 2000 daN
Masina de indreptat (M.I.)
- are in flux un rol important, si anume acela de a realiza prin operatia de rindeluire, o suprafata plana, care formeaza baza tehnologica pentru operatiile ulterioare.
Caracteristici tehnice:
tipul: MI
Dimensiuni de lucru:
Latime maxima: 500 mm
Lungime minima: 2500 mm
Arborele port cutit:
diametrul: 125 mm
turatia: 5000 rot/min
lungimea: 510 mm
nr. cutite: 4
Viteza de avans: se adopta in functie de material
Puterea instalata: 4 kw
Dimensiuni de gabarit: - min. 1200 x 250 mm
- max. 3000 x 600 mm
Greutate: 830 daN
Masina de rindeluit la grosime (M.R.G.)
Aceste masini executa, la o singura trecere a piesei, atat operatia de indreptare cat si cea de rindeluire la grosime. Exista si masini de rindeluit pe doua fete care au productivitati simtitor mai mari decat un ansamblu format din masini de indreptat si rindeluit la grosime, dar realizeaza o precizie mai scazuta decat prin metoda clasica de trecere succesiva prin doua masini.
Caracteristici tehnice:
latimea de lucru: 575 mm
grosimea de lucru: 1 14 mm
viteza de avans: 8 15 m / min.
Dimensiuni de gabarit: 1400 x 1600 mm
Arborele port cutit
- Diametru: 140 mm
- Turatia: 5000 rot / min.
- Numar de cutite: 4
Puterea instalata: 4 5,5 kW
Greutatea 1420 daN
Masina normala de frezat cu ax vertical (M.N.F.)
Incadrate in grupa masinilor de uz general, masinile normale de frezat au o larga utilizare fiind folosite la executarea operatiilor de profilare, indreptare si faltuire a canturilor.
Caracteristici tehnice:
grosimea maxima a pieselor de prelucrat: 100 mm;
dimensiunile mesei: 1000 x 900 mm;
turatia arborelui portscula: 3000 10000 rot/min;
deplasarea pe verticala a arborelui: cursa max. 200 mm
inclinarea axului: aprox. 45s;
puterea utila a masinii: 3 4,5 kW.
Strung longitudinal (S.L.):
Prelucrarea mecanica a suprafetelor de revolutie ocupa un loc important in ansamblul prelucrarii lemnului prin aschiere. Strungurile longitudinale sunt folosite la o gama larga de operatii de strunjire exterioare si interioare, cilindrice, conice, profilate, precum si la fasonarea pieselor cu suprafete de revolutie profilate.
Caracteristici tehnice:
Tip: SL 2
Distanta maxima intre varfuri: 2000 mm
Diametrul de prelucrare de deasupra mesei: 580 mm
Latimea mesei: 280 mm
Puterea electromotorului: 1 kW
Turatia axului port-scula: 300 2800 rot/min
Dimensiuni de gabarit: 3600 x 1275 mm
Greutatea: 660 daN
Adeseori, strungurile sunt combinate, executandu-se cu aceeasi masina strunjiri longitudinale, frontale si transversale, sau chiar combinate, obtinandu-se in acest fel si suprafete conice profilate. O prima clasificare a strungurilor si masinilor de strunjit se poate face dupa metoda de prelucrare. O alta clasificare are in vedere modul de fixare a pieselor in timpul prelucrarii. Masinile de strunjit la care piesa este prinsa intre varfurile chernerelor pot fi universale, speciale, de copiat sau combinate.
Masina de slefuit cu cilindrii si banda lata pentru operatii de calibrare:
Aceste masini sunt utilaje care au latimea benzii abrazive in general mai mare de 500 mm. Cilindrii de contact si banda abraziva se dispun in asa fel incat piesa sa poata fi prelucrata pe partea superioara prin treceri succesive. Avansul acestor masini trebuie sa fie uniform pentru a nu produce denivelari ale suprafetelor pieselor prelucrate.
Caracteristici tehnice:
Tipul FKA Carstens
Latimea de slefuire: 1100 mm
Adancimea masina de slefuit: 150 mm
Dimensiunea benzii: 2500 x 1150
Viteza periferica a benzii: 24 m/s
Viteza de avans: 5 12 m/min
Puterea motorului benzii de slefuit: 9 kW
Puterea motorului de avans mecanic: 1 kW
Dimensiuni de gabarit: 1925 x 1460
Greutate: 2300 daN
Aceste masini sunt utilizate in societatile de profil foarte des datorita productivitatii mari pe care acestea le realizeaza.
Ferastrau panglica pentru tamplarie (F.P.)
Ferastraiele panglica sunt masini de constructie relativ simpla, la care unealta taietoare are forma unei panglici (benzi) continue de otel, dintata pe una din margini, procesul de taiere efectuandu-se doar pe una din cele doua ramuri de rulare. In general, acest post de activitate este insotit de un al doilea, format doar dintr-o masa simpla, pe care se executa operatia de insemnare. Operatia de decupare la ferastraul panglica se face doar dupa o insemnare prealabila a reperelor.
Caracteristici tehnice:
Tipul: VG Stenner
Diametrul volantilor: 700 - 900 mm
Viteza de avans: se adopta manual in functie de materialul prelucrat aprox. 5 m/min
Turatia volantilor: 500 - 800 rot/min
Inclinatia mesei pentru taieri oblice:1 30s 40s
Puterea electromotorului de antrenare a panzei: 4 - 10 kW
Dimensiuni de gabarit: 850 x 750 mm
Uzinele constructoare perfectioneaza continuu unele caracteristici ale ferastraielor panglica, precum dispozitive de fixarea piesei, actionarea grifelor, intinderea panzei, etc. Din punct de vedere a productivitatii si a operatiilor efectuate aceasta masina este de nelipsit din orice atelier de tamplarie, si cu atat mai mult, prezenta in orice fabrica de profil.
Masina de frezat cu ax superior (F.A.S.)
Masinile de frezat cu arbore superior se utilizeaza pentru executarea operatiilor de frezare libera sau frezare prin copiere, cu ajutorul sabloanelor reproducatoare sau a dispozitivelor de copiere. Pe aceste masini se pot executa, prin frezare, gauri, scobituri si diverse suprafete profilate, interioare, cu forme si adancimi diferite.
Caracteristici tehnice:
Tipul: FAS
Dimensiunile mesei: 750 x 700 mm
Cursa mesei: - longitudinal: 500 mm
- transversal: 300 mm
- vertical: 220 mm
Cursa capului de frezare: 150
Unghiul de rotatie a capului de frezare: 360 grade
Turatia axului portscula: 17.000 rot/min
Puterea motorului electric: 1,5 kW
Dimensiuni de gabarit: 900 x 700 mm
Greutate: 760 daN
La unele masini de frezat cu ax superior de productie recenta, turatiile capului de lucru pot atinge valori foarte mari, de pana la 27.000 - 30.000 de rot/min
Agregat de formatizat pentru panouri cu lungimi si latimi mari (C.P.C.)
Aceste masini sunt destinate taierii la format a placilor si panourilor de lemn, putand efectua la o singura trecere a panoului prin masina, taierea pe doua laturi paralele, sau in cazul unor agregate mai performante pe toate cele patru laturi.
Caracteristici tehnice:
Dimensiunile pieselor care se pot prelucra:
- latime: 200 2000 mm
- lungime: 110 2000 mm
Numarul de panze: 2
Diametrul panzelor: 500 mm
Turatia panzelor: 3000 rot/min
Viteza de avans: 2,6 12 m/min
Puterea de actionare a motorului electric: 8 kW
Suprafata de gabarit: 4,2 5 m2
Greutate: 1800 daN
Presa hidraulica monoetajata + dispozitiv cu valturi pentru aplicat adeziv
Operatia de presare este una din cele mai complexe operatii intalnite in organizarea tehnologica a unui flux de productie. Aceasta trebuie sa se faca in conditii bine stabilite, prin respectarea regimurilor de presare cunoscute si cu maxima responsabilitate. In cazul furniruirii panourilor semifabricate, orice abatere de la parametrii stabiliti de firma producatoare de adezivi poate produce pagube iremediabile in ceea ce priveste suprafetele reperelor prelucrate.
 Deoarece este o masina cu un gabarit relativ mare, 3500 x 2000
mm spatiul alocat desfasurarii procesului de presare
trebuie sa fie ales astfel incat sa nu fie influentat de manipularea stivelor cu repere de la alte
locuri de munca. Mai mult decat atat, orice presa monobloc este
insotita in desfasurarea ei de masa pe care se
pregatesc reperele ce urmeaza a fi introduse in presa si
dispozitivul cu valturi ce are rolul aplicarii uniforme a adezivului
pe intreaga suprafata presata.
Deoarece este o masina cu un gabarit relativ mare, 3500 x 2000
mm spatiul alocat desfasurarii procesului de presare
trebuie sa fie ales astfel incat sa nu fie influentat de manipularea stivelor cu repere de la alte
locuri de munca. Mai mult decat atat, orice presa monobloc este
insotita in desfasurarea ei de masa pe care se
pregatesc reperele ce urmeaza a fi introduse in presa si
dispozitivul cu valturi ce are rolul aplicarii uniforme a adezivului
pe intreaga suprafata presata.
Parti componente importante:
Manometrul pentru reglarea si citirea presiunii de lucru (0 250 Bari)
Butoane pentru comanda de ridicare ,coborare si avarie;
Butonul pentru prestabilirea timpului de presare (TEMPORIZARE);
Incalzitor electric de 18 kW pentru asigurarea temperaturii de lucru (10 1200 C);
In vederea lansarii noii linii de fabricatie, s-a propus spre achizitionare o presa multietajata pentru asigurarea necesarului de panouri folosite la realizarea planurilor lunare de productie.
Masina de gaurit multiplu (M.G.M.)
Necesitatea de a spori productivitatea masinilor de burghiat a determinat pe langa alte modificari constructive legate de cresterea vitezei de aschiere si a vitezei de avans, si majorarea arborilor de lucru.
Caracteristici tehnice:
Tipul MGR
Numarul burghielor: 26;
Distanta dintre burghiele exterioare: 832 mm
Distanta minima intre doua burghie: 32;
Turatia burghielor: 2225 rot/min;
Adancimea maxima de gaurire: 110 mm;
Dimensiunea mesei de lucru: 1310 x 755;
Puterea electromotorului de antrenare: 1,5 2 kW;
Dimensiunea de gabarit ale masinii: 3300 x 2500
Diametrul maxim al burghiului: 10 12 mm
Greutatea masinii 830 daN
Aceste masini de burghiat cu mai multi arbori de lucru pot avea actionare comuna sau individuala. Miscarea de avans este realizata de catre masa masinii.
Masina de burghiat si scobit (G.S.O.)
In industria de prelucrare mecanica a lemnului se intalnesc diferite tipuri de masini de acest gen, care se deosebesc, in general, dupa modul cum se realizeaza miscarea de avans.
Caracteristici tehnice:
Tipul: G.S.O;
Diametrul gaurii: 5 15 mm;
Lungimea maxima a scobiturii: 150 mm;
Adancimea maxima a scobiturii: 150 mm;
Frecventa ciclului de scobire: 100 180 cicluri/min;
Deplasarea verticala a mesei de lucru: 115 mm;
Numarul capetelor de lucru: 1;
Turatia burghiului: 7500 rot/min;
Puterea electromotorului de actionare a burghiului: 1,5 kW;
Puterea electromotorului de actionare a sistemului de oscilatie: 0,8 kW;
Dimensiunile de gabarit ale masinii: 1060 x 1140 mm
Greutatea masinii: 580 daN;
Ciclurile de miscare la aceste tipuri de masina pot fi realizate atat mecanic, cat si hidraulic sau pneumatic.
Masina de slefuit cu banda orizontala (M.S.B.O)
Aceste masini au in general latimea benzii mai mica de 300 mm si se construiesc pentru indeplinirea urmatoarelor sarcini tehnologice: slefuirea fina a suprafetelor ce urmeaza a se acoperi cu pelicule si slefuirea si lustruirea suprafetelor acoperite cu pelicule.
Caracteristici tehnice:
Tipul: MSBO
Dimensiuni de lucru
- deschidere: 2250 mm
- adancime: 1000 mm
- grosime: 225 mm
Banda abraziva:
- lungime: 7000 mm
- latime: 150 mm
Viteza de slefuire: 26 m/s
Puterea motorului electric: 4 kw
Numarul benzilor abrazive: 1
Dimensiuni de gabarit: 4180 x 2265 mm
Greutatea: 1070 daN
Masina de slefuit cu banda tip SBO se incadreaza prin constructie si caracteristici tehnice in categoria masinilor de slefuit cu banda ingusta si tampon.
Masina de slefuit canturi profilate:
cu trei cilindri verticali
cu un cilindru vertical
Pentru slefuirea canturilor drepte sau curbe ale reperelor unor categorii de produse finite, precum si a canturilor interioare si exterioare ale ramelor si panourilor se folosesc una din aceste doua sortimente de masini de slefuit cu unul, doi sau trei cilindri verticali. Sunt masini cu o constructie relativ simpla, si cu dimensiuni de gabarit rezonabile, cea mai mare fiind cea cu trei cilindri. 2400 x 1500 mm.
Agregat de furniruit si prelucrat canturi
Acest utilaj face parte din categoria agregatelor folosite foarte des in fabricile de mobila care realizeaza produse pe baza de semifabricate pe baza de aschii si fibre de lemn. Aceste agregate pot sa realizeze operatii de furniruit canturi, drepte sau curbe, avansul pieselor facandu-se dupa caz, manual sau mecanic.
Caracteristicile tehnice de importanta majora sunt cele doua dimensiuni de gabarit in lungime (5000 mm) si latime (2500 mm), pentru ca in functie de acestea, utilajul se va pozitiona in hala de productie astfel incat sa nu ingreuneze manipularea stivelor si fluiditatea reperelor care in fluxul tehnologic nu sunt trecute prin acest agregat.
In afara acestor tipuri de masini unelte si utilaje, societatea OviProd Com poseda aparatura periferica necesara unor operatii obligatorii, ca cele de capsare (Capsatoare 80/16), pulverizare in cabine amenajate special (Pistoale de pulverizare SATA), sisteme de exhaustare cu statii locale (Exhaustoare locale FELDER AF 22, si Holtz 60 BHL) cu unu sau doi saci de recoltare in functie de necesitatile masinii-unealta pe care aceste statii o insotesc. Ferastraiele circulare pentru taieri inclinate (MAKITA, sau FELDER) sunt deosebit de utile, spre exemplu in vederea asamblarii la 45 de grade a reperelor de tip cornisa. Acolo unde surplusul de aschii si rumegus nu este exhaustat de statiile locale, din motive diverse, se folosesc aspiratoare industriale portabile CT 22 E Festool. Unul din sectoarele care lucreaza in contact direct cu personalul din productie este cel de S.D.V.-uri. Sculele, dispozitivele si verificatoarele sunt realizate si intretinute de o echipa formata din Directorul tehnic, Inginerul responsabil, si personalul incadrat in acest sector (de reparatii si prototipuri), sub atenta supraveghere a Directorului de Productie.
4.3 Amplasarea masinilor si utilajelor in sectiile aferente liniei de fabricatie noi lansate prezentarea fluxului actual cu analiza critica a principalelor probleme constatate;
In plansele anexate acestei lucrari se va pune in evidenta amplasarea tuturor masinilor unelte, agregatelor si utilajelor care in prezent formeaza organizarea tehnologica a celor doua linii de fabricatie existente la SC. Ovi Prod Com S.R.L. Zalau. Deoarece scopul lucrarii este acela de a optimiza fluxul tehnologic al liniei II de fabricatie, prin retehnologizarea efectuata prin planul de investitii aflat in derulare, plansele au fost realizate de asa natura incat sa scoata cat mai bine problemele existente in fabrica, insistandu-se in special pe cele aparute in sectia de prelucrari mecanice a liniei de fabricatie studiata.
Prin proiectul realizat s-a urmarit indeplinirea a doua obiective majore:
oferirea de idei tehnologice pentru imbunatatirea productiei, din punct de vedere cantitativ si calitativ, prin scoaterea in evidenta a problemelor si gasirea unor solutii practice aplicabile in timp scurt si cu resurse materiale minime;
intocmirea unui plan de modernizare a fabricii in care sa se regaseasca ultimele investitii facute in retehnologizare, prin achizitionarea unor echipamente performante care constau in masini, scule, dispozitive si nu in ultimul rand a resurselor umane specializate in domeniul industriei lemnului;
Facand analiza critica asupra principalelor probleme aparute frecvent in productie la ora actuala, am ajuns la concluzia ca acestea sunt cauzate de anumiti factori determinanti, dar care au solutii reale de rezolvare, in ideea unui progres vizibil in viitorul apropiat. Dintre acesti factori ii vom aminti doar pe cei care in ansamblul problemelor ocupa procentele cele mai semnificative:
uzura fizica si morala a majoritatii masinilor-unelte si a agregatelor existente;
aranjarea necorespunzatoare a acestora determina in anumite spatii blocaje si ingreunari in privinta manipularii reperelor;
lipsa in anumite puncte a sculelor de schimb, care are ca efect uzura accentuata a celor existente, respectiv scaderea calitatii prelucrarilor;
ineficienta statiilor locale de exhaustare produce frecvente nemultumiri in randul personalului implicat in productie, mai ales a angajatilor care isi desfasoara activitatea in sectiile de prelucrari mecanice;
forta de munca necalificata fiind salarizata sub nivelul cererii si ofertei de pe piata produce migratia personalului angajat in intervale de timp scurte si neprevazute;
Fara o explicatie intemeiata insa, seriozitatea personalului din productie a lasat de multe ori de dorit, fapt ce evident s-a regasit de multe ori in calitatea produselor finite. Mai mult decat atat, numarul reperelor rebut (recuperabile sau irecuperabile) este foarte mare, motiv pentru care, in anumite zone ale sectiilor de prelucrari mecanice s-au format adevarate cimitire de material blocat, a carui valoare se regaseste din pacate in costurile de productie aferente.
Un alt aspect foarte important, care aduce prejudicii insemnate conducerii, este cel al manipularii reperelor in lipsa platformelor de stivuire si a carucioarelor transportoare ineficiente. Dintre consecintele directe ale acestei probleme putem mentiona:
blocarea cailor de acces intre sectii, iar in cadrul aceleiasi sectii a cailor de manevrare a stivelor cu material intre diferite masini;
blocarea cailor de acces la extictoarele de prevenire si stingere a incendiilor;
distrugerea unor repere prin caderi sau asezari necorespunzatoare ale reperelor in stive
Facand acum referire strict la fluxul tehnologic al liniei II de fabricatie, asa cum se poate observa din plansele anexate la prezentul proiect, vom analiza problemele existente pornind de la un produs ales deloc intamplator. Ca argument, vom mentiona ca acesta garnitura de bucatarie Selena 6 este un produs finit care prin tehnologia de fabricatie pe care o are, cuprinde toata gama de operatii pe care le intalnim si la celelalte produse realizate.
Problemele de natura tehnica depistate in sectoarele acestei linii vin in completarea celor mai sus prezentate:
aparitia exfolierilor la suprafata de contact dintre furnir si placile de MDF debitate in vederea realizarii reperelor frontale ale garniturii, cele mai importante de altfel in ansamblul intregului produs finit, in urma unor operatii de presare necorespunzatoare;
calitatea scazuta a profilarilor de exterior si interior a acestor repere, influentata de posibilitatile tehnice ale masinilor de frezat si de seriozitatea, capacitatile fizice si gradul de instruire a factorului uman;
lipsa unui furnir de calitate superioara creeaza probleme mari personalului responsabil cu imperecherea foilor de furnir in vederea obtinerii unui model relativ uniform si lipsit de defecte pentru partea de front a garniturilor de mobilier;
nerespectarea normelor de calitate la aplicarea benzilor de furnir pe cant, acolo unde acestea devin foarte vizibile (de exemplu la politele intermediare fixate in toate corpurile de mobilier, mai putin in cele destinate mascarii chiuvetelor);
In vederea solutionarii acestor probleme, s-au luat masuri semnificative ce vor fi prezentate in capitolul urmator.
|
