Proiect Masini si Utilaje
Tema proiectului
Sa se stabileasca principalii parametri functionali si constructivi ai unei masini de tocat carne de tip industrial.
Se va lua ca model de referinta Masina de tocat carne tip MATOCA-160.
Din seria masinilor de maruntit carne tip Matoca, in figura 1 este prezentat tipul MATOCA 160. Aceasta masina este destinata maruntirii grosiere a carnii sau a organelor proaspete, refrigerate sau blansate sau slanina, destinate fabricarii preparatelor de carne sau pentru topire. Masina este dotata cu un sistem de taiere cu cutite si site. Sitele au diametre cuprinse intre 100 si 285 mm, iar orificiile sitelor au diametre de 2, 3, 4, 6, 8, 10, 13, 18, 20 mm.
Pentru maruntirea carnii se folosesc cutite in forma de cruce, cu tais pe o parte sau pe ambele parti, sau cu cutit dublu lamelar pentru maruntirea oaselor.
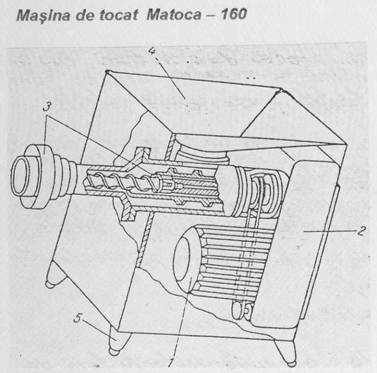
Fig. 1. Schema constructiva a masinii de tocat carne MATOCA-160:
Elemente initiale pentru proiect:
● Productivitate maxima:
Q1 = 3000 kg/h (carne cruda);
Q2 = 4000 kg/h (carne fiarta).
● Diametrul sitei: 160 mm;
●
Putere instalata: ![]() [kw],
[kw],
unde ![]() reprezinta
numarul de litere al numelui;
reprezinta
numarul de litere al numelui; ![]() ; P
; P
● Turatia electromotorului de actionare: n = 3000 rot/min;
●
Turatia snecului de alimentare: ![]() [rot/min],
[rot/min],
unde ![]() reprezinta
numarul de litere al prenumelui/primului prenume; N2 =
reprezinta
numarul de litere al prenumelui/primului prenume; N2 =
● Turatia snecului de alimentare:
![]() =
= ![]() [rot/min];
[rot/min];
● Turatia snecului de presare:
![]() [rot/min];
[rot/min];
Etapele de realizare a proiectului:
I. Prezentarea succinta a minimum trei utilaje folosite la prelucrarea carnii (se vor prezenta utilaje din cele ce urmeaza sau de la finele lucrarii de fata).
In categoria masinilor de maruntit specifice industriei carnii sunt cuprinse:
In tabelul 3.1 sunt prezentate cateva caracteristici privind productivitatea muncii si consumurile energetice pentru cateva masini de taiat in bucati mari:
|
Masina de taiat |
Productivitatea |
Puterea instalata |
|
Fierastrae lamelare |
70 carcase / h |
1,7 kw |
|
Masina de scos sorici |
800 kg / h |
0,75 kw |
|
Masina de decalotat capatani |
150 capatani / h |
2,2 kw |
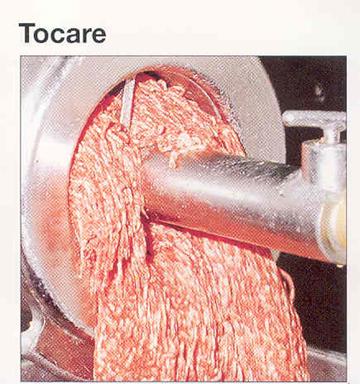
Pentru taiat in bucati mici se folosesc masin specifice ca:
volful pentru maruntirea taierea grosiera a carnii sau slaninei;
masina de tocat carne;
concasorul de oase;
masina de taiat felii.
Caracteristici |
MATOCA |
GIULIA |
MATOCA- |
MATYOCA- |
TMTC |
CONCASORUL DE OASE |
CUBEX |
|
Capacitatea de taiere [kg/h] |
|
|
|
|
|
|
|
|
Diametrul sitelor [mm] |
|
|
|
|
|
|
|
|
Granulatia realizata [mm] |
|
|
|
|
|
|
|
|
Puterea instalata [kw] |
|
|
|
|
|
|
|
|
Turatia electromotorului [rot/min] |
|
|
|
|
|
|
|
|
Turatia cutitelor [rot/min] |
|
|
|
|
|
|
|
|
Turatia melcului de alimentare [rot/min] |
|
|
|
|
|
|
|
|
Capacitatea palniei de alimentare [cm3] |
|
|
|
|
|
|
|
|
Dimensiuni de gabarit [mm] |
945x 385x |
764x 370x |
1030x 400x |
1250x 680x |
|
1840x 1400x |
1600x 790x |
|
Masa neta [kg] |
|
|
|
|
|
|
|
In unitatile de alimentatie publica de capacitate mica si medie (in care pot intra si societatile agroturistice) pentru felierea painii, mezelurilor si a altor preparate din carne se utilizeaza masina de taiat in felii (figura 3.4) ale carei caracteristici sunt prezentate in tabelul 3.3.
Figura 3.4Masina de taiat felii
|

 ;
; 
 rot/min
rot/min 

 rot/min
rot/min  rot/min.
rot/min.  [mm]
[mm] rot/min
turatia rotii dintate conducatoare cea mai solicitata
(in cazul de fata - turatia arborelui II).
rot/min
turatia rotii dintate conducatoare cea mai solicitata
(in cazul de fata - turatia arborelui II).  mm
mm [
[ [mm3]
modulul de rezistenta polar;
[mm3]
modulul de rezistenta polar; 


 ,
,  ,
,