Propuneri de modificare a liniei de fabricatie prin introducerea in fluxul tehnologic a utilajelor achizitionate, si avantaje ale utilizarii acestora.
Avand in vedere greutatile intampinate in organizarea tehnologica actuala, la societatea OviProd Com S.R.L. s-a facut un plan de investitii, care momentan este in curs de derulare si care are ca principal scop retehnologizare unor puncte cheie a liniei II de fabricatie.
Din punct de vedere a fluidizarii actualului flux tehnologic, s-a avut in vedere mai multe aspecte:
cresterea cantitatii de panouri de MDF furniruite si cresterea calitatii procesului de presare in vederea obtinerii necesarului de repere ce alcatuiesc partea de fronton a mobilierului (usile si vitrinele la toate corpurile de mobilier executat);
cresterea calitatii proceselor de profilare a acestor repere;
uniformizarea si armonizarea curbelor si liniilor ce definesc profilurile usilor;
posibilitatea de interschimbabilitate a anumitor repere acolo unde este posibil;
cresterea calitatii la procesul de aplicare a furnirelor pe cant, mai ales in zonele unde acestea sunt foarte viz 555f58f ibile, etc.;
Prezentarea noilor utilaje ce se doresc a fi folosite in vederea optimizarii fluxului tehnologic existent;
Pornind de la problemele intreprinderii prezentate in capitolele anterioare, s-a investit in retehnologizarea liniei de fabricatie prin achizitia a 3 utilaje noi, suma totala investita fiind de aproximativ 130.000 de euro. La toate aceste utilaje, se adauga investitiile necesare functionarii lor optime, si anume scule, dispozitive si verificatoare, acestea doua din urma facandu-se in cadrul atelierelor firmei. Sculele se comercializeaza prin colaborare cu cele doua firme prestatoare de servicii, S.C. Sea S.A Bucuresti si S.C. ASCO Tools S.A. Codlea. De asemenea, cele 3 utilaje au fost dotate in vederea bunei lor functionari, cu instalatii proprii de exhaustare, produse ce apartin firmei Holtz din Germania.
Cea mai importanta investitie in retehnologizare pentru societatea OviProd Com a fost Centrul de prelucrare cu comanda numerica de tip Record 125, achizitionat de la reprezentanta firmei italiene S.C.M. ce are sediul in Bucuresti, pretul intregului echipament ridicandu-se la valoarea de 82.400 euro. Aceasta suma, este pe deplin justificata insa, datorita productivitatii pe care acesta o ofera, cel putin din datele tehnice, si a calitatii indiscutabile a reperelor prelucrate.
Acest utilaj are nevoie pentru functionarea sa la capacitate maxima de un singur angajat pe schimb, avand posibilitatea de a realiza operatii de formatizare, frezare de interior, profilare, gaurire multipla verticala si orizontala pe toate cele 4 canturi, si frezare de lacasuri pentru balamale, fara a mai manipula piesa dupa fixarea acesteia pe masa masinii. Precizia de lucru a utilajului ofera posibilitatea prelucrarilor la zecimi de milimetru, ceea ce este evident remarcabil in industria de prelucrare a lemnului.
Al doilea utilaj prevazut in planul de investitii ca valoare materiala si practica in acelasi timp, este Presa Hidraulica cu 6 Etaje, fiecare dintre platanele de presare avand o suprafata utila de 2500 X 1300 mm. Modelul acestui utilaj este de tip PCA 25-13 6 V Nuova, si este productie a firmei C.M.B. S.R.L. din Italia. Suma de achizitie a sa se ridica la valoarea de 31.500 euro. Avantajele tehnologice pe care le ofera sunt reflectate in productivitatea panourilor furniruite in 24 de h, si usurinta reglarii automate a parametrilor regimurilor de presare in functie de placile utilizate ca materie prima.
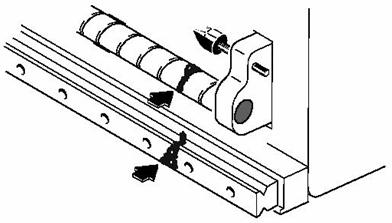
Pentru completarea investitiei s-a mai avut in vedere achizitionarea unui utilaj absolut necesar tipului de mobilier produs pe aceasta linie de fabricatie, cu productivitate mare in timp si numar redus de operatori necesari functionarii lui in regim optim. Acest utilaj este de fapt un agregat de aplicat furnir pe cant, cu alimentare semiautomata, valoarea sa de achizitie ridicandu-se la suma de 16.100 de euro. La toate aceste utilaje, erorile ce apartin factorului uman, intalnite in general pe masinile clasice, sunt reduse considerabil mai ales daca avem in vedere ca toate sunt echipate cu tehnologii de ultima generatie, iar sculele si dispozitivele utilizate in procesul de productie au calitati tehnologice deosebite.
Necesitatea achizitionarii urgente a acestor utilaje a aparut in momentul in care productia a crescut de la luna la luna, pe baza unor comenzi profitabile, devenind astfel puternic influentata in mod negativ si evident vizibil in anumite puncte ale organizarii tehnologice. Daca in prezent, presarea panourilor de MDF se realizeaza cu mare greutate in sectia de prelucrari mecanice a primei linii de fabricatie, retehnologizarea prevazuta in proiectul de investitii vine sa salveze acest aspect deficitar. O situatie similara se intalneste si la aplicarea furnirelor pe cant la anumite repere, care sunt foarte vizibile (de exemplu politele intermediare ale corpurilor), si care necesita o atentie sporita in vederea indeplinirii standardelor de calitate impuse de beneficiari.
Caracteristici specifice ale Centrului de Prelucrare cu Comanda Numerica propus pentru a fi utilizat:
Deoarece indiscutabil cel mai important utilaj achizitionat de societatea OviProd Com este Centrul de Prelucrare cu Comanda Numerica de tip S.C.M. Record 125, in acest capitol ne vom opri asupra mai multor aspecte legate de capacitatile sale tehnice, prezentand totodata importanta pe care acesta il ocupa in organizarea tehnologica a liniei II de fabricatie si de ce nu in organizarea generala a intregii societati.
2.1 Prezentare generala a utilajului
S.C.M. Group fondat in USA, are ca principal punct de productie, comercializare si distributie a utilajelor pentru Industria lemnului o localitate cu traditie din Italia. Aceasta societate, prin filiala sa din Bucuresti, ofera o gama foarte larga de produse si linii de fabricatie folosite in aceasta ramura a industriei: ferastraie circulare de spintecat si retezat, ferastraie panglica de tamplarie, masini de indreptat, rindeluit sau profilat pe mai multe fete, ferastraie circulare pentru formatizat panouri, cu unul sau mai multe capete de lucru, prese hidraulice de mare capacitate, masini de frezat, masini de gaurit si scobit, etc. cele mai multe dintre acestea avand marele avantaj de a putea prelucra repere prin structura lor organologica cu ajutorul comenzii numerice.








![]()
In aceasta gama larga de produse se regasesc si Centrele de Prelucrare cu Comanda numerica de tip Record, ce sunt capabile de a executa o multitudine de operatii precum cele de formatizat panouri, frezari de profilare, executarea lacasurilor pentru balamale, operatii de gaurire multipla atat verticala cat si orizontala cu grad ridicat de precizie.
Iata asadar, in ordinea evolutiei, cateva modele din aceasta categorie de masini.

RECORD 100
Utilajul de tip Record 100 aparut initial a fost deosebit de revolutionar datorita multitudinii de operatii care era capabil sa le execute intr-un timp relativ bun in comparatie cu metodele clasice cunoscute. Mai mult decat atat, calitatea reperelor prelucrate a crescut considerabil prin activitatea unui singur operator pentru mai multe faze de lucru.
RECORD 125
RECORD 125
Versiunea noua, de tip Record 125 a fost imbunatatita fata de primul model, suprafata activa a mesei pe care se prelucreaza reperele marindu-se. Acest fapt, la care s-a adaugat softuri mai complexe ale unitatii de comanda, a facut posibil ca masina sa execute operatii similare in doua campuri. Despre acest aspect, se vor aduce explicatii suplimentare in subcapitolele care urmeaza.
Ultimul model al acestui tip de utilaj a fost prezentat anul trecut la expozitia de Masini Unelte de la Hanovra - Germania, versiunea Record 250 fiind inca deosebit de scumpa datorita modificarilor de ultima ora aparute in structura sa, suma care din motive economice nu se justifica a fi investita de catre societatea OviProd Com S.R.L. din Zalau.
RECORD 250
Masinile de frezat Routech sunt facute pentru functionari de lunga durata, timp de 24 h pe zi, suportand conditii deosebit de solicitante pe care le presupune productia mobilierului de serie. Masinile si utilajele Routech au fost concepute special pentru a usura munca fizica a operatorilor sai, iar prin evolutii succesive ale performantelor stabilite, reusind sa creasca de la an la an calitatea produselor prelucrate pe aceste centre.
Centrul de prelucrare Record 125 este o masina ideala datorita capacitatilor sale productive avand in vedere raportul dintre pretul sau si calitatea pe care o ofera. Ca investitie, are un pret mic in comparatie cu utilajele similare de pe piata ce apartin firmelor concurente. In categoria din care face parte, acest utilaj este deosebit de compact si robust, atingand nivele de performanta incredibile.
CNC-ul studiat are cateva
unitati de lucru ce prezinta calitati tehnologice
deosebite, lungimea activa a mesei de lucru, magazia de scule
folosita si unitatea centrala performanta fiind doar cateva
aspecte care face din acesta un produs complex deosebit de util in industria de
prelucrare a lemnului. Posibilitatea de a lucra in doua campuri simultan
este un factor ce a adus masinii un punct in plus in ceea ce priveste
cresterea volumului productiei realizate in 24 de ore. Designul masinii satisface
pretentiile oricarui operator, mai ales pentru ca poate prelucra
 repere
dintre cele mai complicate, efortul uman fiind minimizat la maxim.
repere
dintre cele mai complicate, efortul uman fiind minimizat la maxim.
Modul de deplasare a cabinei de lucru pe ghidaje de tip melc-roata melcata, suplimentate de ghidaje de directie sub forma de prisme asigura o stabilitate deosebita, absolut necesara in vederea calitatii prelucrarii pieselor.

Fixarea pe masa masinii a pieselor cu ajutorul vacuumului ofera de asemenea stabilitate acestora, ele fiind bine fixate in vederea prelucrarilor complicate, ce implica inertii mari pe distante foarte scurte ale capului de lucru, respectiv a sculelor utilizate.
In figura de mai jos, se prezinta doar trei exemple sugestive a acestor prelucrari complexe ce dovedesc mare acuratete in procesele de prelucrare.

Viteza de reactie a capului de lucru si mobilitatea foarte buna a intregii cabine fac posibila acuratetea prelucrarii datorita constructiei monobloc a utilajului. Fixarea portsculei in electromandrina se face prin presurizare, praful fiind astfel tinut in afara zonelor de fixare a sculelor prelucratoare.
 Mai mult decat atat, CNC-ul este prevazut
cu un colector de praf cu perie fixat de jur imprejurul axului de lucru
marindu-se astfel aria de exhaustare a zonei de lucru. Masa de lucru este perfecta
pentru aplicatii intensive care presupun operatii complicate cu
placi de dimensiuni relativ mari.
Mai mult decat atat, CNC-ul este prevazut
cu un colector de praf cu perie fixat de jur imprejurul axului de lucru
marindu-se astfel aria de exhaustare a zonei de lucru. Masa de lucru este perfecta
pentru aplicatii intensive care presupun operatii complicate cu
placi de dimensiuni relativ mari.
Utilajul este dotat cu o magazie de scule cu 8 pozitii, care pot fi incarcate separat, si care ofera posibilitatea prelucrarii pieselor cu profile diferite la un singur ciclu de lucru.
Atat magazia de scule, cat si pompa de vacuum, care creeaza vidul necesar pentru prinderea pieselor pe masa masinii, au in dotare motoare ce functioneaza independent, si care au rol determinant in buna desfasurare a proceselor de prelucrare.
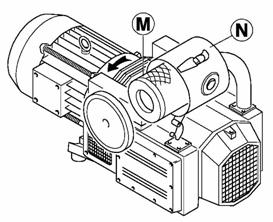
a) Magazie de scule cu 8 pozitii de incarcare b) Pompa de vacuum
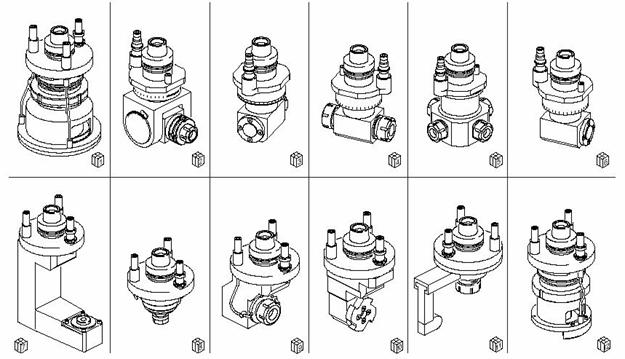
Magazia de scule are posibilitatea de a incarca grupuri de lucru multifunctionale, ce pot fi utilizate la prelucrari ce necesita reglaje ale sculelor sub diverse unghiuri. Cateva modele de astfel de portscule sunt prezentate in cele ce urmeaza.
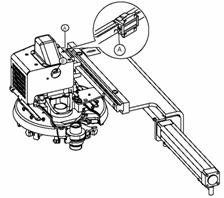
Pentru a putea defini mai bine partile componente ale utilajului, vom prezenta o schema generala, si cateva detalii ale partilor componente mai importante.
Parti componente:
Unitatea centrala gestioneaza toate datele de intrare-iesire legate de programele de prelucrare si de manipulare a utilajului; este format din unitatea principala , monitor, tastatura, mouse, butoane de comanda, invertere-le de deplasare pe cele 3 axe ale cabinei de lucru, etc.
Unitate de comanda auxiliara este partea componenta a masinii care da acceptul comenzii de pornire si rulare a programului de lucru incarcat, avand un rol determinant, atunci cand masina este folosita de operator pentru lucrul in doua campuri;
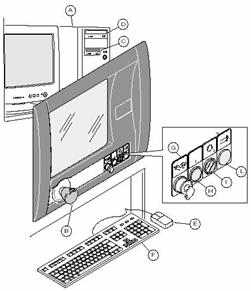
a) Detaliu a unitatii centrale b) Detaliu a unitatii auxiliare de comanda
Masa de lucru este suportul principal pe care se fixeaza piesele in vederea prelucrarii; fixarea pe masa masinii a pieselor se face pe baza de vacuum, iar prinderea pieselor se poate face fie direct pe masa masinii, fie pe sabloane speciale, fie pe ventuze de fixare;
In vederea crearii unui spatiu adecvat pentru zona de vid la utilizarea uneia din formele de fixare mentionate, se foloseste un snur de cauciuc, cu g = 8 mm. Piesa este fixata pe masa masinii, care are o constructie speciala, realizata din aluminiu, si care la fabricare a fost prevazuta cu mai multe canale, la distante mici unele de altele. Aceste canale urmeaza doua directii perpendiculare formand pe suprafata mesei un caroiaj. In aceste canale, in functie de forma piesei se introduce acel cordon de cauciuc, ce va forma un contur inchis.
Astfel, intre suprafata mesei si piesa se va forma o zona inchisa. Din aceasta incinta formata, aerul este evacuat prin duzele prevazute in masa masinii de catre pompa de vacuum. Masa este impartita in doua camere distincte, care astfel permit crearea spatiului vid in cele doua campuri in mod independent.
Covoare de protectie sunt componente de cauciuc, ce contin senzori de greutate, si au rolul de a opri automat functionarea masinii in momentul in care operatorul intra voluntar sau involuntar in raza de actiune a cabinei de lucru;
Respectand principiile de lucru in doua campuri, covoarele de protectie actioneaza si ele independent, cel activ fiind doar in zona de lucru in care actioneaza electromandrina cu scula prelucratoare.
Cabina de lucru insoteste electromandrina si tot ansamblul de lucru, si are rol esential de protectie a utilizatorului in caz de accidente; partea frontala este confectionata dintr-un material transparent securizat, care in functie de necesitatile operatorului permite vizualizarea campului in care are loc prelucrarea materialului;
Structura de protectie fabricata din panouri metalice, are rolul de a preveni accidentele, si de a stopa muncitorii din fabrica de a intra in zona de actiune a masinii.
Alaturi de partile componente prezentate anterior, masina are in dotarea sa o telecomanda ce ofera posibilitatea operatorului de a comanda anumite operatii de la distanta. Mai mult decat atat, anumite operatii nu pot fi comandate decat cu acest periferic. Dintre acestea, cele mai importante operatii sunt cele de schimbare manuala a sculei, si de deplasare pe cele 3 axe (X,Y,Z) a electromandrinei, respectiv a cabinei de lucru.
Dupa cum se observa pe imaginea alaturata, telecomanda are incorporata si un buton de oprire de urgenta, in cazul aparitiei unor defectiuni accidentale. Aceste butoane de urgenta se intalnesc si pe statia locala de comanda, precum si pe utilaj in zonele cheie ale celor doua campuri de lucru.
Covoarele de cauciuc sunt asa cum am mentionat factori de protectie care au ca efect oprirea de urgenta a operatiilor ce se gasesc in desfasurare (atat deplasarea pe directii a capului de lucru, cat si oprirea sculei din electromandrina), minimizandu-se prin toate aceste masuri posibilitatile de accidentare.
Pentru deplasarea manuala pe cele trei axe al capului de lucru telecomanda dispune de un selector de axa, iar pentru gestionarea operatiilor de lucru are incorporate doua potentiometere ce au efect asupra vitezei de deplasare si a vitezei de rotatie a sculei fixata in electromandrina.
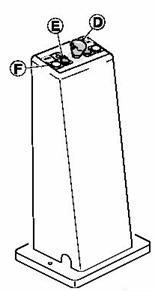
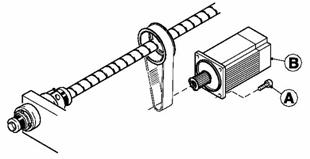
In cele ce urmeaza este prezentata o schema explodata a masinii ce pune in evidenta anumite parti componente de importanta majora, si care usureaza in cazul unor defectiuni comanda catre firma de service a anumitor subansamble.
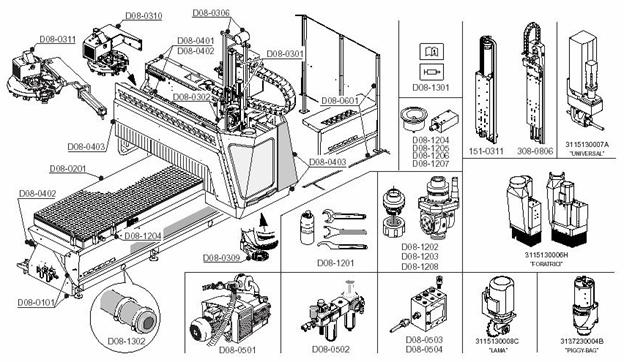
Pe suporturile electronice primite de la firma producatoare impreuna cu documentatia tehnica, se regasesc schemele tuturor pieselor ce intra in componenta utilajului, codul lor de identificare si locul pe care acestea le ocupa in structura organologica a masinii.
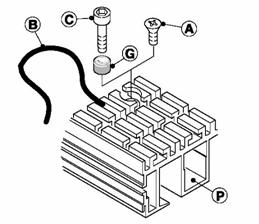
Pentru exemplificare, am prezentat mai jos cea mai importanta parte componenta din organologia masinii, si anume electomandrina in schema explodata, cu subansamblele ce-i apartin si anume peria cu tubulatura folosita la evacuarea aschiilor rezultate in procesul de prelucrare.
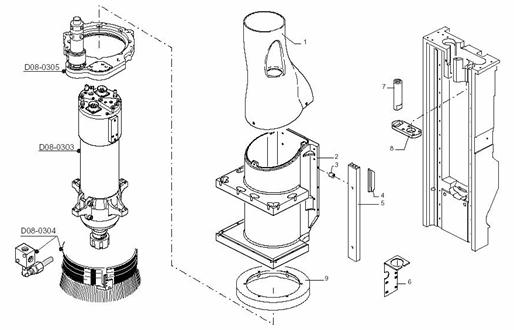
Acest sistem de exhaustare are un rol determinant in buna functionare a masinii, deoarece in afara evacuarii aschiilor are ca functionalitate secundara racirea capului de lucru respectiv a sculei in timpul proceselor de prelucrare.
Inainte de a prezenta datele tehnice de baza ale centrului de prelucrare numerica, trebuie mentionat ca batiul masinii reprezinta piesa cea mai voluminoasa si mai grea, avand rol de sustinere pentru toate elemntele fixe sau mobile ale masinii. Tubulatura destinata exhaustarii si toate cablurile de date care vin in contact cu unitatea centrala sunt sustinute de senile specifice acestor tipuri de masini pentru prevenirea deteriorarii lor in timpul functionarii, mai precis datorita miscarilor pe axe ale capului de lucru.
Ungerea axelor de deplasare se face automat pe toate cele trei directii in tot timpul functionarii si mai ales imediat dupa pornirea centrului de prelucrare. Pornirea in vederea utilizarii CNC-ului la inceputul zilei, obliga operatorul sa execute operatia de calibrare a masinii, operatie care ca efect in afara ungerii axelor si stabilirea pozitiei de 0 (zero) a capului de lucru si originea mesei fata de care se vor face prelucrarile ulterioare ale pieselor. Deoarece asa cum am spus, masina este dotata cu o magazie ce poate fi incarcata cu pana la 8 scule diferite simultan, operatia de calibrare are ca efect si stabilirea pozitiei initiale a acestei magazii.
Caracteristicile tehnice ale CNC-ului studiat sunt:
tip CNC: Record 125 SCM Routech
tensiunea necesara de lucru: 400 V
frecventa minima a tensiunii: 50 Hz
dimensiunile axelor X, Y, Z: 3400 x 1720 x 400 mm
dimensiunea activa a mesei de lucru: 3100 x 1215 mm
electromandrina: 7,5 kW, 24.000 rot/min
portsula de fixare: HSK 75
magazie de scule: schimbare automata pentru 8 pozitii
pompa de vacuum: 90 m3/h
unitatea centrala de control: NUM 1040 PC cu XilogPlus
viteza maxima de deplasarea pe cele trei axe X, Y, Z: 80-55-25 m / min.
dimensiunea de gabarit maxima ce poate fi prelucrata intr-un singur camp: 1115 mm
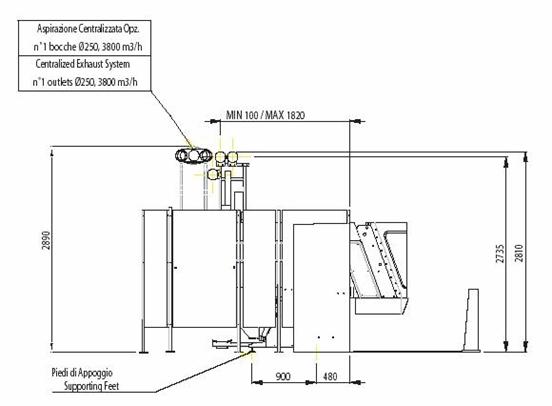
Dimensiunile de gabarit si asezarea elementelor principale ale masinii sunt prezentate schematic in cele ce urmeaza:
VEDERE FRONTALA
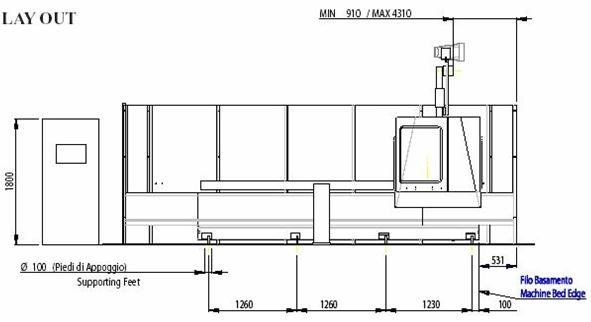
DE SUS
VEDERE
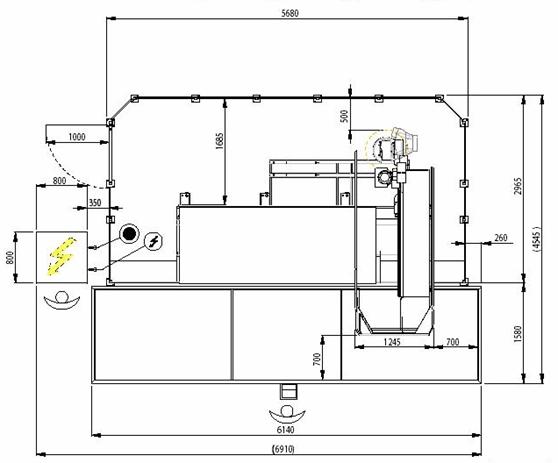
VEDERE LATERALA
In contextul general al dezvoltarii stiintifico-tehnice din ultimele decenii evolutiile remarcabile in domeniile electrotehnicii, informaticii, si a tehnicilor de calcul au creat dupa cum se vede posibilitatea satisfacerii unei necesitati presante, si anume automatizarea productiei de serie mica si mijlocie. Flexibilitatea sporita ceruta in aceasta situatie sistemelor de fabricatie a putut fi realizata prin automatizarea flexibila cibernetica, prin comanda numerica a masinilor unelte, utilajelor, liniilor agregate si implicit a fluxurilor tehnologice.
Astfel, utilizarea comenzii numerice atat la nivel de masina unealta cat si la nivel de flux tehnologic a creat posibilitatea punerii la punct a unor sisteme de productie de nivel inalt in ceea ce priveste cantitatea si problemele legate de normele de calitate cerute de beneficiarii din ce in ce mai pretentiosi de pe piata, chiar si in conditiile productiilor de serie.
2.2 Mod de utilizare a Centrului de Prelucrare, metode de intretinere, norme obligatorii de protectia muncii si de prevenire si stingere a incendiilor
Pentru a intelege mai bine modul de utilizare a Centrului de Prelucrare cu comanda numerica studiat, vom face cateva referiri la principalele aspecte care determina cresterea calitatii produselor prelucrate.
In primul rand trebuie mentionat faptul ca utilajul poate la un singur ciclu de prelucrare sa realizeze mai multe operatii, pentru fiecare folosind scule specifice din punct de vedere tehnic.
a) Operatii de burghiere si scobire, pe directie verticala, sau dupa preferinte si orizontala, pe oricare din cele 4 canturi
b) Operatii de formatizare, in vederea c) Operatii de profilare exterioara
aducerii reperelor la dimensiunea finala

d) Operatii de frezare pentru lacasurile e) Operatii complexe de burghiat si scobit
destinate asamblarii feroneriei sub unghiuri cuprinse in intervale de la
0 la 90s
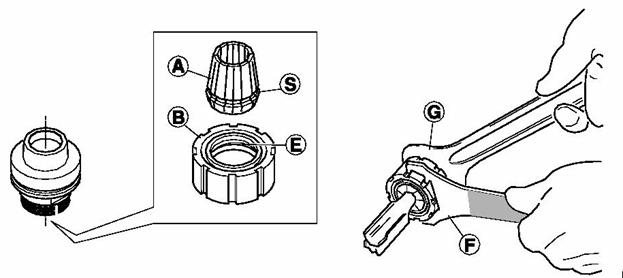
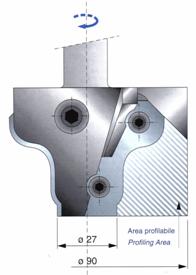
Profilarile de interior reprezinta cele mai importante operatii care se executa pe masina unealta prezentata. Asa cum am precizat in capitolele introductive, S.C. OviProd Com executa reperele de fronton din placi de MDF furniruit, aceasta fiind combinatia cea mai nefavorabila din punct de vedere a uzurii sculelor. Din acest motiv, recomandarea producatorului este ca sculele folosite sa fie foarte fiabile, de preferinta cu placute amovibile, intretinerea lor fiind astfel mult mai usoara si mai practica. In imaginea de mai jos este prezentat capul de lucru a unei astfel de scule, observandu-se ca pentru fixarea placutelor este suficient un minim efort.
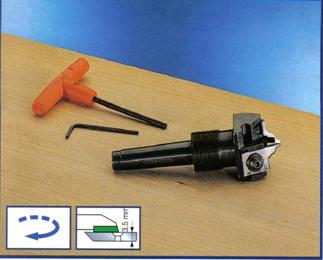
Aceste capete de prelucrare prezinta o foarte buna flexibilitate mai ales in privinta fixarii acestora in portscule prin intermediul bucselor elastice conice.
Aceste bucse, au dimensiuni in conformitate cu STAS-urile aflate in vigoare, iar diametrele de fixare variaza in functie de diametrele corpurilor sculelor folosite. Acestea pot fi de 6, 7, 10-12, 15, 17 mm, iar cele mai des utilizate sunt cele de 20 de mm.

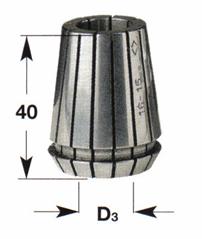
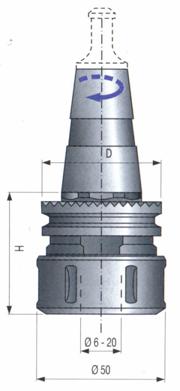
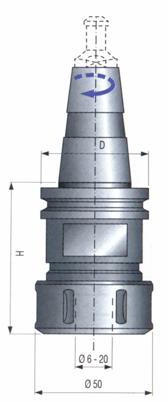
Portscula de tip HSK 75, cu fixare b) Bucse elastica de fixare a corpului
pe suprafata (S) conica sculei cu diametru D3 mm
Acest ansamblu format din portscula, bucse elastica si corpul propriu-zis al sculei are prin modul sau de fabricare doua caracteristici foarte importante care vin in ajutorul operatorului. In primul rand, scula prelucratoare este fixata foarte usor in portscula, iar aceasta la randul sau putandu-se incarca in magazia de scule intr-un timp foarte scurt. Mai mult decat atat, sistemul de absorbtie a portsculei in electromandrina se face pe baza aerului comprimat, structura sa conica permitand o incarcare sigura si foarte stabila. In cazul anumitor defectiuni survenite la nivelul magaziei de lucru, incarcarea aceasta a sculei se poate face si manual.
O calitate indiscutabila a acestor utilaje este aceea de a oferi posibilitatea operatorilor de a-si realiza sabloanele pentru reperele ce urmeaza a fi executate. Pentru acest tip de operatii, masina poate fi incarcata cu freze de tip deget, prin bucse elastice cu diametru foarte mic de prindere.
Chiar daca in privinta fixarii reperelor pe masa masinii utilajul este prevazut in afara snurului de cauciuc si cu ventuze speciale, pentru o distributie mai buna a suprafetei absorbite se recomanda realizarea acestor sabloane.
Un alt avantaj al folosirii sabloanelor, este acela ca prin incarcare repetata a aceluiasi program, se pot realiza la un singur ciclu de prelucrare, mai multe repere similare.
Asa cum am prezentat si mai sus, cea mai importanta operatie ca si complexitate a prelucrarii o reprezinta cea de profilare. Indiferent ca este vorba de o profilare de exterior, sau una de interior, multitudinea constructiva de capete de lucru combinata cu infinitatea de variante de profile ale placutelor amovibile ce se pot realiza, pot da nastere la o gama foarte variata de forme si modele pentru produsele finite proiectate.
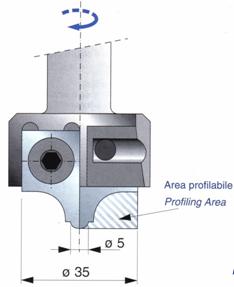
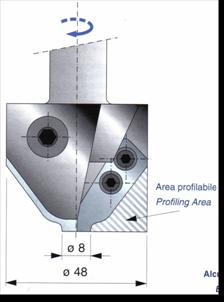
a) Freze cu placute amovibile cu diametre mari utilizate in special pentru profilari de exterior
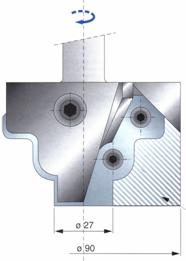
Modele de placute folosite la profilarile exterioare:

Modele de placute folosite la profilarile interioare:
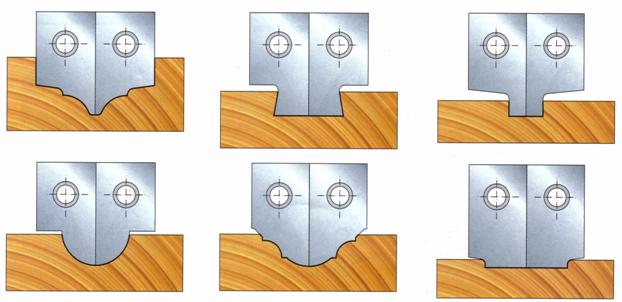
In functie de cerintele beneficiarului, profilele pot fi realizate la comanda, firmele de scule colaboratoare a societatii OviProd Com realizand intr-un timp foarte scurt orice fel de comanda, placutele amovibile fiind o varianta deosebit de practica in acest sistem de productie.
Utilizarea unor scule corespunzatoare, bine ascutite, carora prin programele masinii li se aloca parametri optimi de functionare si reglare, precum viteza de aschiere, viteza de avans a electromandrinei, scula corespunzatoare fiecarui tip de profil in parte duce in afara unei calitati superioare a piesei prelucrate si la scaderea nivelului de zgomot produs de acest utilaj. Avand in vedere ca functionarea lui are loc intr-un spatiu relativ mic, impreuna cu pompa de vacuum, si eventual statia locala de exhaustare, nivelul zgomotului este un factor important care trebuie luat in considerare pentru a preveni imbolnavirile profesionale specifice la care se expune operatorul.
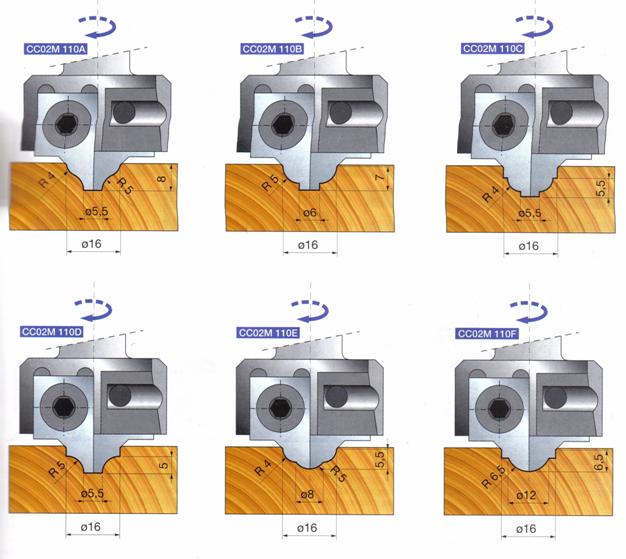
De aceea, crearea unor scule dupa parametri optimi functionali este esentiala in acest domeniu al prelucrarii lemnului, motiv pentru care firma SCM prin reprezentantele pe care le are, pune la dispozitia producatorilor de mobila cataloage periodice cu toate subansamblele utilajului achizitionat, in aceste cataloage regasindu-se si tipurile de scule si profile de ultima ora realizate in fabricile proprii. Ca exemplu in acest sens in imaginea urmatoare sunt prezentate cateva astfel de profile:
Asa cum se poate observa din aceasta prezentare succinta a utilajului, complexitatea de operatii care este capabil sa le reproduca, precum si existenta anumitor factori colaterali, obliga operatorul care lucreaza pe o astfel de masina la cateva reguli esentiale de intretinere care daca sunt respectate pot prelungi durata de functionare a masinii. Dintre acestea vom aminti doar cateva:
de fiecare data cand operatorul porneste masina este obligat sa verifice posibilele blocari voluntare sau involuntare ale masinii, care de cele mai multe ori apar datorita faptului ca nu se respecta ordinea si curatenia din zona de lucru, sau butoanele de tip ciuperca pentru urgente sunt apasate la sfarsitul schimburilor;
la fiecare 8 ore, operatorul are obligatia sa verifice starea de ungere ale axelor de ghidare, sa verifice starea sistemului pneumatic, sa curete ghidajele de excesul de unsoare si mizerie, sa curete masa masinii, magazia de scule, si fotocelula care citeste pozitia la care se afla aceasta;
la fiecare 40 de ore, firma producatoare recomanda curatarea filtrelor de aer de la unitatea centrala, lubrifierea manuala a ghidajelor pe care se deplaseaza magazia de scule, precum si a unitatilor de gaurire si a auxiliarelor care intra in componenta masinii; de asemenea, se recomanda verificarea periodica a suruburilor de plastic ce sunt folosite la obturarea duzelor de vacuum prevazute in masa masinii.
la 100 de ore de functionare, este obligatorie
curatarea capului de lucru a masinii, a zonelor de prindere
pentru portscula a electromandrinei, precum si filtrele de
aer a pompei de vacuum.
dupa 8000 de ore de functionare, beneficiarul unui astfel de utilaj trebuie sa schimbe toate curelele de transmisie folosite pentru deplasarea pe cele 3 axe a electromandrinei;
Complexitatea utilajului si a operatiilor pe care le realizeaza obliga utilizatorul la o instruire corespunzatoare motiv pentru care nu trebuie neglijate anumite probleme legate de norme de protectia muncii si de prevenire si stingere a incendiilor. Normele specifice de protectia muncii sunt reglementari cu aplicabilitate nationala, care cuprind prevederi minim obligatorii pentru desfasurarea principalelor activitati din economia nationala. Deoarece respectarea acestor prevederi nu absolva agentii economici de raspundere, acestia au datoria ca la angajarea de personal pentru acest post de lucru, sa prevada si sa asigure si alte masuri de protectie a muncii, adecvate conditiilor concrete de desfasurare a activitatii respective prin instructiuni proprii. In conformitate cu articolele din codul muncii aflat in vigoare, orice operator pe un astfel de utilaj trebuie sa respecte cateva reguli elementare si obligatorii din care amintim:
pentru efectuarea operatiilor de manipulare si transport prin purtare a maselor si reperelor de diferite dimensiuni se vor avea in vedere urmatoarele: caracteristicile masei, efortul fizic depus, caracteristicile mediului de munca, caracteristicile activitatii si susceptibilitatea de producere a unor leziuni datorita marginilor, muchiilor, in special in eventualitatea unor ciocniri.
la efectuarea operatiilor de manipulare si transport prin purtare a maselor, se vor repartiza numai salariati care corespund din punct de vedere fizic.
in timpul manipularii reperelor, operatorii trebuie sa aiba maxima vizibilitate si sa se asigure de spatiul liber necesar manipularii acestora
mijloacele de transport vor fi astfel alese incat sa reziste conditiilor de exploatare si se vor utiliza numai pentru executarea operatiilor pentru care au fost destinate.
depozitarea reperelor atat a celor prelucrate cat si a celor care urmeaza a fi prelucrate se va face numai pe platforme corespunzatoare in stive care sa nu presupuna riscuri de accidente;
interventia de orice fel asupra integritatii masinii, in vederea reglajelor sau a schimbarii sculelor, se va face numai dupa ce operatorul s-a asigurat ca utilajul nu poate fi pornit de catre o alta persoana;
este interzis ca la utilaj sa lucreze alte persoane decat acelea care au fisa de protectia muncii semnata de maistru si seful de sectie;
se interzice ca in timpul functionarii masinii sa existe pe masa acesteia diferite piese, scule, feronerii care prin trepidatii pot cadea sau pot intra in contact direct cu organele in miscare ale utilajului;
in zona activa a masinii si de jur imprejurul ei trebuie intretinuta ordinea si curatenia pentru a nu crea posibilitatea impiedicarii sau alunecarii personalului muncitor;
este interzis tipatul si glumele de orice fel in timpul lucrului intre angajati, care pot conduce la accidente prin sustragerea atentiei operatorului;
inainte de inceperea lucrului, muncitorul responsabil pe schimbul respectiv trebuie sa verifice cateva elemente ce presupun buna functionare a utilajului: presiunea aerului comprimat sa fie de minim 6 Bari, temperatura aerului sa nu depaseasca valorile prevazute de cartea tehnica a masinii, rezervorul care asigura ungerea sistemelor de ghidare sa nu fie gol, etc.
in cazul in care utilajul este dotat cu instalatie proprie de exhaustare, operatorul trebuie sa goleasca sacii colectori si sa scuture filtrele de aer;
in vederea lucrarilor de calitate ce se doresc a fi realizate, angajatul trebuie sa foloseasca doar sculele ascutite corespunzator, si sa respecte regimurile de aschiere prevazute de parametrii utilajului, a sculelor folosite si a materialului prelucrat;
este interzis ca personalul angajat pe acest post sa fumeze ori sa creeze posibilitatea aprinderii unei surse de foc in zona masinii si a intregii incaperi in care este fixata;
angajatorul este obligat sa puna la dispozitia angajatului, in zona de acoperire a utilajului, la loc accesibil un extinctor cu spuma cu rol de prevenire si stingere a incendiilor. Acesta v-a fi verificat periodic in vederea bunei lui functionari.
Asa cum am precizat in subcapitolul anterior, centrul de prelucrare cu comanda numerica de tip Record 125 a fost prevazut cu masuri suplimentare de protectie si siguranta, care sa forteze operatorii sa respecte toate conditiile de lucru optim a elementelor aflate in miscare in timpul proceselor de aschiere: covoare de siguranta, butoane de urgenta, cabina securizata, manson cu perie (folosit atat pentru evacuarea aschiilor si racirea capului de lucru cat si pentru evitarea aruncarii sculei in cazul ruperii acesteia in material).
2. Prezentarea interfetei cu utilizatorul, stocarea informatiei si lansarea in executie a programelor.
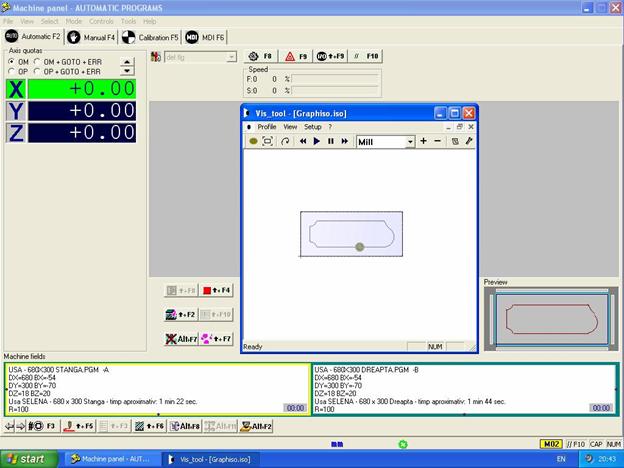
Unul din avantajele pe care acest utilaj il ofera, in afara de cresterea calitatii reperelor prelucrate odata cu scaderea efortului depus de factorul uman, este acela de a oferi o interfata deosebit de accesibila utilizatorului. Sistemul instalat pe PC-ul unitatii centrale de comanda este compatibil Windows XP Professional, si are la baza un program evoluat de comanda si control, cunoscut sub denumirea de XiLog Plus.
Acest program se gaseste sub licenta Grupului de firme SCM, si este practic divizat in doua parti (ferestre) distincte dar deosebit de independente una de cealalta: XiLog + PanelMac
Principala fereastra, cea de editare de program este prezentata generic mai jos, si are rolul principal de a oferi posibilitatea editarii programelor si cel secundar de a gestiona toate fisierele corespunzatoare programelor de lucru.
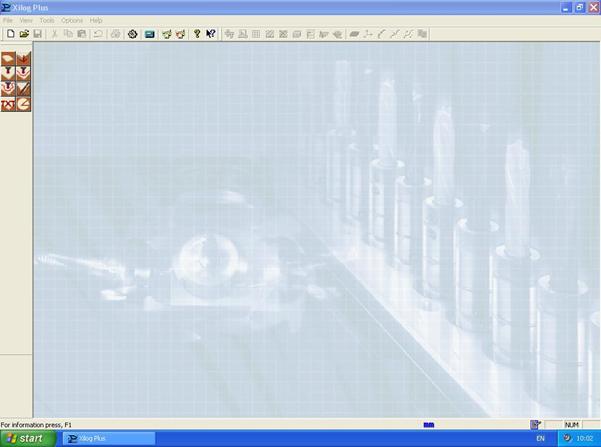
Editorul de programe XILOG PLUS interfata grafica
A doua fereastra, cea de comanda, are rolul de a prelua programele concepute in XiLog, de a le transforma in coduri sursa pentru masina, si de a pune in aplicare sub forma de comenzi automate toate operatiile necesare prelucrarii unui reper.
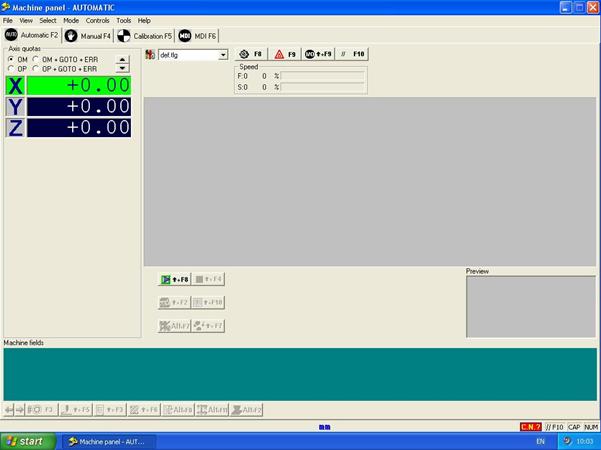
b) Interfata de comanda a masinii Panel Mac
Daca utilizarea programului XiLog necesita bogate cunostinte de programare si proiectare asistata de calculator, Panel Mac-ul este un program mult mai accesibil, perioada de instruire a personalului cu minima specializare facandu-se intr-un timp relativ scurt. Cu toate acestea, programul Panel Mac responsabilizeaza mult mai mult operatorul, deoarece este modalitatea prin care acesta are controlul deplin asupra masinii si a tuturor miscarilor efectuate de aceasta.
Editorul de programe pune la dispozitie pentru interactiunea cu utilizatorul doua ferestre, dependente, chiar similare din punct de vedere a informatiei, una sub forma de Editor Grafic, iar alta sub forma de Editor de Text.
Lansarea in executie a programelor se face usor datorita compatibilitatii acestora cu versiunile de Windows aparute pana in prezent: fie prin Icon-uri specifice, fie prin meniul de start a tuturor programelor: START ALL PROGRAMS SCM GROUP XiLog Plus

Lansarea in executie a programelor
Cum precizam anterior, XiLog Plus este un pachet de programe complexe ce au posibilitatea, prin intermediul memoriei si a caracteristicilor sistemului, sa inmagazineze si sa gestioneze toate informatii legate de fisierele create in scopul realizarii unor operatii.
Tipuri de fisiere stocate:
fisiere cu extensia *.pgm sunt fisiere de program care pastreaza informatii legate de
operatiile de formatizare, profilare exterioara, profilare interioara sau gaurire dupa caz, memorate in vederea prelucrarii unui reper;
fisiere cu extensia *.tlg sunt fisiere care retin informatii despre caracteristicile
sculelor folosite si incarcare in magazia de lucru a masinii;
fisiere cu extensia *.pro sunt fisiere de raport a activitatii efective de productie
realizate pe parcursul unei zile lucratoare;
fisiere cu extensia *.dia inmagazineaza toate informatiile legate de eventualele erori
date de functionarea necorespunzatoare a utilajului pe
parcursul unei zi lucratoare;
La aceste tipuri de fisiere sa mai adauga si altele, de o importanta mai minora, folosite doar in cazuri speciale. Unul din aceste tipuri sunt cele cu extensia *.dxf, fisiere de tip AutoCAD, folosite in cazul importarii unor desene din acest program, in vederea compilarii lor in limbajul cunoscut de programele masinii. Despre acest avantaj vom prezenta cateva amanunte in subcapitolul urmator.
Revenind la lansarea in executie a programelor, si a interfetei pe care sistemul o ofera utilizatorului, in cele ce urmeaza vor fi prezentate cateva imagini edificatoare a usurintei de gestionare a datelor de intrare iesire care au ca efect realizarea produselor prelucrate.
- Memorarea programelor in baze de date compatibile cu sistemul WinXp Pro
Memorarea fisierelor de lucru (.pgm), precum si a celor de scule (.tlg) se realizeaza prin salvare implicita in directorul JOB. Acest folder este creat de sistem la instalarea softului companiei producatoare pe unitatea centrala a utilajului.
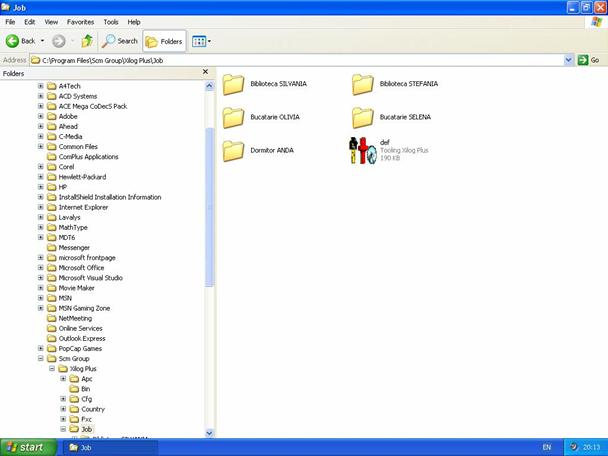
In cazul societatii OviProd Com SRL s-au creat 5 foldere separate pentru memorarea reperelor ce se regasesc in structura celor 5 tipuri de garnituri produse pe noul flux tehnologic.
In afara acestor directoare de program, s-a definit fisierul def.tlg, ce retine caracteristicile tuturor sculelor care sunt folosite de masina in procesele de prelucrare. Deoarece aceasta masina a fost instalata foarte recent in cadrul fluxului mentionat, toate programele realizate au in vedere optimizarea operatiilor de profilare si gaurire doar pentru partea de front a garniturilor, si anume a usilor si ramelor proiectate. Aceste foldere retin in structura lor noi dosare cu nume reprezentative pentru programele necesare realizarii fiecarui reper in parte si a sabloanelor pe care acestea se executa (exemple grafice edificatoare sunt prezentate in cele ce urmeaza).
- Lansarea in executie a programelor in XiLog: (programe sursa)
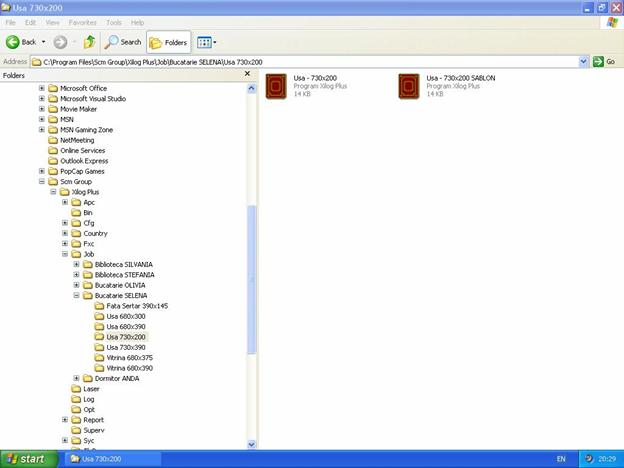
Varianta 1: - Se deschide directorul Job din C:Program FilesScm GroupXilog Plus;
- Se alege directorul cu numele garniturii care se gaseste pe flux;
- Se cauta fisierul cu numele reperelor pregatite in vederea prelucrarii
- Se deschide fisierul prin apasarea butonului stang al mouse-ului direct pe icoana care defineste fisierul respectiv;
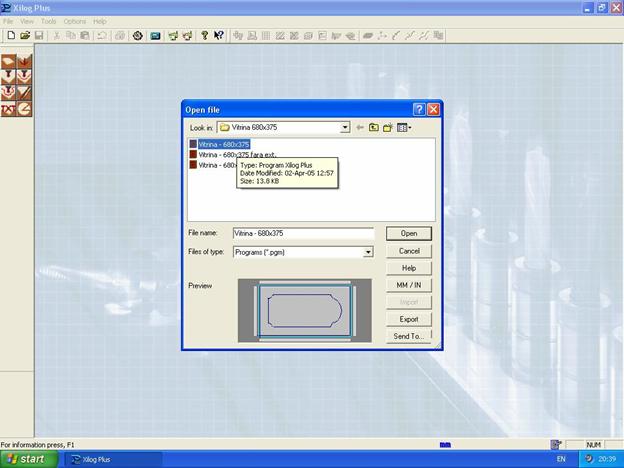
Varianta 2: - Se deschide programul XiLog Plus prin intermediul icon-urilor pe care acesta le creeaza la instalare;
- Din bara de meniu a programului se alege butonul de Open File, si se alege fisierul dorit in vederea analizarii programului de prelucrare ce urmeaza a fi incarcat de masina si pentru realizarea practica a reperului dorit.
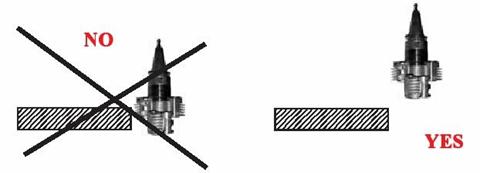
Deschiderea programului de executie in XiLog Plus ofera operatorului posibilitatea modificarii, vizualizarii, ajustarii si reglarii tuturor parametrilor care definesc operatiile de prelucrare a reperelor. Din acest motiv, utilizatorul trebuie neaparat instruit corespunzator, deoarece orice greseala de programare poate aduce grave prejudicii integritatii pieselor prelucrate si chiar utilajului. Cea mai grava eroare de programare este cea in care utilizatorul nu introduce corect inaltimea de lucru a frezei, existand astfel riscul ca aceasta sa atinga suprafata mesei masinii, provocand daune materiale insemnate. Mai mult decat atat, definirea necorespunzatoare a parametrilor regimurilor de aschiere duce inevitabil la distrugerea reperului supus prelucrarii.
In figura urmatoare se observa diferenta inaltimii de lucru prin definirea gresita a acesteia. Mai mult decat distrugerea piesei si a mesei masinii, exista riscul unei deteriorari iremediabile a electromandrinei si a portsculei incarcate in aceasta, aceasta fiind una din subansamblele cele mai scumpe ale utilajului.
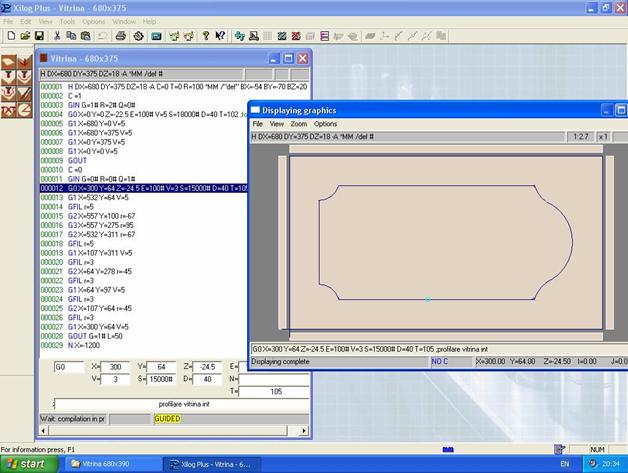
Programele deschise prin XiLog sunt concepute de asa natura incat sa usureze la maxim munca operatorului. Asa cum se observa in imaginea urmatoare, programatorul are la dispozitie pentru prelucrarea datelor doua ferestre dependente una de alta, prin care operatiile ce urmeaza a fi executate de masina sunt prezentate atat in forma grafica cat si sub forma de text, ambele moduri de afisaj fiind utile si necesare in acelasi timp.
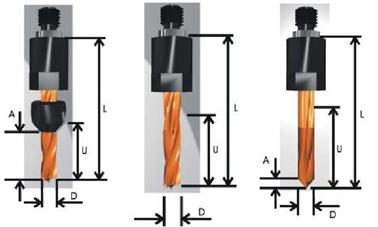
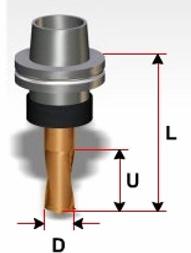
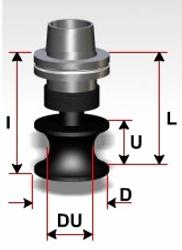
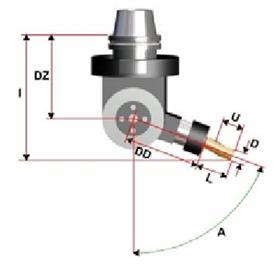
Incarcarea fisierelor de scule se face in mod similar cu cel al fisierelor de program. Modificarea caracteristicilor pentru diferitele tipuri de scule se face numai atunci cand utilizatorul incarca in portscule capete de lucru ce au profil diferit de cele memorate pana in prezent, sau prin schimbarea si reascutirea celor existente, dimensiunile acestora s-au modificat.
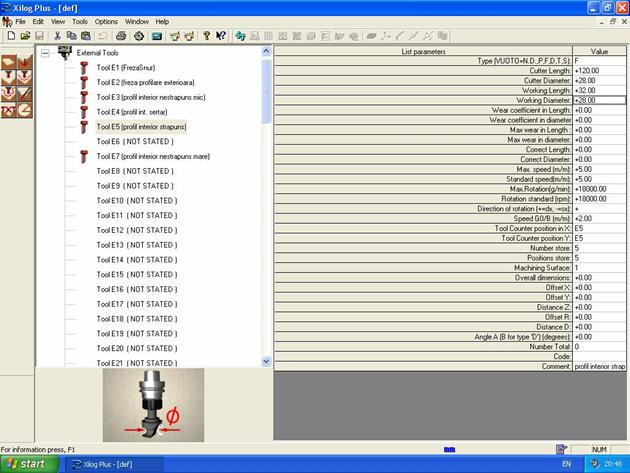
Lungimea totala a sculei: L mm]
Diametrul total al capului de lucru: D mm]
Lungimea efectiva de lucru: U mm]
Diametrul util al sculei: D.U. mm]
Viteza de coborare a sculei in material: g [m/s
Viteza de avans a sculei: u [m/min
Turatia maxima a sculei: v rot/min.]
Sensul de rotatie a sculei: + (dr.) sau (stg.)
Numarul pozitiei in magazia de scule: 1.8
- Lansarea in executie a programelor in Panel Mac (programe de lucru)
Odata definiti si reglati toti parametri necesari bunei functionari a masinii in vederea prelucrarii reperelor, fisierele prelucrate in XiLog sunt incarcate in aplicatia Panel Mac, aici programele sursa fiind transformate in coduri masina. In momentul in care sistemul a compilat aceste programe, si a identificat eventualele erori de structura, masina este gata de lucru efectiv. Prinderea reperelor pe masa masinii se face manual, iar comanda de start de da de la unitatea de comanda aflata in imediata apropiere a unitatii centrale.
Incarcarea programelor in Panel Mac se face respectand pasii urmatori:
pasul 1: se porneste de la Icon-ul de pe ecran programul Panel Mac
pasul 2: in meniul secundar al ferestrei se activeaza butonul Automatic
pasul 3: de pe ecranul principal al ferestrei se activeaza butonul de Start + F8
pasul 4: in fereastra nou deschisa, se alege din lista modul Program
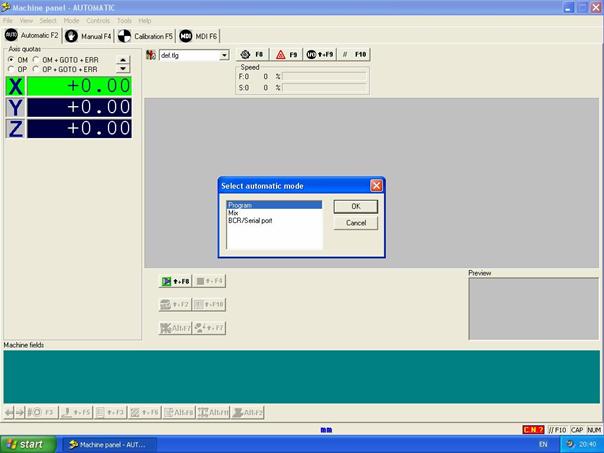
pasul 5: se apasa tasta OK pentru confirmarea operatiei
pasul 6: in fereastra nou deschisa, dupa metodele cunoscute de la utilizarea sistemelor Windows, se incarca codul sursa din directorul JOB al programului XiLog
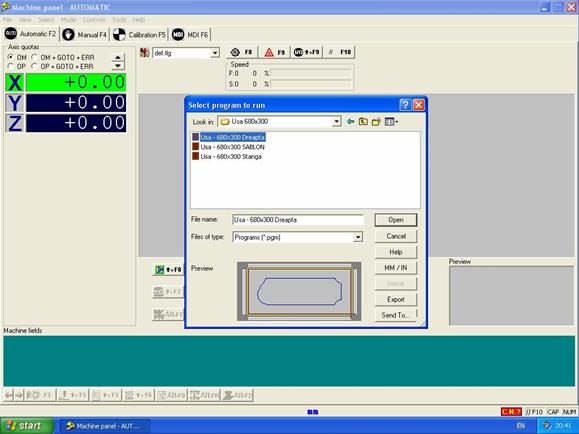
pasul 7: se confirma alegerea programului dorit prin apasarea butonului OPEN
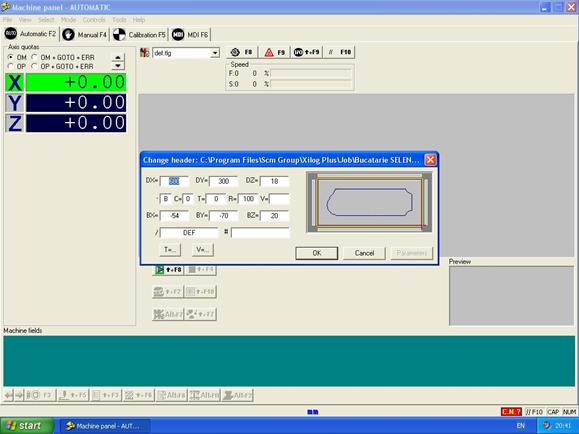
pasul 8: in fereastra nou deschisa se verifica parametri generali ai programului: dimensiunile placii prelucrate (Dx, Dy, Dz), campul de lucru in care se executa reperul (A = stanga, respectiv B = dreapta), numarul de repetitii pentru acelasi reper prelucrat (R), fisierul de scule folosit (def.tlg)
pasul 9: se apasa pentru confirmare butonul OK
pasul 10: dupa caz, din meniul principal, se alege in submeniul FILE butonul LOAD PGM FILE pentru a incarca un nou program pentru campul de lucru opus.
OBS: Masina este programata de asa natura incat in campul B reperele se executa in oglinda fata de campul A, dupa axele ce trec prin origine
Daca aceste coduri sursa au fost incarcate si compilate de programul Panel Mac, masina este pregatita de a prelucra piesele fixate pe masa masinii in prealabil.
OBS: Pentru prevenirea accidentelor, masina este construita de asa natura incat nu va incepe programul de lucru atata timp cat operatorul se gaseste pe covoarele de siguranta din fata utilajului. Programul Panel Mac ofera utilizatorului posibilitatea rularii unui simulator grafic pentru reproducerea traseului realizat de scula prelucratoare.
2.4 Avantaje ale utilizarii acestui utilaj
Daca am face o scurta sinteza a aspectelor prezentate in subcapitolele anterioare, am putea formula concluzii deosebit de favorabile despre avantajele pe care le ofera utilizarea acestei masini cu comanda numerica. In primul rand trebuie mentionat si remarcat multitudinea de operatii pe care are capacitatea sa le execute la un singur ciclu de prelucrare. Indiscutabil, faptul ca in timpul lucrului, avansul este realizat de scula prelucratoare si nu de piesa, asa cum se intampla la masinile clasice, va creste semnificativ calitatea suprafetelor obtinute. La acest aspect vom adauga faptul ca efortul fizic depus de factorul uman este mult mai mic.
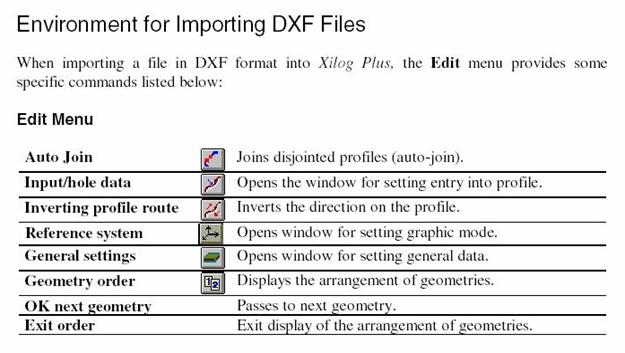
La un moment dat, am mentionat ca programele de prelucrare a datelor, exploatare si executie pot utiliza si fisiere de tip Dxf, compatibile inclusiv ultimelor versiuni de AutoCAD. Calitatile acestui program de proiectare sunt indiscutabile in ceea ce priveste stabilirea unor cote foarte exacte, respectiv a desenarii si reproducerii cu mare precizie a oricarui model de reper. Importarea acestor fisiere in programul de prelucrare a datelor XiLog se face foarte usor, dar necesita anumite corectii legate de origine, continuitate si geometria plana a reperului ce se doreste a fi obtinut prin prelucrare. Pentru rezolvarea acestor probleme, XiLog ul pune la dispozitia utilizatorului un meniu cu 6 butoane care completeaza modul grafic al programului de baza. Functionalitatea acestora este prezentata in cele ce urmeaza.
Posibilitatea lucrului in doua campuri este un alt avantaj major al utilizarii CNC - ului studiat. Acest aspect ajuta atat operatorul in vederea reducerii timpilor necesari alimentarii, cat si productivitatea generala a prelucrarii produselor. In plus, posibilitatea reglarii masinii la zecimi de milimetru favorizeaza prelucrarea reperelor de acelasi tip in vederea obtinerii de piese interschimbabile. Tot o chestiune de productivitate este si cea a posibilitatii prelucrarii mai multor repere de acelasi tip la o singura incarcare a masinii, ceea ce reduce considerabil timpii de fixare, reglare, manipulare. De asemenea, calculatorul personal care echipeaza masina are posibilitatea memorarii unui numar foarte mare de programe, fiecare dintre ele definind prelucrarea unui anumit reper. In acest mod, se poate crea o baza de date ce pastreaza timp indelungat mai multe tipuri, forme si modele de repere care pot fi executate oricand, chiar si dupa renuntarea pentru o anumita perioada la realizarea unui anumit produs.
In cazul societatii OviProd Com SRL, utilizarea acestui CNC, in afara celor prezentate mai sus, este si cel de adaptare a vitezei de avans pentru sculele profilatoare in functie de directia longitudinala sau transversala pe care acestea prelucreaza piesele. Mai mult decat atat, prelucrarea placilor de MDF furniruite necesita turatii foarte mari a sculelor, electromandrina acestui utilaj putand realiza un numar de pana la 24.000 de rotatii pe minut.
Urmarirea cu fidelitate de catre frezele profilatoare a liniilor drepte si curbe in raport cu instructiunile introduse in programe se realizeaza prin functii de interpolare, echipamentul de comanda numerica a masinii realizand in timpi foarte mici calculul traiectoriilor la deplasarile simultane pe mai multe axe.
Pentru a stabili insa avantajele utilizarii CNC-ului achizitionat, firma care este beneficiar al acestui utilaj trebuie sa abordeze aceasta investitie sub aspect economic din doua puncte de vedere: cel al costurilor de prelucrare pe unitatea de produs si timpul real de prelucrare a unui reper comparativ cu cel obtinut pe fiecare tip de masina unealta in parte folosite la realizarea aceluiasi reper. Dintre factorii care influenteaza eficienta unei astfel de masini, am putea enumera asadar cativa mai importanti, precum productia anuala realizata, gradul de utilizare a masinii, costurile prelucrarii, gradul de complexitate a lucrarilor, costul de intretinere a masinii, etc.
Daca aceste aspecte ale prelucrarii calitative evident imbunatatite le privim din perspectiva vechiului flux tehnologic al noii linii de fabricatie de la societatea beneficiara, vom realiza ca procurarea acestui utilaj este o investitie deosebita, care isi justifica pe deplin costul de fabricatie. Mai mult decat atat, achizitionarea presei multietajate va completa fluidizarea fluxului in avantajul producatorului, si implicit va creste productivitatea in mod simtitor.
3 Amplasarea masinilor in noul flux tehnologic, propus in vederea optimizarii fluxului de productie, si prezentarea principalelor idei care au stat la baza alegerii acestuia
Ideile care au stat la baza investitiilor facute la SC OviProd Com SRL Zalau au fost in primul rand de natura economica si in al doilea rand de natura tehnologica. Cateva din avantajele care au fost estimate de conducerea unitatii la achizitionarea CNC ului spre exemplu au fost:
automatizarea flexibila a procesului de fabricatie;
suprimarea operatiilor care erau necesare pentru efectuarea unor prelucrari precise (trasare, insemnare, sabloane de copiere, dispozitive de fixare, etc.);
reducerea timpilor de mers in gol (a timpilor morti) prin urmarirea automata a secventelor de lucru (pozitionarea rapida a sculei, schimbarea automata a acestora), concomitent cu prelucrarea altei secvente;
realizarea de suprafete complexe prin asigurarea deplasarilor simultane dupa mai multe axe, si astfel obtinerea de piese cu geometrie mai apropiata de necesitatile functionale;
asigurarea lejera a parametrilor optimi de lucru prin posibilitatile de a varia continuu si in limite mari a vitezelor de taiere si avans, cu cresterea concomitenta a duratei de folosire a sculelor;
atenuarea interventiei factorului uman in prelucrare prin realizarea unei precizii ridicate de executie si deci reducerea manoperei pentru control;
integrarea sistemelor de fabricatie in sisteme CAD-CAM;
Revenind la problemele existente la ora actuala in intreprinderea din Zalau, mentionate si in capitolul anterior, prin acest proiect s-a incercat propuneri de imbunatatire si de rezolvare partiala sau totala a acestora.
Asadar, pornind de la uzura fizica si morala a utilajelor, solutia unica de rezolvare este retehnologizarea treptata, in functie de posibilitatile materiale ale patronatului si de prioritatile ce rezulta din blocarea unor repere in anumite puncte ale fluxului tehnologic existent.
Rearanjarea unor utilaje in sectiile de prelucrari mecanice este o imbunatatire fara costuri materiale importante si care poate duce la rezultate vizibile si considerabil avantajoase.
De asemenea, instruirea unor angajati in ceea ce priveste utilizarea corespunzatoare a masinilor si utilajelor poate duce la marirea perioadei de viata a sculelor, si folosirea lor timp mai indelungat cu aceeasi calitate a produselor prelucrate.
Un alt proiect de investitii costisitor dar deosebit de necesar este destinat amenajarii intregii intreprinderi cu un sistem de exhaustare general, cu putere mare de absorbtie, care sa creeze un mediu adecvat de munca. Acest proiect este deja prevazut pentru anii urmatori, in functie de profiturile si realizarile pozitive inregistrate de firma.
Printr-o minima instruire si organizare la locul de munca, orice muncitor este capabil sa ajute printr-un minim efort la fluidizarea manipularii reperelor prin degajarea spatiilor moarte datorate reperelor de tip rebut, sau a altor repere neprelucrate sau nearanjate corespunzator pe stive.
Prin achizitia noilor utilaje, reperele prelucrate pe acestea vor suporta imbunatatiri calitative considerabile, atat la presarea furnirelor pe fata panourilor de MDF, cat si la aplicarea benzilor de furnir pe cant acolo unde este necesar.
Angajarea personalului specializat va aduce imbunatatiri tehnologiilor de fabricatie prin intocmirea treptata a documentatiei tehnice in vederea unei mai bune urmariri a productiei. Aceasta documentatie va contine si proiectele de realizare a unor dispozitive si verificatoare necesare in urmarirea calitativa a prelucrarilor anumitor repere complexe.
La toate aceste aspecte legate de imbunatatirea productiei, se adauga optimizarea fluxului tehnologic prin amplasarea in sectia de prelucrare a noilor masini achizitionate, asa cum se va observa si din plansele anexate.
Diferentele existente la realizarea unei usi de Bucatarie din Garnitura Selena 6
inainte si dupa modernizarea fluxului
|
Inainte de modernizare |
Dupa modernizare |
|
Debitare panou MDF |
Debitare panou MDF |
|
Sortare furnir |
Sortare furnir |
|
Presare furnir pe panoul de MDF (operatie efectuata in sectia de Prelucrari a primei linii de fabricatie doar in perioada in care presa nu era ocupata in vederea presarii altor repere ) |
Presare furnir pe panoul de MDF (operatie efectuata in sectia de Prelucrari a liniei II de fabricatie cu productivitate sporita si calitate superioara datorita presei multietajate) |
|
Formatizare panou (Lxl) |
Formatizare panou (Lxl) cu adaos corespunzator in vederea Prelucrarii pe CNC |
|
|
|
|
Degrosarea panourilor prin slefuire, in vederea obtinerii unei rugozitati mici |
Degrosarea panourilor prin slefuire, in vederea obtinerii unei rugozitati mici |
|
Gaurire (in vederea fixarii pe dispozitivul de frezare) |
Prelucrare pe CNC formatizare la cota finala, profilare exterioara, profilare interioara, realizare gauri pentru manere tragatoare (la prima fixare pe masa masinii) si efectuarea gaurilor pentru balamale (a doua fixare). |
|
Frezare pentru profilarea exterioara a panoului pe masina normala de frezat |
|
|
Frezare de profilare interioara a panoului pe masina de frezat cu ax superior |
|
|
Gaurirea locasurilor pentru balamale FAS |
|
|
Realizarea gaurilor pentru fixarea manerelor tragatoare MGM |
|
|
Retus manual grosier si fin + Laitringuire |
Retus manual fin + Laitringuire |
|
Finisare prin slefuire pe MSBO |
Finisare prin slefuire pe MSBO |
|
Finisare manuala grund (stratul 1) + lac prin pulverizare (strat 2) |
Finisare manuala grund (stratul 1) + lac prin pulverizare (strat 2) |
|
Asamblare feronerie |
Asamblare feronerie |
|
Ambalare Depozitare - Expeditie |
Ambalare Depozitare - Expeditie |
Din plansele anexate se va observa ca traseul parcurs de un astfel de reper in cazul prelucrarii pe CNC este mult mai putin complicat, castigandu-se enorm ca timpi de reglare, masini folosite, numar de operatii, calitatea prelucrarii, etc.
Din calculele economice estimative din capitolul urmator, se va putea determina si perioada de amortizare a acestor utilaje nou achizitionate, calculele de rentabilizare facandu-se ulterior in centralizarile semestriale ale conducerii intreprinderii.
|
