1. TEMA PROIECTULUI DE LICENŢĂ
1.1. DENUMIREA OBIECTIVULUI PROIECTAT
Sa se proiecteze o sectie de preparate comune din carne în localitatea Galati .
1.2. CAPACITATEA DE PRODUCŢIE
Sectia are o capacitate de productie de 8t/zi .
1.3. PROFILUL DE PRODUCŢIE
Fabricarea sortimentelor:
Pasta de mici 1000 kg/zi;
Cârnati proaspeti 1500 kg/zi ;
Crenwursti 2000 kg.zi;
Frankfurter 1500 kg/zi;
Parizer 2000 kg/zi.
2. JUSTIFICAREA NECESITĂŢII sI OPORTUNITĂŢII REALIZĂRII ELEMENTULUI DE PROIECT
Preparatele comune din carne sunt produse din Industria Alimentara care ofera consumatorilor alimente obtinute din carne proaspata, refrigerata sau congelata, în conditii igienice si sanitar-veterinare optime, procesate prin aplicarea unor procese tehnologice corespunzatoare la nivel mondial care sa satisfaca cerintele consumatorilor, siguranta alimentara, asigurarea unei game largi de produse cu un continut de substante nutritive necesar unei alimentatii rationale din viata de zi cu zi si folosirea unui numar cât de aditivi comform legislatiei în vigoare.
Datorita compozitiei carnii în proteine, lipide, vitamine si substante minerale, produsele din carne sunt indispensabile dintr-o alimentatie sanatoasa.
În ultima vreme s-a observat o continua dezvoltare si cercetare a proceselor tehnologice din industria carnii cât si a modului de prezentare si desfacere a produselor, urmarindu-se perfectionarea acestor procese. Industria preparatelor din carne a cunoscut o importantǎ si evolutie semnificativǎ utilizǎndu-se instalatii de injectat saramurǎ, malaxare si umplere sub vid si afumare însotitǎ de pateurizare, precum si sub aspectul ambalǎrii. Acest lucru a permis îmbunǎtǎtirea calitǎtii preparatelor din carne din punct de vedere igienic, microbiologic, nutritional si senzorial, produse bine acceptate pe plan mondial.
S-a mai urmarit marirea duratei de conservabilitate prin introducerea în compozitie a aditivilor alimentari, însa mai nou a aparut o orientare atât a consumatorilor catre produsele ecologice din cauza unor efecte mai mult sau mai putin negative a aditivilor pentru sanatatea omului dar uneori indispensabile pentru obtinerea preparatelor din carne.
Obiceiurile alimentare necorespunzatoare asociate cu sedentarismul, stresul psihic, pot duce la efecte negative asupra desfasurarii metabolismului omului, de aceea trebuie sa se adopte solutii optime de proiectare a produselor alimentare astfel încât acestea sa fie optime pentru organism.
Astazi, în lume, fiecare procesator se întreaba ce produce si cum produce pentru a realiza alimente de calitate superioara si venituri satisfacatoare.
Este cunoscut faptul ca indicatorul de baza al puterii economice a unui stat si al gradului de civilizatie (creativitate) al populatiei umane, îl reprezinta consumul de carne pe cap de locuitor.
Consumul anual de carne si produse din carne din Romania este de 64,5 kilograme pe cap de locuitor, sub media din UE, de 86 de kilograme la acest capitol.
Din 2000-2007, capacitatea de procesare din sectorul carnii si produselor din carne a crescut cu 19%.
Industria carnii din România va resimti din plin efectele crizei economico-financiare în 2009, când multe investitii se vor opri, productia va scadea si vor avea loc disponibilizari.
Consumul de carne a scazut în România, în ultimele luni, la fel si productia. Luna decembrie, cea în care tot românul ar trebui sa aiba pe masa preparate din carne va fi cea care va reliefa situatia industriei de carne, oricum preturile nu vor creste la final de an.
Toate aceste estimari au fost facute de presedintele Asociatiei Române a Carnii, Sorin Minea.
În aceastǎ lucrare propun realizarea unei sectii de preparate comune din carne în orasul Galati, în zona bulevardului George Cosbuc, pe strada Revolutiei. Datoritǎ pozitiei acestui oras si a functionǎrii diferitelor tipuri de firme mari, mici, importante si recunoscute în tarǎ si strǎinǎtate pentru productia acestora si numǎrul mare de angajati consider cǎ este idealǎ o sectie de preparate comune din carne care sa obtinǎ urmǎtoarele sortimente: Parizer, Crenvursti, Pastǎ de mici, Cârnati proaspetisi Frankfurter, ce poate fi un succes pentru distribuirea produselor.
Produsele obtinute sunt produse de o calitate foarte buna, cu o compozitie care se încadreaza perfect în STAS, la limita superioara în ceea ce priveste procentul de proteine si spre limita inferioara în ceea ce priveste procentul de apa.
3.1. ANALIZA COMPARATIVĂ A TEHNOLOGIILOR EXISTENTE PE PLAN MONDIAL PENTRU REALIZAREA PRODUCŢIEI PROIECTATE
Preparatele din carne comune se clasifica dupa mai multe criterii, si anume:
al tratamentului termic;
al maruntirii componentelor care formeaza compozitia;
al materiei prime folosite;
al formei de prezentare.
În functie de primul criteriu, preparatele din carne comune pot fi:
preparate din carne crude: cârnati cruzi (proaspeti), carne tocata, pasta de carne pentru mici;
preparate din carne pasteurizate: tobe, caltabosi, sângerete, lebarvursti, slanina fiarta cu boia sau usturoi, cas de carne cu ficat;
preparate afumate: cârnati afumati, slanina afumata, costita afumata, ciolane afumate, oase garf afumate;
preparate fara structura (sau prospaturi): crenvursti, parizer, polonez, frankfurter;
preparate cu structura eterogena: salamuri si cârnati;
preparate afumate la cald-pasteurizate-afumate la rece: salam de vara clasic;
specialitati pasteurizate: rulada, muschi picant, sunca;
specialitati afumate:piept condimentat, cotlet haiducesc, muschi Montana;
specialitati afumate la cald si pasteurizate: piept fiert si afumat, rulada cu limba;
specialitati pasteurizate si afumate: muschi tiganesc;
specialitati afumate si uscate: pastrama de oaie.
În functie de al doilea criteriu, preparatele din carne se clasifica în:
preparate din carne netocata: toate specialitatile;
preparate din carne tocata: restul preparatelor.
În functie de al treilea criteriu, preparatele din carne se clasifica în:
preparate numai din carne de porc (ex.:sunca presata)
preparate numai din carne de vita (ex.:pastrama de vita);
preparate numai din carne de oaie (ex.:pastrama de oaie);
preparate din subproduse (ex.: tobe);
preparate din carne de pasare (ex.:rulada de pui);
preparate la care sse folosesc mai multe tipuri de carne.
În functie de cel de-al patrulea criteriu,preparatele din carne se clasificǎ în :
Tehnologiile existente pe plan mondial cuprind:
Cântǎrirea- receptia materiilor prime si auxiliare
Cântǎrirea se efectueazǎ pentru fiecare sortiment în parte, conform retetelor. Este interzisǎ completarea sau înlocuirea unor ingrediente în timpul cântǎririi cu alte ingrediente, modificând astfel reteta prevǎzutǎ. Cântarele utilizate trebuie verificate frecvent, pentru a se evita erorile de cântǎrire.
Prelucrarea mecanicǎ a ingredientelor(prepararea compozitiei)
Carnea si restul ingredientelor se prelucreazǎ la diferite masini, în functie de tehnologia specificǎ a sortimentelor.
Prelucrarea mecanicǎ se referǎ la: tocarea cǎrnii, amestecarea cu restul ingredientelor si omogenizarea compozitiei.
Pentru tocare se folosesc:volfuri, cutere, microcutere, mori coloidale, dezintegratoare, masini de taiat slǎnina si altele.
Volful se foloseste la tocarea grosierǎ a cǎrnii, destinatǎ preparǎrii srotului si bradtului, la tocarea slǎninii, organelor. Tocarea se face prin site cu ochiuri de diferite dimensiuni, conform tehnologiei specifice fiecǎrui sortiment. Pentru obtinerea unor tocaturi de marimi diferite, mǎruntirea se poate realiza trecând produsul prin volf de mai multe ori.
De regulǎ, prima tocare se face în bucǎti mai mari cu un cutit special(pretǎietor); tocǎturile ulterioare sunt mai mici, în functie de dimensiunile ochiurilor de la sitele utilizate.
În scopul unei tocǎri corecte, cutitele si sitele trebuie sa fie bine ascutite, pentru a sectiona cât mai usor bucatile de carne. Se previne astfel frecarea si încǎlzirea excesivǎ a tocǎturii.
Dintre masinile de tocat românesti, tipul "Matoca" si-a dovedit utilitatea si calitǎtile tehnice în productie.
Cuterul este destinat pentru tocarea finǎ a cǎrnii sub formǎ de pastǎ. La cuter se prelucreazǎ carnea pentru bradt, compozitia unor sortimente-prospǎturi (parizer, crenvursti) si unele produse cu pastǎ (lebervurst). Pentru a se obtine un randament ridicat si o pastǎ calitativ superioarǎ, cutitele cuterului trebuie sǎ fie foarte bine ascutite si fixate cât mai apropiat de peretele cuvei. În timpul cuterǎrii, pentru a rezulta o mai bunǎ omognizare a pastei, produsul se va impinge de la marginea cuvei cǎtre centrul acesteia. Operatia se va executa numai pe portiunea deschisǎ a cuvei. Din considerente de protectie este strict interzis a se introduce mâna sub capacul cuterului.
Microcuterul se foloseste la mǎruntirea finǎ a cǎrniisau a diferitelor subproduse de abator, inclusive pentru prepararea bradtului. În acest caz, se recomandǎ ca la carnea tocatǎ la volf, cu sita de 2-3mm, sǎ se adauge fulgi de gheatǎ în proportia în care se adauga apa.
Moara coloidalǎ poate realiza mǎruntirea finǎ a produsului pânǎ la dimensiuni de 30 microni, fiind necesar însǎ ca, în prealabil, materiile sǎ fie tocate la volf prin sita ci ochiuri de 2-3mm. De asemenea, se va avea în vedere ca alimentarea morii sa fie fǎcuta continuu.
Dezintegratorul realizeazǎ o tocǎturǎ finǎ pentru prospǎturi, leber si unele subproduse, care se preparǎ sub formǎ de pastǎ.
Masina de tǎiat slǎninǎ se foloseste la fragmentarea slǎninii în cuburu pentru unele sortimen 515i83f te, ca: parizer, salam. Cutitele masinii trebuie sǎ fie bine ascutite, pentru ca tǎierea slǎninii sǎ se realizeze fǎrǎ frecare de prisos.
Moara de condimente se foloseste la macinarea finǎ a condimentelor destinate productiei curente de preparate.
Malaxorul se foloseste la omogenizarea compozitiei preparatelor semiafumate, prospǎturi. Carnea de vitǎ si porc, cântǎritǎ si tocatǎ conform tehnologiei specifice fiecǎrui sortiment, se introduce în cuva malaxorului, unde se maestecǎ împreunǎ cu slǎnina, cu bradtul si condimentele indicate în retete. Condimentele cântǎrite se presarǎ, de regilǎ, peste ingredientele din malaxor. Malaxarea se contunuǎ pânǎ la omogenizarea compozitiei. Durata malaxǎrii este diferitǎ, în raport de tipul malaxorului si de natura compozitiei.
Amestecarea prea îndelungatǎ la malaxor este în detrimental calitǎtii produsului, deoarece, frecându-se prea mult, compozitia paote cǎpǎta o structurǎ prea alifioasǎ, pierzându-si caracteristicile specifice.
Umplerea membranelor
Introducerea compozitiei în membrane comportǎ urmǎtoarele faze:
Pregǎtirea membranelor pentru umplere
Membranele folosite pot fi: naturale sau artificiale. Înainte de folosire, membranele se verifica dacǎ corespund calibrelor respective, conditiilor de salubritate si de integritate, dupǎ care se apreciazǎ rezistenta sî elasticitatea. Membranele cu defecte sunt înlaturate .
Membranele pregǎtite pentru umplere, dupǎ înmuiere sau/si dezinfectie si clǎtire, se scurg foarte bine de apǎ, pentru a nu influenta umiditatea produsului finit.
Operatia de umplere a membranelor se efectueazǎ manual sau mecanic.
Umplerea mecanicǎ se face cu ajutorul masinilor de umplut, denumite classic "sprituri".
Clasificarea spriturilor
Dupǎ modul de functionare, aceste masini se clasificǎ în:
-sprituri manuale;
- sprituri mecanice;
- sprituri automate.
Dupǎ modul cum sunt actionate, se disting:
- sprituri hidraulice;
- sprituri pneumatice;
- sprituri cu actiune periodica sau cu actiune continuǎ.
Masinile de umplut sunt prevǎzute cu seturi de tevi de diferite caliber si dimensiuni, confectionate din otel inoxidabil. La introducerea în membrane, compozitia trebuie sǎ fie bine presatǎ, pentru a nu rǎmâne goluri de aer, densitatea se regleazǎ în functie de tipul produsului.
Formarea, legarea, stufuirea si asezarea pe bete
Dupa umplerea membranelor se formeaza batoane de diferite calibre si lungimi. Legarea batoanelor se face cu sfoara sau/si cu clipsuri (agrafe) metalice inoxidabile.
La unele sortimente, legarea cu sfora se executa longirudinal si transversal. La membranele naturale, sfoara vegetala yse utilizeaza uda, pentru a permite o legare mai buna. În acest scop, sfoara se împleteste pe spuluri de lemn si se lasa în apa calda, pentru înmuiere.
În locul legarii, la unele produse cum sunt cele în mate subtiri de oaie sau de porc se utilizeaza rasucirea membranelor la distante egale, rezultand bucati în sirag. Operatia se poate efectua si automat, adaptandun dispozitiv de rasucire în lant.
Dupa legare, batoanele se stufuiesc cu ajutorul unui stufar, prevazut cu ace inoxidabile, pentru a se evita deteriorarea membranelor. Stufuirea se executa în special la membranele umplute la sprituri fara vacuum, la care cantitati mici de aer raman sub membrana cu aspect de bule. Batoanele cu membrane artificiale, de regula, nu se stefuiesc.
Dupa stefuire, batoanele se agata pe bete cu scetiune dreptunghiulara, iar acestea se asaza pe rame metalice. Pentru crenvursti se folosec bete cu sectiune triunghiulara, pentru ca suprafata de contact dintre produs si bete sa fie cat mai mica, iar partea neafumata sa ramana cat mai redusa. Atat agatarea pe bete cat si aranjarea pe rame trebuie facute distantat, cu spatii libere de 5-7cm, pentru a se evita contactul între batoanele de salam sau între bucatile altor grupe de sortimente.
Afumarea
Prin afumare, produsele din carne capata proprietati de conservare si proprietati organoleptice mult îmbunatatite, la care contribuie o seama de componente prezente în fum, cu actiune multipla, dupa cum se arata în continuare:
Actiune antiseptica, datorita fenolilor, acizilor si aldehidelor, cu rol bacteriostatic sau bactericid asupra diferitelor specii de bacterii, ca: Escherichia coli, Bacillus subtilis, B.proteus, B. Mezentericus, Staphylococcus aures.
Actiunea antiseptica este sporita si prin temperatura ridicata a fumului, cu precadere în stratul spre suprafata produsului.
Actiune antioxidanta , datorita în special prezentei fenolilor.
Actiune aromatica, datorita actiunii reciproce dintre produs si compusii existenti în fum, imprimand produsului gustul si mirosul placut de afumat.
Actiune de colorare si de luciu, determinata de natura esentei lemnoase utilizate.
Culoarea este data de densitatea, umiditatea, temperatura, dispersia, viteza si circulatia fumului fata de produs. Culoarea paote fi influentata si de natura membranelor, cunoscand ca membranele groase se afuma mai bine ca cele subtiri. Luciul membranelor este dat în special de prezenta rasinilor din fum. Pe de alta parte, actiunea fumului mareste fragezimea produsului prin îmbunatatirea suculentei acestuia. Pentru obtinerea unui fum de calitate, este necesar un volum mare de aer, care confera fumului o culoare clara.
Operatia de afumare se poate realiza prin diferite metode si tipuri de afumatorie, în functie de scopul urmarit si posibilitatile de dotare tehnica ale unitatii:
Afumarea clasica
Se efectueaza în camere simple sau etajate, în care betele cu preparate se pun direct pe rame fixe sau sunt prevayute linii aeriene pentru introducerea rastelelor încarcate cu produse. Fumul se obtine direct din vatra focarului, aprovizionata manual cu rumegus.
Variante îmbunatatite
Afumatoria cu deplasarea mecanica a produselor de carne se efectueaza, în turnuri de afumare(tip "pater-noster"), în care produsele se succed în toate zonele cu fum, realizand o afumare uniforma.
Afumatorie cu generator de fum centralizat
Acest tip de afumatorie reprezinta un stadiu tehnic mai avansat, care confera unele avantaje:
●produce fum de aceeasi calitate, în mod constant, privind compozitia si densitatea;
●fumul poate fi purificat de cenusa si funingine;
cantitatea necesara de fum, pentru una sau mai multe boxe în conexie, poate fi reglata.
Din aceasta categorie fac parte:
-afumatoria cu generator de fum centralizat tip "Atmos" în care boxele de afumare au volum variabil pentru unul sau mai multe rastele sau carucioare, în raport cu marimea fabricii.
-afumatorie cu generator de fum prin frictiune, în care se produce un fum dens, de calitate, cu un consum redus de energie.
-afumatorie cu generator de fum prin fluidizare, în care se asigura o ardere incompleta a rumegusului, urmata de eliminarea impuritatilor nocive, obtinandu+se un fum purificat, de înalta calitate.
Afumarea cu lichide de afumare
Este o metoda moderna, considerata economica si superioara altor metode utilizate în acest domeniu. Lichidele de afumare au calitati aromatizante, fiind obtinute prin tehnici speciale si permit simplificarea, mecanizarea si automatizarea tehnologiei de afumare.
Pe de lata parte, nu sunt poluante si se evita riscul incendiilor.
Dintre cele mai utilizate din aceasta categorie se mentioneaza:
-Procedeul Charson-Canada
-Procedeul Banu si Oprea(o varianta romaneasca mult îmbunatatita fata de procedeul Canadian). Efectuarea operatiei de afumare se poate face prin imersarea produselor dupa umplere, prin pulverizare pe suprafata produselor sau, mai bine, prin introducerea fumului dozat direct în compozitie, în timpul prelucrarii componentelor la cuter sau malaxor, dar numai dupa adaugarea condimentelor si azotitilor.
Afumarea în camp electrostatic
Prin acest procedeu se realizeaza depunerea particulelor de fum ionizat pe suprafata produselor, sub actiunea fortelor electrostatice. Datorita caldurii din celula de afumare, componentele fumului difuzeaza în grosimea produsului.
Procesul tehnologic al afumarii produselor din carne se realizeaza diferentiat, în functie de sortimente, la temperaturi cuprinse între 90-1100 C, dupa cum rezulta din exemplele redate mai jos:
-afumare rece la 90-120 C aplicata pentru produsele de durata;
-afumare rece la 120-140 C pentru unele produse crude-uscate;
-afumare rece suplimentara la 150-450 C, dupa operatia de fierbere la unele sortimente de salamuri comune si canati;
-afumar în doua faze la 750 si 450 C, pentru unele afumaturi ( picioare, ciolane);
-afumare calda la 750-950 C pentru salamuri smiafumate si carnati;
-afumare calda la 950-1100 C pentru unele specialitati (muschi haiducesc, pastrame).
Afumarea realizata la 750-1100 C se numeste hituire, denumire împrumutata din limba germana: hitze=fierbinte.
Durata afumarii este în functie atat de temperatura, cat si de natura si grosimea produsului.
Afumarea calda la salamuri si carnati se realizeaza în doua etape:
-zvantarea membranei;
-afumarea propriu-zisa.
Zvântare membranei se executa în boxe sau celule de afumare calda, folosind exclusiv caldura la o temperatura de 45-750 C, timp de 10-40 minute, în raport de tipul membranei si combustibilul utilizat. Se are în vedere ca uscarea membranei sa fie uniforma pe întreaga suprafata. În acest scop, batoanele trebuie sa fie agatate pe bete distantat. Altfel, produsul va rezulta patat.
Afumarea calda propriu-zisa la salamuri si carnati se face, în continuarea fazei de zvantare, la temperatura de 750-950 C, în functie de grosimea sortimentului. Durata de afumare este variabila( 20-50 de minute si chiar mai mult).
În acest timp, membrana capata o coloare caramizie-roscata, iar temperatura în interiorul batonului trece de 55o C.
O afumare calda corecta se realizeaza introducand produsul agatat pe bete si aranjat pe rame în boxe sau celule de afumare încalzite la o temperatura de cca 750 C. Dupa acest moment, în afumatoria calda se arde rumegus sau se introduce fum de la generatorul de fum. La producerea fumului se va asigura un tiraj corespuzator, astfel ca sa patrunda în afumatorie o cantitate suficienta de aer, pentru ca fumul rezultat sa aiba o culoare deschisa, clara si de calitate. Daca nu exista aer suficient, fumul care se formeaza are culoare întunecata.În acelasi timp, un curent de aer prea puternic face ca, odata cu cresterea temperaturii, fumul sa se depuna mai repede pe suprafata produselor, fara a putea patrunde în grosimea compozitiei.
Un fum de calitate se obtine prin arderea uniforma a rumegusului. Acest aspect este determinat de gradul de maruntire a combustibilului, ale carui particule trebuie sa fie mai mari de 0,75mm. Daca rumegusul este mai marunt, arderea este mai neregulata. În privinta esentei, fumul rezultat din arderea rumegusului de fag da cele mai bune rezultate în afumarea produselor din carne.
Fierberea
Fierberea se aplica salamurilor, la majoritatea sortimentelor de carnati, precum si altor produse de carne. În industria carnii notiunea de fierbere se refera la temperaturi cuprinse între 720-950 C. Ca atare, aceasta practica se încadreaza tot atat de bine si în conceptul de "pasteurizare".
Mezelurile se fierb în cazane cu apa sau în celule cu aburi. Indiferent de metoda aplicata, procesul de fierbere începe cu temperatura de cca 800 C, precum este cazul la sunca presata, tobe.
Temperatura trebuie sa fie cu atat mai ridicata cu cat batoanele sunt mai subtiri si compotia mai saraca în umiditate. Daca batoanele sunt de calibre mai mari si compozitia lor contine mai multa umiditate, apa din produs se încalzeste repede la temperaturi înalte, compozitia se dilata puternic si învelisul se poate rupe.
Durata fierberii variaza în functie de grosimea produsului, tinand seama ca, în centrul geometric al acestuia, temperatura sa ajunga la 680-690-720 C, dupa caz, timp de 10 minute.
Acest interval, pentru produsele care contin carne separata mecanic, trebuie sa fie prelungit la 20 minute.
La fierberea în cazane, preparatele se introduc atarnate pe bete. Capetele betelor sunt sprijinite pe marginea cazanului sau pe traverse metalice, fixate pe peretii acestuia.
În acelasi cazan se introduc batoane de acelasi calibru si din acelasi sortiment. Batoanele se acopera cu gratare de lemn, pentru ca produsul sa fie complet cufundat în apa. De asemenea, cazanele trebuie sa fie prevazute cu capace, pentru a se micsora pierderile de caldura prin evaporarea apei si prin radiatii. Deasupra cazanelor se monteaza hote pentru aspiratia vaporilor de apa.
Pentru tratamentul termic în aburi, produsele agatate pe bete si asezate pe rame se introduc în celule de fierbere, închise etans.
Temperatura în timpul fierberii se controleaza cu termometre gradate si expuse în mod vizibil. Controlul temperaturii si cel al perioadei de fierbere este de importanta majora, întrucat reglarea corecta a acestor parametri determina în mare masura calitatea produselor.
Racirea produselor
Dupa fierbere, produsele din carne din categoria propaturilor si preparatelor din subproduse sunt supuse imediat unui proces de racire. Aceasta operatie are, în primul rand, scopul de a realiza o trecere rapida de la temperatura de fierbere la o temperatura sub 370 C, pentru a se împiedica dezvoltarea germenilor care, sub 600 C, au conditii favorabile de înmultire. În al doilea rand, prin racire se evita încretirea membranelor.
Racirea se face sub dus cu apa rece, în bazine sau granduri cu apa rece de la robinet sau racita cu gheata, timp de 15-30 minute, în functie de calibrul produsului. Se evita o racire exagerata, deoarece la o temperatura prea scazuta membrana îsi pierde luciul.
Mezelurile racite se depoziteazî în spatii frigorifice la 20-120 C, dupa caz, uscate si bine ventilate, pana la livrare.
Afumarea rece
Afumarea rece se aplica salamurilor semiafumate si de durata, unor categorii de carnati, afumaturilor în general, precum si unor specialitati.
Mezelurile afumate, cum sunt unele sortimente de carnati, dupa fierbere, sunt supuse suplimentar la fum rece, 150-400 C, un timp variabil. Aceasta afumare ar avea rolul de a mari rezistenta produsului.
Conform unor cercetari, ar trebui sa se renunte la a doua afumare, deoarece acest proces mareste, prin cumulare, cantitatea unor produsi nocivi din fum, care difuzeaza în produs.
Salamurile crude-uscate si etuvate se afuma la temperaturi de 120-140 C, iar salamul tip "Sibiu" se afuma la 90-120 C.
Durata afumarii este în functie de tipul produsului, diametrul batoanelor, temperatura de afumare si umiditatea produsului. Operatia se poate realiza în afumatorii clasice, boxe de afumare sau în afumatorii cu generator de fum.
În afumatorie, produsele agatate pe bete si aranjate pe rame se pastreaza cu distante de 5-7 cm între batoane pentru ca fumul sa poata cuprinde toata suprafata acestora.
Trebuie mentinut faptul ca, în fabricile moderne, produsele din carne se realizeaza de la tocare pana la racire în instalatii complexe, cu echipamente aranjate în flux continuu.
Acest mod de lucru si dotare asigura o mai mare operativitate, numar mai redus de angajati si conditii superioare de igiena.
Depozitarea
Depozitarea produselor din carne se face în spatii climatizate, cu temperatura, umiditate si ventilatie controlate. Acesti parametri trebuie adaptati la fiecare grupa sau categorie de produse.
În acest sens, depozitele trebuie sa fie dotate cu aparatura si instrumentar pentru monitorizarea si înregistrarea curenta a parametrilor respectivi. În acelasi timp, în încaperi trebuie mentinuta permanent o stare de igiena riguroasa, pentru a împiedica dezvoltarea microorganismelor si patrunderea insectelor, a soarecilor si/sau sobolanilor.
În continuare sunt redate orientativ conditiile pentru depozitarea unui produs din carne.
Parametrii principali pentru depozitarea unui produs din carne
|
Denumirea produsului |
Temperatura C |
Umiditate |
Termen de garantie -zile- |
|
Carnati proaspeti |
Preparatele din categoria sangerate, tobe, sunca, se aseaza în tavi de aluminiu, pe mese sau stelaje din otel inoxidabil.
Produsele sub forma de batoane raman agatate distantat pe betele care au fost încarcate în productie, pentru a se evita manipulari în plus, c ear putea produce deteriorari nedorite produselor.
Produsele care prezinta umiditate ridicata vor ramane în deposit sub control pana la înregistrarea limitei admise de Normele în vigoare.
Înainte de livrare în consum, produsele din carne trebuie sa fie controlate pentru a corespunde caracteristicilor organoleptice, fizico-chimice si microbiologice.
Etichetarea
Toate produsele din carne trebuie individualizate prin marcare, operatie care se efectueaza conform HG. Nr. 106, publicata în Monitorul Oficial nr. 147 din 27 februarie 2002 si alte normative.
Transportul
Produsele din carne trebuie sa fie transportate în conditii de igiena, evitand cauzele care ar putea sa le contamineze sau sa le produca deteriorari. În acest scop, se va tine cont de mijloacele de transport, de distata si durata transportului si de conditiile meteorologice.
Ele trebuie sa fie transportate în vehicule echipate, care sa asigure temperature ceruta. Responsabilul sau managerul întreprinderii sau al centrului de reambalare trebuie sa se aigure de faptul ca ambalarea produselor din carne, care nu au fost depozitate la temperature mediului ambient, poarta o indicatie clara si lizibila a temperaturii la care aceste produse trebuie sa fie transportate si depozitate, precum si data maxima a termenului de valabilitate sau, în cazul produselor perisabile microbiologic, data expirarii. Transportul acestor produse va fi însotit de documente comerciale si certificate sanitary-veterinar, în conformitate cu Norma sanitar-veterinara în vigoare, publicata În Monitorul Oficial, partea I, nr. 356 bis/26.05.2003.
Alaturi de dotarea tehnica, unitatile trebuie sa fie aprovizionate cu materii prime, materii secundare, condimente, aditivi alimentari si alte ingrediente numai de calitate si sa respecte cu strictete cerintele tehnologice, sanitare si sanitar-veterinare si pentru siguranta alimentelor, în scopul realizarii unui indice ridicat atat al valorii nutritive cat si al salubritatii produselor finite.
3.2. ELEMENTE DEFINITORII ALE PRODUSELOR UTILIZATE ÎN PROIECT (CARACTERISTICI, STANDARDE, ALTE REGLEMENTĂRI)
Materii prime, auxiliare si materiale pentru productia de preparate din carne
Pentru fabricarea preparatelor din carne sunt necesare:
-materii prime;
-materii auxiliare;
-ingrediente;
-materiale.
MATERII PRIME
Materiile prime folosite la fabricarea preparatelor din carne, sunt reprezentate de: carne, slanina.
Carnea poate fi carne: de mânzat provenit de la tineret bovin în vârsta de pâna la 3 ani, carne de vita adulta, carne de porc tip I (cu slanina ) si tip II (fara slanina), carne de oaie.
În functie de starea termica, carnurile receptionate, conform legislatiei în vigoare pot fi:
-refrigerate, adica adica racite la +40 C la os si pastrate maximum 72 de ore la temperaturi ale aerului cuprinse între 0 si 40 C;
-congelate la minimum -120 C la os si pastrate la temperatura aerului de minumum -120 C.
În cadrul fabricii de preparate din carne, carnurile receptionate în stare refrigerata, pâna la intrarea în fabricatie se depoziteaza la 2.40 C pentru maximum 72 de ore, respectându-se încarcarea specifica de 180-200kg/m2 util pentru sferturile de bovina, 120-200kg/m2 util pentru jumatatile de porc si 140-160kg/m2 util pentru carcasele de oaie.
La depozitare se înregistreaza pierderile în greutate, a caror marime este în functie de felul carnii si de durata depozitarii.
Prin carne se întelege musculatura striata cu toate tesuturile cu care vine în legatura naturala , adica împreuna cu tesuturile conjunctive: lax, fibros, cartilaginous, adipos, osos precum si nervi, vase de sânge si ganglioni limfatici
Proportia diferitelor tesuturi din carne depinde de specie, rasa , vârsta, sex, stare de îngrasare si regiunea carcasei.
Din punct de vedere tehnologic, deosebim:
-carne cu os- cuprinzând musculature cu oasele adiacente si alte componente structurale specifice;
-carne macra (moale) fara os, dar cu restul tesuturilor;
-carne aleasa fara tendoane, aponevroze, fascii cordoane neurovasculare, vase de sânge, ganglioni, grasime, cu exceptia tesutului adipos din musculatura.
Structura si compozitia chimica a tesutului muscular Ţesutul muscular reprezinta 40-50% din masa organismului vertebratelor superioare. Muschii scheletici au forma variata, forma determinate filogenetic. Forma este determinata si de functia pe care o îndeplinesc, aceasta la rândul ei necesita un compromis între forta, viteza si domeniul de miscare.
Macroanatomia musculaturii striate
Muschiul striat este format din mai multe manunchiuri de fibre acoperite la exterior cu un tesut conjunctiv denumit epimisium.
Manunchiurile de fibre (cca 30 de fibre) sunt separate între ele prin septe de tesut conjunctiv, denumit perimisium. Fiecare fibra la rândul sau este acoperita de un tesut fin denumit endomisium.
La capetele muschiului, fibrele de colagen ale epimisiumului, perimisiumului si endomisiumului se continua cu cele ale tendonului cu care se insera pe oase.
Spatiile dintre fibre sunt strabatute de arteriole, capilare, venele care asigura un debit circular mare în ceea ce priveste aprovizionarea cu substante hranitoare si oxygen, cât si în ceea ce priveste îndepartarea caldurii produsa simultan cu energia cinetica, precum si a produsilor rezultati din metabolism. În muschii scheletici, fiecare fibra a nervului motor se ramifica, astfel ca fiecare fibra musculara primeste o astfel de ramificatie care se termina la fiecare fibra cu asa numita placa motoare (placa terminata cu sinapsa neuromusculara).
Compozitia chimica a tesutului muscular
Compozitia chimica a carnii
|
Compozitie |
Valoare (%) |
Cresterea continutului Gras cu 1% |
Scaderea cont. Gras cu 1% |
|
Apa | |||
|
Proteine | |||
|
Cenusa | |||
|
Grasime | |||
|
Raportul |
Substantele proteice din tesutul muscular, în functie de repartizarea lor structurala, se impart în 3 grupe:
Sarcoplasmatice
Proteine din nucleu
proteine conjunctive (din stroma)- sleroproteine
Proteinele sarcoplasmatice
Sunt reprezentate de proteinele din monofibrile si de cele din plasma monofibrilara. Aceste proteine sunt solubile în apa si formeaza asa numitul sac de carne.
Proteinele monofibrilare sunt:
Miozina este o gelatina care intra în compozitia partilor contractile si respectiv discurilor întunecate ale miofibrilelor. Este insolubila în apa distilata si solubila în solutii diluante de saruri neutre si baze slabe.
Are proprietati enzimatice asemanatoare adenozintrifosfatozei, catalizând hidroliza ATP-ului. Este activata de Ca2+ si inhibata de Mg2+ la un pH=6,7.9,2. Pentru activarea ei enzimatica este necesara prezenta gruparilor tiol. Miozina contine toti aminoacizii esentiali.
Ea constituie sistemul proteic cel mai important cantitativ si functional din tesutul muscular reprezentând un procent considerabil din proteinele totale.
Miozina este un complex proteic labil izolându-se prin extractie miozina "a" sub forma cristalina si miozina"b" (care este un complex de miozina si actina numit actomiozina) si care este mai vâscoasa decât miozina "a".
Actina reprezinta 13% din proteinele totale ale muschilor; ea exista sub doua forme si anume: actina globuloasa (G) de vâscozitate slaba si actina fibrilara (F) care este puternic vâscoasa.
În stare de repaus a muschiului actina se afla sub forma fibrilara, iar în stare de contractie devine actina globulara formând actomiozina.
La adaugarea de saruri neutre moleculele de actina globulara se polimerizeaza în actina fibrilara, ATP si fosfat anorganic, procesul este ireversibil si poate avea loc si în absenta ATP-ului, însa actina obtinuta nu mai are proprietatea de a repolimeriza.
Daca în timpul repolimerizarii ATP-ul este present, procesul devine dinnou reversibil.
Viteza de polimerizare a actinei G în solutii ale sarurilor de potasiu si sodium este accelerata de ionii de magneziu si inhibata de prezenta ionilor de calciu.
Actomiozina rezulta din combinarea actinei cu miozina când are loc contractia, ea neexistând în muschiul relaxat. Aceasta la adaugarea de ATP se disociaza în cele doua componente.
Are activitate ATP-azica intensificata de prezenta ionilor de Mg.
Tropomiozina, din punct de vedere al compozitiei chimice este asemanatoare cu miozina, darn u poseda proprietati enzimatice si nici capacitatea de a se combina cu actina. Se obtine în stare cristalizata în placi hexagonale prin deshidratarea tesuturilor musculare cu alcool etilic sau cu KCl.
Paramiozina are proprietati similare cu cele ale tropomiozinei, dar se pare ca nu exista în muschii vertebratelor.
Contractina reprezinta un produs de degradare al proteinelor miofibrilare; nu are actiune ATP-azica si reactioneaza cu actina.
Proteinele din plasma interfibrilara
Aceste proteine participa la determinarea unor caracteristici organoleptice ale carnii. Cele mai multe dintre ele au functii enzimatice.
Miogenul se extrage la rece cu apa distilata, iar la cald se coaguleaza formând miogen-fibrina.
Prin precipitare fractionata cu sulfat de amoniu se obtine miogenul A,B,C.
Miogenul A reprezinta aproximativ 20% si are proprietati enzimatice, luând parte la metabolismul hidratilor de carbon.
Miogenul B reprezinta 80%.
Miogenul C are proprietati neînsemnate.
Miogenul este o proteina complexa continând toti aminoacizii esentiali.
Mioalbumina este oalbumina tipica care coaguleaza usor la cald.
Mioglobulina reprezinta pigmentul principal al tesutului muscular, care da carnii culoarea rosie. Este o cromoproteina cu structura tetrapirolica asemanatoare cu cea a hemoglobinei, fiind alcatuita dintr-un grup prostetic si
dintr-o proteina.
Constituie rezerva de oxigen a tesutului muscular. Ea elibereaza oxigenul stocat în muschi în functie de nevoile respiratiei tisulare, prin intermediul sistemului intracelular citocrone-oxidaza.
Afinitatea miogenului fata de oxygen este de 6 ori mai mare decât a hemoglobinei, dar fata de aceasta are o afinitate mai mica fata de dioxidul de carbon.
Cantitatea de mioglobina este foarte variata, fiind conditionata de activitatea musculara, deci de nevoia de oxigen a muschilor.
Culoarea carnii este cu atât mai rosie cu cât activitatea musculara este mai intensa si invers. Astfel carnea animalelor salbatice este mai rosie decât cea a animalelor domestice, iar carnea animalelor domestice are o intensitate a culorii direct proportionala cu activitatea musculara.
De asemenea carnea animalelor domestice crescute în libertate este mai rosie decât a celor crescute în stabulatie.
În general muschii rosii ai animalelor domestice crescute contin 4-20 mg mioglobina/g tesut muscular.
Cunoasterea proprietatilor mioglobinei prezinta o mare importanta în aprecierea calitatilor organoleptice, starii de prospetime si aprecierea modificarilor de culoare a carnii.
Prin fixarea labila a oxigenului din aer sub forma de oximioglobina, culoarea rosie a carnii se intensifica. De aceea în prima faza de sectionare, transare, portionare sau tocare a carnii are loc o intensificare a culorii catre rosu viu. Aceasta stare este însa repede reversibila.
Expunerea prelungita a carnii apare atunci când cca 60% din mioglobina a fost transformata în met-mioglobina. În conditii naturale reactia este ireversibila.
Globulina este o pseudoglobina care precipita usor prin dializa solutiilor alcaline slabe si poate fi trecuta dinnou în solutie prin adaugarea de saruri la un pH între 7 si 8. Aceasta coaguleaza ss are proprietati enzimatice.
Miostromina este produsul de transformare al proteinelor plasmatice dupa moartea individului.
Proteinele nucleului
În compozitia nucleului intra nucleoproteinele care sunt niste heteroproteine formate din proteine propriu-zise de tipul histonelor sau protaminelor si un grup prosthetic reprezentat de acizii nucleici.
Scleroproteinele.Proteinele conjunctivale sunt acele proteine care se gasesc în sarcoplasma, precum si în tesutul conjunctiv interfibrilar, având rol important în determinarea texturii carnii.
Cele mai importante sunt: colagenul, elastina si reticulina.
Colagenul este principala proteina a tesutului conjunctiv din carne si este o proteina cu valoare biologica inferioara datorita faptului ca nu contine triptofan, cisteina si cistina.
Dezechilibrul este produs în special de continutul excesiv în glicocol, care reprezinta 1/3 din toti aminoacizii la acest nivel si de prolina si hidroxiprolina care reprezinta un precursor al colagenului si care are initial o stuctura relative simpla si este solubil în apa. Treptat moleculele de tropocolagen se unesc si prin polimerizare se cupleaza cu protoglicani sau alte glicoproteine, devine insolubil, iar apoi se aglomereaza în fibre de collagen de structura din ce în ce mai densa.
Viteza de reînoire a colagenului este foarte lenta, de 12-15 luni, spre deosebire de proteinele musculare la care viteza de reînoire este în medie de 50 de zile.
Duritatea este o însusire a colagenului si este proportionala cu vârsta animalului. Ea constituie principalul factor responsabil de duritatea si asprimea carnii.
Prin încalzire colagenul se transforma în gelatina. Gelatinizarea este o însusire tehnica utila, asigurând o buna legatura a pastei sau a bucatilor de carne, cu o capacitate sporita de hidratare si o capacitate buna de emulsionare a grasimilor.
Elastina este proteina existenta în fibrele elastice, are compozitie asemanatoare cu a colagenului, dar prezinta unele însusiri negative, cum ar fi absenta capacitatii de gelatinizare ti coefficient redus sau nul de utilizare digestiva.
Macromoleculele de elastina sunt rezistente la hidroliza acida sau alcalina, precum si la actiunea unor enzime digestive puternice.
Reticulina formeaza fibrele subtiri ale endomisiumului muscular, are proprietati asemanatoare colagenului si contine mai mult azot si sulf. Reticulina contine si acizi grasi de tipul acidului miristic, care îi confera rezistenta la fierbere si la hidroliza acida.
Substante extractive azotate neproteice
Creatina este unul dintre produsii finali ai metabolismului. Muschii albi, comparativ cu muschii rosii, contin mai putina creatina.
Fosfocreatina este un compus al creatinei cu acidul fosforic. Serveste ca donator sau acceptor de grupari fosfat în cadrul metabolismului glucidic.
Creatinina rezulta din creatina, prin pierderea unor molecule de apa. Se gaseste în muschi în cantitati mult mai mici, fiind forma normala prin care se elimina creatina din organismul mamiferelor.
Carnozina se formeaza în muschi prin conditionarea histidinei si are rol în procesul de glicoliza. Este un exudant al sucului gastric si intestinal.
Substante extractive neazotate
Glicogenul este cel mai important si este sursa de formare a acidului lactic, fiind material energetic de rezerva pentru activitatea musculara.
Acidul lactic se gaseste în muschi în mod constant, se formeaza în timpul metabolismului glicogenului, fiind un produs intermediary al degradarii anaerobe a acestuia.
Din punct de vedere tehnologic substantele extractive azotate si neazotate si în mod special nucleotidele si produsii lor de degradare, zaharurile si aminoacizii contribuie la formarea gustului specific al carnii.
Rolul zaharurilor si al aminoacizilor se manifesta mai intens în timpul tratamentelor termice pe care le sufera carnea.
Continutul în ATP, fosfocreatina si glicogen determina intensificarea unor procese biochimice care au loc în muschi dupa sacrificarea animalului, influentând si unele proprietati ale tesutului muscular cum ar fi: capacitatea de retinere a apei si capacitatea de hidratare în timpul prelucrarilor.
Lipidele
În tesutul muscular sunt în proportie de 1-3% si sunt reprezentate de fosfolipide, grasimi neutre si colesterol.
Fosfolipidele intra în compozitia unor structuri cum ar fi mitocondrii, nuclei sau se gasesc în sarcolema.
Colesterolul face parte din grupul steridelor si se gaseste în stare de separatie a fibrelor.
Grasimile neutre sunt similare cu cele de rezerva. Ele se gasesc în primul rand în elementele conjunctive si variaza în functie de individ si alimentatie.
Grasimile tesutului muscular al animalelor de abator contin o cantitate redusa de acizi grasi nesaturati.
Slanina receptionata pentru productia de preparate din carne trebuie sa fie de consistenta tare si poate fi primita în stare refrigerata, congelata sau conservata pri sarare cu 2% NaCl.
MATERII AUXILIARE
Materiile auxiliare si materialele necesare productiei de preparate din carne sunt urmǎtoarele:
Materiile auxiliare care intra în compozitia preparatelor din carne pot fi clasificate în:
● materii auxiliare pentru ameliorarea capacitatii de conservare si înrosire -NaCl, azotitul de sodiu, acidul ascorbic si izoascorbic, inclusiv sarurile acestora, coloranti naturali;
● materii auxiliare pentru îmbunatatirea capacitatii de hidratare -polifosfati;
● materii auxiliare pentru aromatizare -condimente, plante condimente, oleorezine, uleiuri esentiale;
● apa potabila racita precum si gheata sub forma de fulgi;
● materii auxiliare pentru îmbunatatirea texturii, suculentei precum si pentru îmbunatatirea consumurilor specifice, respectiv realizarea unor costuri mai reduse ale produselor finite -derivate proteice de origine vegetala (izolate proteice din soia, concentrate proteice din soia, texturate proteice din soia) precum si derivate proteice de origine animala (cazeinatul de sodiu, plasma sanguina, globulina eritrocitara, pasta de carne din oase, derivat proteic colagenic) , produse amilacee: amidon pregelificat, amidonuri modificate.
Materiale pentru formare, legare si ambalare (membrane, sfoarǎ, carton, lemn, material plastic, etc.)
Combustibili tehnologici.
În cele ce urmeaza se descriu sumar principalele materii auxiliare, care intra în compozitia unor preparate din carne.
Clorura de sodiu este folosita ca materie auxiliara de baza, datorita însusirilor sale conservante, gustative si de participare la cresterea capacitatii de hidratare a carnii. Clorura de sodiu de tip A de calitate extrafina si de tip B de calitate extrafina, fina, uruiala si bulgare trebuie sa corespunda STAS 1465/1972. Pentru industria carnii intereseaza ca sarea sa aiba un grad de puritate cât mai mare(fara impuritati sub forma de cloruri de calciu si magneziu care au efect defavorabil în sarare).
Sarea trebuie pastrata în încaperi uscate, curate, deratizate, fara miros. Depozitarea sacilor de 50 kg se face în stive, pe gratare de lemn.
Azotitul de sodiu (NaNO2) se utilizeaza pentru obtinerea culorii de sarare, având si actiune antiseptica. Din cauza ca este toxic în cantitate mare, utilizarea lui în industria carnii trebuie facuta sub supraveghere. Se depoziteaza în încaperi uscate, cu umiditate relativa <75%. Azotitul intra în componenta amestecului de sarare tip B si în compozitia saramurilor de injectare si imersie.
Depozitarea se face în saci de hârtie captusiti cu polietilena.
Acidul ascorbic si izoascorbic si sarurile lor de sodiu
Se folosesc pentru a se accelera procesul de înrosire a carnii în prezenta de azotiti. Culoarea rosie se formeaza rapid în timpul tratamentului termic, fiind stabila la actiunea luminii si oxigenului, si deci nu mai este necesara maturarea bradtului pentru formarea culorii în timp. Se adauga în proportie de 300-4000 mg/kg compozitie si numai dupa ce la cuterizare s-a adaugat amestecul de sarare B, sub forma ascorbatului de sodiu sau izoascorbatului de sodiu se utilizeaza si în saramuri de concentratie 10-25%, în proportie de 0,7-1,5%(saramuri de injectare, acoperire, de malaxare).
Colorantii folositi pentru înrosirea preparatelor de carne cu adaosuri de derivate proteice sau produse amilacee trebuie sa fie cei autorizati prin legislatia sanitara.
Polifosfatii sunt, în general, amestecuri de polifosfati alcalini cu urmatoarele actiuni benefice:
● asigura retinerea apei în produse, fara pierdere de suc la afumare/pasteurizare, cresterea randamentului în produs finit de 2-7%;
● îmbunatatirea proprietatilor senzoriale ale preparatelor din carne consistenta, suculenta, capacitatea de feliere;
● contribuie la emulsionarea tesutului gras în cazul compozitiilor pentru prospaturi (parizer, crenvursti) prin faptul ca ajuta la extragerea unei cantitati mai mari de proteine miofibrilare ce au o capacitate de emulosionare -se comporta ca un emulgator clasic.
● contribuie la o mai buna retinere a componentelor de aroma, deoarece nu mai exista pierderi de suc care ar antrena si componentele de aroma.
Aromatizantii folositi în industria carnii pot fi condimente si plante condimente, oleorezine, uleiuri esentiale, aroma de fum.
Actiunile aromatizantilor se refera la:
● îmbunatatirea gustului si a mirosului produsului finit;
● proprietatea lor antiseptica si antioxidanta ;
● influenteaza favorabil digestia prin produsele carnate care au fost introduse.
Condimentele si plantele condimentare pot fi, dupa natura lor:
● frunze: magheran, leustean, menta, busuioc, rozmarin , dafin;
● muguri: florali cuisoare;
● planta întreaga: marar, tarhon, cimbru, cimbrisor;
● fructul: ienibahar, piper negru, cardanon, ardei, chimen, coriandru, fenicul, ienupar, anason;
● seminte: chimion, negrilica, mustar alb si negru;
● bulbi: ceapa, usturoi;
● rizomi: hrean, ghimber;
● nuca: nucsoara.
Piperul, fructul plantei Piper nigrum. Principiul condimentar slab aromatic este uleiul eteric, iar cel condimentar activ care dǎ gustul de iute arzǎtor este piperina (7,3%).
Nucsoara este sǎmânta fructului arborelui Myristica fragrans. Principiul activ este uleiul eteric (4-15%) care contine hidrocarburi aromatice si terpenice, precum si alcooli.
Cuisoarele sunt mugurii florali ai arborelui Caryophylus aromaticus. Principiul activ este uleiul eteric (5%) care contine în cantitate mare eugenol.
Coriandrul este fructul plantei Coriandrum sativum cu gust aromat si plǎcut.
Usturoiul este reprezentat de bulbii plantei Allium sativum, bulbi care alcǎtuiesc cǎpǎtâna de usturoi. Uleiul eteric din usturoi contine disulfurǎ de propil si alil, precum si disulfurǎ de dialil.
Boiaua de ardei se obtine din ardei rosu uscat si mǎcinat mǎrunt. Gustul iute al boielei de ardei este dat de capsaicinǎ, partea principalǎ a uleiului eteric care reprezintǎ 1-1,2% în boia. Culoarea rosie a boielei de ardei este datǎ de capsantinǎ.
La condimente si plante condimentare, mirosul specific este dat de uleiul eteric continut, iar gustul este dat de substantele tanante, capsaicina, alil-senevoli, disulfura de propel, de alil, în functie de condiment. Mai contribuie la gust zaharurile simple si lipidele existente în condimente si plantele condimentare.
Condimentele se pǎstreazǎ în saci, nemǎcinate, în încǎperi uscate (φ=75%) rǎcoroase, bine curǎtate si dezinfectate.
Avantajele folosirii condimentelor si plantelor condimentare la fabricarea preparatelor din carne sunt urmatoarele:
● nu necesita o prelucrare avansata, fiind necesara o simpla macinare la cele uscate;
● contin substante cu actiune antiseptica si antioxidanta;
● se folosesc atât principiile de miros cât si cele de gust;
● pot fi folosite în combinatie prin simpla amestecare.
Dezavantajele se refera la:
● nu pot fi distribuite uniform în compozitie, inconvenient care poate fi înlaturat prin amestecarea prealabila a condimentelor macinate cu un suport compatibil cu carnea;
● folosite ca atare, condimentele ti plantele condimentare au o încarcatura biologica mare fapt ce ar impune sterilizarea la rece;
● la pastrarea îndelungata îsi pierd mult din puterea lor de aromatizare mai ales cele sub forma de frunze.
Se recomanda pastrarea condimentelor întregi, macinundu-se numai cantitatea necesara pentru productia zilnica. Condimentele trebuie macinate foarte fin si ca atare pot fi pastrate o perioada mai mare de timp numai daca sunt ambulate în folii impermeabile la vapori de apa si gaze. Pentru o buna distribuire în compozitie, condimentele macinate se pot amesteca cu un izolat proteic de natura vegetala sau animala.
Oleorezinele se obtin din plante condimentare si plante uscate si macinate prin percolare cu un solvent organic. Miscela care se obtine se va distila pentru obtinerea solventului, iar rezidul ramas alcatuieste oleorezina, care se poate amesteca cu un suport sau se solubilizeaza într-un solvent compatibil cu carnea si autorizat din punct de vedere alimentar.
Se obtin oleorezine din piper, nucsoara, coriandru, usturoi, cimbru, ardei, tinându-se seama de randamentul ce se poate obtine în conditii economice.
Uleiurile esentiale se obtin de asemenea din condimente si plante condimentare prin extractie cu un solvent adecvat, iar dupa recuperarea solventului din miscela, ceea ce ramâne se solubilizeaza în alcool etilic, unde trece uleiul eteric.
Avantajele folosirii uleiurilor eterice la fabricarea preparatelor din carne sunt urmatoarele:
● au puterea de aromatizare mare (de 100 de ori mai mare decât a materialului de start);
● nu modifica aspectul pe sectiune al produsului si sunt pure din punct de vedere microbiologic;
● pot fi usor combinate în asociatii specifice fiecarui produs.
Dezavantajele se refera la:
● uleiul esential nu contine toate componentele aromatizante ale materialului de start;
● pot fi usor oxidante în prezenta luminii si oxigenului atmosferic;
● pot fi usor falsificate cu aromatizanti de sinteza;
● nu pot fi dispersate cu usurinta în masa compozitiei, având în vedere cantitatea mica ce se adauga si solubilitatea lor redusa în produsele cu continut redus de grasime.
Apa potabila folosita în industria carnii trebuie sa îndeplineasca conditiile STAS 1342/1984 din punct de vedere chimic, iar din punct de vedere microbiologic trebuie sa fie libera de germeni patogeni si paraziti. Din punct de vedere tehnologic, nivelul de clor rezidual liber din apa potabila trebuie sa fie în limite admisibile(0,1-0,25mg/dm3), deoarece în cantitate mai mare favorizeaza descompunerea acidului asciorbic, iar în combinatie cu fenolii din apa sau care se formeaza la afumare sau care sunt adusi de fumul lichid folosit ca aromatizant, formeaza clor fenoli, cu miros particular persistent. Compusii fenolici din apa clorinata trebuie sa fie lipsa, admitându-se în mod exceptional 0,001 mg/dm3 .
În apa neclorinata, compusii fenolici trebuie sa fie de maximum 0,010 mg/dm3 si în mod exceptional, 0,030 mg/dm3 . Apa potabila folosdita la preparatele din carne trebuie racita cu ajutorul unei instalatii frigorifice sau prin depozitare în depozite frigorifice. Racirea se poate face si cu gheata alimentara. O racire mai buna a compozitiilor în timpul prelucrarilor mecanice se poate face cu fulgi de gheata obtinuti din apa potabila cu ajutorul unei instalatii de tip tambur.
Derivatele proteice de origine vegetala
Principalele derivate proteice de origine vegetala folosite în industria carnii sunt:
Izolat proteic din soia cu un continut de proteina de minimum 90%, care se hidrateaza în proportie de 1:4 pâna la 1:5 (1 kg izolant la 4-5 litri apa);
Concentrat proteic din soia cu un continut de proteina de minimum 70%, care se hidrateaza în proportie de 1:3;
Textura proteic din soia pe baza de faina de soia, cu un continut de proteina de 50%, care se hidrateaza în proportie de 1:2.
Derivatele proteice de origine animala
Principale derivate proteice de origine animala folosite în industria carnii, sunt
Cazeinatul de sodiu care se obtine din lapte degresat, mai întâi sub forma de cezeina acida care apoi se transforma în cezeinat de sodiu. Cezeinatul de sodiu are minimum 90% proteina si se hidrateaza în proprtie de 1:4-1:5.
Plasma sanguina care poate fi utilizata sub forma lichida concentrata, congelata, respectiv sub forma uscata.
Plasma lichida concentrata se obtine prin micro-filtrare si contine aproximativ 22% proteina. Aceasta plasma poate fi congelata în bloc de 20 kg sau congelata si lamizata în lame de 10-20 kg si asamblate în bloc de 20 kg.
Plasma uscata se obtine prin uscare, prin pulverizarea plasmei lichide concentrate si are un continut de proteic de cca 75%.
Globina eritrocitara se obtine din concentratul eritrocitar rezultat din centrifugarea sângelui bovine/porcine integral si stabilizat, printr-un procedeu enzimatic.
Globina eritrocitara are un continut de cca 95% proteina.
Derivat proteic din soric are un continut minim de 80% proteina.
Pasta de carne din oase are un continut de 16,2-18,6% proteine totale din care 13, 7-17,3% proteine colagenice. La pasta de carne din oase se limiteaza continutul de calciu la 0,75%, iar particulele de oase cu Ø<0,5 mm.
Derivatele amilacee
Acestea sunt reprezentate de amidon si amidonuri modificate.
Amodonurile modificate aprobate pentru industria alimentara conform normelor UE sunt urmatoarele amidon oxidat, fosfat de amidon, fosfat de diamidon-fosfat, fosfat de amidon acetilat, amidon acetilat, amidon hidroxipropilat, fosfat de diamidon hidroxipropilat, octenil- succinat de amidon.
Materiale
Materialele folosite în industria carnii sunt:
● membrane;
● materiale de legare si asamblare;
● combustibili tehnologici.
Membranele sunt învelisuri naturale, semisintetice sau sintetice, în care se introduce compozitia, pentru a-i da o anumita forma, pentru a micsora pierderile în greutate si pentru a proteja compozitia fata de microorganismele din mediul exterior.
Ideal, membranele trebuie sa îndeplineasca urmatoarele conditii:
● sa fie rezistente la umplere, legare, clipsare;
● sa fie elastice, pentru a suporta presiunea interna din produs în timpul tratamentului termic;
● sa adere la compozitie, însa sa se desprinda usor de acesta dupa felierea produsului;
● sa aiba diametrul constant pe toata lungimea lor;
● sa fie retractabile, adica sa urmeze reactia compozitiei, calitate necesara în salamurilor crude si salamurilor semiafumate mai puternic deshidratate;
● sa aiba permeabilitate la vaporii de apa si gaze, aceasta proprietate fiind obligatorie pentru membranele utilizate la salamurile crude.
Permeabilitatea este necesara si la unele salamuri semiafumate cu continut mai scazut de umiditate.
Pentru prospaturi membranele trebuie sa fie impermeabile la vaporii de apa si gaze.
● sa nu prezinte miros care poate fi preluat de compozitie;
● sa poata fi colorate si imprimate si sa aiba luciu caracteristic.
Membranele folosite în industria carnii apartin uneia din grupele descrise în continuare.
Naturale, obtinute de la bovine, porcine, ovine, dupa tehnologii speciale si conservate prin sarare sau uscare.
Membranele naturale pot fi originale si calibrate si trebuie sǎ indeplineascǎtii:
● sǎ fie strânse în legǎturǎ;
● sǎ nu prezinte defecte în timpul vietii animalului(noduli provocatî de larve, de parazitî si boli microbiene; abcese, plǎgi si ulceratii; catar intestinal), în timpul prelucrǎrii tehnologice(gǎuri, ferestre, murdǎrie externǎ, resturi de continut intesninal; resturi de grǎsime; spumozitǎti), din timpul conservǎrii(ruginǎ, pete de sare; culoare schimbatǎ; putrefactie, fermentatie acidǎ; râncezire, zbârcire).
Membranele semisintetice care sunt membrane colagenice si care se caracterizeazǎ printr-o bunǎ absortie a componentelor din fum, pot fi stufuite, pot fi imprimate, au retractibilitate bunǎ, sunt usor de tǎiat la decuparea produsului finit, au diametru constant; sunt obtinute la diferite diametre, în functie de produsul la care se utilizeazǎ.
Membranele semisintetice au în compozitia lor un anumit procent de colagen(60-80%), plastifiati(glicerol, ulei vegetal), un umectant(sorbitol, celulozǎ) si în unele cazuri si un colorant(caramel).
Membranele semisintetice sunt comercializate sub formǎ de:
● role cu diferite diametre, metrajul/rolǎ depinzând de diametrul membranei;
● batoane gofrate;
● bucǎti tǎiate, în pachete(mǎnunchiuri);
● prelegate la un capǎt si cu ochi de agǎtare;
● preclipsate la un capǎt si cu ochi de agǎtare.
Membranele sintetice-celulozice sunt membrane retractibile, cu suprafatǎ rugoasǎ. Pot fi utilizate la toate tipurile de preparate din carne, inclusiv la salamurile crude, cu si fǎrǎ mucegai pe membranǎ.
Avantaje:
absortie bunǎ a fumului;
umplere usoarǎ cu masini obisnuite sau automate;
formǎ stabilǎ sau cu calibru exact;
pot fi legate sau clipsate;
pot fi imprimate;
sunt retractibile.
Sunt comercializate sub formǎ de role, bucǎti tǎiate si asamblate în pachete, membrane prelegate/preclipsate.
Membranele sintetice-poliamidice pot fi colorate divers si pot fi imprimate. Sunt impermeabile si netractabile, pretându-se mai bine la fabricarea salamurilor de tip parizer, Mortadella, Bologna si tobe, sângere, lebǎr, caltabosi.
Se comercializeazǎ sub formǎ de role, bucǎti de tǎiate si asamblate în pachete, membrane prelegate/preclipsate.
Materiale de legare si ambalare
Materialul de legare este reprezentat de sfoarǎ 2C pentru preparate comune si sfoarǎ 3F pentru salamuri crude de duratǎ si specialitǎti .
Materialele de ambalare sunt reprezentate de:
-hârtie pergaminatǎ de tip C;
-hârtie imitatie de pergament;
-mase plastice;
-folii de staniol;
-celofan transparent si colorat;
-cutii de carton parafinat;
-navete din material plastic;
-tǎvi de aluminiu.
Eticheta produsului constituie un element obligatoriu în productia si comertul de alimente, fiind purtatoare de informatii multiple deosebit de necesare pentru producator, comerciant si consummator.
Informatiile ce trebuie transmise sunt: felul (denumirea) produsului, denumirea sau marca fabricantului; clasa de calitate; cantitatea neta de produs; pretul; data de fabricatie; termen de valabilitate; date de contact ; conditii de depozitare-pastrare; standardul de stat sau norma tehnica de calitate ce reglementeaza calitatea produsului. Pe ambalajul de prezentare se consemneaza, de asemenea, constituientii retetei de fabricatie, aditivii utilizati, valoarea nutritiva, instructiunile de utilizare.
Receptia materiilor prime si auxiliare
La sosirea în fabricǎ materia primǎ si materiile auxiliare sunt supuse receptiei calitative si cantitative.
Receptia cantitativǎ se face pe cântare obisnuite fie pe cântare amplasate pe linia aerianǎ de deplasare a materiei prime.
Receptia calitativǎ se face prin aprecierea calitativǎ dupǎ starea de îngrǎsare , aprecierea prospetimei si solubilitǎtii. Carnea proaspǎtǎ are suprafata lucioasǎ, muschii elestici care nu lasǎ întipǎritura la apǎsarea cu degetul. Culoarea trebuie sa fie caracteristicǎ speciei, cu diferente mici functie de starea de îngrǎsare, sex, vârstǎ. Carnea trebuie sǎ aibǎ temperatura corespunzǎtoare stǎrii termice la care a fost livratǎ de abator si trebuie verificatǎ de medicul veterinar.
Primirea cǎrnii se face pe baza unei note de livrare în care sunt consemnate:
data livrǎrii, felul cǎrnii, cantitatea si starea termicǎ. Acest document va purta semnǎtura predǎtorului si primitorului.
Depozitarea materiilor prime si auxiliare
În fabrica de mezeluri carnea, slǎnina si subprodusele se depoziteazǎ pânǎ la intrarea în fabricatie, în conditii adecvate de temperaturǎ si umiditate, cu respectarea normelor de încǎrcare a camerelor frigorifice.
Carnea de bovine, porcine, zvântatǎ si refrigeratǎ se depoziteazǎ în camere frigorifice, agǎtându-se fiecare sfert(de bovinǎ) sau jumǎtate(de porcinǎ) pe câte un cârlig.
În camerele frigorifice temperatura trebuie sǎ fie 0÷500 C. Carnea se depoziteazǎ pe laturi, pentru a putea fi prelucratǎ în ordinea sosirii. Perioada maximǎ de depozitare este de 3 zile.
Carnea congelatǎ se pǎstreazǎ în congelatorul fabricei pânǎ la decongelare, asezatǎ pe grǎtare, în stive sau agǎtatǎ în cârlige.
Slǎnina saratǎ se pǎstreazǎ în frigider, asezatǎ în stivǎ pe gratar. Slǎnina receptionatǎ proaspǎtǎ se aseazǎ pe cârlige.
Cǎpǎtânile de vitǎ pot fi pǎstrate în frigider asezate pe gratare sau agǎtate pe cârlige.
Burta de vitǎ se depoziteazǎ pa cârlige iar organelle proaspete se aseazǎ în tǎvi de aluminiu.
Depozitarea materiilor auxiliare, a materialelor se executǎ cu respectarea standardelor si normelor interne în vigoare, cu o atensie deosebitǎ, trebuind sǎ se depozitǎrii sǎrii, azotatilor, azotitilor, condimentelor si intestinelor.
TRANsAREA, DEZOSAREA sI ALEGEREA CARNII
Transarea este operatia de sectionare a carcaselor în portiuni anatomice mari în vederea dezosǎrii si alegerii pe calitǎti.
La transarea cǎrnii de bovinǎ primitǎ în sferturi anterioare-posterioare mari, se obtin urmǎtoarele piese mari: din sfertul anterior se obtin spata, gâtul, sternul, antricotul, greabǎnul, pieptul; din sfertul posterior se obtin coada, muschiul, vrǎbioara si pulpa.
La transarea cǎrnii de porc(semicarcasǎ) se obtin urmǎtoarele piese mari: gusa, pieptul, spata cu rasolul din fatǎ, muschiuletul, garful, pulpǎ cu rasolul din spate.
Dezosarea(ciontolire) este operatia de separare a cǎrnii de pe oase.
Dezosarea cǎrnii de bovinǎ se face astfel:
spata la care se scot oasele spata, radius si ulna(cubitus), rǎmânând carnea de calitatea I. Rasolul cu cheia se separǎ.
gâtul se dezoseazǎ cu atentie pentru scoaterea cǎrnii de pe vertebre. De la gât se obtine carne de calitatea I si calitatea a II-a.
sternul se dezoseazǎ odatǎ cu separarea seului si a cǎrnii de pe cartilegii, rezultând carne de calitatea a II-a si calitatea a III-a.
antricotul se dezoseazǎ pentru alimentatia publicǎ.
greabǎnul se dezoseazǎ prin desprinderea integralǎ a cǎrnii de pe oase. Se obtine carne de calitatea a II-a si calitatea a III-a.
coada se livreazǎ pentru consumul populatiei sau pentru alimentatia publicǎ.
muschiul se separǎ pentru alimentatia publicǎ sau pentru preambalare.
vrǎbioara se poate livra ca atare sau se dezoseazǎ complet când este destinatǎ alimentatiei publice.
pulpa cu fleicǎ si rasolul din spate se dezoseazǎ complet rezultând carne de calitatea I.
Dezosarea pieselor rezultate la transarea cǎrnii de porc se face astfel:
gusa se foloseste pentru prepararea slǎninii cu boia, se fasoneazǎ în bucǎti dreptunghiulare sau pǎtrate. Dacǎ se utilizeazǎ ca slǎninǎ de lucru se îndepǎrteazǎ soricul si fata de gusǎ, iar slǎnina se portioneazǎ în bucǎti de 100-200g.
pieptul se fasoneazǎ în bucǎti dreptunghiulare si se îndepǎrteazǎ slǎnina moale. Carnea rezultatǎ la fasonare este carne de lucru, iar slǎnina dupǎ consistentǎ poate fi tare sau moale.
slǎnina pentru sǎrare se fasoneazǎ în bucǎti dreptunghiulare, resturile rǎmase fiind folosite pentru preparatele din carne.
spata se dezoseazǎ pentru carne de calitatea I.
muschiuletul se curǎtǎ de slǎnina moale si se livreazǎ ca atare.
garful se dezoseazǎ pentru obtinerea muschilor cefei si a muschilor din regiunea dorsalǎ si lombarǎ. Muschii obtinuti sunt destinati fabricǎrii muschiului tigǎnesc, muschi file, ceafǎ afumatǎ. Carnea rezultatǎ de la fasonare este carne de lucru.
pulpa fǎrǎ ciolan este folositǎ pentru obtinerea de suncǎ presatǎ, dar si drept carne de lucru de calitatea I pentru salam Victoria, salam Poiana, salam de varǎ. Ciolanele se pregǎtesc pentru obtinerea de ciolane afumate.
Alegerea este operatia prin care se îndepǎrteazǎ grǎsimea si tesuturile cu valoare alimentarǎ redusǎ, cunoscute si sub denumirea de flaxuri(tendoane, cheagurile de sânge, stampilele).
Carnea de bovinǎ este aleasǎ pe trei calitǎti, în functie de calitatea de tesut conjunctiv pe care o contine:
calitatea I- care contine pânǎ la 6% tesut conjunctiv;
calitatea a II-a- care contine pânǎ la 20% tesut conjunctiv;
calitatea a III-a- care contine peste 20% tesut conjunctiv.
Carnea de porc aleasǎ, dupǎ cantitatea de grǎsime, se sorteazǎ în:
carne grasǎ- 50% grǎsime intramuscularǎ;
carne semigrasǎ- 30-35% grǎsime intramuscularǎ;
♦carne semigrasǎ- <10% grǎsime intramuscularǎ.
Operatia de transare-dezosare-alegere se executǎ în spatii special amenajate, conditionate(taer=100 C, ≤75%), bine luminate si în conditii de igienǎ strictǎ. Operatiile se executǎ pe mese din inox prevǎzute cu blaturi de plastic. Sectia de transare este dotatǎ cu linie aerianǎ, cu fierǎstrǎu electric, mese sau benzi de transare cu blaturi de plastic, cutite si satâre, masini de desoricat, tǎvi de inox si plastic, cântare, sterilizatoare pentru cutite. Igiena personalǎ a lucrǎtorilor este stric controlatǎ.
Rezultatele transǎrii se înregistreazǎ în documente primare, avându-se în vedere anumiti indicatori stabiliti de fiecare producǎtor de preparate din carne.
Rezultatele transǎrii pentru carne de vitǎ si mânzat
|
Rezultatele transǎrii cǎrnii de porc pentru preparate din carne si semiconserve
|
Transare porc opǎrit pentru industrie (preparate din carne) | |
|
Carne pulpǎ | |
|
Carne porc lucru | |
|
Muschi fabricǎ | |
|
Piept costitǎ | |
|
Muschi degresat pentru produse superioare | |
|
Slǎninǎ | |
|
sorici | |
|
Ciolane | |
|
Oase DCA | |
|
Deseuri crude | |
|
Oase garf | |
|
Coastǎ crudǎ | |
|
Cozi | |
|
Scǎzǎmânt |
Transarea, dezosarea si alegerea cǎrnii se realizeazǎ în spatii climatizate (temperatura 10 C) dotate cu benzi de transare, ustensile si utilaje adecvate (cutite, masate, fierǎstraie cu disc, tǎvi si cǎrucioare pentru transportul cǎrnii, flaxurilor, seului, oaselor).
Dimensionarea sǎlii de transare se face tinând seama de amplasarea ei în fluxul tehnologic, de utilajele cu care este dotatǎ, de spatiile ocupate de muncitori, cum si de spatiile de circulatie în functie de volumul de transport.
APRECIEREA CALITĂŢII CARCASELOR ANIMALELOR
Aprecierea carcaselor animalelor se face dupǎ criterii obiective si subiective.
Aprecierea subiectivǎ a carcaselor de bovine
Aprecierea subiectivǎ are în vedere conformatia generalǎ a carcasei cu referiri la profilul anumitor zone cǎrnoase, la gradul de dezvoltare a maselor musculare, si de acoperire a carcaselor cu tesut gras.
Se apreciazǎ în principal urmǎtoarele portiuni anatomice:
pulpa sub aspectul mǎrimii, rotunjimii, aspectul exterior în sensul inexistentei loviturilor, sufuziunilor;
muschiul file în ceea ce priveste lungimea, dezvoltarea musculaturii, grosimea precum si aspectul general;
spinarea, de la greabǎn pânǎ la sale, dupǎ masa muscularǎ, rotunjime, deschiderea unghiului celor douǎ pǎrti colaterale;
spata, dupǎ aspectul dezvoltǎrii muschilor care acoperǎ, dupǎ modul în care este prinsǎ regiunea greabǎnului si dupǎ lipsa sau existenta unei adâncituri înapoia spetei;
grǎsimea, dupǎ cantitatea de la nivelul rinichilor si de pe suprafata externǎ a carcasei.
Aprecierea subiectivǎ a carcaselor de porcine
Conformatia unei carcase de porc poate fi apreciatǎ subiectiv luând în considerare anumite aspecte.
Greutatea netǎ reprezintǎ greutatea carcasei dupǎ cel mult 2 ore de la tǎiere. Greutatea vie este greutatea animalului stabilitǎ dupǎ post sau dupǎ scǎderea caloului.
În greutatea netǎ intrǎ:
-la bovine: greutatea carcasei plus seul aderent, farǎ cap, picioare, organe;
-la porcine: greutatea celor douǎ jumǎtǎti, cu cap, picioare, coadǎ inclusiv slǎnina sî osânza, în cazul în care sunt jupuite si cele douǎ jumǎtǎti cu cap, picioare, piele, coadǎ, inclusiv slǎnina si osânza atunci când porcii sunt opǎriti.
Dimensiunile carcasei se referǎ la: lungimea mare si micǎ a carcasei; adâncimea mare si micǎ a carcasei; lungimea pulpei, lǎrgimea carcasei la pulpǎ, perimetrul toracelui, lǎrgimea la piept, lǎrgimea la pulpǎ, adâncimea la torace, perimetrul pulpei, dimensiunile transversale ale muschiului "Longissimus dorsi".
Structura carcasei pe portiuni transate si categorii de calitate
Prin transarea carcasei se poate cunoaste proportia de participare a pǎrtilor comerciale valoroase.
La bovine, carcasa se transeazǎ în urmǎtoarele pǎrti comerciale:
-calitate superioarǎ: muschi(file), vrǎbioarǎ, antricot, pulpǎ;
calitatea I: greabǎn, capul de piept cu mugure;
calitatea a II- a: pieptul cu blet, fleica, spatǎ, gât;
calitatea a III-a: rasolul din fatǎ si spate, cheia din fatǎ si spate.
La ovine, carcasa se transeazǎ în urmǎtoarele pǎrti comerciale:
calitatea I: jigou(pulpǎ), antricot, spatǎ cu torace;
calitatea a II- a: cap de piept, mijloc de piept, fleicǎ;
calitatea a III-a: gâtul, rasolul din spate, rasolul din fatǎ.
Proportia acestor piese transate fatǎ de carcasǎ este dependentǎ de specia de la care a provenit carcasa, de greutatea carcasei si starea ei de îngrǎsare.
Structura carcasei pe tesuturi macrocomponente si raportul dintre tesuturi
Carcasele care au o proportie mai mare de tesut muscular în compozitie cu tesut gras, tesutul conjunctiv si tesutul osos sunt considerate mai valoroase. În functie de starea de îngrǎsare, cele mai mari variatii le prezintǎ tesutul muscular si tesutul gras. Cu cât raportul tesut muscular/tesut osos si tesut muscular/tesut gras este mai mare cu atât carcasa este de calitate mai bunǎ.
|
Specificatie |
Schelet |
Muschi |
Ţesut gras |
|
Porci de carne | |||
|
Porci grasi |
PREGĂTIREA SEMIFABRICATELOR
În tehnologia de producere a semifabricatelor se folosesc toate produsele comestibile obtinute de la sectia de transare (carne, slǎninǎ, pulpe, spete, piept, muschi, organe, oase), care sunt supuse operatiilor de conservare-maturare. Semifabricatele folosite la preparatele comune din carne sunt: srotul si bratul.
srotul reprezintǎ carnea de porc sau de vitǎ tǎiatǎ în bucǎti de 200-300g, malaxatǎ cu amestec de sǎrare si maturatǎ la +4 C, timp de 3-4 zile.
Bratul este un sistem coloidal dispers, cu structurǎ pǎstoasǎ formatǎ din particule de carne, grǎsime, ingrediente si apǎ, folosit la prepararea produselor din carne care asigurǎ legǎtura componentelor, elasticitatea si suculenta produsului finit.
În pregǎtirea semifabricatelor se utilizeazǎ ca materii auxiliare:
amestecul de sǎrare a cǎrnii, reteta pentru 100 kg este:
sare, kg.......... ..... ...... ..................100
azotit de sodiu, kg.............................0,500
boia de ardei, kg.......... ..... ...... .0,100
dispersie de izolat proteic ,100 kg, se preparǎ din mai multe componente astfel:
izolat proteic de soia, kg......................16,0
amestec de sǎrare, kg.............................2,0
polifosfat, kg.......... ..... ...... ...........1,0
pigment de sânge, kg.............................0,5
apǎ, litri.......... ..... ...... ..................45,5
apǎ sau plasmǎ , kg.......... ..... ...... .35,0
saramura, care se obtine în mai multe variante, în functie de concentratie, a cǎror retete pentru 100 kg, sunt prezentate în tabelul urmǎtor:
Componentele tipurilor de saramurǎ/100 kg saramurǎ
|
Componente |
A |
B |
C |
C1 |
G2 |
D |
E |
F |
|
Cârnati proaspeti |
Acoperire |
Dietetice |
||||||
|
Sare | ||||||||
|
Polifosfat | ||||||||
|
Azotit de sodiu | ||||||||
|
Zahǎr | ||||||||
|
Ascorbat | ||||||||
|
Apǎ | ||||||||
|
Kg saramurǎ | ||||||||
|
Litri saramurǎ | ||||||||
|
Densitate Kg/m3 |
Bratul este o pasta omogena, fina si pastoasa, obtinut prin tocarea fina a carnii la care seadauga apa racita cu gheata, polifosfati si condimente.
Pregǎtirea bratului
În pregǎtirea bratului un rol determinant îl are raportul dintre tesuturile cǎrnii si anume: muscular, gras, conjunctiv. Cu cât continutul de tesut muscular este mai mare, cu atât capacitatea de absorbtie si retinere a apei este mai mare, iar bratul obtinut este mai fin si cu adezivitate crescutǎ, constituind în final o bunǎ pastǎ de legǎturǎ.
Fabricarea bratului din carne caldǎ, carne refrigeratǎ sau din carnea decongelatǎ: Pregǎtirea bratului din aceste materii prime se realizeazǎ în mai multe variante, în mai multe variante, în functie de calitatea cǎrnii si starea termicǎ a acesteia.
În tabelul si schema de mai jos se prezintǎ reteta necesarǎ sucesiunea operatiilor ce au loc în procesul de fabricatie.
Retetele de fabricare a bratului:
|
Materii prime si auxiliare pentru 100 kg brat |
Brat din carne caldǎ vitǎ caliatea: |
Brat din carne refrigeratǎ sau decongelatǎ caliatea: |
|||||||
|
I |
II |
integralǎ |
I |
II |
III |
vitǎ integralǎ |
porc lucru |
oaie |
|
|
Materii prime -carne(kg) | |||||||||
|
Materii auxiliare | |||||||||
|
-amestec de sǎrare (kg) | |||||||||
|
-apǎ rǎcitǎ cu gheatǎ sau fulgi cu gheatǎ (kg) | |||||||||
|
-adaosuri proteice vegetale | |||||||||
|
-polifosfat (kg) | |||||||||
![]() Carne
Carne
![]()
![]() Amestec de sǎrare Mǎruntire, amestecare Polifosfat
Amestec de sǎrare Mǎruntire, amestecare Polifosfat
![]() 2,4-2,6/100kg carne la cuter, 2-3 rotatii 0,5kg/100kg carne
2,4-2,6/100kg carne la cuter, 2-3 rotatii 0,5kg/100kg carne
Mǎruntire , amestecare
![]() la
cuter 2-3 rotatii
la
cuter 2-3 rotatii
![]() Apǎ cu gheatǎ
sau Depozitare pentru
maturare
Apǎ cu gheatǎ
sau Depozitare pentru
maturare
fulgi de gheatǎ, t=2-5 C, T=20 ore
![]() comform tabelului
comform tabelului
BRAT
Polifosfatul se utilizeazǎ numai la bratul din carne refrigeratǎ sau congelatǎ.
3.3. ALEGEREA DEFINITIVĂ ATEHNOLOGIEI UTILIZATE ÎN REALIZAREA PROIECTULUI
3.3.1.TEHNOLOGIA DE FABRICAŢIE A PRODUSULUI DE TIP "PASTĂ DE MICI"
Retetǎ pentru 100 kg materii prime:
Materii prime: Carne vitǎ integralǎ 100kg, supǎ de oase 15 kg
Materii auxiliare:
Condimente: piper 0,300kg, usturoi 1kg, , sare 2,5kg, bicarbonat 1kg.
2...3 kg apǎ odatǎ cu condimentele si bicarbonatul.
Ambalaje: tǎvite de polistiren.
Descrierea procesului tehnologic de fabricatie
Prepararea compozitiei:
Carnea de vitǎ, proaspǎtǎ (neconservatǎ), bine rǎcitǎ, se toacǎ la volf prin sita cu ochiuri de 8 mm, dupǎ care se introduce în malaxor împreunǎ cu 15 kg supǎ de oase obtinutǎ din fierberea oaselor. Se malaxeazǎ pânǎ la obtinerea unei compozitii omogene, în care supa s-a absorbit în întregime.
Compozitia obtinutǎ se pastreazǎ pânǎ a doua zi în depozitul frigorific la temperatura de 2...5 C.
Înainte de formare, semifabricatul se malaxeazǎ cu condimentele înscrise în retetǎ.
Formarea pastei:
Compozitia obtinutǎ se introduce în ambalajele prevǎzute în retetǎ, dozând-se bucǎti de cca 10 cm lungime si 3 cm lǎtime.
Dupǎ aceea produsul se depoziteazǎ sau se livreazǎ.
Depozitarea produsului finit:
Pasta de mici proaspeti se aseazǎ în tǎvi de polistiren, care se depoziteazǎ în frigorifer, la temperatura de 2...4 C, pânǎ se livreazǎ.
SCHEMA TEHNOLOGICĂ DE OBŢINERE A PRODUSULUI DE TIP "PASTĂ DE MICI"
![]()
![]()
![]()
![]()
![]()
SARE CONDIMENTE CARNE VITĂ BICARBONAT OASE APĂ
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]() SEMIGRASĂ
SEMIGRASĂ
![]()
![]()
![]()
![]() TOCARE LA VOLF FIERBERE
TOCARE LA VOLF FIERBERE
![]()
![]()
![]() MALAXARE STRECURARE
MALAXARE STRECURARE

![]()
FORMARE
DOZARE
![]()
![]()
![]()
AMBALARE

![]() DEPOZITARE
DEPOZITARE
LIVRARE
![]()
3.3.2.TEHNOLOGIA DE FABRICAŢIE A PRODUSULUI DE TIP "C RNAŢI PROASPEŢI"
Retetǎ pentru 100 kg materii prime:
Materii prime: Carne porc lucru 100kg,
Materii auxiliare:
Condimente: piper 0,250kg, usturoi 0,250kg.
Membrane: mate subtiri de porc cu diametrul de max 36 mm.
Descrierea procesului tehnologic de fabricatie
Prepararea compozitiei:
Carnea de porc, proaspǎtǎ (neconservatǎ), bine rǎcitǎ, se toacǎ la volf prin sita cu ochiuri de 8 mm, dupǎ care se introduce în malaxor împreunǎ cu 20 l saramurǎ pentru cârnati proaspeti. Se malaxeazǎ pânǎ la obtinerea unei compozitii omogene, în care saramura s-a absorbit în întregime.
Compozitia obtinutǎ se pastreazǎ pânǎ a doua zi în depozitul frigorific la temperatura de 2...5 C.
Înainte de umplere, semifabricatul se malaxeazǎ cu condimentele înscrise în retetǎ.
Umplerea membranelor:
Compozitia obtinutǎ se introduce în membranele prevǎzute în retetǎ.
Dupǎ umplere membranele se rǎsucesc din 20 în 20 cm, pentru a se forma siraguri în bucǎti. Dupǎ aceea produsul se depoziteazǎ sau se livreazǎ.
Depozitarea produsului finit:
siragurile de cârnati proaspeti se aseazǎ pe bete sau în tǎvi de aluminiu, care se depoziteazǎ în frigorifer, la temperatura de 2...4 C, pânǎ se livreazǎ.
Controlul calitǎtii produsului finit
Produsul finit trebuie sǎ îndeplinescǎ, comform N.I., urmǎtoarele conditii tehnice:
1. Proprietǎti organoleptice
Forma: Bucǎti de cca 20 cm lungime, în siraguri obtinute prin rǎsucirea membranei.
Aspect exterior: Suprafatǎ curatǎ, nelipicioasǎ, cu învelisul continuu, nedeteriorat, de culoare roz.
Aspect pe sectiune: Masa compozitiei mozaicatǎ, de culoare rosiaticǎ, slǎnina distribuitǎ uniform.
Consistentǎ: Moale.
Miros si gust: Plǎcut, specific produsului proaspǎt si condimentelor folosite; fǎrǎ miros si gust strǎin ( de mucegai, acru, rânced etc.)
2. Proprietǎti fizico-chimice:
Apǎ maxim 5%;
Grǎsime maxim 35%;
NaCl 2,5%;
3. Proprietǎti microbiologice
Nu se admite prezenta microorganismelor patogene sau facultativ patogene.
Livrarea produsului finit
Livrarea se face numai pe baza avizului C.T.C. însotit de documentele prevǎute de normativele în vigoare.
Se livreazǎ pentru consum local cat mai curǎnd dupǎ fabricatie.
3.3.3.TEHNOLOGIA DE FABRICAŢIE A PRODUSULUI DE TIP "CRENWURsTI"
Retetǎ pentru 100 kg materii prime:
Materii prime: bradt 70kg, slǎninǎ 30kg;
Materii auxiliare:
Condimente: piper 0,050kg, usturoi 0,050kg, nucsoarǎ 0,030kg, boia de ardei dulce 0,050kg;
Membrane: mate de ovine sau membrane artificiale tip viscora (celofan cu diametrul de 18-22mm); mate de porc cu diametrul de maxim 28 mm.
Descrierea procesului tehnologic de fabricatie
Prepararea pastei: Slǎnina moale în mprealabil maturatǎ, bine rǎcitǎ. Se toacǎ la volf, prin sita cu ochiuri de 3mm.
Bradtul dupǎ ce s-a maturat în frigorifer 24-48 ore, se prelucreazǎ la cuter, împreunǎ cu slǎnina moale tocatǎ la volf pânǎ se albeste pasta.
În timpul prelucrǎrii la cuter, se adaugǎ gheata sub formǎ de fulgi sau apǎ rǎcitǎ cu gheatǎ, si condimentele mǎcinate, care se presarǎ pe toatǎ suprafata pastei.
Prelucrarea la cuter se considerǎ terminatǎ atunci când s-a obtinut o pastǎ semifluidǎ, finǎ, lucioasǎ si adezivǎ la mânǎ (lipicioasǎ).
Umplerea: Pasta obtinutǎ (omogenizatǎ) se introduce în membranele indicate mai sus, pregǎtite în prealabil în acest scop.
Dupǎ umplerea cu pastǎ a memembranelor, se formeazǎ bucǎti prin rǎsucirea membranei, la distante egale, de cca 12 cm, formânu-se siraguri.
Crenwurstii, se aseazǎ pe bete mai subtiri decât cele obisnuite si cu sectiunea de triunghi echilateral.
Afumarea: Betele cu produsul astfel aranjat se aseazǎ pe rame si se introduce la fum cald.
În afumǎtoria caldǎ membranele se usucǎ mai întâi la o temperaturǎde 45...75 C timp de 10-15', apoi urmeazǎ afumarea caldǎ propriu-zisǎ la o temperaturǎ de 75...95 C, timp de 20-30', pânǎ când produsul capǎtǎ o culoare rosiaticǎ.
Fierberea: Pentru fierbere, crenwurstii în sirag se leagǎ cu sfoarǎ, formându-se ciorchini.
Când aceastǎ operatie se face în cazane cu apǎ, ciorchinii se fierb asezati pe bete.
Atunci când pentru tratamentul termic se folosesc celule cu abur, operatia de strângere în ciorchine se va executa dupǎ fierbere. Fierberea se face la o temperaturǎ de 72...75 C timp de 10-20', functie de grosimea produsului.
Rǎcirea. Dupǎ fierbere, produsul se rǎceste fie în bazinecu apǎ curgǎtoare, fie sub dus cu apǎ rece.
În timpul verii, în apa de rǎcire se pune gheatǎ, pentru ca rǎirea sǎ se facǎ complet, într-un timp cât mai scurt.
Depozitarea produselor finite. Produsul asezat pe bete depozitate la frigorifer la o temperaturǎ de 2...4 C pânǎ când se livreazǎ.
Controlul calitǎtii produsului finit
Produsul finit trebuie sǎ îndeplineascǎ, comform N.I. urmǎtoarele conditii tehnice:
1. Proprietǎti organoleptice
Forma: corespunzǎtoare membranelor folosite. Bucǎti cilindrice de cca12 cm cu diametrul de 18-22 mm sau 28 mm, obtinute prin rǎsucirea membranei în siraguri, legate sub formǎ de ciorchine.
Aspect exterior: suprafatǎ curatǎ, nelipicioasǎ cu învelis continuu, nedeteriorat, fǎrǎ pete si încretituri, de culoare galben rosiaticǎ spre cǎrǎmiziu, fǎrǎ pete sau mucegai.
Aspect pe sectiune: Masa compozitiei bine legatǎ, compactǎ si uniformǎ, fǎrǎ goluri de aer si fǎrǎ aglomerǎri de apǎ sau grǎsime topitǎ în masǎ sau sub membranǎ; nu se admit bucǎti de flaxuri mai mari de 2mm, culoare roz pal.
Consistenta: Elasticǎ, la usoarǎ apǎsare cu degetul revine la forma initialǎ.
Miros si gust: Plǎcut, specific produsului proaspǎt si condimentelor folosite, fǎrǎ mirosuri si gusturi strǎine ( de mucegai, rânced, acru, etc.)
2.Proprietǎti fizico-chimice: apǎ maxim 66%, grǎsime maxim 30%, NaCl maxim 3%, NO2 maxim 12 mg/100g produs.
3. Proprietǎti microbiologice: Nu se admite prezenta microorganismelor patogene sau facultativ patogene.
Livrarea produselor finite: Dupǎ ce a fost analizat si gǎsit corespunzǎtor din punct de vedere caliativ se livreazǎ imediat.
3.3.4.TEHNOLOGIA DE FABRICAŢIE A PRODUSULUI DE TIP "FRAKFURTER"
Retetǎ pentru 100 kg materii prime:
Materii prime: bradt calitatea I 30kg, carne de porc 50kg, slǎninǎ 20kg;
Materii auxiliare:
Condimente: piper 0,050kg, nucsoarǎ 0,060kg, boia
Membrane: mate de porc cu diametrul de 32-36 mm.
Descrierea procesului tehnologic de fabricatie
Carnea de porc semigrasǎ si slǎnina moale, conservate în prealabil, maturate si bine rǎcite,se toacǎ la volf, prin sita cu ochiuri de 3mm.
Bradtul dupǎ ce s-a maturat în frigorifer 24-48 de ore, se prelucreazǎ la cuter, împreunǎ cu carnea de porc si slǎnina tocate la volf.
În timpul prelucrǎrii la cuter, se adaugǎ gheatǎ sub formǎ de solzi sau apǎ rǎcitǎ cu gheatǎ, si condimentele mǎcinate care se presarǎ pe toatǎ suprafata pastei.
Tocarea la cuter se considerǎ terminatǎ când s-a obtinut o pastǎ omogenǎ si adezivǎ la mânǎ (lipicioasǎ).
Umplerea cu pastǎ a membranelor si formarea bucǎtilor
Pasta obtinutǎ (omogeniza) se introduce în membranele indicate mai sus.
Dacǎ umplerea se face cu sprit fǎrǎ vacuum, trebuie procedat cu multǎ atentie pentru a se evita formarea de goluri de aer.
Dupǎ umplerea membranelor se formeazǎ siraguri de bucǎti lungi de 10 cm, delimitate prin rǎsucirea membranei.
Afumarea caldǎ
În vederea afumǎrii la cald, produsul se aseazǎ pe bete, în asa fel încât bucǎtile sǎ nu se atingǎ între ele, ca sǎ poatǎ fi cuprinse de fum din toate pǎrtile.
Betele, cu produsul astfel asezat, se aranjeazǎ pe rame si se introduc la fum cald.
În afumǎtoria caldǎ se usucǎ mai întâi membranele, la o temperaturǎ de cca 40...45 C apoi se trece la afumarea caldǎ propriu-zisǎ, la o temperaturǎ de 75...60 C, pânǎ când produsul capǎtǎ o culoare cǎrǎmiziu-roscatǎ.
Fierberea. Dupǎ afumarea caldǎ se introduce la fierbere(aranjat pe bete) în cazane cu apǎ sau în celule cu abur.
Când fierberea se realizeazǎ în cazane, betele se acoperǎ cu un grǎtar de lemn, pentru ca produsul sǎ fie cufundat complet în apǎ.
Pentru fierbere este necesarǎ o temperaturǎ de 72...75 C, 30'.
Rǎcirea. Dupǎ ce a fost fiert, produsul se rǎceste în bazine cu apǎ curgǎtoare sau sub dus cu apǎ rece.
Apoi siragurile se despart în perechi, prin tǎierea membranei rǎsucite.
În timpul verii, în apǎ se adugǎ gheatǎ, pentru ca rǎcirea sǎ se realizeze într-un timp cât mai scurt.
Depozitarea produsului finit: Produsul asezat pe bete se depoziteazǎ în frigorifer, la o temperaturǎ de 2...4 C, pânǎ când se livreazǎ.
Controlul calitǎtii produsului finit
Produsul trebuie sǎ îndeplineascǎ comform N.I. urmǎtoarele conditii tehnice:
1. Proprietǎti organoleptice
Forma: Bucǎti corespunzǎtoare membranelor folosite, cilindrice, cu diametrul de maxim 32mm, lungi de cca 10 cm în perechi obtinute prin rǎsucirea membranelor.
Aspect exterior: Suprafatǎ curatǎ, nelipicioasǎ cu învelisul continuu, nedeteriorat, fǎrǎ încretituri de culoare galben rosiaticǎ spre cǎrǎmiziu, fǎrǎ pete sau mucegai.
Aspect pe sectiune: Masa compozitiei bine legatǎ, compactǎ si uniformǎ, fǎrǎ goluri de aer si aglomerǎride apǎ sau grǎsime topitǎ în masǎ sau sub membranǎ; nu se admit bucǎti de flaxuri mai mari de 2 mm; culoare roz pal.
Consistenta: Elasticǎ la usoarǎ apǎsare cu degetul, revine la forma initialǎ.
Miros si gust: plǎcut, specific produsului, proaspǎt si condimentelor folosite, fǎrǎ miros si gust strǎin (de mucegai,acru, rânced).
2. Proprietǎti fizico-chimice: apǎ maxim 63%, grǎsime maxim 29%, NaCl maxim 3%, azotiti maxim 12 mg/100g produs.
3. Proprietǎti microbiologice: Nu se admite prezenta microorganismelor patogene sau facultativ patogene.
Livrarea produsului finit. Dupǎ ce produsul a fost analizat si gǎsit corespunzǎtor din punct de vedere calitativ, se ambaleazǎ, se marcheazǎ comform STAS si se livreazǎ imediat sau în cel mult 24 de ore pe baza avizului C.T.C., cu în tocmirea formelor legale.
3.3.4.TEHNOLOGIA DE FABRICAŢIE A PRODUSULUI DE TIP "PARIZER"
Retetǎ pentru 100 kg materii prime:
Materii prime:carne vitǎ integralǎ pentru bradt 70kg, slǎninǎ 30kg;
Materii auxiliare:
Condimente: usturoi 150g, mixuri 0,75, coriandru 150g.
Adaosuri: pigment de sânge 4 kg, concentrat proteic din soia, sau izolat proteic de soia 2,600+400) 3kg, pastǎ de carne de pe oase de vitǎ 5kg, emulsie de sorici2,5kg.
Membrane: sfoarǎ, clipsuri si învelis: funduri de bovine sau ovine, membrane artificiale, cu diametrul de maxim 150mm si 40-60 mm lungimea.
Descrierea procesului tehnologic de fabricatie
Carnea de vitǎ integralǎ conservatǎ se toacǎ la volf prin sita de 3 mm, slǎnina se toacǎ prin sita de 3mm. Carnea de vitǎ se prelucreazǎ pentru obtinerea bratului împreunǎ cu unul din derivatele proteice si apa de hidratare aferentǎ (dacǎ bradtul s-a fabricat din carne caldǎ) sau diferenta de pânǎ la 3kg (0,400kg) din derivatul folosit cu apa aferentǎ hidratǎrii acestuia, unul sau toate adaosurile de orgine vegetalǎ si animalǎ, slǎnina si condimentele. La prelucrarea compozitiei se foloseste apǎ rǎcitǎ cu gheatǎ sau fulgi de gheatǎ. Toate componentele se amestecǎ în malaxor pânǎ la obtinerea unei paste fine, omogene. Temperatura la sfârsitul prelucrǎrii nu trebuie sǎ depǎseascǎ 12 C. Pentru mentinerea unei temperaturi cât mai scǎzute în compozitie la prelucrarea în cuter a cǎrnii malaxate cu saramurǎ si derivate proteice, ordinea de adǎugare a materiilor prime poate fi urmǎtoarea: se introduce slǎnina tocatǎ la cca 3 mm în cuter, si se toacǎ 3-4 rotatii, se adaugǎ carnea tocatǎ la 3 mm, malaxatǎ cu saramurǎ si derivat proteic din soia din ziua precedentǎ; apoi se adaugǎ restul de derivat proteic vegetal, hidratat anticipat, condimentele si unul sau toate adaosurile proteice animale. În functie de calitǎtile functionale ale cǎrnii de prelucrarea se mai pot adǎuga fulgi de gheatǎ sau apǎ rǎcitǎ cu gheatǎ.
Compozitia rezultatǎ se introduce în membrane, se formeazǎ batoane de 40-60 cm, se leagǎ la capete transversal si longitudinal si se face stufuirea, dacǎ este cazul. Batoanele aranjate pe bete dupǎ mǎrime, se introduc în afumǎtorie pentru zvântare 45...75 C, timp de 25-30', dupǎ care se executǎ afumarea caldǎ propriu-zisǎ la 75...95 C, pânǎ când suprafata produsului capǎtǎ o culoare rosie cǎrǎmizie.
Urmeazǎ fierberea, care se efectueazǎ în cazane cu apǎ sau celule cu abur la 72...75 C, timp de 1,5...3,5 ore, în functie de grosimea batoanelor, urmǎrindu-se ca în interiorul batoanelor sǎ se atingǎ temperatura de 68...69 C.
Rǎcirea produsului se realizeazǎ în camere frigorifice bine ventilate si uscate, la temperatura de 2...4 C, pânǎ când umiditatea produsului ajunge la limita admisǎ pentru livrare. Produsul se eticheteazǎ comform normelor în vigoare.
Caracteristicile produsului
1. Organoleptice: batoane de 40-60 cm/150mm, cu suprafatǎ galben brunǎ spre roscat, nelipicioasǎ si fǎrǎ aglomerǎri de apǎ si grǎsime sub membranǎ; compozitie de culoare roz, bine legatǎ, compactǎ si unformǎ; miros si gust plǎcut de condimente si afumat; consistentǎ elasticǎ; fǎrǎ defecte de naturǎ fizicǎ, chimicǎ si microbiologicǎ.
2. Fizico-chimice: apǎ maxim 70%, grǎsime maxim 29 %, NaClmaxim 2,8%, nitriti maxim 7mg/100g produs, substante proteice totale minim 10%.
3. Microbiologice: comform normelor sanitar-veterinare în vigoare.
Termen de garantie 4 zile la 2...5 C si 75-80% umiditate relativǎ a aerului.
INFLUIENŢA TRATAMENTULUI TERMIC ASUPRA CALITǍŢII PRODUSELOR FINITE
Carnea si preparatele din carne cu structurǎ fibrilara, în comparatie cu cele cu structura omogena, sufera, în plus, dezorganizari ale structurii macroscopice si microstructurale, restul de modificari fiind aceleasi pentru toate preparatele din carne, indiferent de structura lor, si anume :
dezorganizari la nivel de structura a proteinelor miofibrilare si
sarcoplasmatice ;
modificari fizico-chimice, în principal modificarea pH-ului si capacitatea de retinere a apei ;
modificari senzoriale (culoare, gust, miros, textura) ;
formarea de suc (pierderi de substante azotoase, lipide, minerale, vitamine) deci contribuie la scaderea valorii nutritive ;
scaderea valorii nutritive din alte cauze.
a) Dezorganizarea structurii macroscopice si microstructurale a tesutului muscular
La nivel macroscopic, modificarile care au loc în tesutul muscular depind de temperatura si felul tratamentului termic (umed/uscat).
-pâna la temperatura de 50°C, fibrele musculare îsi micsoreaza diametrul ;
-la temperaturi cuprinse între 50 si 60°C se continua contractarea fibrelor musculare precum si a tesutului conjunctiv care alcatuieste perimisium si endomisium ;
-la temperaturi mai mari de 70°C se continua contractarea tesutului conjunctiv, având loc si o fragmentare a acestuia.
La nivel microscopic se constata urmatoarele :
-pâna la temperatura de 50°C are loc o scurtare însemnata a sarcomerului si o degradare a liniei Z ;
-la 60°C se initiaza coagularea filamentelor groase de miozina si începe dezintegrarea filamentelor subtiri de actina, precum si pierderea liniei M ;
-la 70°C are loc dezintegrarea masiva a filamentelor subtiri si coagularea în continuare a filamentelor groase;
-la 80.90°C structura filamentelor este pierduta.
b) Dezorganizari la nivel de structura a proteinelor
Modificarile de structura a proteinelor miofibrilare si sarcoplasmatice sunt în functie de temperatura atinsa de produs. Pâna la atingerea temperaturii de 90.95°C, transformarile pe etape, suferite de proteinele carnii sunt urmatoarele :
-între 30 si 50°C, modificarile proteinelor constau în deplierea lanturilor peptidice si formarea de legaturi transversale, relativ instabile. În acest interval de temperatura începe denaturarea proteinelor sarcoplasmatice. Modificarile proteinelor, în special a celor miofibrilare, influenteaza : solubilitatea (scade) ; capacitatea de retinere a apei (se micsoreaza) ; pH-ul (creste)
-între 50 si 60°C modificarile proteinelor constau în diminuarea severa a solubilitatii proteinelor miofibrilare si o diminuare progresiva a solubilitatii proteinelor sarcoplasmatice, în rearanjarea structurala a proteinelor miofibrilare, se formeaza legaturi mai stabile între lanturile polipeptidice, se continua denaturarea proteinelor sarcoplasmatice.
-între 60 si 80°C sunt denaturate în totalitate proteinele miofibrilare si sarcoplasmatice, solubilitatea lor fiind minima. Colagenul începe sa se contracte la 65°C si la temperaturi mai mari începe sa se transforme în glutina si gelatoze.
-la temperaturi peste 95°C au loc urmatoarele modificari : o hidroliza partiala a proteinelor, în special a celor sarcoplasmatice cu formare de polipeptide cu masa moleculara mai mica, nivelul de hidroliza fiind dependent de nivelul de temperatura atins, având în vedere acelasi timp de încalzire.
Prin depasirea temperaturii de 100°C au loc decarboxilari, dezaminari si desulfurizari ale proteinelor, aminoacizilor liberi cu sulf si glutationului. În aceasta directie, proteinele structurale sunt principala sursa de H2S, cantitatea de H2S formata fiind dependenta de felul carnii, gradul de prospetime al acesteia, de durata de actiune a caldurii.
La temperaturi > 100°C, cresterea nivelului de NH3 este pus pe seama dezaminarii aminoacizilor liberi, a peptidelor si a polipeptidelor, fapt ce explica nivelul ridicat de NH3 din conservele de carne sterilizate.
c) Modificarile fizico-chimice
Principalele modificari fizico-chimice se refera la pH si capacitatea de retinere a apei, ambele fiind în strânsa dependenta de modificarile proteinelor.
În general, pH-ul carnii creste pâna la 70°C cu circa 0,4 unitati. Astfel, daca se pleaca de la o carne cu pH=5,6 (carne refrigerata), se ajunge la pH~6,0. Aceasta crestere este pusa pe seama ruperii legaturilor în care sunt implicate gruparile imidazol, sulfhidrice si hidroxilice.
Capacitatea de retinere a apei este modificata în sensul diminuarii ei. Scaderea capacitatii de retinere a apei este drastica în intervalul 40.50°C, dupa care diminuarea este mai lenta, însa gradul de diminuare este în functie de temperatura.
d) Pierderile de suc. Pierderile de suc, respectiv bulion de carne, la aplicarea unui tratament termic, sunt influentate de urmatorii factori : felul carnii, pH-ul carnii, capacitatea de retinere a apei, structura ,,închisa'' sau ,,deschisa'' a carnii, tipul de tratament termic aplicat, prezenta sau absenta membranelor.
La prajire, coacere, frigere, pierderile de anumiti nutrienti sunt mai reduse decât la fierberea directa a carnii, în schimb sunt mai mari cele de grasime în bulionul ce se formeaza.
e) Modificarile senzoriale
Aceste modificari se refera la culoare, aroma, textura.
Culoare. Carnea si produsele din carne care nu au fost sarate în prezenta de azotati/azotiti vor capata o culoare bruna-cenusie, atât la suprafata, cât si în profunzime, la pasteurizare, blansare, fierbere, sterilizare, datorita transformarii pigmentilor din stare redusa sau oxigenata în pigmenti în stare oxidata. Chiar daca globina se denatureaza complet la 80.85°C, culoarea carnii începe sa se modifice începând de la 40°C.
La carnea supusa coacerii, prajirii, frigerii, culoarea la suprafata este bruna-roscata, datorita, în principal, reactiilor Maillard.
La produseledin carne sarate în prezenta de azotiti sau azotati , culoarea produselor pasteurizate, blansate, fierte, sterilizate se datoreaza pigmentilor de sarare (nitrozomioglobina si nitrozohemoglobina) care sunt transformati în hemocromogeni nitrici prin denaturarea partii proteice a pigmentilor respectivi. Daca sunt prezenti reducatori (de exemplu acid ascorbic) si metmioglobina eventual formata în carne înainte de sarare se poate transforma în hemocromogen cu globina denaturata.
Aroma (gust si miros). Carnurile tratate termic poseda o aroma deosebita, deoarece la tratament termic din diferiti precursori de aroma solubili si insolubili în apa se formeaza substante specifice de aroma, volatile si nevolatile.
Tratamentul termic intensifica aroma carnii ca rezultat al actiunii directe a caldurii asupra proteinelor si asupra componentelor azotate solubile în apa, al reactiilor de termodegradare oxidativa a grasimilor proprii carnii, ca rezultat al reactiilor de îmbrumare Maillard, al reactiilor de piroliza a zaharurilor si aminoacizilor, al reactiilor de degradare termica a ribonucleotidelor.
Textura carnii. Textura carnii, caracterizata prin fragezime, suculenta, este foarte mult modificata prin aplicarea unui tratament termic ca o consecinta a:
deshidratarii mai mult sau mai putin avansate. Deshidratarea conduce la cresterea rezistentei la masticatie a carnii, deci influenteaza negativ fragezimea prin pierderea suculentei ;
expulzarii de grasime din celulele grase si dispersia acesteia în masa carnii conduce la îmbunatatirea fragezimii si suculentei ;
hidrolizei colagenului care conduce la îmbunatatirea fragezimii si suculentei ;
denaturarii si coagularii proteinelor, în special a celor structurale, care conduc la înrautatirea fragezimii si suculentei.
În general, textura carnii tratate termic se îmbunatateste la temperaturi superioare celei de 80°C, deci o data cu solubilizarea unei cantitati mai mari de colagen si o data cu dispersarea grasimii în carne. Cu cât în carnea tratata termic se retine o cantitate mai mare de apa, cu atât produsul este mai suculent, mai fraged.
f) Modificarea valorii nutritive
Tratamentele termice conduc la o micsorare a valorii nutritive a carnii în ansamblul sau, valoarea biologica a proteinelor scazând cu 5-7%, iar digestibilitatea acestora cu 4-6%. Contributia cea mai mare la scaderea valorii nutritive în cazul carnii tratate termic în prezenta apei o au pierderile de substanta uscata în sucul eliberat iar în cazul carnii tratata termic uscat, pierderile de valoare nutritiva se datoreaza distrugerii unor vitamine, diferitelor reactii în care sunt implicate proteinele si lipidele.
Având în vedere consecintele tratamentului termic clasic asupra carnii si produselor din carne, tehnologiile moderne folosesc metode care reduc la minim pierderile de valoare nutritiva.
DEFECTELE PREPARATELOR DIN CARNE COMUNE
Defectele preparatelor din carne pot fi clasificate în:
defecte de natura fizica si chimica, care afecteaza proprietatile senzoriale ale poduselor care ramân înca comestibile;
defecte de natura microbiologica, care afecteaza proprietatile senzoriale ale produselor si/sau inocuitatea lor.
Cauzele care duc la aparitia defectelor mai sus mentinate sunt urmatoarele:
.materii prime, materii auxiliare si materiale necorespunzatoare;
.depozitarea necorespunzatoare a materiilor prime, auxiliare si a materialelor;
.proces tehnologic necorespunzator;
.microorganisme care nu produc alterari, care produc alterari sau care sunt patogene (ultimile afetând si inocuitatea produselor).
DEFECTE DE NATURĂ FIZICĂ
Zbârcirea excesiva dupa tratament termic
Cauzele care produc acest defect sunt urmatoarele:
folosirea unei cantitati prea mari de grasime, inclusiv grasime moale, tocata prea marunt; grasimea moale se retracteaza mai mult decât cea tare.
umiditatea prea mare a compozitiei datorita adaosului de apa sau fulgi de gheata. La tratament termic, o parte din apa adaugata se pierde prin difuzie si evaporare la suprafata batoanelor, mai ales la afumarea calda si pasteurizarea în abur, ceea ce conduce la contractarea compozitiei.
folosirea unei cantitati prea mari de carne de porc PSE; carnea PSE are o capacitate de retinere a apei redusa.
umplere insuficienta;
racire prea rapida, în care caz retractarea membranei are loc mai rapid decât retractarea pastei. Retractarea membranei are loc în cazul membranelor naturale sau a celor semisintetice (pe baza de colagen).
Farâmitarea la taiere a preparatelor
Cauzele acestui defect sunt:
folosirea de carne PSE în cantitate prea mare sau folosirea de carne congelata; la carnea PSE,capacitatea de retinere a apei este redusa,iar proteinele miofibrilare sunt denaturate,astfel ca extractia lor este redusa.
nu au fost extrase cantitati suficiente de proteine miofibrilare; s-au folosit carnuri PSE sau congelate cu proteinele deja denaturate,iar la sarare nu s-a utilizat o concentratie normala de NaCl si polifosfati.
carnea folosita a fost prea acida, respectiv saramura utilizata pentru malaxare a fost prea acida. Carnea prea acida si saramura acida influenteaza negative capacitatea de hidratare si retinere a apei de catre carne, deoarece proteinele structurale din carne sunt aduse aproape de pH-ul punctului izoelectric.
produsul a fost pasteurizat în exces;
la fabricarea suncii nu s-au folosit muschii corespunzatori;
produsul nu a fost suficient de bine presat;
nu au fost eliminate pungile de aer;
Plesnirea sau ruperea membranei la preparatele din carne, inclusiv la cele pe baza de ficat
Cauzele care determina aparitia acestui defect sunt urmatoarele:
membrane umplute prea îndesat, mai ales în membrane sintetice-poliamidice. Membranele umplute prea îndesat, mai ales cele poliamidice care nu au permeabilitate la vapori de apa si gaze se pot plesni datorita presiunii de vapori de apa dezvoltate la pasteurizare.
pasteurizare excesiva; pasteurizarea excesiva (la temperature prea ridicate) creste presiunea interna a vaporilor de apa.
utilizare de ficat proaspat; ficatul are tendinta de expandare în timpul pasteurizarii.
produse în membrane cu diametrul prea mare. Produsul sta pentru o perioada mai mare la temperature de pasteurizare, deci tensiunea de vapori interna este mentinuta la valori mai ridicate pentru o perioada mai mare, tensiune care depaseste limita de rezistenta la rupere a membranei.
Pungi de gelatina în interiorul produsului
Cauzele care produc acest defect sunt urmatoarele:
emulsie instabila sau aproape instabila. Produsele care se ,,fierb" în apa sunt mai susceptibile la formarea de pungi de gelatina decât cele ,,fierte" în abur.
utilizare de carne cu continut prea mare de colagen si mai putina proteina de tip miozinic care se extrage la >0,3; raport mare grasime/colagen. Proteina de tip colagen trebuie sa reprezinte mai putin de 33% din total, de preferat sub 25%.
suprapasteurizare. Produsele pasteurizate un timp mai îndelungat sau pasteurizate la o temperatura mai ridicata a apei care conduce la separarea grasimii si apei, produsul capatând si aspect mai uscat si gust fad si în unele cazuri batoanele fisureaza. În aceasta directie trebuie respectat regimul de pasteurizare, iar la pasteurizare trebuie sa se introduca batoane cu acelasi diametru.
Aglomerari de grasime sub membrana si grasime topita în interiorul batonului
Compozitia ,,taiata" apare din diferite cauze:
prea multa carne congelata folosita în compozitie. Prin folosirea unei cantitati prea mari de carne congelata lent, la decongelare se scurge mult suc, proteinele sunt denaturate si din aceasta cauza se reduce capacitatea de emulsionare a carnii, respectiv se micsoreaza stabilitatea emulsiei.
cantitate prea mare de grasime folosita în reteta si aceasta de consistenta moale;
tocare la volf necorespunzatoare, care conduce la frecarea slaninii si topirea unei parti din ea. Cuterizare îndelungata fara adaos de apa rece în compozitie prea fina. Ca rezultat al unei cuterizari excesive nu rezulta cantitati suficiente de proteine solubile în NaCl pentru a acoperi si încorpora globulele de grasime. Compozitiile foarte fine necesita mai multa proteina solubila în NaCl, în comparatie cu compozitiile mai putin fine.
malaxare prea îndelungata a compozitiei care conduce la ,,alifierea" acesteia; este necesar sa se respecte durata si temperatura de malaxare.
compozitia este tinuta în membrane la o temperatura ridicata ti un timp îndelungat înainte de tratament termic;
tratament termic prea dur ca temperatura si timp; este necesar sa se respecte parametrii tratamentului termic (timp/temperatura).
DEFECTE DE NATURĂ CHIMICĂ
Grasimi râncede în podus
Cauzele aparitiei aestui defect sunt urmatoarele:
utilizarea de grasimi cu început de râncezire; folosirea de membrane naturale care nu au fost bine degresate si care la depozitare au suferit procesul de râncezire. Defectul poate fi evitat prin utilizarea materiilor prime de prima prospetime si folosire de membrane bine degresate.
aer încorporate în timpul malaxarii si umplerii. Defectul poate fi evitat prin malaxarea copozitiei si umplere sub vid.
pastrarea îndelungata si improprie a produselor finite. Defectul poate fi evitat prin pastrarea produselor finite în depozite conditionate, cu excluderea luminii naturale.
Pete de culoare verzuie în interiorul produsului
Cauzele aparitiei defectului sunt:
folosirea de azotiti în exces;
distributia neuniforma a azotitilor;
durata de maturare mica;
temperatura de maturare prea mare.
Pentru evitarea defectului este necesara o buna distributie a ingredientelor de sarare, prelungirea duratei de sarare, o temperatura de maturare de 4.6˚ C si folosirea unor agenti de accelerare a sararii cum ar fi ascorbatul sau eriscorbatul de sodiu.
Culoare cenusie pe sectiune
Defectul este cauzat de:
expunerea produselor taiate în vitrinele de desfacere dn comert, în care caz, în prezenta luminii si aerului, nitrozohemocromii se transforma în metpigmenti;
un exces de azotit rezidual din produsul finit care actioneaza oxidativ asupa pigmentilor de culoare rosie pe care îi transforma în pigmenti de culoare cenusie.
În vitrinele de desfacere, se expun numai cantitati reduse de produse taiate. La vânzarea acestora se înlatura portiune oxidata printr-o simpla feliere.
Gust lesietic sau de sapun
Cauzele care produc acest defect sunt:
folosirea unei slanini prea moi, cu un continut de acizi grasi liberi ridicat (slanina care nu a fost refrigerata imediat dupa recoltare si care a suferit o lipoliza partiala);
utilizarea unei cantitati mai mari de 0,5% polifosfati;
utilizarea de NaCl impurificata cu saruri de Mg si Ca.
Defectul apare la preparatele din carne, datorita formarii unor sapunuri între acizii grasi liberi din grasime si metalele alcaline sau alcalino-pamântoase din apa tehnologica folosita sau din sare.
Pete negre-cenusii în sectiunea prdusului
Defectul este cauzat de acidul ascorbic utilizat în amestecul de sarare folosit la fabricarea compozitiei care se depoziteaza în recipiente metalice.
Petele negre, bine conturate pe sectiunea podusului sunt reprezentate de ascorbatul de fier ce se formeaza.
Defectul nu apare la depozitarea semifabricatelor în recipiente de aluminiu, inox sau plastic. Defectul este diminuat în prezenta polifosfatilor.
Grasime galbena si spoturi de culoare galbena
Grasimea galbena apare la sunci si bacon datorita adaosului prea mare de azotit si mentinerii pentru o perioada îndelungata în frigorifer. Spoturile de culoare galbena în grasime, imediat sub sorici, sunt cauzate de transformarea colagenului în gelatina, la interferenta soric/grasime, gelatina care reactioneaza cu azotitul si formeaza spoturile de culoare galbena sau gri-galben.
Formarea gelatinei din colagenul pielii este favorizata de operatia de oparire a porcinelor.
Spoturi de culoare rosie în slanina
Defectul apare la sunci si bacon, datorita difuziei sângelui din carne în slanina, unde se formeaza nitrozohemoglobina cu azotitul.
Defectul este frecvent în cazul porcinelor care au fost transportate necorespunzator sau care au fost conduse la sacrificare prin lovire.
Culoare neuniforma dupa pasteurizare
Defectul este cauzat de:
folosirea unei doze prea mari sau prea mici de azotiti; la doze prea mari de azotiti, aacestia actioneaza ca oxidanti, deci modifica culoarea; la doze prea mici nu se formeaza cantitati suficiente de NO care participa la formarea nitrozopigmentilor.
folosirea unei sari impurificata cu clorua de magneziu. Prezenta CaCl2 în sare împiedica o sarare uniforma.
folosirea unui amestec de sarare cu granulatia prea mare. Granulatia prea mare a amestecului de sarare încetineste procesul de sarare.
neuniformizarea amestecului de sarare în compozitie se datoreaza unei malaxari insuficiente.
nerespectarea duratei si temperaturii de maturare. Maturarea insuficienta ca durata si la temperatura prea mare nu conduce la formarea completa a pigmentilor de sarare.
folosirea unei paste nedezaerate; prezenta aerului în produs conduce la oxidarea reala a nitrozopigmentilor de sarare si deci formarea de metpigmenti.
utilizarea carnurilor DFD. În carnurile DFD care au pH > 6,5, degradarea azotitilor este nesatisfacatoare, deci nu se formeaza o cantitate satisfacatoare de NO.
utilizarea la sarare a carnii în bucati mari si folosirea în acest caz a sararii de scurta durata. Carnea PSE are o culoare pala desi se sareaza satisfacator în prezenta amestecului de sarare rapid.
folosirea de carne PSE;
tratament termic insuficient. Tratamentul termic insuficient (temperatura centrului termic < 70˚ C) nu conduce la stabilizarea nitrozopigmentilor prin transformarea lor în nitrozo-hemocromogeni prin denaturarea partii proteice a mioglobinei si respectiv hemoglobinei reziduale.
DEFECTE DE NATURĂ MICROBIOLOGICĂ
Reprezentarea schematicǎ a celor trei tipuri de înverziri
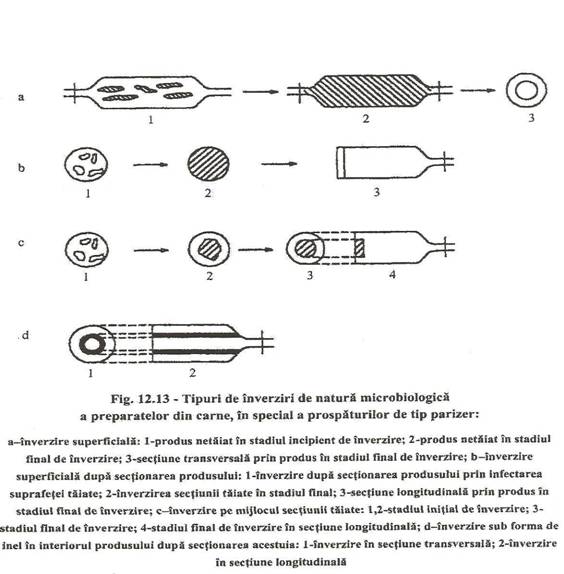
Înverzirea superficiala a produselor
Prezenta bacteriilor lactice, relativ rezistente la NaCl si capabile sa se dezvolte la temperaturi de refrigerare:
igiena necorespunzatoare a depozitelor de produse finite;
refrigerare necorespunzatoare a produsului finit.
Înverzirea la suprafata evolueaza rapid la temperaturi de depozitare mai mari (mai ales vara). Defectul apare sub forma unui inel la exteriorul produsului cu grosimea de 2-4 mm, în orice punct din produsul sectionat. Germenii fiind viabili, la sectionarea produsului, acestia se disemineaza pe suprafata sectionata pe care o înverzesc dupa circa 10-12 ore.
Înverzirea sub forma de zona verde în centrul produselor cu diametrul mare
Cauza este prezenta bacteriilor lactice care au rezistat tratamentului termic.
materie prima puternic contaminata; este necesara verificarea sub raport microbiologic a materiilor prime si auxiliare.
compozitie pastrata prea mult timp înainte de tratamentul termic; nu trebuie sa existe întreruperi în fluxul tehnologic.
tratament termic nesatisfacator; tratamentul termic trebuie facut la 69,5˚ C si chiar 71˚ C în centrul termic al produsului.
Înverzirea sub forma de inel în interiorul produsului
Defectul este cauzat de:
gradul mare de infectare a materiilor prime si auxiliare;
mentinerea productiei neterminate la temperaturi optime de dezvoltare a lactobacililor (stationari în productia neterminata).
Defectul se prezinta sub forma unui inel verde sau verde-cenusiu la o anumita distanta de membrana, fiind separat de aceasta printr-un strat de culoare normala. Aparitia inelului verde la o anumita distanta de membrana se explica prin aceea ca lactobacilii se pot dezvolta în batoanele netratate termic în conditii de microaerofilie (presiuni ale oxigenului de 10-35 mmHg). Tratamentul termic a fost eficient, deci lactobacilii sunt distrusi, dar pâna la aplicarea tratamentului termic ei au produs H2O2 care în prenta aerului oxideaza pigmentii normali de sarare. Defectul este vizibil numai dupa sectionarea produsului si apare în orice loc de taiere.
Mâzga la suprafata produselor
Defectul este cauzat de dezvoltarea bacteriilor lactice, a micrococilor si drojdiilor
la suprafata membranei fiind favorizat de:
condensarea umiditatii la suprafata produselor;
pastrarea un timp prea îndelungat a produselor în depozite frigorifice.
Este necesar ca depozitarea productie finale sa se faca în spatii racite.
Mucegairea produsului finit
Defectul este cauzat de dezvoltarea mucegaiurilor, favorizate de: suprafata produsului prea umeda datorita mediului de pastrare sau datorita ,,transpiratiei" produsului finit.
Mucegaiurile au nevoie de aer pentru dezvoltare. Daca mucegaiurile nu au lezat integritatea membranei si nu au patruns în continut, acestea se înlatura rin periere, iar daca mucegaiul nu este umed, se spala batoanele cu saramura 20-25% si cu acid acetic 3%.
La analizarea defectelor care pot aparea la fabricarea preparatelor din carne trebuie sa se analizeze cu toata raspunderea cauzele care determina defectele si prin întocmirea unui plan riguros HACCP sa se ia masuri necesare evitarii acestor defecte pentru ca produsele finite sa se încadreze în standardele de calitate în vigoare.
Producatorul de preparate din carne trebuie sa înteleaga ca numai produsele de calitate superioara sub raportul inocuitatii , calitatii senzoriale si nutritive si formei de prezentare sunt rapid vandabile în cadrul unei economii de piata.
3.4. CALCULUL BILANŢULUI DE MATERIALE
3.4.1 BILANŢ PARŢIAL "PASTĂ DE MICI"
|
Operatie/ Materiale |
Cantitate [kg] |
P |
L |
H2O |
S.M. |
Pierderi |
|
Carne vitǎ integralǎ |
100 |
18 |
19,1 |
62 |
0,9 | |
|
Tocare |
99,9 |
17,9 |
19,08 |
61,93 |
0,89 |
0,1 |
|
85% |
84,19 |
15,28 |
16,21 |
51,64 |
0,76 | |
|
Supǎ de oase |
100 |
6 |
3 |
90 |
1 | |
|
Fierbere |
91 |
5,5 |
2,5 |
82 |
1 |
9 |
|
Strecurare |
88,5 |
5,36 |
2,43 |
79,95 |
0,975 |
2,5 |
|
20% |
17,7 |
1,07 |
0,48 |
15,99 |
0,19 | |
|
102,61 |
16,35 |
16,70 |
68,63 |
0,95 | ||
|
Malaxare | ||||||
|
+2,5kg sare |
107,41 |
16,35 |
16,70 |
68,63 |
5,75 | |
|
+2,3kg condimente |
107,21 |
16,32 |
16,67 |
68,50 |
5,74 | |
|
+2kg apǎ +1kg bicarbonat |
110,41 |
16,35 |
16,70 |
70,63 |
6,75 | |
|
110,18 |
16,32 |
16,67 |
70,48 |
6,73 |
0,2 |
|
|
Formare Dozare |
109,95 |
16,28 |
16,63 |
70,33 |
6,71 |
0,2 |
|
Ambalare |
109,84 |
16,27 |
16,62 |
70,26 |
6,70 |
0,1 |
|
Depozitare |
107,09 |
16,27 |
16,62 |
68,51 |
6,70 |
2,5 |
|
Total |
107,09 |
15,19% |
15,51% |
63,97% |
6,26% |
Consumul specific=![]() =0,933;
=0,933;
3.4.2. BILANŢ PARŢIAL "C RNAŢI PROASPEŢI"
|
Operatie/ Materiale |
Cantitate [kg] |
P |
L |
H2O |
S.M. |
Pierderi |
|
Carne porc lucru |
100 |
17 |
21,5 |
61 |
0,5 | |
|
Tocare |
99,9 |
16,98 |
21,47 |
60,93 |
0,49 |
0,1 |
|
Malaxare cu saramurǎ 20 kg |
119,9 |
16,98 |
21,47 |
78,53 |
2,89 | |
|
119,66 |
16,94 |
21,42 |
78,37 |
2,88 |
0,2 |
|
|
Maturare |
118,66 |
16,94 |
21,42 |
77,37 |
2,88 |
1 |
|
Malaxare cu condimente 0,88kg |
119,54 |
16,94 |
21,42 |
77,37 |
3,76 | |
|
119,3 |
16,50 |
21,37 |
77,21 |
3,75 |
0,2 |
|
|
Umplere +2,5kg membrane |
119,06 |
16,86 |
21,32 |
77,05 |
3,74 |
0,2 |
|
Depozitare |
116,56 |
16,86 |
21,32 |
74,55 |
3,74 |
2,5 |
|
2,5 |
14,46% |
18,29% |
63,39% |
3,21% | ||
|
119,06 |
Consum
specific=![]() =0,83
=0,83
3.4.3. BILANŢ PARŢIAL "CRENWURsTI"
|
Operatie/ Materiale |
Cantitate [kg] |
P |
L |
H2O |
S.M. |
Pierderi |
|
Carne vitǎ integralǎ |
100 |
18 |
19,1 |
62 |
0,9 | |
|
Tocare |
99,9 |
17,98 |
19,08 |
61,93 |
0,89 |
0,1 |
|
70% |
69,63 |
12,58 |
13,35 |
43,35 |
0,62 | |
|
Slǎninǎ |
100 |
4,7 |
90 |
5 |
0,3 | |
|
Tocare |
99,9 |
4,69 |
89,91 |
4,99 |
0,29 |
0,1 |
|
30% |
29,97 |
1,40 |
26,97 |
1,49 |
0,08 | |
|
96,6 |
13,99 |
40,32 |
44,85 |
0,71 | ||
|
Cuterizare | ||||||
|
Apǎ rǎcitǎ cu gheatǎ 46kg |
145,6 |
13,99 |
40,32 |
90,85 |
0,71 | |
|
Ameste de sǎrare 2,4kg |
148 |
13,99 |
40,32 |
90,85 |
3,11 | |
|
Polifosfati 0,500kg |
148,5 |
13,99 |
40,32 |
90,85 |
3,61 | |
|
Adaos proteic 4kg |
152,5 |
17,99 |
40,32 |
90,85 |
3,61 | |
|
Condimente 0,18kg |
152,68 |
17,99 |
40,32 |
90,85 |
3,79 | |
|
152,37 |
17,99 |
40,16 |
90,66 |
3,78 |
0,2 |
|
|
Umplere-legare membrane 2,5 kg + clipsuri |
152,06 |
17,99 |
40,07 |
90,47 |
3,77 |
0,2 |
|
Tratament termic |
142,06 |
17,41 |
39,57 |
81,47 |
3,77 |
10 |
|
Depozitare |
139,58 |
17,41 |
39,57 |
78,97 |
3,77 |
2,5 |
|
Produs finit |
142,08 |
12,47% |
28,34% |
56,57% |
2,68% |
Consumul
specific=![]() =0,73
=0,73
3.4.4. BILANŢ PARŢIAL "FRANKFURTER"
|
Operatie/ Materiale |
Cantitate [kg] |
P |
L |
H2O |
S.M. |
Pierderi |
|
Carne vitǎ integralǎ |
100 |
18 |
19,1 |
62 |
0,9 | |
|
Tocare |
99,9 |
17,98 |
19,08 |
61,93 |
0,89 |
0,1 |
|
30% |
29,97 |
5,39 |
5,72 |
18,58 |
0,26 | |
|
Slǎninǎ |
100 |
4,7 |
90 |
5 |
0,3 | |
|
Tocare |
99,9 |
4,69 |
89,91 |
4,99 |
0,29 |
0,1 |
|
20% |
19,98 |
0,93 |
17,98 |
0,99 |
0,05 | |
|
carne porc |
100 |
17 |
21,5 |
61 |
0,5 | |
|
Tocare |
99,9 |
16,98 |
21,47 |
60,93 |
0,49 |
0,1 |
|
50% |
29,95 |
8,49 |
10,73 |
30,46 |
0,24 | |
|
99,9 |
14,82 |
34,44 |
50,04 |
0,57 | ||
|
Cuterizare | ||||||
|
Amestec de sǎrare 2,4kg |
102,3 |
14,82 |
34,44 |
50,04 |
2,97 | |
|
polifosfat 0,500kg |
102,8 |
14,82 |
34,44 |
50,04 |
3,47 | |
|
Adaos proteic 4kg |
106,8 |
18,82 |
34,44 |
50,04 |
3,47 | |
|
Apǎ rǎcitǎ cu gheatǎ 36kg |
142,8 |
18,82 |
34,44 |
86,04 |
3,47 | |
|
Condimente 0,11kg |
142,91 |
18,82 |
34,44 |
86,04 |
3,58 | |
|
142,62 |
18,78 |
34,37 |
85,86 |
3,57 |
0,2 |
|
|
Umplere +2,5 kg membrane |
142,33 |
18,74 |
34,30 |
85,68 |
3,56 |
0,2 |
|
Tratament termic |
132,33 |
18,24 |
38,8 |
76,68 |
3,56 |
10 |
|
Depozitare |
127,83 |
18,24 |
38,8 |
74,18 |
3,56 |
2,5 |
|
2,5 |
14,26% |
26,44% |
58,03% |
2,78% | ||
|
132,33 |
Consumul
specific=![]() =0,755
=0,755
3.4.5. BILANŢ PARŢIAL "PARIZER"
|
Operatie/ Materiale |
Cantitate [kg] |
P |
L |
H2O |
S.M. |
Pierderi |
|
Carne vitǎ integralǎ |
100 |
18 |
19,1 |
62 |
0,9 | |
|
Tocare |
99,9 |
17,98 |
19,08 |
61,93 |
0,89 |
0,1 |
|
70% |
69,63 |
12,58 |
13,35 |
43,35 |
0,62 | |
|
Slǎninǎ |
100 |
4,7 |
90 |
5 |
0,3 | |
|
Tocare |
99,9 |
4,69 |
89,91 |
4,99 |
0,29 |
0,1 |
|
30% |
29,97 |
1,40 |
26,97 |
1,49 |
0,08 | |
|
96,6 |
13,99 |
40,32 |
44,85 |
0,71 | ||
|
Cuterizare | ||||||
|
Apǎ rǎcitǎ cu gheatǎ 46kg |
145,6 |
13,99 |
40,32 |
90,85 |
0,71 | |
|
Ameste de sǎrare 2,4kg |
148 |
13,99 |
40,32 |
90,85 |
3,11 | |
|
Polifosfati 0,500kg |
148,5 |
13,99 |
40,32 |
90,85 |
3,61 | |
|
Adaos proteic 4kg |
152,5 |
17,99 |
40,32 |
90,85 |
3,61 | |
|
Condimente 0,18kg |
152,68 |
17,99 |
40,32 |
90,85 |
3,79 | |
|
152,37 |
17,99 |
40,16 |
90,66 |
3,78 |
0,2 |
|
|
Umplere-legare membrane 2,5 kg + clipsuri |
152,06 |
17,99 |
40,07 |
90,47 |
3,77 |
0,2 |
|
Tratament termic |
143,06 |
17,41 |
39,57 |
82,47 |
3,77 |
9 |
|
Depozitare |
140,56 |
17,41 |
39,57 |
79,97 |
3,77 |
2,5 |
|
Produs finit |
140,56 +2,5 |
12,38% |
28,15% |
56,89% |
2,68% | |
|
143,06 |
![]()
![]() Consumul specific=
Consumul specific=![]() =0,699
=0,699
3.4.2.CALCULUL BILANŢULUI TOTAL
|
Materii intrate în proces |
Materii iesite din proces |
|||||||
|
Nr. Crt. |
Operatie/ Materiale |
Cantitate [kg] |
Proveni-entǎ |
Nr. Crt. |
Operatie/ Materiale |
Cantitate [kg] |
Pierderi [%] |
|
|
1. |
Depozitare |
b.m. |
1. |
Depozitare |
0,35 |
|||
|
a. |
Carne vitǎ integralǎ |
3.116,64 |
b.m. |
a.' |
Carne vitǎ integralǎ |
3.105,74 |
||
|
b. |
Carne porc lucru |
1.833,03 |
b.m. |
b.' |
Carne porc lucru |
1.826,62 |
||
|
c. |
Slǎninǎ |
1.072,14 |
b.m. |
c.' |
Slǎninǎ |
1.068,39 |
||
|
d. |
Pierderi |
21,06 |
||||||
|
2. |
Mǎruntire grosierǎ |
2. |
Mǎruntire grosierǎ |
0,2 |
||||
|
a. |
Carne vitǎ integralǎ |
3.105,74 |
1.a.' |
a.' |
Carne vitǎ mǎruntitǎ |
3.099,52 | ||
|
b. |
Carne porc lucru |
1.826,62 |
1.b.' |
b.' |
Carne porc mǎruntitǎ |
1.822,96 | ||
|
c. |
Slǎninǎ |
1.068,39 |
1.c.' |
c.' |
Slǎninǎ mǎruntitǎ |
1.066,25 | ||
|
d. |
Pierderi |
12,02 | ||||||
|
3. |
Malaxare |
3. |
Malaxare |
2 |
||||
|
a. |
Carne porc mǎruntitǎ |
1.257,34 |
2.b.' |
a'. |
Amestec cârnati |
1.517,85 | ||
|
b. |
Saramurǎ |
252,47 |
b.m. |
b. |
Pierderi |
3,06 | ||
|
c. |
Condimente |
11,10 |
b.m | |||||
|
4. |
Pregǎtire supǎ |
4. |
Pregǎtire supǎ |
11,5 |
||||
|
a. |
Oase |
21,09 |
b.m |
a.' |
Supǎ oase |
186,72 | ||
|
b. |
Apǎ |
185,69 |
b.m |
b.' |
Pierderi |
24,27 | ||
|
c. |
Sare |
4,21 |
b.m | |||||
|
5. |
Malaxare pastǎ mici |
Malaxare pastǎ mici |
0,2 |
|||||
|
a. |
Carne vitǎ mǎruntitǎ |
792,13 |
2.a.' |
a.' |
Pastǎ mici |
1.026,35 | ||
|
b. |
Supǎ oase |
186,72 |
4.a.' |
b.' |
Pierderi |
2,01 | ||
|
c. |
Condimente |
21,51 |
b.m | |||||
|
d. |
Bicarbonat+ Apǎ |
28 |
b.m. | |||||
|
6. |
Cuterizare |
6. |
Cuterizare |
0,2 |
||||
|
a. |
C.vi.+cw+fr mǎruntitǎ |
2.299,41 |
a.' |
Amestec parizer |
2.197,46 | |||
|
b. |
Carne porc fr mǎruntitǎ |
563,64 |
b.' |
Amestec crenwursti |
2.149,10 | |||
|
c. |
Slǎninǎ |
1.062,52 |
c.' |
Amestec frankfurter |
1.616,45 | |||
|
d. |
Apǎ rǎcitǎ cu gheatǎ |
1.702,06 |
d. |
Pierderi |
11,93 | |||
|
e. |
Amestec de sǎrare |
94,34 | ||||||
|
f. |
Polifosfati |
82,71 | ||||||
|
g. |
Adaos proteic |
170,27 | ||||||
|
h. |
Condimente |
4,99 | ||||||
|
7. |
Umplere-legare |
7. |
Umplere-legare |
0,2 |
||||
|
a. |
Amestec cârnati |
1.517,85 |
a.' |
Cârnati |
1.546,36 | |||
|
b. |
Amestec parizer |
2.197,47 |
b.' |
Parizer |
2.228,02 | |||
|
c. |
Amestec cremwursti |
2.149,10 |
c.' |
Crenwursti |
2.179,99 | |||
|
d. |
Amestec frankfurter |
1.616,45 |
d.' |
Frankfurter |
1.641,84 | |||
|
e. |
Mate de porc |
51,93 |
e. |
Pierderi |
6,87 | |||
|
f. |
Membrane diam.60mm |
35,02 | ||||||
|
g. |
Mate de oaie |
35,26 | ||||||
|
8. |
Tratament termic |
8. |
Tratament termic | |||||
|
a. |
Parizer |
2.228,02 |
a.' |
Parizer |
2.027,49 |
9 |
||
|
b. |
Crenwursti |
2.179,99 |
b.' |
Crenwursti |
1.961,99 |
10 |
||
|
c. |
Frankfurter |
1.641,84 |
c.' |
Frankfurter |
1.477,65 |
10 |
||
|
d. |
Pierderi |
582,72 | ||||||
|
2,5 |
||||||||
|
9. |
Depozitare |
9. |
Depozitare | |||||
|
a. |
Pastǎ de mici |
1.026,35 |
a.' |
Pastǎ de mici |
1000,69 | |||
|
b. |
Parizer |
2.027,49 |
b.' |
Parizer |
1976,80 | |||
|
c. |
Crenwursti |
1.961,99 |
c.' |
Crenwursti |
1.912,94 | |||
|
d. |
Frankfurter |
1.477,65 |
d.' |
Frankfurter |
1.437,52 | |||
|
e. |
Cârnati |
1.546,36 |
e.' |
Cârnati |
1.507,70 | |||
|
f. |
Pierderi |
204,19 | ||||||
4. ELEMENTE DE OPARAŢII sI UTILAJE
4.1. ALEGEREA sI DIMENSIONAREA UTILAJELOR
Masinile de
tocat carne sunt instalatii destinate productiei industriale a
produselor din carne si a altor produse alimentare. Permit tocarea produsului
la finetea impusa de structura, ce se obtine datorita
componentelor binevenite ale setului de taiere.
Masinile de tocat carne se remarca printr-o constructie
solida, care îndeplineste toate cerintele de igiena si
fiabilitate.Formele rotunjite si suprafetele lustruite permit o
curatire optima.
Toate elementele de comanda sunt în câmpul vizual al deservirii, cu acces
simplu.
|
RM 114 P |
|
|
Vol. gurii de alimentare / (dm3) | |
|
Capacitate / (kg/h) | |
|
Diam. ans. de tocare / (mm) | |
|
Putere totala / (kW) | |
|
Lungime c / (mm) | |
|
Latime a / (mm) | |
|
Înaltime b / (mm) | |
|
Masa / (kg) |

RM 114 P
Masina se preteazǎ bine pentru mǎruntirea tuturor sortimentelor de carne crudǎ, slǎnina, subproduse. Pentru camea cruda si decongelatǎ se foloseste turatia redusǎ, iar pentru carnea fiartǎ si turatiamare a electromotorului, masina nu poate fi folositǎ pentru carneadecongelatǎ.
Pentru exploatarea în bune conditii a masinii se vor avea in vedere urmǎtoarele: zilnic, înainte de pornirea masinii, se verificǎ starea de igienǎ a acesteia, snecului de alimentare, presare si sistemuluii de tǎiere, inclusiv al carcaselor respective, se executǎ ungerea la locurilie prevǎzute,se conecteazǎ tabltourile la retea, masina se trece pe viteza micǎ prin comutatorul de regim de functionare si se apasǎ pe butonul de pornire.
lǎsându-se in functiune câteva minute, dupǎ care se apasa pe butonul de oprire. Dacǎ nu s-a constatat nici o defectiune, masina se poate porni din nou pe turatia maximǎ, dupa ce s-a atins turatia joasǎ, masina se incarcǎ numai dupǎ pornirea motoruiui electric.
Personaiul care deserveste masina va avea grija ca sǎ alimenteze continuu masina în timpul functionǎrii, sǎ nu patrundǎ obiecte straine in pâlnia de alimentare, sǎ respecte reguiile de protectia muncii.
Malaxoarele universale cu
vacuum sunt instalatii destinate productiei industriale a produselor
din carne si a altor produse alimentare. Permit amestecarea atenta a
produsului în vacuum cu ajutorul sensului dirijat de rotire a
amestecatoarelor. Prin amestecarea carnii în vacuum, se destinde
si se îmbunatateste structura carnii. Structura
produselor din carne, în sectiune, este fara bule de aer.
Malaxoarele universale cu vacuum sunt echipate cu amestecatoare tip
snec sau palete.
Malaxoarele universale cu vacuum se remarca printr-o constructie
masiva, care îndeplineste toate cerintele de igiena si
fiabilitate.
Formele rotunjite si suprafetele lustruite permit o
curatire optima.
Toate elementele de comanda sunt în câmpul
vizual al deservirii, cu acces simplu.

|
UM 500 V |
|
|
Volum / (dm3) | |
|
Doza maxima / (kg) | |
|
Turatia amestecatoarelor / (rotatii/min.) | |
|
Putere totala / (kW) | |
|
Lungime a / (mm) | |
|
Latime c / (mm) | |
|
Înaltime b / (mm) | |
|
Masa / (kg) | |
|
Tensiune de comanda / (V) |
24 V AC |
Cuterele de mare viteza cu vacuum sunt instalatii destinate productiei industriale a produselor din carne si a altor produse alimentare. Produsul prelucrat în vacuum leaga, într-o mai mare masura, apa cu grasimile si creste stabilitatea termica.
Structura produselor din carne este, în
sectiune, fara bule de aer. Turatia, care este reglabila
continuu, permite obtinerea structurii dorite a produsului. Rotatia
inversa permite o amestecare atenta.
Cuterele de mare
viteza cu vacuum se remarca printr-o constructie masiva,
care contribuie la diminuarea zgomotului si a vibratiilor la
turatia ridicata a cutitelor.
Solutia
constructiva originala a capului cutitelor asigura o
fiabilitate prelungita a lagarelor arborelui cutitelor,
echilibrarea mai buna a cutitelor, poluare sonora mai
redusa, montaj mai simplu si rezultate mai bune la taiere.
Formele rotunjite si suprafetele lustruite permit o
curatire optima.
S-a pus un mare accent pe ergonomie si, ca urmare, toate elementele de
comanda sunt în câmpul vizual al deservirii, cu acces simplu.

K 330 VF
|
K 330 VF |
|
|
Volumul vasului (dm3) | |
|
Dimensiuni exterioare (L x B x H) / (mm) |
3 000 x 2 700 x 1 600 |
|
Gabarit / (mm) | |
|
Turatia cutitelor / (rotatii./min.) | |
|
- de amestecare | |
|
- optimálne de taiere | |
|
Viteza max. de taiere / (m/s) | |
|
Turatia vasului / (rotatii/min.) | |
|
Vacuum max. |
60 k Pa |
|
Numar cutite (reglabil) | |
|
Putere totala / (kW) | |
|
Masa / (kg) |
Masinile de
umplut cu vacuum sunt instalatii destinate productiei industriale a
produselor din carne si a altor produse alimentare. Sunt oportune pentru
umplerea mezelurilor. Pot lucra continuu sau în doze programabile. Produsul
este transportat în masina de umplut continuu, aceasta având o capacitate
suficienta. Masinile de umplut sunt echipate cu compresor,
datorita caruia este posibila reglarea vacuumului dorit,
eliminându-se posibilitatea aparitiei bulelor de aer. Tuburile de umplere
sunt interschimbabile, pentru diferite calibre. În vederea cresterii
caracteristicilor de utilitate, sunt echipate cu motoare cu doua
turatii, care permit cresterea capacitatii capului în
timpul regimului continuu de umplere. De asemenea, este posibila si
umplerea cu ajutorul unei instalatii complementare de rasucire.
Masinile de umplut cu
vacuum se remarca printr-o constructie masiva, care
îndeplineste toate cerintele de fiabilitate.
Formele rotunjite si suprafetele lustruite permit o
curatire optima.
Toate elementele de comanda sunt în câmpul vizual al deservirii, cu acces
simplu.

NAVA
|
NAVA |
|
|
Marimea portiilor de dozare | |
|
- roata mare |
45 - 75 g |
|
- roata mica |
75 - 125 g |
|
Capacitate / (kg/h) |
200 - 2 400 kg/h |
|
Capacitate la dim. crenvurstilor 125 gr. |
800 kg/h |
|
Capacitate la dim. crenvurstilor 65 gr. (U-159), 75 gr. (NAVA) |
600 kg/h |
|
Capacitate la dim. crenvurstilor 35 gr. (U-159), 45 gr. (NAVA) |
300 kg/h |
|
Diametrul tuburilor de umplere |
12; 14; 16; 18; 22; |
|
Volumul cuvei |
250 l |
|
Dimensiuni principale (l x L x H) |
600 x 900 x 1 900 mm |
|
Masa |
500 kg |
|
Electromotor: putere |
1,5 - 2,2 kW |
|
Compresor: capacitate |
1 400 ot./min. |
4.1.5. INSTALAŢIE DE BASCULARE TIP COLOANĂ DIN INOX
Dispozitivul basculant tip coloana este o instalatie complementara pentru masinile de tocat carne, malaxoare universale si masini de umplut cu vacuum. La cererea si dupa necesitatile clientului, pentru simplificarea si accelerarea procesului de productie, este posibila livrarea acestuia.

NSP 2
|
NSP 2 |
|
|
Capacitate / (kg/h) |
2.,2 |
|
Încarcarea max. admisa a furcii dispozitiv basculant / (kg/h) |
260 |
|
Viteza de ridicare / (mm/s) |
75 |
|
Dimensiuni principale (l x adâncime x h) / (mm) |
1 220 x 700 x 2 625 |
|
Înaltimea minima a tavanului încaperii / (mm) |
2 800 |
|
Masa / (kg) |
380 |
4.1.6. CAMERĂ DE AFUMARE
Camerele de afumare sunt instalatii destinate
productiei industriale a produselor din carne si a altor produse
alimentare prelucrate termic. Permit înrosirea, uscarea, afumarea si
fierberea automata într-un singur ciclu de productie, fara
necesitatea unei alte manipulari.
Co nstructia camerelor de afumare
este solutionata modular. Prin crearea modulelor, este posibila
crearea unei instalatii cu capacitate variabila pentru produsul
fabricat în functie de necesitatile utilizatorului.
Echiparea de baza a camerelor de afumare:
Sistemul de
comanda cu microprocesor comanda procesul tehnologic de prelucrare
termica a produsului conform unui program selectat anterior. Comanda
generatorul de fum, sistemul de curatare din camera si
functionarea ventilatoarelor. Urmareste
si regleaza umiditatea si temperatura din camera,
temperatura din miezul produsului si temperatura din generatorul de fum.
Display-ul afiseaza temperatura din camera, miezul produsului,
umiditatea din camera, timpul actual, numarul programului si
numarul pasului. Afisarea valorilor programate si a celor reale
nu este limitata de display, este posibila prin intermediul
calculatorului, imprimantei si al înregistratorului. Arhivarea este, de
asemenea, posibila. Sistemul de comanda cu microprocesor permite
memorarea a 99 programe, fiecare program continând 20 de pasi.
Programele întrerupte datorita caderii alimentarii cu energie
electrica continua din acelasi loc dupa reluarea
alimentarii.
Masurarea psicrometrica a umiditatii. Umiditatea din
camerele de afumare se determina din valorile temperaturii masurate
cu termometru uscat si din temperatura masurata cu termometru
umed prin intermediul sistemului de comanda cu microprocesor.
Sistemele optionale de încalzire a camerelor de afumare:
Sistemul de curatare este comandat de sistemul de comanda cu
microprocesor si permite curatarea spatiului interior a
camerei de afumare.
Sistemul de umidificare este comandat de sistemul de comanda cu
microprocesor în functie de valoarea masurata a
umiditatii în camera de afumare. Prin umidificarea cu apa, se
poate obtine umiditatea maxima de pâna la 92%. La acest sistem,
apa este pulverizata cu diuzele din interiorul camerei de afumare în
asa fel, încât sa atinga suprafetele de încalzire.
Concomitent, în cazul încalzirii conectate, se obtine transformarea
aproape perfecta a apei în abur.
Sistemul de circulatie asigura, prin intermediul ventilatoarelor de
circulatie, circulatia uniforma a aerului, a amestecului de aer
cu fum sau a aburilor în camera de afumare, asigurând, în acest fel, dispunerea
uniforma a caldurii în tot spatiul. Parte componenta a
sistemului de circulatie este sistemul de aductiune a fumului,
sistemul de aductiune a aerului proaspat, precum si sistemul de
aerisire. Sistemul de aductiune a fumului se compune din tubulatura de
legatura de la generatorul de fum la camera de afumare si
clapeta de închidere. Sistemul de aductiune a aerului proaspat
contine clapeta de aductiune a aerului proaspat. Sistemul de aerisire
se compune din clapeta de închidere, ventilatorul de aspirare si
cosul de fum.
Generatorul de fum este parte inseparabila a camerelor de afumare. Sunt la
dispozitie doua tipuri de generatoare de fum în functie de
cantitatea de fum necesara.
Anexele optionale ale camerelor de afumare:
Varianta constructiva optionala a camerelor de afumare:
Varianta standard permite alinierea carucioarelor pentru afumatoare
unul dupa altul, de-a lungul camerei de afumare.
Varianta optionala a deschiderii usii în camerele de afumare:

(https://www.pss-svidnik.sk/romanian/)
|
Camere de afumare |
KWM M |
|
1. Latime a / (mm) |
1 200 |
|
2. Latime b / (mm) |
460 |
|
3. Latime c / (mm) |
1 660 |
|
4. Adâncime d / (mm) |
1 310 |
|
5. Adâncime e / (mm) |
- |
|
6. Înaltime f / (mm) |
2 850 |
|
7. Înaltime g / (mm) |
2 200 |
|
8. Masa / (kg) |
700 |
|
9. A Putere camera de afumare / (kW) |
27 |
|
10. B Putere camera de fierbere / (kW) |
26 |
|
11. Produse / (kg/8 h) |
460 - 600 |
|
12. Numar carucioare |
1 |
|
13. Dimensiunile carucioarelor |
0,75 x 1 x 1,7 |

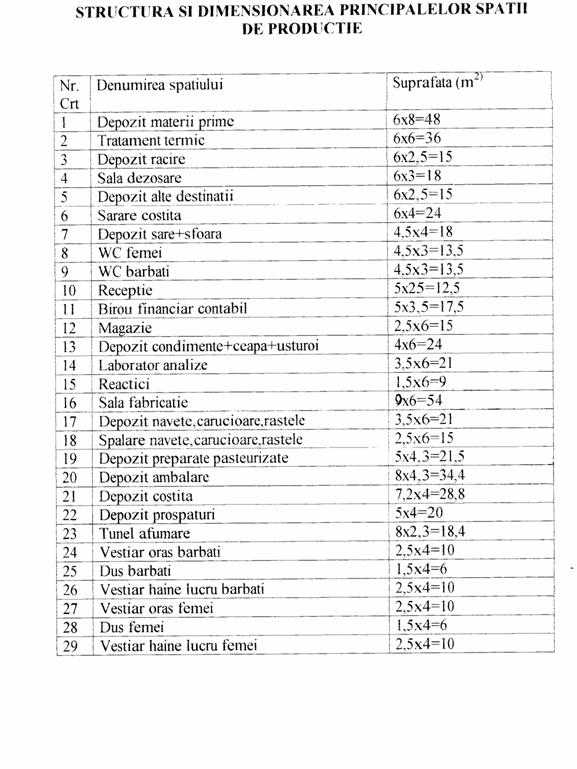
4.5.MASURI DE PROTECŢIE A MUNCII sI STINGERE A INCENDIILOR
Cunoasterea normelor de protectie a muncii, de paza si stingere a incendiilor
Normele de protectie a muncii cuprind masurile de prevenire a accidentelor de munca si realizarea conditiilor normale pentru desfasurarea activitatii pe teritoriul unitatii industriale.
Masurile de protectie a muncii se aplica la fiecare loc de munca, prin dotari specifice si instruirea lucratorilor.
Reglementarea modului de aplicare a masurilor pentru protectia muncii este stabilita prin acte normative pentru toate sectoarele de activitate, elaborate de catre ministerele de resort.
personalul este obligatoriu instruit la introducerea pe un nou loc de munca
intruirea periodica a personalului este obligatorie, ea se face lunar de catre maistrul sau responsabilul cu protectie a muncii, fiecare lucrator trebuind sa semneze fisa de instructaj prin care se dovedeste ca i s-au reînoit cunostintele prin care sa se poata apara de accidentare.
muncitorii carora li se acorda echipaj de protectie potrivit, în scopul înlaturarii posibilitatilor de accidentare sau îmbolnavirii profesionale.
în zonele de munca din sali, conditiile de microclimat (temperatura, umiditate si viteza aerului) trebuie astfel realizate încât sa asigure echilibrul termic al personalului.
salile de lucru, indiferent de gradul deimpurificare al aerului, cu gaze sau vapori de apa, vor fi prevazute cu ventilatie naturala sau mecanica, care sa poata asigura desfasurarea muncii în conditii normale.
umiditatea excesiva din încaperile în care se lucreaza cu apa calda, se va înlatura cu instalatii speciale de combatere a cetei.
pardoselile vor fi mentinute în stare de curatenie si vor fi reparate dupa fiecare deteriorare, pentru a evita accidentarile prin împiedicare sau alunecare.
rigolele dina salile de fabricatie se acopera cu gratare metalice fixate în pardoseala.
în fata tablourilor sau dulapurilor electrice se monteaza covoare izolante de cauciuc.
toate utilajele cu actionare electrica se prevad cu automate de protectie si legare de pamânt.
se marcheaza toate locurile periculoase pentru evitarea accidentelor.
Masuri de prevenire si de stingere a incendiilor
Pentru inlaturarea pericolului de incendiu, cu toate urmarile sale distrugatoare, personalul de conducere al întreprinderilor precum si toti salariatii au obligatia de serviciu de a respecta si a lua toate masurile de paza si combatere a focului. Trebuie sa se stabileasca:
masurile generale si periodica a salariatilor
planul de evacuare a locurilor periculoase unde pot izbucni incendii
instruirea generala si periodica a salariatilor
masurile de dotare tehnica pentru prevenirea si combaterea incendiilor
masurile de afisaj
Cauzele izbucnirii incendiilor pot fi: aprindrea de la o flacara intâmplatoare a unor materiale combustibile, sau aprinderea de la o instalatie electrica de forta sau lumina datorita unor defectiuni ale pieselor de legaura, a întrerupatoarelor sau deteriorarii izolatiei conductorilor.
O atentie deosebita tebuie data depozitelor de produse finite uscate sau seminte (mustar) care prezinta pericol de autoîncalzire, de asemenea depozitelor de materiale de întretinere, de combustibil, lubrifianti.
Disciplina ce trebuie respectata în scopul evitarii incendiilor impune scoaterea de sub tensiune a aparatelor electrice, stingerea focurilor, închiderea gazelor dupa terminarea lucrului în sectii si depozite.
Caile de evacuare vor trebui sa fie în permanenta libere, nefiind permisa depozitarea de materii prime, ambalaje, utilaje sau orice lucru care ar putea împiedica accesul.
Organizarea locului de munca
Activitatea în industria carnii si a produselor din carne este permisa numai daca locurile de munca au fost organizate, amenajate si dotate corespunzator astfel încât sa previna accidentele si bolile profesionale.
Lucrarile din industria carnii si a produselor din carne se vor face în hale si încaperi amenajate, dotate cu utilaje, instalatii si dispozitive adecvate.
Caile de acces din sectiile de productie vor fi întretinute în stare buna si vor fi prevazute cu marcaje si indicatoare standardizate.
Instalatiile de ventilatie vor fi în buna stare, urmarindu-se functionarea lor în permanenta la parametrii proiectati.
Utilajele si instalatiile vor fi bine fixate, legate la pamânt, dotate cu dispozitive de protectie în buna stare.
Sunt interzise improvizatiile de orice natura precum si mentinerea în functionare a utilajelor, masinilor, instalatiilor si aparatelor care prezinta defectiuni accidentale sau care nu sunt prevazute cu toate dispozitivele de protectie necesare asigurarii protectiei muncii.
Pârghiile, manetele de comanda, butoanele de pornire si oprire vor fi astfel amplasate, încât sa fie vizibile de la locul de munca si sa fie posibila manevrarea lor comoda, fara deplasarea salariatilor de la locul de munca.
Înainte de terminarea lucrului se va face ordine, curatenie, spalare si degresarea masinilor, igienizarea locului de munca.
Este interzisa orice modificare a procesului tehnologic si a instructiunilor de lucru fara avizul proiectantului.
Conducatorul locului de munca va asigura îndrumarea, controlul si disciplina în timpul lucrului.
Norme de protectia muncii în sectiile de producere a preparatelor de carne
Transportul carnii de la autovehicule la sectiile de lucru sau frigorifer se va face pe linii aeriene sau carucioare, înlaturându-se, pe cât posibil, transporturile manuale.
Operatiile de transare, dezosare si ales, se vor efectua pe mese speciale din tabla din inox sau galvanizata, cu blaturi de lemn de fag sau material plastic special, late de cca 30 cm.
Înainte de începerea lucrului se va pregati locul de munca pentru aducerea carcaselor si a ambalajelor în mod ritmic, fara aglomerari.
Pentru prevenirea accidentelor prin taiere, salariatii vor fi dotati si vor purta în mod obligatoriu echipament de protectie la mâini, antebrat si abdomen.
Transportul carnii de la alte sectoare la masinile de tocat se va face cu ajutorul tavilor sau a grandurilor, care vor fi împinse si nu trase.
Afumatorile vor fi prevazute cu instalatii de ventilatie, ilumunat de 24 V si lampi portative.
Cazanele de fiert, cu pereti dubli, vor fi prevazute cu armaturi de siguranta si aparate de masura care vor fi supuse periodic controlului. Cazanele duplex vor fi exploatate cu respectarea stricta a prescriptiilor tehnice I.S.C.I.R. în vigoare.
Sectia de fierbere va fi dotata cu instalatii de ventilatie mecanica si dezagregare a cetii.
Transportul preparatelor în interiorul fabricii se va face pe carucioare destinate acestui scop.
În magaziile de pastrare a preparatelor, se vor instala stelaje la înaltimea muncitorului, înlaturând astfel urcarea salariatului pe diferite obiecte sau poduri improvizate. Magaziile vor fi dotate cu scari duble, electrostivuitoare etc., pentru asigurarea lucrarilor de stivuire în bune conditii.
Se introduce introducerea mainii în gura de alimentare a masinii wolf. Presarea carnii spre snecuri se va face cu un mai de lemn sau plastic care va fi întretinut tzot timpul curat,
Înainte de punerea în functiune a masinii wolf, se va verifica daca monmtarea cutitelor, saibelor si a capacului este bine facuta.
Se interzice ungerea, desurubarea capacului, scoaterea cutitelor si a saibelor sau executarea altor lucrari de întretinere si verificare în timpul functionarii masinii.
Înainte de pornirea cuterului, se va controla daca cutitele sunt bine fixate în locasul lor si bine strânse pe axa de actionare.
Se interzice functionarea cuterului cu capacul de protectie ridicat.
Înainte de punerea în functiune a spriturilor automate, se va verifica închiderea perfecta a capacului, iar presiunea de pe manometru nu trebuie sa depaseasca pe cea marcata printr-o limie rosie.
Este interzisa încarcarea manuala a masinii cu material de tocat. Încaprcarea trebuie executata numai mecanizat, cu ajutorul dispozitivului hidraulic de încarcare cu care este dotata masina.
Se interzice curatarea cuvei si parasirea locului de munca în timpul functionarii masinii.
5.MANAGEMENTUL CALITĂŢII sI SIGURNŢEI LIMENTARE
În perioada pe care o parcurgem, consumatorii devin din ce în ce mai constienti de aspectele igienice ale vietii si alimentatiei lor si de aceea a devenit absolut obligatoriu ca toti producatorii de alimente sa respecte atât exigentele tehnologice, cât si pe cele de ordin igienico-sanitar.
Sistemele moderne de asigurare si conducere a calitatii care fac obiectul standardelor din seria ISO 9000, realizarea calitatii totale în industria alimentara sunt obiective care nu se pot atinge fara a fi rezolvata mai întâi problema productiei igienice. În tarile cu o industrie si o economie dezvoltata (tarile din Uniunea Europeana, Statele Unite, Canada) înca din perioada anilor '80 s-a preconizat introducerea sistemelor bazate pe evaluarea si prevenirea riscurilor asociate productiei de alimente, de tipul HACCP.
HACCP este un acronim care provine de la expresia din limba engleza ,,Hazard Analysis Critical Control Points", care este o metoda sistematica de identificare, evaluare si control a riscurilor associate produselor alimentare.
Multe cazuri de îmbolnaviri alimentare se datoreaza consumului de preparate din carne, cauza fiind microorganismele prezente în flora intestinala a animalelor sanatoase sau a celor bolnave, dar care nu au fost detectate la inspectiile veterinare de rutina. Aceste microorganisme, prezente initial în numar redus, se pot înmulti atunci când produsul este incorrect prelucrat, transportat, depozitat sau preparat. Prevenirea îmbolnavirilor de origine alimentara depinde, deci, de masurile de control aplicate de-a lungul întregului circuit al produsului respective, de la animalul viu si pâna la consumul produsului finit.
Utilizarea unor practici bune de lucru (GMP), cuplata cu efectuarea unor analize de laborator ale produsului finit, nu da întotdeauna rezultatele dorite. Problema sigurantei pentru consum a produselor finite poate fi rezolvata complet doar prin aplicarea sistemului HACCP, care permite identificarea si mentinerea sub control a riscurilor identificate.
Este universal acceptat astazi faptul ca metoda HACCP este deosebit de importanta pentru industria carnii. Raspândirea acestei metode va spori încrederea consumatorilor în produsele de carne si va reduce barierele în comertul international.
Industria carnii si a preparatelor din carne poate obtine mai multe beneficii prin aplicarea metodei HACCP, principalul fiind acela ca aceasta metoda reprezinta instrumental de management cel mai eficient, chiar din punct de vedere al costurilor, pentru producerea unor alimente cât mai sigure pentru consum cu tehnologia existenta.
Planul HACCP nu se elaboreaza pentru a înlocui norme si directive curente sau programe existente în întreprindere. El trebuie sa se concentreze pe prevenirea riscurilor pentru protejarea sanatatii publice, sa minimalizeze aceste riscuri sau, daca este posibil, sa le elimine.
O mare problema ce poate sa apara în industria carnii este atunci când întreprinderea încearca sa includa toate procedurile standard de lucru într-un plan HACCP.
O a doua problema majora apare atunci când clientii solicita ca toate cerintele lor sa fie incluse în planul HACCP ai furnizorului.
În întreprinderile din Uniunea Europeana si în alte tari exista doua programe esentiale aplicate la fabricarea produselor din carne: codurile de bune practici de lucru (GMP) si programele de igienizare. Ambele programe fac parte efectiva din orice plan HACCP, fara a-l substitui însa.
Selectarea echipei HACCP
Faza initiala în elaborarea si aplicarea unui plan HACCP pentru orice unitate o constituie alcatuirea unei echipe multidisciplinare. Din echipa fac parte specialisti în productie, refrigerare, asigurarea calitatii, microbiologie, management. Dupa selectarea echipei, membri ei trebuie instruiti în legatura cu riscurile microbiologice, chimice, fizice care trebuie monitorizate si controlate.
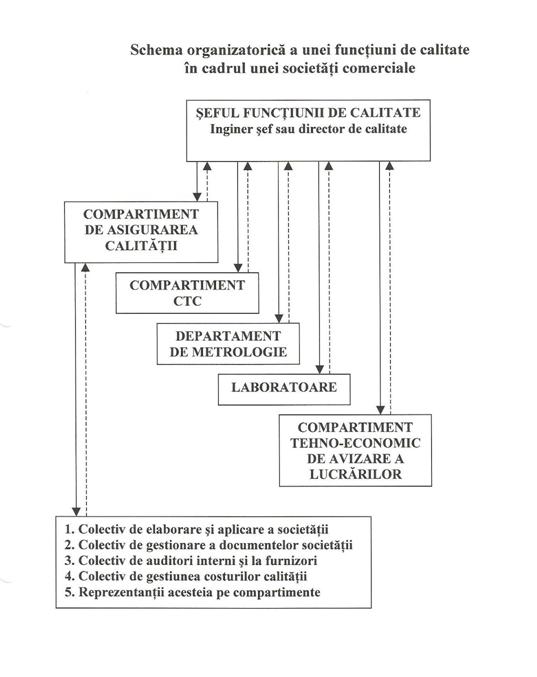
Descrierea produsului
Se stabileste exact produsul, reteta de fabricatie, caracteristicile, forma de livrare si care sunt abuzurile posibile în timpul distributiei si consumului.
Identificarea utilizarii intentionate
Se identifica segmentele de populatie mai expuse la risc ce vor consuma produsul respsctiv:batrâni, copii, imunodepresivi etc.
Construirea si verificarea diagramei de flux
Diagrama de flux trebuie sa furnizeze o descriere completa a tuturor etapelor pornind de la materia prima si pâna la produsul finit. Echipa va trebui sa inspecteze operatiile la fata locului, verificând daca diagrama este corecta si exacta.
Identificarea riscurilor
Factorii ce trebuiesc luati în considerare la analiza riscurilor sunt:
proprietatile intrinseci ale produsului în timpul fabricatie si dupa fabricatie;
procesele tehnologice;
continutul microbian în timpul si dupa fabricare;
proiectarea si amplasarea utilajelor;
procedee de ambalare;
tehnici de curatenie si dezinfectie;
sanatatea, igiena si instruirea lucratorilor;
livrarea si pastrarea produsului;
modul de preparare si consum;
practicile consumatorilor.
Pentru analiza riscurilor la preparatele din carne sunt foarte utile informatiile cu privire la produsele returnate, precum si analiza datelor epidemiologice.
Riscuri fizice. Principalele riscuri fizice sunt reprezentate de: sticla, metal, oase, lemn, plastic, cauciuc, pietricele, alice, ace de seringa si alte corpuri straine, care pot dauna consumatorilor. Aceste riscuri pot fi cel mai bine prevenite prin selectarea furnizorilor pe baza existentei unor programe HACCP eficiente, prin verificarea materiilor prime receptionate si prin controlarea conditiilor de fabricatie.
Prevenirea contaminarii cu sticla începe prin utilizarea exclusiva a geamurilor si a corpurilor de iluminat protejate în sectiile de fabricatie.
Fragmentele de os reprezinta o preocupare permanenta la produsele din carne. Pentru anumite produse, prezenta lor poate fi minimizata, darn u prevenita (la produsele tocate grosier). Un program de control eficient trebuie sa includa urmarirea tendintei de aparitie a defectelor de aceasta natura si raspunderea lucratorilor pentru cresterea procentului de defecte.
Recent a fost aprobata utilizarea unei instalatii care detecteaza particulele straine ce au dimensiuni minime de 0,8mm si cu ajutorul careia pot fi testate produsele suspectate de riscuri fizice. Se considera ca particulele cu dimensiuni sub 0,8mm nu prezinta pericol pentru sanatatea consumatorilor.
Riscuri chimice. Un risc chimic posibil este excesul de azotit de sodium, care provine din utilizarea necorespunzatoare a amestecurilor de sarare. Acest risc a fost recunoscut cu decenii în urma de catre USDA, care a stabilit necesitatea controlului pentru minimizarea lui. Alte riscuri posibile sunt reziduurile de pesticide, antibiotice, medicamente cu sulf, agenti de spalare si dezinfectare, lubrifianti.
Amestecarea carnii de la diferite specii de animale poate constitui un risc. Unul din motive este acela ca un numar redus de consumatori sunt alergici la carnea provenita de la anumite specii de animale. De asemenea, un produs din carne de vita în care a fost introdusa în mod nepermis carne de porc risca sa nu fi fost tratat corespunzator pentru distrugerea unor paraziti. De aceea, trebuie folosite procedee eficiente de prevenire a erorilor în retetele si tehnologiile de fabricatie sau a contaminarii cu carne ramasa în instalatie la trecerea de la fabricatia unui produs la altul.
Riscuri biologice. Clasificarea riscurilor biologice s-a facut în functie de severitate. Aceasta clasificare sta la baza stabilirii planurilor de esantionare, a caror severitate creste în functie de severitatea riscurilor identificate.
Pentru produsele din carne exista urmatoarele categorii de risc:
Determinarea punctelor critice de control si a limitelor critice
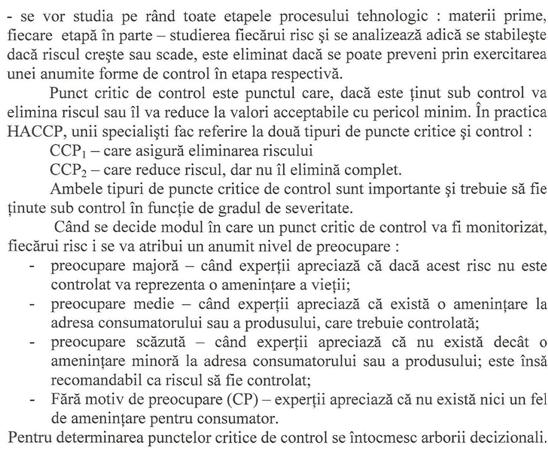
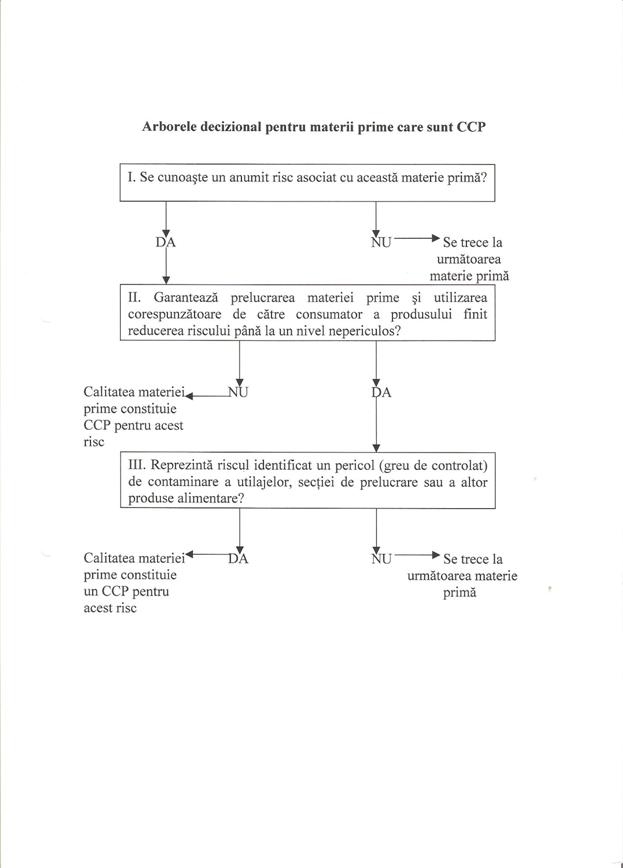
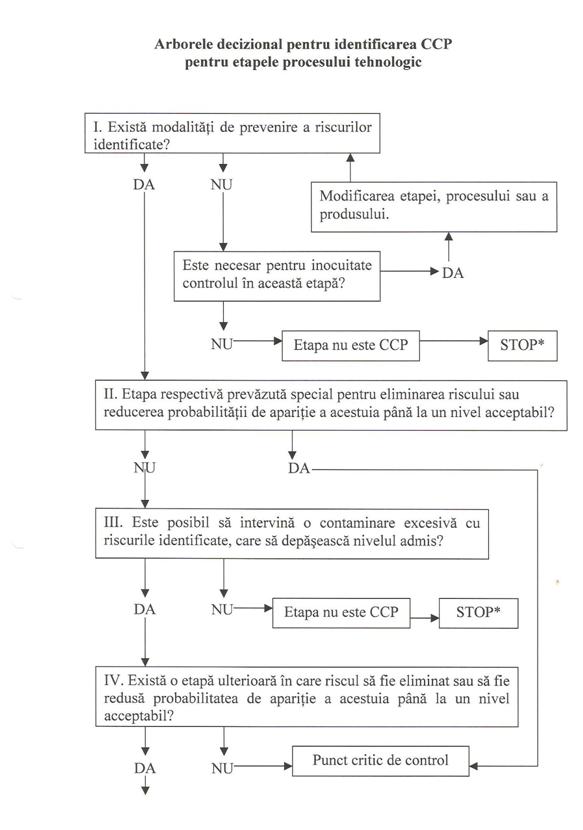
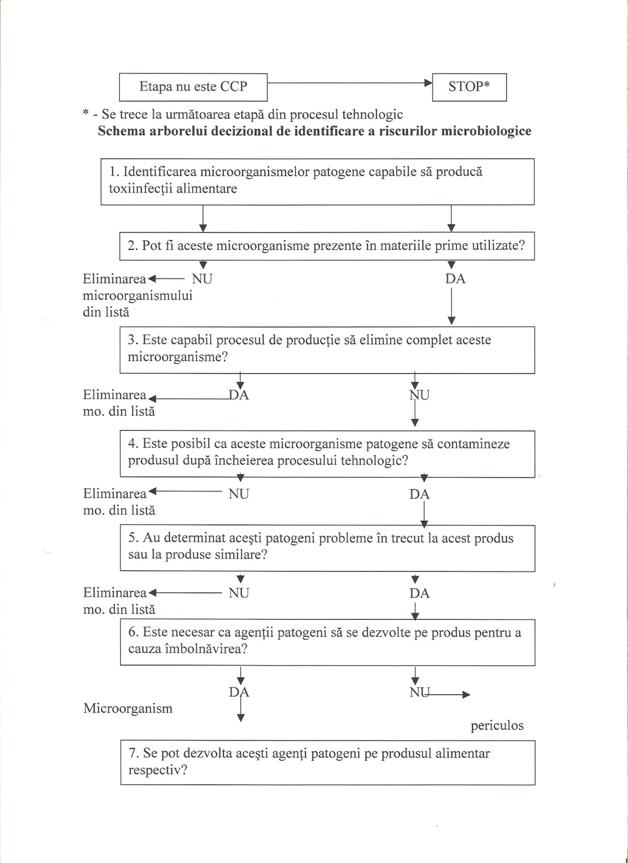
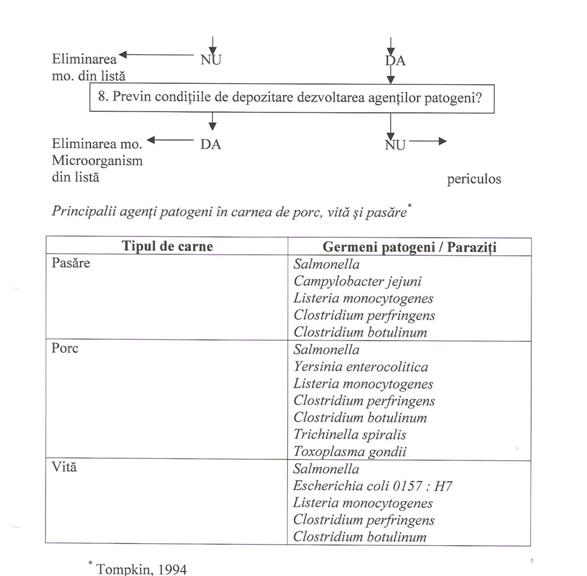
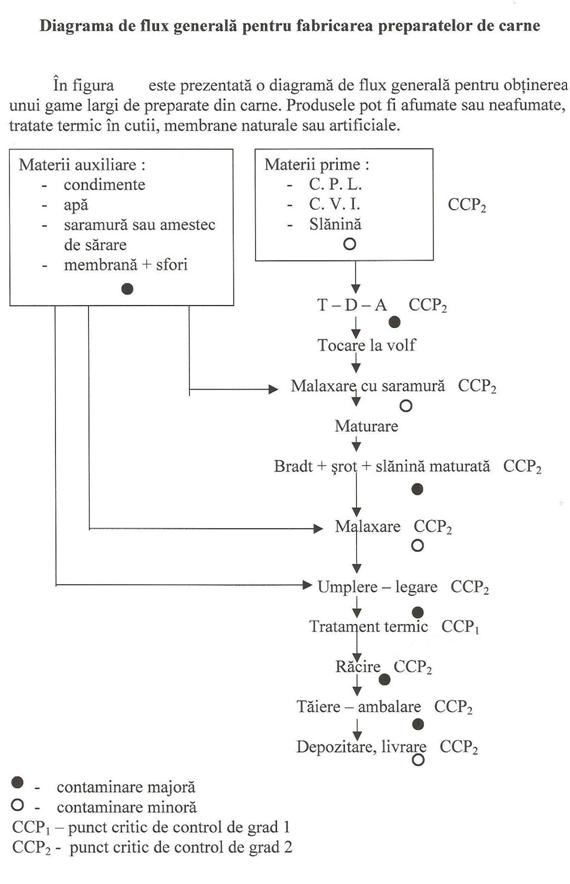
Receptia si pregatirea materiilor prime.
Alcatuirea compozitiei (CCP2)
Din categoria operatiilor pregatitoare fac parte: dezosarea, cântarirea, tocarea, amestecarea, prepararea amestecurilor de sarare etc. Riscurile de preocupare majora în cursul acestor operatii sunt de natura fizica si chimica.
Riscurile chimice potentiale sunt adaugarea de azotit de sodiu în exces si amestecarea carnii provenite de la diferite specii de animale (atunci când acest lucru nu este prevazut în reteta).
Riscurile fizice care pot apare sunt fragmente de oase, metal, sticla si alte materiale straine. Aceste riscuri fizice sunt cel mai bine controlate prin procurarea ingredientelor de la furnizori care au implementat un system HACCP efficient si prin monitorizarea ingredientelor receptionate. Gradul de monitorizare trebuie sa reflecte tipul de risc, nivelul riscului pentru fiecare ingredient si încrederea în eficienta sistemului HCCP al furnizorilor.
Procedeele industriale de receptie si depozitare a carnii proaspete nu trebuie sa permita scaparea de sub control a riscurilor biologice. În plus, procedeele obisnuite folosite la decongelarea carnii nu ridica nivelul riscurilor biologice pâna la o valoare inacceptabila. Greselile effectuate în timpul pastrarii si decongelarii carnii crude vor avea o influienta mai mare asupra calitatii tehnologice si eventual asupra alterarii decât asupra inocuitatii.
Alte ingrediente folosite la fabricarea preparatelor din carne constituie rar o sursa de riscuri biologice pentru produsele fabricate. Exceptie fac condimentele care se adauga dupa tratamentul termic si pot fi o sursa de contaminare. Acest risc poate fi controlat prin aplicarea unor tratamente (iradiere) condimentelor.
Curatenia instalatiilor si a mediului ambiant în care se pastreaza carnea cruda si se pregateste compozitia este importanta, dar nu reprezinta un pericol real pentru siguranta produselor, daca programele de curatenie sunt elaborate serios si aplicate corespunzator.
Tratamentul termic (CCP1)
Exista o multitudine de variante de tratamente termice folosite la fabricarea preparatelor din carne: încalzire pe baie de apa, fiebere în apa, prajire în ulei, pasteurizare, sterilizare, afumare la cald. Produsele pot fi supuse tratamentului termic în pungi sau casolete din plastic, cutii, membrane, forme si tavi speciale.
Metoda de tratament termic utilizata influenteaza viteza de patrundere a caldurii si omogenitatea încalzirii. Procesul de tratare termica trebuie controlat pentru a se atinge doua obiective:
1.Prevenirea multiplicarii excessive a microorganismelor în timpul încalzirii, înaintea atingerii temperaturii letale. Bacteriile patogene se pot multiplica în timpul încalzirii foarte lente în domeniul de temperatura cuprins între 10˚C si 52˚C. Teoretic, aceasta poate duce la producerea si la acumularea de toxina termostabila. Când se atinge temperatura letala, celulele vegetative sunt distruse. Riscul aparitiei si acumularii toxinlor este foarte redus, dar trebuie luat în considerare. O alta problema o reprezinta deshidratarea în timpul fazei initiale a încalzirii, în special la suprafata produselor care nu sunt acoperite etans. Reducerea activitatii apei la suprafata produsului poate creste rezistenta la încalzire si favoriza supravietuirea bacteriilor patogene.
2.Realizarea temperaturii interne minime în întregul produs, ceea ce necesita mentinerea produsului la o temperatura interna minima un anumit timp. Aceasta este cea mai simpla cale de a realiza siguranta microbiologica a produselor.
Întrucât produsele gata de consum prezinta risc major de prezenta a enterobacteriilor patogene, la stabilirea regimului de tratament termic se vor lua în consideratie datele despre Salmonella si Listeria monocytogenes.
Racirea (CCP2)
Racirea se impune ca o continuare a procesului de tratare termica. Pe de alta parte, racirea este foarte importanta pentru a tine sub control germinarea sporilor care au supravietuit tratamentului termic si multiplicarea microorganismelor. Este foarte importanta viteza racirii de la 52˚C pâna la20˚C. Sub 20˚C, bacteriile patogene sporulate mezofile care ar putea fi prezente în produsele din carne se multiplica încet, iar sub 10˚C multiplicarea înceteaza.
Racirea se poate realiza prin mai multe metode: stropire cu apa, bai de apa sau apa si gheata, aer rece, dioxid de carbon sau azot lichid. Produsul poate fi asezat pe gratare, pe benzi transportoare sau imersat în apa. Produsele care se ambaleaza sub vid trebuie refrigerate înaintea ambalarii, pentru a evita desprinderea si încretirea foliei. În cursul operatiei de racire si, eventual, în timpul portionarii si ambalarii, produsul este expus unei potentiale contaminari. O problema generala este condensarea, care poate fi o sursa de contaminare microbiana a produselor care se racesc.
Contaminarea de la apa de racire reprezinta o problema pentru calitatea, dar nu pentru siguranta de consum a produselor care se vând în stare refrigerata sau congelata, întrucât microorganismele de contaminare nu se pot dezvolta.
Ambalarea (CCP2)
Preparatele din carne sunt introduse în navete sau cutii pentru depozitarea ulterioara si pentru livrare. Riscul contaminarii cu microorganisme patogene este controlabil prin aplicarea unor programe de igienizare a mediului de productie si prin educarea lucratorilor. Codificarea si etichetarea corespunzatoare a acestor produse este un punct de control, deoarece este esentiala atât pentru monitorizare, cât si pentru verificarea returnarilor de produse.
Depozitarea si livrarea (CCP2)
Produsele gata de consum, pe baza de carne, fiind perisabile, vor fi depozitate si livrate la maximum 5˚C. Modificarile microbiologice care apar în aceste produse în timpul depozitarii si livrarii sunt influentate de mai multi factori: ingrediente, încalzirea, racirea, compozitia produsului, ambalare, contaminare dupa tratament termic. Riscurile biologice sunt determinate de efectele combinate ale acestor factori si de conditiile de depozitare si livrare.
Monitorizarea
Monitorizarea trebuie sa se bazeze pe masuratori rapide, pentru a putea corecta în timpul util erorilor intervenite, fara a compromite siguranta în consum a produselor finite. Metodele de monitorizare folosite sunt:
Ideala ar fi monitorizarea continua, corelata cu corectarea automata a conditiilor de fabricare. Daca nu este posibila o monitorizare continua, frecventa monitorizarii trebuie determinata pe baze statistice.
Eficienta sistemului HACCP depinde de precizia instrumentelor si de instruirea lucratorilor implicati în monitorizare. Acestia trebuie:
Activitatea lucratorilor implicati în monitorizare este verificata de personalul care face evaluarea functionarii sistemului HACCP.
Actiuni corective
Utilizarea HACCP la fabricarea preparatelor din carne nu garanteaza faptul ca nu vor apare riscuri, ci ca ele sunt controlabile si vor fi mai putine.
Atunci când apar deviatii în punctele critice de control sunt necesare o serie de masuri corrective. Toate deviatiile de la limitele critice trebuie înregistrate. Înregistrarile trebuie sa dea informatii cu privire la ce s-a întâmplat si de ce, actiunile întreprinse pentru prevenirea aparitiei lor în viitor, ce s-a dispus în legatura cu produsul si cine a fost implicat în reconditionarea produsului scapat de sub control.
Pastrarea înregistrarilor
Tipul si numarul înregistrarilor trebuie sa reflecte severitatea riscului, metodele folosite pentru controlarea riscurilor si metodele de înregistrare a masuratorilor. O etapa din process cu risc si frecventa scazute si cu posibilitati de control cunoscute de mult timp si care si-au dovedit eficacitatea nu necesita înregistrari foarte numeroase. Un proces care contine risc cu severitate si frecventa ridicate si cu posibilitati mai reduse de control necesita o documentatie serioasa.
Scopul pastrarii înregistrarilor este de a furniza informatii ce vor fi folosite pentru a verifica daca procesul a fost sub control sau nu. Înregistrarile trebuie pastrate pâna la expirarea termenului de valabilitate a produsului.
Verificarea
O forma obisnuita si simpla de verificare, dar foarte utila, este verificarea metodelor de monitorizare de catre persoanele neimplicate în aceasta operatie, pentru a avea siguranta corectitudinii monitorizarii si a tinerii sub control a procesului.
Se verifica înregistrarile deviatiilor si ale tendintelor de iesire de sub control. Se verifica daca limitele critice sunt corespunzatoare si daca planul HACCP functioneaza.
5.4. IGIENA OBIECTIVULUI PROTEJAT
Consideratii generale
Calitatea produselor si tendinta mereu crescânda pentru îmbunatatirea calitatii se realizeaza, în fabricile de preparate din carne, si printr-o activitate permanenta pentru mentinerea unui nivel de igiena generala ridicat, care se poate asigura numai printr-o activitate sustinuta si controlata de mentinere a curateniei în timpul lucrului, controlul personalului si masuri de spalare si dezinfectie dupa program.
Operatiile de igienizare urmaresc întretinerea în conditii sanitare corespunzatoare a tuturor spatiilor de productie, de depozitare, a instalatiilor si utilajelor si a anexelor din incinta unitatii.
Conditiile necesare întretinerii nivelului ridicat de igiena generala se asigura începând de la faza de proiectare ti construire a întreprinderii prin:
alegerea unui amplasament corespunzator;
întocmirea corecta a planului general;
proiectarea si realizarea unei constructii cu vestiare filtru, instalatii de apa cu circuite separate de apa rece si apa calda, instalatii de canalizare, ventilatii si conditionari,depozite racite si finisaje adecvate;
prevederea si dotarea cu utilaje confectionate în majoritate din materiale rezistente la coroziuni, iar partile care ajung în contact cu carnea realizate din otel inoxidabil, montate la distantereglementare fata de pereti, stâlpi si alte utilaje învecinate;
dotarea cu instalatii pentru pregatirea solutiilor detergente si dezinfectante precum si cu utilaje pentru curatire si dezinfectie;
Igienizarea cuprinde procesul de curatire si dezinfectie (sanitarizare) a zonelor de prelucrare a carnii. Scopul igienizarii este de a îndeparta resturile, de a reduce populatia bacteriana si de a distruge microorganismele generatoare de afectiuni.
Igienizarea este o componenta importanta si permanenta a activitatii de productie, ea neluând practice sfârsit niciodata într-o întreprindere de procesare a carnii.
ETAPELE IGIENIZĂRII
Etapele igienizarii sunt: curatarea si dezinfectia, fiecare din ele având scopuri si necesitati de realizare diferite.
Etapa de curatare consta în urmatoarele:
pregatirea zonei pentru curatare. Se dezasambleaza partile lucrative ale echipamentului tehnologic si se plaseaza piesele componente pe o masa sau rastel. Se acopera instalatia electrica cu o folie de material plastic;
curatarea fizica. Se colecteaza resturile de carne si grasimi de pe echipamente si pardoseli si se depoziteaza într-un recipient;
prespalarea. Se spala suprafetele murdare ale utilajelor, peretilor si în final pardoseala, cu apa la 50.55˚C. Prespalarea se începe de la partea superioara a echipamentelor de procesare sau a peretilor, cu evacuarea reziduurilor în jos, spre pardoseala. În timpul prespalarii se va evita umectarea motoarelor electrice, a contactelor si cablurilor electrice. Prespalarea nu trebuie realizata cu apa fierbinte deoarece aceasta ar coagula proteinele pe ehipamentele de procesare si nici cu apa rece, deoarece în acest caz nu se vor îndeparta grasimile;
curatarea chimica (spalarea chimica) este operatia de îndepartare a murdariei cu ajutorul unor substante chimice aflate în solutie, operatia fiind favorizata de executarea concomitenta a unor operatii fizice. Solutia de curatare trebuie sa aiba temperatura de 50.55˚C si poate fi aplicata la suprafata de curatare prin intermediul maturilor si teului, în cazul pardoselilor, sau cu ajutorul aparatelor de stopire sub presiune care lucreaza în sistem individual sau centralizat. Substanta de curatare se poate aplica si sub forma de spuma sau gel. Durata de actiune a substantei de curatare pe suprafata respectiva trebuie sa fie de aproximativ 5-20 minute.
clatirea. Clatirea se face cu apa la 50.55˚C prin stropirea suprafetei curatate în prealabil chimic, clatirea trebuind sa fie executata pâna la îndepartarea totala a substantei de curatare, componenta a solutiei chimice folosita, respective 20-25 minute.
controlul curatarii. Acest control se face prin inspectia vizuala a tuturor suprafetelor si retusarea manuala acolo unde este necesar;
dezinfectia sau curatarea ,,bacteriologica" se realizeaza prin aplicarea unui dezinfectant pe toate suprafetele, în prealabil curatite chimic si clatite, în vederea distrugerii bacteriilor. Înainte de începerea lucrului, a doua zi, se executa o spalare intensa cu apa calda (50.55˚C) si apa rece pentru îndepartarea dezinfectantului.
5.4.1 METODE sI SISTEME DE IGIENIZARE
AGENŢI DE CURĂŢIRE
La curatirea chimica a murdariei trebuie sa avem în vedere ca solutia de curatire sa realizeze:
.umectarea depozitului de murdarie în vederea reducerii fortelor de atractie dintre depozit si suprafata de curatit;
.dispersia depozitului de murdarie în solutia de curatire;
.peptizarea substantelor proteice si trecerea lor sub forma coloidala;
.dizolvarea substantelor solubile;
.mentinerea în suspensie a particulelor nesolubilizate;
.saponificarea grasimii.
Depozitele de murdarie, de pe echipamente, pereti, pardoseli din industria carnii, sunt formate din proteine si grasimi în care se pot gasi microorganisme, iar factorii care influenteaza curatirea chimica se refera la: factori care determina gradul de actiune al solutiei de spalare aleasa, factori dependenti de natura impuritatilor si factori care caracterizeaza suprafata upusa curatarii.
În prima categorie de factori se au în vedere: concentratia substantei de curatire în solutie, temperature solutiei, duritatea apei în care s-a solubilizat substanta de curatire, intensitatea actiunii mecanice în timpul aplicarii solutiei de curatire, gradul de impurificare al solutiei de curatire în timpul folosirii ei.
În cea de-a doua categorie de factori se au în vedere: natura depozitului de murdarie, starea depozitului de murdarie, marimea depozitului de murdarie.
În cea de-a treia categorie de factori se au în vedere: felul suprafetei (de sticla, otel inox, plastic, aluminiu), starea suprafetei (suprafata neteda sau rugoasa).
Agentii de curatire, în mod ideal, trebuie sa îndeplineasca umatoarele conditii:
sa aiba o capacitate de umectare mare;
sa fie solubili în apa, iar dupa clatirea suprafetelor curatite, sa nu ramâna urme de substanta de curatire;
sa fie capabile sa emulsioneze si sa degreseze impuritatile în particule din ce în ce mai fine, sa mentina particulele în suspensie si sa nu permita depunerea lor;
sa aiba toxicitate cât mai redusa si sa fie aprobate de organele sanitare;
sa aiba efecte reduse (sau sa fie fara efect) asupra instalatiei si utilajului supuse operatiei de curatire chimica;
sa fie cât mai indoor;
sa fie ieftin;
sa fie manipulat usor;
sa poata fi regenerat;
sa prezinte capacitate de solubilizare si de complexare a sarurilor de Ca2+ si Mg2+ din apa folosita si din impuritati;
sa nu fie sensibila la variatiile de duritate ale apei folosite;
sa aiba capacitate de dizolvare a sarurilor organice si sa le mareasca solubilitatea în apa;
sa nu formeze depuneri pe suprafetele care au fost tratate cu solutia chimica de curatire;
sa nu aiba capacitate de spumare prea mare;
sa aiba si capacitate antiseptica;
sa poata fi degradat pe cale biologica.
Agentii de curatire pot fi bazici si acizi. Acesti agenti intra în constitutia retelelor care mai pot contine si substante neuter (sechestrante si emulgatori sau sulfactanti).
Substante bazice de curatire. Sunt cele mai utilizate si au proprietatea de a peptoniza substantele proteice si de a saponifica grasimile si uleiurile. Cele mai importante substante bazice folosite la curatire sunt:
soda caustica, are capacitatea de a îndeparta crustele, de a dizolva depozitele proteice si de a saponifica grasimile si uleiurile. Are efect germicid si se aplica odata cu cresterea temperaturii solutiei. Are actiune coroziva asupra suprafetelor metalice si asupra betoanelor. Se utilizeaza solutii de concentratie 1.
carbonatul de sodiu este mai ieftin dar actiunea sa detergenta este mai redusa decât a NaOH. Are capacitate de saponificare si peptizare, dar capacitatea de ,,umectare " si de dispersare a murdariei este mai redusa. Este mai putincoroziva si exercita un effect antimicrobian. Se utilizeaza solutii cu concentratii de 5-6%.
fosfatii actioneaza atât ca substante puternic alcaline dar si ca sechestranti. Au capacitate de umectare si de suspendare a murdariei în solutie. Sunt puternic peptonizante, saponificante si emulsionante. Se utilizeaza în solutie 0,5% la temperatura de 50˚C.
silicatii alcalini sunt caracterizati printr-o putere de penetrare mare a murdariei si de mentinere a murdariei în suspensie. Nu sunt substante corozive, din contra, silicatii inhiba actiunea alcaliilor fata de anumite metale. Se utilizeaza în solutie 0,1%.
Substante acide de curatire. Sunt mai putin utilizate decât cele bazice. Sunt foarte eficiente în îndepartarea depozitelor minerale si proteice de pe echipamente. Temperatura si duritatea apei folosite influenteaza actiunea acestor substante.
Principalele substante acide de curatire sunt:
acid azotic se utilizeaza în solutie 0,5% pentru spalarea conductelor de inox în circuit închis, la temperatura de 60-70˚C. Este foarte eficace în îndepartarea depozitelor minerale si proteice. Are actiune coroziva asupra multor metale.
acidul fosforic are o buna capacitate de îndepartare a depozitelor minerale si proteice, nefiind coroziv pentru otel inox, cauciuc. Poate fi folosit în amestec cu o substanta tensioactiva sau cu acidul azotic, în care caz amestecul are si actiune bacteriostatica.
Se mai pot folosi ca substante acide de curatire acidul sulfuric si hipocloritul de sodium, acesta din urma fiind si un bun dezinfectant.
În conditii alkaline, capacitatea de oxidare a hipocloritului este utila pentru solubilizarea filmelor proteice. Poate însa provoca coroziunea suprafetelor metalice.
Substante de curatire complexe (substante etergente). Aceste substante apartin urmaoarelor categorii: agenti anionici, agenti cationici, agenti neionici si agenti amfolitici. Substantele de curatire complexe sunt în general necorozive, având (unele din ele) si actiune dezinfectanta. Au o capacitate de ,,umectare" foarte buna si se pot folosi în amestec cu substante alkaline.
Îmbunatatirea actiunii de curatire a diferitelor substante se realizeaza prin inroducerea în reteta a urmatoarelor substante:
umectanti (se folosesc substante cationice active);
emulgatori (se folosesc substante amfolitice);
antispumanti (se utilizeaza hidrocarburi cu lant lung);
dispersanti (se utilizeaza carboximetilceluloza).
SUBSTANŢE PENTRU DEZINFECŢIE
Dupa ce a fost îndepartata murdaria, pe suprafetele curatate a fi aplicat un dezinfectant pentru distrugerea microorganismelor.
Substantele dezinfectante trebuie sa îndeplineasca urmatoarele conditii:
sa nu fie toxice pentru om la dozele care se utilizeaza;
sa nu imprime gust si miros produsele alimentare;
sa nu fie periculoase de manipulate;
sa nu aiba actiune coroziva;
sa fie solubile în apa;
sa aiba efect antimicrobian indiferent de duritatea apei în care se solubilizeaza;
sa aiba o buna capacitate de patrundere;
sa aiba efect bacterici cât mai mare;
sa fie cât mai ieftine.
Principalele substante dezinfectante sunt:
Compusii clorului sunt cei mai des utilizati si cei mai ieftini dintre dezinfectanti. Actioneaza rapid si nu lasa reziduuri. Sunt mai putin eficienti în mediu basic si sunt rapid inactivati în prezenta materiilor organice (în caz de curatire chimica necorespunzatoare). Acesti compusi sunt corozivi pentru metale si pot irita pielea.
Compusii cu clor mai importanti sunt: clorul lichid, hipocloritul de sodiu, fosfatul de sodium clorinat, dioxidul de clor, clorura de var, cloraminele.
Compusi care elibereaza oxigenul. Din aceasta categorie fac parte:
acidul peracetic este insolubil în apa si complet biodegradabil. Este coroziv, cu miros irritant, nu formeaza spuma. În solutie nu este foarte stabil, reactionând cu materiile organice. Ataca materialele de cauciuc. Are efect antibacterian si antiviral.
peroxidul de hidrogen are actiune bactericida si fungicida. Actioneaza lent, fiind deci necesara o durata de contact mare cu suprafata ce se dezinfecteaza.
Substante dezinfectante neoxidante. În aceasta categorie intra compusii cuaternari de amoniu si biguanidinele. Aceste substante nu sunt corozive, dar pun probleme de decolorare.
Compusii cu iod (iodoforii) actioneaza rapid dar sunt mai scumpi decât compusii clorului. Compusii cu iod au un spectru larg de actiune antimicrobiana, dar sunt mai putin eficace fata de spori. Au actiune iritanta asupra pielii, mucoaselor si coloreaza suprafetele plastice cu care vin în contact. Un compus utilizat este polivinilpirolidona complexata cu iod si cu alti agenti tensioactivi în care caz se diminuiaza si actiunile negative ale iodoforului respective. Se utilizeaza prin pulverizare.
Pentru dezinfectie se poate utilize si apa fierbinte (77.83˚C), mai ales pentru dezinfectia ustensilelor, a tavilor de aluminiu si inox, pieselor componente ale utilajelor care vin în contact cu carnea.
REGULI DE IGIENIZARE PENTRU PERSONALUL OPERATIV
Activitatile desfasurate de angajatii unitatii economice sunt foarte importante pentru controlul dezvoltarii bacteriilor. Angajatii trebuie sa respecte urmatoarele cerinte generale:
sa pastreze zonele de prelucrare a carnii si de manipulare foarte curate;
sa spele si sa dezinfecteze frecvent ustensilele în timpul lucrului. Ei nu trebuie sa lase ca ustensilele sa vina în contact cu pardoseala, hainele murdare;
sa nu lase produsele sa intre în contact cu suprafetele ce nu au fost igienizate. Carnea care a intrat în contact cu pardoseala sau cu alte suprafete murdare trebuie spalata foarte bine sau aruncata;
sa utilizeze numai cârpe de unica folosinta pentru stergerea mâinilor si ustensilelor;
sa-si asigure curatenia corporala si a îmbracamintei în mod permanent;
sa poarte capison sau bereta curata pe cap pentru a evita o eventuala contaminare a produselor datorita caderii parului pe suprafata lor;
înainte de a intra în WC trebuie sa-si scoata sortul, halatul, manusile sau orice alte obiecte de îmbracaminte ce pot intra în contact cu produsele;
la parasirea WC-ului trebuie sa-si spele si sa-si dezinfecteze mâinile;
personalul care lucreaza cu materia prima nu trebuie sa aiba acces în spatiile în care se manevreaza produsele finite, pentru a se preveni contaminarea încrucisata;
persoanele care sufera de afectiuni contagioase nu trebuie sa aiba acces în zonele de productie;
sa nu fumeze în zonele în care se prelucreaza carnea;
sa pastreze îmbracamintea si obiectele personale în vestiare, departe de orice zona de productie.
6.CALCULUL ECONOMIC
Calculul economic al obiectivului proiectat va putea decide daca preturile produselor pe care le vom adduce pe piata alimentara sunt competitive.
Conform etapelor de proiectare, în momentul efectuarii calculului economic se cunosc atât amplasarile generale cât si cele de productie
7.1. Stabilirea valorii investitiei
7.1.1. Valoarea clǎdirilor si amenajarilor
Pentru stabilirea valorii clǎdirilor si a cǎilor de amenajare se considerǎ:
|
Elemente de constructii |
Pret unitar [lei/m2] |
Suprafata [m2] |
Pret total [lei] |
|
Clǎdire industrialǎ |
2.050 |
1.224 |
2.509.200 |
|
Spatii verzi |
30 |
290 |
8.700 |
|
Valoare teren |
41 |
2.035 |
83.435 |
|
Valoare totalǎ cap. 7.1.1. | |||
7.1.2. Valoarea utilajelor supuse montǎrii
|
Nr. Crt. |
Denumire utilaj |
Valoare unitarǎ [lei/buc] |
Necesar [buc] |
Valoare totalǎ [lei] |
|
1 |
Camerǎ frigorificǎ |
1.8040 |
1 |
1.8040 |
|
2 |
Masinǎ de tocat RM 114 P |
33.620 |
1 |
33.620 |
|
3 |
Malaxor carne sub vid UM 500 V |
170.150 |
1 |
170.150 |
|
4 |
Cuter K 330 VF |
636.217 |
1 |
636.217 |
|
5 |
Masinǎ de umplut sub vid NAVA |
55.534,5 |
1 |
55.534,5 |
|
6 |
Camarǎ de afumare KVMM |
171.421 |
3 |
514.263 |
|
7 |
Moarǎ pentru condimente |
8.200 |
1 |
8.200 |
|
8 |
Cazan Duplex |
12.300 |
2 |
24.600 |
|
9 |
Bazǎ de înmuiere membrane |
820 |
1 |
820 |
|
10 |
Instalatie de conditionare |
2.050 |
1 |
2.050 |
|
11 |
Agregat conditionare |
22.714 |
1 |
22.714 |
|
12 |
Agregat frigorific |
16.400 |
1 |
16.400 |
|
Valoare totalǎ utilaje | ||||
|
Cheltuieli de transport (3,5% din valoarea utilajelor) |
52.591,29 |
|||
|
Cheltuieli de montaj (10% din valoarea utilajelor) |
150.260,85 |
|||
|
Valoarea totalǎ cap.7.1.2. |
1.705.460,64 |
|||
7.1.3. Valoarea utilajelor supuse nemontǎrii
|
Nr. Crt. |
Denumire utilaj |
Valoarea unitarǎ [lei/buc] |
Necesar [buc] |
Valoare totalǎ [lei] |
|
1 |
Cântar electronic |
225,5 |
2 |
451 |
|
2 |
Cǎrucior pentru carne |
151,7 |
30 |
4.551 |
|
3 |
Cântar semiautomat(100kg) |
188,6 |
2 |
377,2 |
|
4 |
Ridicǎtor Elcar |
500,2 |
2 |
1.000,4 |
|
5 |
Masǎ de legare |
151,5 |
2 |
303 |
|
6 |
Masǎ pregǎtire membrane |
102,5 |
1 |
102,5 |
|
7 |
Rafturi |
143,5 |
5 |
717,5 |
|
8 |
Autodubǎ izotermǎ |
143.500 |
2 |
287.000 |
|
Valoare totalǎ utilaje |
294.502,6 |
|||
|
Cheltuieli transport (3,5% din valoarea utilajelor |
10.307,5 |
|||
|
Valoare totalǎ cap. 7.1.3. | ||||
7.1.4. Valoarea mobilierului si a obiectelor de inventar
|
Nr. Crt. |
Denumire utilaj |
Valoarea unitarǎ [lei/buc] |
Necesar [buc] |
Valoare totalǎ [lei] |
|
1 |
Birouri |
102,5 |
5 |
512,5 |
|
2 |
Mese |
820 |
3 |
2.460 |
|
3 |
Calculatoare |
2.000 |
5 |
10.000 |
|
4 |
Dotǎri grup sanitar |
820 |
5 |
4.100 |
|
5 |
Dotǎri administrative |
- |
- |
2.009 |
|
6 |
Dotǎri ateliere, spǎlǎtorie |
- |
- |
14.350 |
|
7 |
Pubelǎ pentru reziduri |
123 |
4 |
492 |
|
8 |
Scaune |
200 |
20 |
4.000 |
|
9 |
Vestiare |
1.496,5 |
2 |
2.993 |
|
10 |
Dusuri |
492 |
8 |
3.936 |
|
Valoare totalǎ cap. 7.1.4 | ||||
7.1.5. Valoarea primei dotǎri cu mijloace circulante
a) Aprovizionarea cu materii prime
|
Element |
Necesar zilnic [kg] |
Nr. zile |
Necesar total [kg] |
Pret unitar [lei] |
Valoare totalǎ [lei] |
|
Carne vitǎ integralǎ |
3.098 |
1 |
3.098 |
6 |
18.588 |
|
Carne porc lucru |
1.827 |
1 |
1.827 |
8 |
14.616 |
|
Slǎninǎ |
1.068 |
1 |
1.068 |
3,5 |
3.738 |
|
Oase |
19 |
1 |
19 |
1,5 |
28,5 |
|
Valoare totalǎ cap. 7.1.5.a | |||||
b) Aprovizionarea cu materii auxiliare, ambalaje, etichete
|
Element |
Necesar zilnic [kg] |
Nr. zile |
Necesar total [kg] |
Pret unitar [lei] |
Valoare totalǎ [lei] |
|
Amestec de sǎrare |
131,49 |
15 |
1.972,35 |
2,85 |
5.621,9 |
|
Polifosfati |
20 |
15 |
300 |
2,90 |
870 |
|
Adaos proteic |
157 |
15 |
2.355 |
2 |
4.710 |
|
Bicarbonat |
9 |
15 |
135 |
0,7 |
945 |
|
Membrane naturale |
32 |
15 |
480 |
35 |
16.800 |
|
Membrane artificiale |
99 |
15 |
1.485 |
30 |
44.550 |
|
Condimente |
40,5 |
15 |
607,5 |
10 |
6.075 |
|
Rumegus |
600 |
15 |
9000 |
2 |
18.000 |
|
Etichete |
- |
15 |
- |
133 |
2.000 |
|
Valoare totalǎ cap. 7.1.5.b. | |||||
c) Aprovizionare cu alte materiale
|
Element |
Necesar [kg/zi] |
Pret unitar [lei/kg] |
Valoare totalǎ [lei] |
|
Materii igienice |
1 |
12,3 |
12,3 |
|
Reactivi de analizǎ |
1 |
20 |
20 |
|
Echipament de protectia muncii |
0,2 |
65,6 |
13,12 |
|
Certificat de calitate |
0,4 |
12,3 |
4,92 |
|
Formulare evidentǎ |
7 |
5,74 |
40,18 |
|
Valoare totalǎ cap 7.1.5.c. | |||
d) Promovare, reclamǎ si publicitate, activitate de prospectare a pietei, precontracte
|
Pret productie estimat, [lei/kg] |
||
|
1. |
Pastǎ de mici |
9 |
|
2. |
Cârnati proaspeti |
9,5 |
|
3. |
Crenwursti |
11,5 |
|
4. |
Parizer |
10,5 |
|
5. |
Frankfurter |
12 |
|
Productie totalǎ [kg/an] |
||
|
1. |
Pastǎ de mici |
300.000 |
|
2. |
Cârnati proaspeti |
450.000 |
|
3. |
Crenwursti |
600.000 |
|
4. |
Parizer |
600.000 |
|
5. |
Frankfurter |
450.000 |
|
Valoarea totalǎ a productiei [lei/an](estimare) |
25.575.000 |
|
|
Profit estimat (~10%) [lei] |
2.557.500 |
|
|
Cotǎ profit pentru promovare (cca 3%) [lei] |
76.725 |
|
|
Cost promovare, reclamǎ si publicitate [lei] |
4.100 |
|
|
Taxǎ avizare s licentǎ de fabricatie [lei] |
10.250 |
|
|
Valoarea totalǎ cap 7.1.5.d. |
91.075 |
|
e) Aprovizionare cu materiale de intretinere, reparatii si piese de schimb
|
Valoarea utilajelor[lei] |
2.304.773,34 |
|
Cotǎ valoarea utilajelor |
3% |
|
Valoare [euro] cap.7.1.5.e |
69.143,2 |
Recapitulatie
|
Capitolul 7.1.5.a. | |
|
Capitolul 7.1.5.b | |
|
Capitolul 7.1.5.c. | |
|
Capitolul 7.1.5.d. |
91.075 |
|
Capitolul 7.1.5.e. |
69.143,2 |
|
Valoare totalǎ [euro] pentru cap 7.1.5 |
Recapitulatie
|
Capitolul 7.1.1. |
2.601.335 |
|
Capitolul 7.1.2. | |
|
Capitolul 7.1.3. | |
|
Capitolul 7.1.4. | |
|
Capitolul 7.1.5. | |
|
Valoare totalǎ a investitiei |
f) Asigurǎri si fond de risc pentru lansarea productiei (cca 1% din valoarea investitiei) 52.466,86
7.2 Stabilirea cheltuielilor
7.2.1. Cheltuieli cu materia primǎ
|
Element |
Necesar zilnic [kg] |
Necesar lunar [kg] |
Pret unitar [euro] |
Valoare totalǎ [lei/zi] |
|
Carne vitǎ integralǎ |
3.098 |
92.940 |
6 |
18.588 |
|
Carne porc lucru |
1.827 |
54.810 |
8 |
14.616 |
|
Slǎninǎ |
1.068 |
32.040 |
3,5 |
3.738 |
|
Oase |
19 |
570 |
1,5 |
28,5 |
|
Valoare totalǎ cap. 7.2.1. | ||||
7.2.2 Cheltuieli cu materii auxiliare, ambalaje, etichete
|
Element |
Necesar zilnic [kg] |
Necesar lunar [kg] |
Pret unitar [lei] |
Valoare [lei] |
|
|
zilnic |
lunar |
||||
|
Amestec de sǎrare |
131,49 |
3.944,7 |
2,85 |
374,7 |
11.242,39 |
|
Polifosfati |
20 |
600 |
2,90 |
58 |
1.740 |
|
Adaos proteic |
157 |
4.710 |
2 |
314 |
9.420 |
|
Bicarbonat |
9 |
270 |
0,7 |
6,3 |
189 |
|
Membrane naturale |
32 |
960 |
35 |
1.120 |
33.600 |
|
Membrane artificiale |
99 |
2.970 |
30 |
2.970 |
89.100 |
|
Condimente |
40,5 |
1.215 |
10 |
405 |
12.150 |
|
Rumegus |
600 |
18.000 |
2 |
1.200 |
36.000 |
|
Etichete |
- |
133 |
133 |
3.990 |
|
|
Valoare totalǎ cap.7.2.2. | |||||
7.2.3. Cheltuieli de transport
|
Cotǎ transport (fatǎ de 7.2.1, 7.2.2.) | |
|
Valoare cap 7.2.3. |
1.524,30 |
7.2.4. Cheltuieli cu utilitǎtile
|
Element |
UM |
Necesar zilnic |
Necesar lunar |
Pret unitar [lei/UM] |
Valoare [lei] |
||
|
zi |
lunǎ |
||||||
|
Energie electricǎ |
Kwh |
2.300 |
68.970 |
2,3 |
5.290 |
158.631 |
|
|
Apǎ rece |
m3 |
20 |
60 |
2,9 |
58 |
175 |
|
|
Apǎ caldǎ |
m3 |
10 |
30 |
6,5 |
65.6 |
195 |
|
|
Valoare totalǎ cap. 7.2.4. | |||||||
7.2.5. Cheltuieli cu salariile
|
Nr. Crt. |
Sectia |
Necesar muncitori |
Salariu brut |
Total lunar [lei] |
Total zilnic [lei] |
|
1 |
Salǎ de fabricatie |
20 |
950 |
19.000 |
633,3 |
|
2 |
Depozite |
4 |
860 |
3.440 |
114,66 |
|
3 |
Inginer flux |
2 |
2.460 |
4.920 |
164 |
|
4 |
Salǎ tratament termic |
4 |
950 |
3.800 |
126,6 |
|
5 |
Salǎ igienizare |
2 |
820 |
1.640 |
54,66 |
|
6 |
Receptie |
2 |
950 |
1.900 |
63,33 |
|
7 |
Laborator |
2 |
950 |
1.900 |
63,33 |
|
8 |
Atlier electric |
1 |
860 |
860 |
28,66 |
|
9 |
Atelier mecanic |
1 |
860 |
860 |
28,66 |
|
10 |
Contabil |
1 |
2.200 |
22.000 |
73,33 |
|
11 |
Manager |
1 |
2.870 |
2.870 |
95,66 |
|
12 |
Paznic |
2 |
860 |
1.760 |
58,66 |
|
13 |
sofer |
4 |
1.100 |
44.000 |
1.466,6 |
|
14 |
Expeditie |
2 |
950 |
1.900 |
63,33 |
|
Valoare totalǎ cap.7.2.5. 48 | |||||
7.2.6. CAS+X
|
Cota CAS+X(33%) |
Valoare [lei] |
|
Zilnic | |
|
Lunar |
7.2.7. Cheltuieli întretinere si reparatii
|
Element |
Cota lunara,[%] |
Valoare lunara, [lei] |
Valoare pe zi, [lei] |
|
Utilaje |
1% |
23.047,73 |
768,25 |
|
Cladiri amenajari |
0,15% |
3.902 |
130 |
|
Valoare totala cap 7.2.7. | |||
7.2.8.Cheltuieli de amortizare a mijloacelor fixe
|
Element |
Durata de recuperare |
Valoare , [lei] |
||
|
Ani |
Luni |
Lunar |
Zilnic |
|
|
Utilaje |
10 |
120 |
19.206,1 |
640,2 |
|
Cladiri |
90 |
1080 |
2.408,6 |
80,2 |
|
Mobilier |
5 |
60 |
747,5 |
24,9 |
|
Valoare totala cap. 7.2.8. | ||||
7.2.9. Cheltuieli cu creditele
|
Anul |
Credit |
Dobânda |
|||
|
Total,[lei] |
Rata credit, [lei/an] |
Procent anual , [%] |
Rata lunara, [lei] |
Rata zilnica, [lei] |
|
|
1 |
1.049.337,392 |
15 |
65.583,58 |
2.186,11 |
|
|
2 |
4.197.349,568 |
1.049.337,392 |
15 |
52.466,86 |
1.748,89 |
|
3 |
3.148.012,176 |
1.049.337,392 |
15 |
39.350,15 |
1.311,67 |
|
4 |
2.098.674,784 |
1.049.337,392 |
15 |
26.233,43 |
874,44 |
|
5 |
1.049.337,392 |
1.049.337,392 |
15 |
13.116,71 |
437,22 |
Rata medie a dobânzii este 1.224,22 lei/zi
8. Antecalculatia de pret (lei/zi)
|
Cheltuieli cu materii prime | ||
|
Cheltuieli cu materii auxiliare | ||
|
Cheltuieli aprovizionare |
1524,30 |
|
|
Salarii |
3034,78 |
|
|
CAS + X |
1001,47 |
|
|
Cheltuieli de întretinere si reparatii |
898,25 |
|
|
Cheltuieli de amortizare a mijloacelor fixe |
754,3 |
|
|
Dobânda | ||
|
Utilitati |
5419 |
|
|
Total I | ||
|
Profit (rata profitului=10%) | ||
|
Cheltuieli generale(3%) |
1.722,23 |
|
|
Total II |
64.870,83 |
|
|
Pret de productie |
Pasta de mici 1000 kg/zi; |
8,1 |
|
Cârnati proaspeti 1500 kg/zi ; |
||
|
Crenwursti 2000 kg.zi; |
||
|
Frankfurter 1500 kg/zi; |
||
|
Parizer 2000 kg/zi, |
||
9.Produse realizate prin proiect si preturile de livrare
|
Produs |
Pret produs, [lei/kg] |
TVA , |
Pret livrare, [lei] |
Adaos comercial |
Pret vânzare |
|
[lei/kg] |
|||||
|
Pastǎ de mici |
9 |
1,71 |
11,71 |
1,6 |
12,31 |
|
Cârnati proaspeti |
9,5 |
1,8 |
11,3 |
1,6 |
12,99 |
|
Crenwursti |
11,5 |
2,18 |
13,68 |
2,05 |
15,73 |
|
Parizer |
10,5 |
1,99 |
12,49 |
1,87 |
14,36 |
|
Frankfurter |
12 |
2,28 |
14,28 |
2,14 |
16,42 |
10. Indicatori de eficienta economica
|
Cifra de afaceri , [lei/an] |
23.652.000 |
|
Profit anual , [lei/an] |
1.722.000 |
|
Rata profitului (profit anual/cifra de afaceri) |
0,07 |
|
Durata de recuperare a investitiei (valoarea investitiei/profit) |
3,05 |
|
Coeficient de eficienta a investitiei (1/durata de recuperare) |
0,32 |
|
Productie anuala, [t] |
2400 |
|
Productivitate fizica (productivitate anuala/an/salariat) [t/an/salariat] |
50 |
|
Productivitate valorica [lei/an/salariat] |
532.812 |
7.BIBLIOGRAFIE
C. Banu., P. Alexe., C. Vizireanu, 1997, Procesarea industrialǎ a cǎrnii, Editura Tenhicǎ, Bucuresti.
C. Banu, 1985, Îndrumator în tehnologia produselor din carne, Editura Tenhicǎ, Bucuresti.
C. Banu., 1980, Tehnologia cǎrnii si subproduselor, Editura didacticǎ si pedagogicǎ.
Gheorghe M., Ioan Cironeanu., s.a., 2006, Produse românesti din carne, Editura Alt Press Tour, Bucuresti.
I. Otel., 1978, Tehnologia produselor din carne, Editura Tenhicǎ, Bucuresti.
O. Pavel, R. Ionescu, I. Otel, 1990, Utilajul si tehnologia prelucrǎrii cǎrnii si laptelui.
XXX., 1987, Instructiuni tehnologice a preparatelor din carne, Bucuresti, 74-75, 71-73.
XXX., 1971, Instructiuni tehnologice pentru fabricarea preparatelor din carne, 259-261.
https://www.financiarul.com/articol
https://www.pss-svidnik.sk/romanian/
|
