8.1. PRINCIPIUL PROCEDEULUI
La sudare sub strat de flux, arcul electric se formeaza între materialul de baza si cel de adaos, sub forma de sârma electrod, sub un strat de flux granular. Dupa solidificarea si racirea metalului topit se obtine cusatura.
Antrenarea sârmei electrod în zona de topire se face cu ajutorul unor role actionate de un motor electric. Fluxul se dispune într-un buncar în apropierea sârmei electrod pe directia de sudare. Procesul de sudare se poate realiza:
- semiautomat - sârma se deplaseaza mecanic cu o viteza impusa de role de antrenare iar deplasarea de-a lungul rostului se face manual de catre sudor;
Procedeul de sudare semiautomat se utilizeaza pentru cusaturi scurte, contururi curbe si spatii inaccesibile pentru tractoarele de sudura.
- automat - miscarea sârmei si deplasarea de-a lungul rostului se realizeaza mecanic.
Sudarea automata se foloseste pentru cusaturi lungi, drepte sau circulare. Pentru realizarea cusaturilor circulare la corpurile tubulare, acestea executa o miscare de rotatie în timp ce corpul de sudare are o pozitie fixa.
8.2. AVANTAJE
Procesul de sudare sub flux ofera o serie de avantaje:
-fluxul realizeaza o buna protectie fata de actiunea gazelor din mediul înconjurator si favorizeaza formarea unei cusaturi compacte si aspectuoase;
-se poate lucra cu densitati mari de curent, ceea ce permite obtinerea unei bune patrunderi;
-viteza de topire mare, pierderi mici de caldura, productivitate marita;
-cordoanele de sudura au un aspect estetic si caracteristici de rezistenta bune;
-posibilitatea realizarii unei game largi de îmbinari fara prelucrarea marginilor.
-pierderi prin stropi practic naglijabile si uscate.
In punctele de pastrare si distribuire de la sectii si ateliere, fluxurile se vor pastra înbuncare metalice speciale, acoperite cu capace pentru a evita patrunderea impuritatilor.
3.3. Alegerea cuplului sârma- flux
La alegerea fluxului si a sârmei se va avea în vedere:
compozitia otelului care se sudeaza;
proprietatile fizico-mecanice pe care trebuie sa le îndeplineasca îmbinarea;
temperatura la care este exploatata îmbinarea;
eventualitatea unor tratamente termice la care ar urma sa fie supusa îmbinarea.
Exemplu de cuplu sarma-flux pentru sudarea otelurilor navale:
Sarma AS 35 + flux AS 461, produse de Fro - Italia.
8.4. MODURI DE SPRIJINIRE A BAII DE METAL TOPIT
Sustinerea baii de metal topit are drept scop oprirea scurgerii metalului topit realizând o radacina corecta. Pentru sustinerea baii se folosesc mai multe metode
|
|
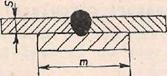
Se foloseste în mod curent un suport (garnitura) de cupru. Se pot suda table subtiri fara prelucrarea restului sau table groase cu prelucrare, precum si îmbinari de colt.
Sprijinirea pe suport fuzibil
Se folosesc platbenzi din otel cu aceeasi compozitie chimica sau în general din otel cu sudabilitate buna.
|
|
Garnitura (suportul) se topeste patial si ramâne înglobata în îmbinare.
Sprijinirea sudurii pe perna de flux
Procedeul consta în sustinerea baii de metal topit cu un strat de flux de 20. . .30 mm grosime pentru table subtiri si pana la 100 mm pentru table groase.
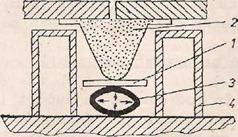
Stratul de flux este presat în zona radacinii îmbinarii cu ajutorul unui furtun 3 din pânza rezistenta umflat cu aer comprimat. Pentru a cobora repede perna de flux prin golirea aerului din furtun la terminarea operatiei de sudare se dispune o platbanda metalica 1 deasupra acestuia.
Fluxul este dispus într-un jgheab din pânza rezistenta 2 prins pe suporturile laterale 4. Daca presiunea aerului este insuficienta fluxul nu apasa suficient asupra tablei, metalul topit se scurge obtinându-se o radacina bombata. La o presiune prea mare, fluxul intra în rost, iar radacina se obtine cu o concavitate în interior.
In timpul sudarii deformatiile pot ridica tablele de pe perna de flux. Acest neajuns se elimina prin dispunerea unor greutati pe suprafata tablelor, dar mai eficienta este folosirea standurilor electromagnetice.
- Sudarea manuala ca suport
Se executa rândul de radacina manual cu un electrod de compozitie identica cu a sârmei. Cusatura se realizeaza apoi automat sub flux. Rândul de radacina se craituieste si se resudeaza automat. Procedeul este folosit la suduri de montaj unde este mai avantajos.
8.5.ECHIPAMENTE PENTRU SUDARE SUB STAT DE FLUX
Pentru sudarea automata sub strat de flux este necesara o instalatie care cuprinde urmatoarele componente:
- sursa de curent;
capul de sudare, cu sistemul de derulare si înaintare a sârmei electrod;
pupitrul de comanda si control;
- rezervorul pentru flux;
- cabluri de sudare, casete pentru sârme, capete de sudare pentru diferite diametre de sârma.
Pentru sudarea semiautomata lipseste caruciorul de transport, iar capul de sudare este manevrat manual.
Sursele de sudare rnai folosite sunt redresoarele .
Echipamentul folosit pentru sudarea automata sub strat de flux poarta denumirea de tractor pentru sudare. Schema de legaturi electrice ale acesteia este prezentata în figura:
Redresor de sudare
Pupitru de comanda
Carucior de sudare
Buncar pentru flux
Rola cu sârma electrod de sudare
Cablu de sudare
Cablu de masa
Conductor electric pentru comanda
Conductor electric flexibil pentru comanda si alimentare carucior
Componente de sudat
|